También podría gustarte
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Evolucion de La Calidad LibroDocumento34 páginasEvolucion de La Calidad LibroAlexis GordonAún no hay calificaciones
- Analisis de La Capacidad Del ProcesoDocumento19 páginasAnalisis de La Capacidad Del ProcesoEsmeralda TorresAún no hay calificaciones
- Unidad 1. Antecedentes y Filosofias de La Calidad Adriana J Torres RMZDocumento25 páginasUnidad 1. Antecedentes y Filosofias de La Calidad Adriana J Torres RMZAdriana Janeth Torres RamirezAún no hay calificaciones
- Carmen - A1 - U4 - Cuadro Comparativo de Tipo de Muestreos de AceptaciónDocumento8 páginasCarmen - A1 - U4 - Cuadro Comparativo de Tipo de Muestreos de AceptaciónSan ConstaAún no hay calificaciones
- Diseño Robusto de TaguchiDocumento9 páginasDiseño Robusto de TaguchiJtt C. Andrade100% (1)
- Cómo medir el desempeño de la cadena de suministro enDocumento15 páginasCómo medir el desempeño de la cadena de suministro enestefanyAún no hay calificaciones
- Aplicación Busqueda de ComponentesDocumento7 páginasAplicación Busqueda de ComponentesLinda Lozano TorresAún no hay calificaciones
- Herramientas para mejora continuaDocumento15 páginasHerramientas para mejora continuaEli PerezAún no hay calificaciones
- Control GraficaDocumento140 páginasControl GraficaMario PalaciosAún no hay calificaciones
- Práctica QFDDocumento13 páginasPráctica QFDAldahir Castillo PerezAún no hay calificaciones
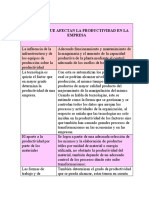
- Factores Que Afectan La ProductividadDocumento3 páginasFactores Que Afectan La ProductividadAndrés Felipe Torres BonillaAún no hay calificaciones
- 1.2 Costos de La CalidadDocumento9 páginas1.2 Costos de La CalidadJitzell Lupita Ruperto GarciaAún no hay calificaciones
- 1.5.7. Porque - Porque.Documento1 página1.5.7. Porque - Porque.RomanRiveraAún no hay calificaciones
- DMAICDocumento3 páginasDMAICpadmeAún no hay calificaciones
- Manufactura Esbelta y Sus Tipos de HerramientasDocumento8 páginasManufactura Esbelta y Sus Tipos de HerramientasFanny HernándezAún no hay calificaciones
- CP, CPK y CPMDocumento9 páginasCP, CPK y CPMBENJAMIN AYALA VELAZQUEZAún no hay calificaciones
- 3.5 Cadena Cliente-ProveedorDocumento7 páginas3.5 Cadena Cliente-ProveedorDaniel Valdespino Diaz0% (1)
- Philip Bayard CrosbyDocumento6 páginasPhilip Bayard CrosbyAnee MéndezAún no hay calificaciones
- Ejerc. Muestreo. Eq.4 Gpo. CDocumento30 páginasEjerc. Muestreo. Eq.4 Gpo. CLucía Guadalupe Vazquez JimenezAún no hay calificaciones
- Solucion de Problemas de ManufacturaDocumento25 páginasSolucion de Problemas de ManufacturaAlicia Hidalgo PonceAún no hay calificaciones
- Unidad 4Documento46 páginasUnidad 4Osvaldo CuevasAún no hay calificaciones
- En Una Fábrica de Artículos de Plástico Inyectado Se TieneDocumento1 páginaEn Una Fábrica de Artículos de Plástico Inyectado Se TieneAndy Gonzalez0% (1)
- Filosofia Joseph JuranDocumento5 páginasFilosofia Joseph JurankarlaAún no hay calificaciones
- Definición del proyecto de mejora continuaDocumento74 páginasDefinición del proyecto de mejora continuaEdna Gabriela Ceja SilvaAún no hay calificaciones
- Características Del Sector LaboralDocumento9 páginasCaracterísticas Del Sector LaboralJulio CarrilloAún no hay calificaciones
- Armand v. FeigenbaumDocumento3 páginasArmand v. FeigenbaumJuanAún no hay calificaciones
- Función de Perdida TaguhiDocumento5 páginasFunción de Perdida Taguhieugenio garcia leon100% (1)
- Unidad 4. Producto - MercadotecniaDocumento27 páginasUnidad 4. Producto - MercadotecniaStefani ManAguAún no hay calificaciones
- OPERACIONESDocumento5 páginasOPERACIONESMijail ColqueAún no hay calificaciones
- Cuadro Comparativo de Los Grandes Filosofos de La CalidadDocumento2 páginasCuadro Comparativo de Los Grandes Filosofos de La CalidadFelimundo MendozaAún no hay calificaciones
- Medición rendimiento fabricaciónDocumento6 páginasMedición rendimiento fabricaciónirvingAún no hay calificaciones
- Unidad 1 Despliegue de La Funcion de La CalidadDocumento10 páginasUnidad 1 Despliegue de La Funcion de La CalidadMariianiita ALor100% (1)
- Interpretación de Las Normas de CalidadDocumento8 páginasInterpretación de Las Normas de CalidadEsteban Quezada SotoAún no hay calificaciones
- Análisis capacidad datos transformados distribución normalDocumento2 páginasAnálisis capacidad datos transformados distribución normalGabriel FcAún no hay calificaciones
- Cuestionario Unidad 1. CalidaddocxDocumento5 páginasCuestionario Unidad 1. CalidaddocxarcimaAún no hay calificaciones
- UNIDAD IV Control Estradisticos ProcesoDocumento43 páginasUNIDAD IV Control Estradisticos ProcesoCarlos Enrique Garcia Ruiz100% (1)
- Resumen de Six Sigma RDocumento13 páginasResumen de Six Sigma RAngie Lizeth Fernandez VargasAún no hay calificaciones
- Premios Nacionales e Internacionales A La CalidadDocumento24 páginasPremios Nacionales e Internacionales A La Calidadberetika100% (1)
- Cómo lograr una cultura de calidad total en la empresaDocumento95 páginasCómo lograr una cultura de calidad total en la empresafranzdiaz7314Aún no hay calificaciones
- Reporte de Certificacion 6 SigmaDocumento11 páginasReporte de Certificacion 6 SigmaIsabel RamirezAún no hay calificaciones
- 2.2.1 Gráfico X-RDocumento35 páginas2.2.1 Gráfico X-RJoséAún no hay calificaciones
- Cuestionario 6Documento8 páginasCuestionario 6Carlos HerreraAún no hay calificaciones
- Teoria - JITDocumento27 páginasTeoria - JITMarceloAún no hay calificaciones
- Gráficos de Control MultivariantesDocumento34 páginasGráficos de Control MultivariantesanaAún no hay calificaciones
- Capacidad Del ProcesoDocumento3 páginasCapacidad Del ProcesoSmith ReyesAún no hay calificaciones
- Trabajo de SimulacionDocumento21 páginasTrabajo de SimulacionIrene Peñuelas HigueraAún no hay calificaciones
- Unidad V Analisis de Reemplazo e Ingenieria de Costos Ingenieria EconomicaDocumento14 páginasUnidad V Analisis de Reemplazo e Ingenieria de Costos Ingenieria EconomicaesauAún no hay calificaciones
- SLP-Planeación distribución sistemáticaDocumento13 páginasSLP-Planeación distribución sistemáticaFrancisco Javier Lopez HernandezAún no hay calificaciones
- As I Analisis de Colas o Filas de EsperaDocumento7 páginasAs I Analisis de Colas o Filas de EsperaPeto FeriaAún no hay calificaciones
- 1752 Ac 1752 Ac Si Un Albañil Construye Una Casa para Un Hombre, y Su Trabajo No Es Fuerte y La Casa Se Derrumba Matando A Su Dueño, El Albañil Será Condenado A Muerte. Código de HammurabiDocumento9 páginas1752 Ac 1752 Ac Si Un Albañil Construye Una Casa para Un Hombre, y Su Trabajo No Es Fuerte y La Casa Se Derrumba Matando A Su Dueño, El Albañil Será Condenado A Muerte. Código de HammurabiMajito Villamarin100% (1)
- Ensayo APQPDocumento5 páginasEnsayo APQPAdrian GonzalezAún no hay calificaciones
- Administración Visual guía procesosDocumento8 páginasAdministración Visual guía procesosAbrahamF15Aún no hay calificaciones
- Tarea Funcion de Taguchi 1Documento5 páginasTarea Funcion de Taguchi 1Andrea Banegas100% (1)
- Administración de La Productividad Unidad 2 "Medición de La Productividad"Documento57 páginasAdministración de La Productividad Unidad 2 "Medición de La Productividad"Liza maría López magdalenoAún no hay calificaciones
- 21 Zacatecas Durazno VFDocumento59 páginas21 Zacatecas Durazno VFCarlos Rene Mamani TrujilloAún no hay calificaciones
- Programacion de MetasDocumento16 páginasProgramacion de MetasMariana RosalesAún no hay calificaciones
- Diagnostico para La Administracion Del Mantenimiento en Una Empresa MarmoleraDocumento29 páginasDiagnostico para La Administracion Del Mantenimiento en Una Empresa Marmolerafred5galv5n5g5mezAún no hay calificaciones
- Indicadores Six Sigma - Los ConfinadosDocumento11 páginasIndicadores Six Sigma - Los ConfinadosMerly RodriguezAún no hay calificaciones
- Índices de capacidad de procesosDocumento45 páginasÍndices de capacidad de procesosBrando Aragon0% (1)
- Maximos y Minimos de Funciones 2 VariablesDocumento6 páginasMaximos y Minimos de Funciones 2 VariablesYesiie Alegrias0% (2)
- Estado de Fuentes y UsosDocumento4 páginasEstado de Fuentes y UsosYesiie AlegriasAún no hay calificaciones
- Análisis financiero completoDocumento21 páginasAnálisis financiero completoAmanda Bonilla RozoAún no hay calificaciones
- Innovación en Tecnologías de Diagnóstico en Mantenimiento PredictivoDocumento10 páginasInnovación en Tecnologías de Diagnóstico en Mantenimiento PredictivoYesiie AlegriasAún no hay calificaciones
- Lo Estratégico y Lo Humano en La Dirección de Las PersonasDocumento20 páginasLo Estratégico y Lo Humano en La Dirección de Las PersonasDanielAún no hay calificaciones
- 301014Documento103 páginas301014nowxue0% (1)
- 02 Planificacion Agregada de La ProduccionDocumento19 páginas02 Planificacion Agregada de La ProduccionYesiie AlegriasAún no hay calificaciones
- 03 Planificacion de Recursos MPS-MRPDocumento54 páginas03 Planificacion de Recursos MPS-MRPYesiie AlegriasAún no hay calificaciones
- Seleccion de Productos-Diseño de Procesos y ProgramasDocumento34 páginasSeleccion de Productos-Diseño de Procesos y ProgramasYesiie AlegriasAún no hay calificaciones
- 2 Estrategia de OperacionesDocumento38 páginas2 Estrategia de OperacionesYesiie AlegriasAún no hay calificaciones
- 21 ARYA Resp-OK - Pearson PDFDocumento40 páginas21 ARYA Resp-OK - Pearson PDFOlga Lucia Martinez HoyosAún no hay calificaciones
- Caso Wal Mart WAVE TruckDocumento2 páginasCaso Wal Mart WAVE TruckYesiie AlegriasAún no hay calificaciones
- TALLER 2 Buga PDFDocumento7 páginasTALLER 2 Buga PDFLuis Arnulfo Sanchez DiazAún no hay calificaciones
- Analisis de VarianzaDocumento20 páginasAnalisis de VarianzaYesiie AlegriasAún no hay calificaciones
- Taller 6a. Seleccion de AlternativasDocumento4 páginasTaller 6a. Seleccion de AlternativasYesiie AlegriasAún no hay calificaciones
- 301014Documento103 páginas301014nowxue0% (1)
- Ley de Oferta y DemandaDocumento4 páginasLey de Oferta y DemandaYesiie AlegriasAún no hay calificaciones
- Sesión 4. Posibilidad y Utilidad de La Teoría Positiva de La ContabilidadDocumento20 páginasSesión 4. Posibilidad y Utilidad de La Teoría Positiva de La ContabilidadYesiie AlegriasAún no hay calificaciones
- Clase 1 DistribucionesDocumento25 páginasClase 1 DistribucionesYesiie AlegriasAún no hay calificaciones
- Presentación 1Documento13 páginasPresentación 1Yesiie AlegriasAún no hay calificaciones
- Diseño de La Gestión Ambiental para La UniversidadDocumento7 páginasDiseño de La Gestión Ambiental para La UniversidadYesiie AlegriasAún no hay calificaciones
- Toma de Decisiones Gerenciales3Documento24 páginasToma de Decisiones Gerenciales3Yesiie AlegriasAún no hay calificaciones
- Electricidad 1 F-21Documento18 páginasElectricidad 1 F-21joseyumizacaAún no hay calificaciones
- Índices de Capacidad ProcesosDocumento57 páginasÍndices de Capacidad ProcesosYesiie AlegriasAún no hay calificaciones
- Sesión 4. Perspectivas Alternativas de Investigación en Contabilidad-Una Revisión - LarrinagaDocumento29 páginasSesión 4. Perspectivas Alternativas de Investigación en Contabilidad-Una Revisión - LarrinagaYesiie AlegriasAún no hay calificaciones
- Clase 7. Diseño de ToleranciasDocumento22 páginasClase 7. Diseño de ToleranciasYesiie AlegriasAún no hay calificaciones
- Control estadístico calidad calzado plásticoDocumento8 páginasControl estadístico calidad calzado plásticoCami PereiraAún no hay calificaciones
- Clase 3. Capacidad de Procesos IDocumento21 páginasClase 3. Capacidad de Procesos IYesiie AlegriasAún no hay calificaciones
- Introduccion A La Teoria General de SistemasDocumento31 páginasIntroduccion A La Teoria General de SistemasYesiie AlegriasAún no hay calificaciones
- Campo MagnéticoDocumento6 páginasCampo MagnéticoSandro GonzalezAún no hay calificaciones
- Clase 2-Resistencia de Materiales-UcvDocumento27 páginasClase 2-Resistencia de Materiales-UcvjonatanAún no hay calificaciones
- Resumen Regresión SimpleDocumento12 páginasResumen Regresión SimpleSarita PortilloAún no hay calificaciones
- Instructivo Práctica de Laboratorio No 3 2021Documento5 páginasInstructivo Práctica de Laboratorio No 3 2021Luis EduardoAún no hay calificaciones
- Principio del Palomar en Matemáticas DiscretasDocumento18 páginasPrincipio del Palomar en Matemáticas DiscretasEsteban FabianAún no hay calificaciones
- RELACIÓN DE EJERCICIOS Leyes GasesDocumento2 páginasRELACIÓN DE EJERCICIOS Leyes GasesSusana MuñozAún no hay calificaciones
- 03 - Guia de Aprendizaje Sobre Cinematica MruaDocumento8 páginas03 - Guia de Aprendizaje Sobre Cinematica Mruakaren dayana mendoza hernandezAún no hay calificaciones
- Elemento Beam ecuacionesDocumento3 páginasElemento Beam ecuacionesSaira RabanalAún no hay calificaciones
- Guia 5 Sexto Escala Numericas y GraficasDocumento8 páginasGuia 5 Sexto Escala Numericas y GraficasGustavo Enrique Peñaloza100% (1)
- Historia de Los Log 1 (Extracto)Documento3 páginasHistoria de Los Log 1 (Extracto)Pascual Emilio MolinaAún no hay calificaciones
- Unidad 4 Ejercicios 2022Documento17 páginasUnidad 4 Ejercicios 2022benjamin hermosillaAún no hay calificaciones
- Tema 10 - Material UNIRDocumento23 páginasTema 10 - Material UNIRemdiazpuAún no hay calificaciones
- Well TestingDocumento35 páginasWell Testingandres maldonadoAún no hay calificaciones
- Catalogo Tecnico Pernos y TuercasDocumento10 páginasCatalogo Tecnico Pernos y TuercasDennys Quimi BorborAún no hay calificaciones
- Seminario de MateDocumento4 páginasSeminario de MateClaudia Maricielo Zavaleta HidalgoAún no hay calificaciones
- Normas en Percentiles (Peec)Documento10 páginasNormas en Percentiles (Peec)Javiera GonzálezAún no hay calificaciones
- Formato Taller 20-24 Abril Sexto Matemáticas PDFDocumento3 páginasFormato Taller 20-24 Abril Sexto Matemáticas PDFAndrea MartinezAún no hay calificaciones
- Matemáticas: Los números realesDocumento5 páginasMatemáticas: Los números realesMariapaz AriasAún no hay calificaciones
- CuadernillosDocumento46 páginasCuadernillosAngelito CastellanosAún no hay calificaciones
- Adjuntar JPGDocumento4 páginasAdjuntar JPGSegovia Alvarado Eunice JasminAún no hay calificaciones
- PC 5 Ifm V2Documento1 páginaPC 5 Ifm V2Fernando CardenasAún no hay calificaciones
- Guia Pedagogica 3er Año Segundocontenido III LapsoDocumento8 páginasGuia Pedagogica 3er Año Segundocontenido III Lapsoyossimar surribasAún no hay calificaciones
- Estadística DescriptivaDocumento6 páginasEstadística DescriptivaConrado Ernesto BatresAún no hay calificaciones
- AkkaalalDocumento4 páginasAkkaalalAna MinervaAún no hay calificaciones
- Criptosistemas de EncriptacionDocumento6 páginasCriptosistemas de EncriptacionAlfredo Cabrera OrdazAún no hay calificaciones
- CTA5 U1 Sesion5Documento2 páginasCTA5 U1 Sesion5Gloria Elizabeth Jiménez PérezAún no hay calificaciones
- Tarea 10-19Documento5 páginasTarea 10-19Gustavo EspinozaAún no hay calificaciones
- Probabilidades y perímetrosDocumento4 páginasProbabilidades y perímetrosFolken006Aún no hay calificaciones
- Callejas Naranjo Carolina 2012Documento23 páginasCallejas Naranjo Carolina 2012hernanAún no hay calificaciones
- Presentacion Cosimir Festo (Español)Documento87 páginasPresentacion Cosimir Festo (Español)Rafael Perez Meza100% (1)