TOC - Casos Prcticos
Mejora sin frenos El caso Dirona
Los que llevamos algunos aos trabajando con empresas de produccin y lemos "La Meta" - el
tratado de TOC escrito en forma de novela donde el protagonista es un Gerente de Planta - al
terminar el libro nos hicimos dos preguntas:
1) Este tipo (el autor) por las cosas que cuenta parece haber trabajado en los mismos lugares que
yo, dnde estaba que no lo vi?
2) Realmente es posible obtener resultados similares a los que obtuvo Alex Roggo - el Gerente
mencionado - en su planta?
El Dr. Goldratt en otro de sus libros, "El Sndrome del Pajar" asegura que lo que describe "La Meta"
no es ms que una sntesis de su experiencia como consultor en cientos de empresas industriales en
EEUU.
Para contribuir a dilucidar el dilema planteado en la segunda pregunta presentamos un caso
concreto, Dirona de Mxico, de modo que nuestros lectores puedan sacar sus propias conclusiones.
La Empresa
Ubicada en Monterrey, Nuevo Len - una de las ciudades industria les ms importantes de Mxico -,
Dirona es una importante fbrica de ejes (delanteros y traseros), diferenciales y frenos para
camiones pesados y mnibus. Los clientes de Dirona incluyen a John Deere, Mercedes Benz,
Freightliner, Volvo, Navistar, Kenworth, General Motors, Chrysler y Meritor.
La compaa emplea aproximadamente 1.200 personas y su facturacin es superior a $100 millones
de dlares anuales. Como muchos fabricantes de partes para automotores y vehculos pesados,
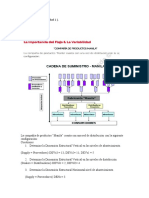
Dirona se organiza alrededor de 4 unidades de negocios separadas, donde cada una provee piezas
que finalmente se juntan y entran al Ensamble Final.
Segn Manuel Valds, Gerente de Logstica de Dirona, "Debido a que vendemos internacionalmente
y recibimos muchos de nuestros materiales tambin de fuentes internacionales, una programacin
ptima tiene una importancia fundamental, podra decir que es un asunto de vida o muerte para
nuestra fbrica".
El Desafo
Debido a que trabaja en un ambiente de manufactura complejo, caracterizado por altos costos fijos,
una gran cantidad de sub-conjuntos y partes, una larga cadena de eventos interdependientes, rutas
de fabricacin con mltiples operaciones, listas de materiales de varios niveles y muchos recursos
compartidos, Dirona S.A. se enfrent a un proceso difcil en el intento de modernizar su flujo de
produccin, para atender mejor al mercado en el que trabaja. Los fabricantes de camiones y
mnibus que son el objetivo de la compaa, son clientes con expectativas de entrega cada vez ms
elevadas, al mismo tiempo que los productos que producen son cada vez ms numerosos y con ms
variantes.
"Hace tres aos los planificadores de planta no tenan idea de cuando una parte especfica iba a
estar disponible para ser enviada, y los tiempos de fabricacin estaban inflados para compensar las
incertidumbres de la programacin", dice Manuel Valds, Gerente de Logstica de Dirona. "A pesar
de lo duro que trabajbamos, slo promedibamos un 72 por ciento de entregas a tiempo."
Dirona utilizaba un sistema MRP convencional que se ocupaba principalmente de la planificacin de
los materiales, pero como todos los MRP, estaba basado en simplificaciones y suposiciones falsas o
inexactas, como capacidad infinita, tiempos de produccin fijos, etc.
La compaa tena una necesidad inmediata de modernizar los procesos de produccin y no quera
esperar una implementacin de varios aos, ni hacer grandes inversiones en Tecnologa de
Informacin.
"Necesitbamos desarrollar un sistema de programacin y planeamiento que fuera verstil y flexible
a la vez, para poder sincronizar el flujo de materiales con el montaje final. Debido a que somos
parte de la industria automotriz, la cual es cada vez ms compleja, se vuelve tambin cada vez ms
complejo controlar una planta dedicada a proveerle al cliente el producto que necesita, en la
cantidad y el momento en que lo necesita", explica Valds.
Dirona quera sincronizar el flujo de materiales a travs de toda la cadena de suministros interna y
externa y necesitaba desesperadamente aumentar las entregas a tiempo a sus clientes. La Direccin
de la compaa ya no tolerara menos del 100 por ciento en las entregas a tiempo y
simultneamente quera reducir los inventarios y los gastos de operacin.
En 1991, Dirona comenz a cambiar su cultura de manufactura.
Antes de esto su organizacin era la de una fbrica convencional, organizada por tipo de mquinas.
La compaa mova cantidades significativas de material, lo que resultaba en un inventario en
proceso (WIP) excesivo, distribuido a travs de toda la planta.
Para mejorar esta situacin, Dirona cre una nueva estructura inspirada en la filosofa de World
Class Manufacturing (Fabricante de Clase Mundial).
"Aplicando la filosofa de World Class Manufacturing, Dirona dividi la planta en cuatro unidades de
negocios diferentes, organizadas por tipo de producto y cre una estructura administrativa separada
para cada una, de manera que cada unidad de negocios pudiera trabajar independientemente en el
producto de su especialidad", dice Valds.
A partir de este proceso llegaron a cuatro unidades de negocios:
- Mecanizado de carcazas y vigas
- Frenos
- Engranajes y sub-conjuntos diferenciales
- Montaje de ejes delanteros y traseros
"Esta reorganizacin hizo las cosas mucho claras para la compaa" explica Valds.
Aunque Dirona experiment mejoras por estos cambios, la compaa no obtuvo el desempeo en
entregas a tiempo que reclamaba la Direccin, y los inventarios no rotaban a la velocidad que Dirona
necesitaba. Las nuevas estrategias de produccin mejoraron el control del trabajo en la planta, pero
no pudieron mejorar el planeamiento ni la programacin.
"Como Dirona increment su oferta de productos personalizados a sus clientes, la complejidad de la
produccin creci y nuestro sistema de planeamiento no pudo manejarlo. La compaa tuvo
problemas an mayores, no slo con la provisin de materiales por parte de los proveedores sino
tambin con la programacin de la planta", dijo Valds.
Segn Valds, "Debido a nuestros problemas, tenamos juntas de programacin de la planta las
cuales duraban hasta cinco horas para tratar de sincronizar las cuatro unidades de negocios y para
asegurarnos que Dirona tena todos los componentes que necesitaba para el mes. Era urgente una
solucin que redujera la complejidad de nuestros procesos de produccin".
La decisin
En Agosto de 1997 la empresa decidi buscar una herramienta de planeamiento ms avanzada que
su sistema MRP convencional. Despus de una profunda evaluacin de los softwares enfocados al
planeamiento y programacin de la produccin disponibles, se decidi por Thru-Put, una solucin
basada en la Teora de las Restricciones.
"Dirona pas por una etapa de evaluacin que dur alrededor de cinco meses, durante la cual evalu
diferentes softwares, todos ellos enfocados a planeamiento avanzado y programacin" explic
Valds. "Seleccionamos Thru-Put, la solucin basada en la Teora de las Restricciones, porque una
industria compleja requiere una solucin simple, y la Teora de las Restricciones es exactamente
eso."
Los procesos de produccin de Dirona eran lo suficientemente complejos como para necesitar que el
sistema fuera simple de comprender, de modo que los empleados pudieran entender las
recomendaciones del software e interactuar con el mismo.
La implementacin
Dirona comenz la implementacin entrenando a sus principales ejecutivos en los conceptos de la
Teora de las Restricciones y el Drum-Buffer-Rope (tambor-amortiguador-soga ver nota 1 al pie).
Desde los ejecutivos, la capacitacin continu en cascada por los distintos niveles de la empresa
involucrados en el proceso de produccin hasta llegar a los operarios.
A continuacin se form un grupo de personas, liderado por Manuel Valds, con el objetivo de llevar
adelante el proyecto trabajando como equipo y no como departamentos separados.
Se lo llam: SHOP$ - Synchronize Heads, Orders and Parts for $urvival - (Sincronizacin de
pensamientos, rdenes y materiales para la $upervivencia) El nombre elegido implicaba que la
supervivencia de la empresa dependa del xito del proyecto.
Este equipo se encarg de obtener y validar datos de produccin tales como capacidades, rutas,
centros de trabajo, etc. Esta informacin ya exista para propsitos de administracin y costeo, pero
no se utilizaba para planificacin. El equipo tambin determin el problema central: La falta de
sincronizacin de la planta y su solucin:
La subordinacin de las operaciones internas y externas al ensamble final.
El equipo de Valds comenz por mapearle (indicar en que lugar se encuentra cada dato) a Thru-Put
el sistema MRP existente. Cuando concluy esa tarea pudo comenzar a utilizar el software. Lo
primero, tal cual indica la metodologa de TOC, fue identificarlos cuellos de botella, estos resultaron
ser una mquina CNC para mecanizado de carcazas de diferenciales y la creadora que tallaba las
coronas de los mismos. Con las restricciones identificadas, se construy un modelo de Drum-
Buffer-Rope, y la planificacin del sistema pudo substituir al MRP.
La adaptacin a la nueva filosofa no fue fcil, los supervisores de produccin no crean al principio
en el nuevo modelo, ellos estaban fuertemente orientados a tener buenas eficiencias en cada uno de
los centros de trabajo, aunque no fueran cuellos de botella. Pensaban que con el nuevo sistema
tendran mayor cantidad de preparaciones y que eso afectara sus niveles de produccin.
Manuel y su equipo vencieron esta resistencia mostrando cmo funcionaba el nuevo sistema y cmo
simplificaba las operaciones, produciendo ahorro de horas de produccin en los cuellos de botella
por la combinacin inteligente de preparaciones similares y brindando a los supervisores de la
planta un plan de produccin estable.
El paso final fue re-alimentar el sistema administrativo con las decisiones tomadas en el nuevo
software (que rdenes de fbrica y compras deban liberarse). Esto se hizo mediante programas de
interfase, de modo que el resto del sistema informtico continuase funcionando normalmente.
Los Resultados
Luego de slo tres meses de planear sus operaciones segn el mtodo de Drum-Buffer-Rope
(tambor - amortiguador - cuerda), en Agosto de 1998, Dirona increment sus entregas a tiempo de
72 a 100 por ciento. Tambin implement entregas secuenciadas con sus dos mayores clientes -
Navistar y Kenworth - reduciendo sus inventarios de productos terminados, en la mayora de los
casos, de 10 das a uno. Entregas secuenciadas significa que cuando el camin con los ejes llega al
cliente, estos no van a un almacn, sino directamente a la lnea de armado de camiones, justo a
tiempo para el montaje.
"Planeando con el mtodo Drum-Buffer-Rope, (tambor-amortiguador-cuerda) Dirona ha
transformado enormemente sus cuatro unidades de negocios. Tanto el planeamiento (que artculos
fabricar o comprar y en que fechas) como la programacin (como cargar las mquinas) los maneja el
mismo software, de modo que ahora nuestros planificadores dominan ambos procesos", agreg
Valds.
"Ahora tenemos empleados en cada una de las diferentes unidades de negocios actuando como
dueos de los procesos de planificacin. Dirona pas de ser una organizacin departamental a ser
una organizacin orientada por procesos, desde la entrada de la orden del cliente, hasta la
planificacin de las entregas del proveedor, incluyendo la programacin de las mquinas y las
entregas del producto a los clientes", dijo Valds.
A diferencia de los sistemas MRP tradicionales, el mtodo Drum-Buffer-Rope (Tambor -
Amortiguador - Cuerda) est diseado para sincronizar la cadena interna de suministros y enfocarse
en manejar el flujo de materiales a travs de la planta. Le provee a Dirona herramientas prcticas
que le permiten a los operarios priorizar correctamente los distintos trabajos, segn las necesidades
cambiantes de la demanda.
Para mejorar la velocidad y estabilidad del flujo de materiales, el software le permite a Dirona
concentrarse en las restricciones que condicionan la produccin de toda la planta.
Subordinando la liberacin de rdenes de fbrica al programa de dichas restricciones, estabilizando
y manejando los cuellos de botella, y estableciendo "buffers time" (amortiguadores de tiempo) en los
puntos estratgicos, Dirona puede manejar la variacin natural y los imprevistos que son inherentes
a un ambiente de produccin complejo.
De acuerdo con Valds: "El enfoque del software en los cuellos de botella y su metodologa de
administracin Drum-Buffer-Rope (Tambor - Amortiguador - Cuerda), asociada con su planificacin
integrada, su sistema de control de ejecucin, su control en tiempo real, su sistema de mejoras
continuas, y la posibilidad de saber exactamente qu se puede prometer al cliente proporcionan un
enfoque simplificado para lograr resultados inmediatos".
Con este enfoque simple y probado, Dirona redujo el tiempo del ciclo de produccin en un 75 por
ciento, simplemente administrando el flujo de materiales de acuerdo a la teora de las restricciones.
Adems sincroniz fcil y rpidamente los recursos compartidos y las unidades de negocios
interdependientes a travs de toda la empresa, logrando reducir los tiempos de entrega y cumplir
con la demanda de los clientes.
Sincronizando la planta
Con la metodologa Drum-Buffer-Rope (Tambor - Amortiguador - Cuerda), el inventario en proceso
de Dirona se redujo un 76% y los envos a tiempo para las terminales automotrices (OEMs)
alcanzaron el 100 por ciento. Los clientes de Dirona estn haciendo sus pedidos en forma diaria y
semanal en vez de mensual. Adems los clientes han reducido sus propios niveles de stock de
seguridad de 10 das a 24 horas lo cual representa un beneficio significativo para ellos.
Valds seala "con Thru-Put, somos capaces de hacer ms con menos personas en las reas de
planificacin y programacin por lo que pudimos reforzar otras reas de la compaa que
considerbamos dbiles. Asimismo, en caso que no podamos entregar un pedido a tiempo, es
posible avisar al cliente con anticipacin y explicarle el motivo".
Hoy, Dirona ya no tiene que concentrarse en sistemas de planificacin que no tienen en cuenta las
restricciones de la planta. En lugar de eso, la compaa puede concentrarse en un nmero limitado
de variables. Con un flujo de materiales ms estable y predecible, Dirona es capaz de administrar
fcilmente las variaciones y los imprevistos de su complejo ambiente productivo.
Premio "Tecnologa y Negocios 1999"
La revista estadounidense Start Running: Windows in Manufacturing and Engineering conjuntamente
con Microsoft Corporation, reconocieron a la empresa Dirona por el xito en la implantacin del
Sistema de Planificacin Avanzada (APS) Thru-Put, al otorgarle el premio "Technology & Business
Awards" en la categora de industria automotriz / internacional. Este premio reconoce a empresas de
manufactura e ingeniera por su visin y compromiso en la puesta en marcha de software bajo
tecnologa Windows dentro de sus organizaciones.
Dirona particip en este concurso con la implementacin del software Thru-put, frente a 60 otras
compaas de produccin y de servicio. Laurie Balch, integrante del jurado seal "Dirona demostr
que los conceptos del manejo de la cadena de abastecimiento pueden ser implementados
exitosamente tanto interna como externamente".
Julie Fraser, directora de estrategias de mercado de Industry Directions, indic "Dirona ha usado la
tecnologa para mejorar su desempeo ms all de los cambios en las prcticas operativas, pues con
su enfoque en los cambios internos logr mejorar sustancialmente su desarrollo como proveedor
para clientes clave". Bruce Bond de Gartner Group asegur "Dirona es un ejemplo clsico de cmo un
software de planificacin avanzada (APS) puede mejorar las operaciones y competitividad de una
compaa cuando un MRP tradicional resulta insuficiente".
El jurado calificador:
- Harry Tse, director de Yankee Groups Entreprise Applications Planning Service
- Julie Fraser directora de estrategias de mercado de Industry Directions
- Bill Thomson, analista de AMR Research
- Alice Greene, presidente de Industry Direstion Newburyport
- Daniel T. Miklovic, analista de Gartner Group
- Rita Glove, presidente de EDA Today
- Anthony Fricia, presidente y fundador de AMR Reasearch
- Bruce Bond, analista de Gartner Group
- Laurie Balch, analista de CAD software.
Aspectos evaluados:
- Incorporacin de cambios de tecnologa.
- Diseo del flujo de produccin para garantizar la calidad.
- Traduccin de los de los esfuerzos en resultados.
- Uso de principios de ingeniera y sentido comn en manufactura.
- Originalidad e ingenio de las soluciones.
- Beneficios hacia la prctica de todo el negocio.
- Uso econmico de ingeniera y de los recursos de manufactura.
- Mejoramiento de productividad.
- Habilidad para adaptarse a las condiciones del mercado.
- Flexibilidad y rapidez en la respuesta
- Mejoras en el servicio a los clientes.
TOC - Casos Prcticos
Un tiro en el blanco - El caso Blount
Blount Manufacturing es un importante fabricante de municiones y accesorios para armas pequeas
con sede en Lewinston, Idaho, USA. Hacia fines de 1995, y ante la creciente complejidad de su
negocio, decidi reemplazar la planificacin MRP convencional por el mtodo recomendado por
TOC, es decir el DBR del que habla Hctor en sus notas. Como la complejidad de su planta haca
imposible implementarlo manualmente, recurrieron a un software de planificacin basado en dicho
concepto.
La Programacin con DBR "di en el blanco"
Por Rick Rogers, gerente de sistemas de fabricacin en CCI Speer Operations Sporting Division,
Blount, Inc. Lewinston, Idaho. Blount Sporting Equipment Division emplea aproximadamente a 1000
personas. Nuestro ambiente de produccin es complejo y repetitivo. Producimos municiones para
armas pequeas, equipos de recarga, productos para el cuidado de las armas, miras telescpicas y
sus soportes, as como accesorios de tiro. Tambin cargadores industriales. Adems de Lewiston,
Idaho, tenemos plantas en Wisconsin, California y Florida.
Aunque 1996 fue un ao duro para la mayora de las compaas del ramo, para nosotros fue uno de
nuestros mejores aos. Creemos que el componente esencial de nuestro xito fueron los cambios
que hicimos en nuestros procesos de fabricacin y en su medicin, al utilizar Thru-Put un sistema
de programacin, ejecucin y planificacin basado en TOC.
La nuestra es una empresa ideal para la programacin, ejecucin y planificacin TOC/DBR (Theory of
Constraints / Drum-Buffer-Rope). Sin embargo, el nuevo sistema tuvo un nacimiento difcil.
Despus de todo, los 45 aos de seguimiento de eficiencias de la contabilidad tradicional estaban
muy arraigados en los 11 departamentos de produccin. Aquellos de nosotros que estbamos
convencidos de cambiar a TOC/DBR proponamos usar un nuevo juego de indicadores, lo cual
sonaba como un balbuceo a odos de nuestros gerentes. Nosotros mirbamos la velocidad y la
estabilidad del flujo de materiales. Ellos miraban el costo por parte.
Durante la implementacin nos dimos cuenta que medir la eficiencia de todos los sectores era tan
absurdo como tratar de localizar un litro especfico de gasolina en el tanque de un auto. Primero, no
puedes encontrarlo y, segundo, ests haciendo la pregunta incorrecta. En lugar de preocuparte por
dnde est, deberas preguntarte si lo vas a usar, si va a funcionar, y qu tan lejos te va a llevar. Con
respecto a nuestras operaciones, estbamos haciendo las preguntas equivocadas. Tenamos mucho
inventario, pero Podamos usarlo? Desafortunadamente, la mayora de nuestro inventario era de los
productos equivocados. Los clientes queran otros productos. Nuestro inventario en proceso
tambin estaba mal, tenamos mucho de lo que no necesitbamos y poco de los productos que
generaban nuestros mejores ingresos. Las rdenes de compras suban pero los envos a los clientes
no. Nuestro atraso - medido en Dlares por Da tarde - se acercaba a los $60 millones. Era evidente
que tenamos que cambiar... cambiar nuestros procedimientos y nuestra cultura para permanecer
rentables a pesar de nuestra capacidad restringida.
Con TOC/DBR, ya no controlamos las eficiencias de los recursos individuales, sean estos mquinas o
departamentos. En su lugar, vemos a la planta como una cadena de recursos que trabajan en
conjunto para alcanzar objetivos comunes. As como el eslabn ms dbil determina la resistencia
de una cadena, slo unos pocos recursos crticos restringen la capacidad de una planta de ganar
dinero.
El hecho de automatizar la programacin, la ejecucin y la planificacin con TOC/DBR nos permiti
realizar un trabajo sistemtico para identificar las restricciones de nuestra fbrica y explotarlas a su
mximo potencial. La planta se desempea tan bien como lo hacen sus eslabones ms dbiles, sus
restricciones. De este modo, Thru-Put subordina el resto de la planta a estas restricciones,
asegurando que siempre estn alimentadas y con el trabajo correcto lo que permite obtener de ellas
el mximo throughput.
La restriccin es el DRUM (tambor) que establece el ritmo de la planta. Se establece entonces un
BUFFER (colchn de tiempo) delante del DRUM para asegurar que ste trabaje a su mxima
capacidad. La ROPE (cuerda) tira el producto a travs de la planta para asegurar que esto ocurra.
Con este paradigma, nosotros obviamente necesitbamos nuevos indicadores los cuales se
transformaron en los nuevos estndares a cumplir:
- Throughput de la restriccin
- Cumplimiento del programa
- Niveles de stock en los buffer
- El atraso medido en Dlares por Da tarde
Al contrario de las medicin de eficiencias en cada centro de costo, DBR prueba que utilizar cada
recurso al 100% de eficiencia solo impide cumplir el 100% del programa. Muy a menudo,
simplemente se termina con ms WIP enfrente de las restricciones. La mquina que produce esas
maravillosas eficiencias puede ser precisamente el centro de trabajo que le est impidiendo a su
Drum trabajar en lo que realmente se necesita. La capacidad global y el throughput no mejoran, slo
se incrementan el WIP y los tiempos del ciclo de produccin.
Cuando se implementaron los buffer de tiempo empezaron a notarse los resultados de la
implementacin de Thru-Put, a medida que ms gente se suba a bordo. Sin embargo, no todos
estaban convencidos. Nuestra batalla por los cambios en las mediciones se puso ms difcil cuando
algunos costos standard subieron, y especialmente cuando la "eficiencia" de la planta baj de un
100 a un 90 por ciento.
Como lo he mencionado, tuvimos que reconstruir la seguridad (es decir, el buffer) en los productos
correctos en el nivel correcto. Cuando aprovechamos mejor algunas de nuestras restricciones,
absorbimos otros costos. Por encima de todo esto, las presiones del mercado forzaron a realizar
reducciones del precio de venta (margen). Al explicarles que DBR requiere ms set-ups
(preparaciones de mquinas), slo confundimos a nuestra gente de finanzas... sin embargo, todos
se daban cuenta de una gran diferencia. Estbamos marcadamente mejor en los envos. Ahora
estbamos enviando productos que satisfacan los requerimientos del cliente y cumpliendo los
programas.
Con la misma capacidad de mquinas agregamos nuevos productos y clientes y alcanzamos niveles
rcord de ventas, mientras nuestro inventario en proceso disminua. Al mismo tiempo volvimos a
procesar internamente productos que habamos pasado a proveedores externos como una forma de
aliviar la congestin en nuestras mquinas. Esto mejor nuestros beneficios ya que, sin incrementar
nuestro personal, ahorramos un costo importante.
Como somos una compaa que trabaja contra pronsticos, el mejor aprovechamiento de nuestra
capacidad nos permiti incrementar nuestro stock de seguridad en los productos de ms demanda,
mejorando de este modo nuestro servicio a los clientes. Thru-Put hizo que la planta tuviera los
productos correctos en el inventario y que fueran entregados en el momento correcto.
Lo que es increble es que estos cambios empezaron a suceder inmediatamente - en dos semanas -
despus que las eficiencias individuales de la mayora de los departamentos de la planta cayeron!
Hoy, nuestra medicin principal es Dlares-Da-Tarde, (o $DL esto significa que un pedido de 5.000
$ que lo entregamos con tres das de demora, carga 15.000 Dlares-Da de penalizacin al
departamento responsable). En el momento en que dejamos de preocuparnos por las eficiencias
individuales de los departamentos, el $DL total era 60 millones. Como mencion anteriormente, una
vez que el stock de seguridad se balance correctamente, tanto las materias primas como el
inventario en proceso bajaron. Los envos aumentaron. Pero, sin embargo, lo ms importante es que
el $DL se redujo dramtica y rpidamente a un tercio de su nivel previo, menos de $20 millones.
Nuestra meta actual es bajar an ms el $DL. La "tardanza total" mejor tambin drsticamente.
De paso, las finanzas tradicionales tambin mejoraron. En la planta de Lewiston los ingresos
operativos estn un 35,9% mejor que el presupuesto, y en la de Roce un 30,3%.
Aunque las mediciones de "eficiencia" y "produccin individual" resultan irrelevantes de cara a estas
mejoras, los tradicionales y "duros de matar" contadores de costo todava los estn mirando!. El
gerenciamiento del cambio contina siendo la mayor restriccin!
Para fbricas complejas como las nuestras, DBR es la nica manera de programar, ejecutar y
planificar la planta. Aunque puede haber algunos momentos de ansia y frustracin mientras se
produce la metamorfosis hacia DBR, los resultados finales valen la pena para todos los accionistas
de la corporacin.
Resumiendo, lo que hemos sido capaces de hacer es increble, al mismo tiempo que
experimentamos rcord de ventas, hemos tenido bajas en nuestro inventario en proceso durante 35
meses consecutivos. Tambin tuvimos importantes reducciones en las rdenes atrasadas y las
deudas con los clientes. Adems, incrementamos dramticamente nuestra capacidad de responder a
los cambios de los clientes. Y somos los ms rentables en nuestra industria. Aunque no todo es
perfecto, las cosas marchan casi como un reloj, porque todos los sectores trabajan
coordinadamente. Thru-Put ha probado ser una de las mejores inversiones que hemos hecho. Para
nosotros fue un tiro en el blanco.
Rick Rogers es gerente de sistemas de fabricacin en CCI Speer Operations Sporting Division, Blount,
Inc. Lewinston, Idaho.
También podría gustarte
- Caso Práctico 2 Comunicación, La Herramienta Del LiderDocumento1 páginaCaso Práctico 2 Comunicación, La Herramienta Del LiderOriana ReyesAún no hay calificaciones
- Gestion Del AbDocumento7 páginasGestion Del AbEdwin Alberto Lozano Ardila100% (1)
- New Ways of Working TogetherDocumento3 páginasNew Ways of Working TogetherCristina Solorzano0% (2)
- Caso CanonDocumento2 páginasCaso CanonYane León100% (2)
- Supply ChainDocumento3 páginasSupply ChainJean Carlos Hernandez50% (2)
- 02 - Actividad - 2-Sistemas Push-PullDocumento2 páginas02 - Actividad - 2-Sistemas Push-PullHenry Gonzalez Rochow33% (3)
- Examen Informe FinalDocumento5 páginasExamen Informe FinalDIEGOKUA100% (1)
- Caso 6 Maria MartinezDocumento2 páginasCaso 6 Maria MartinezPaula Martinez Rodriguez100% (2)
- Examen Clas 1Documento3 páginasExamen Clas 1Cristina Solorzano50% (2)
- Examen Clase 2Documento7 páginasExamen Clase 2DIEGOKUAAún no hay calificaciones
- Caso 1 de La Clase 2 Unidad 1 WordDocumento2 páginasCaso 1 de La Clase 2 Unidad 1 WordAlbert AAún no hay calificaciones
- Proyeco Aplicacion Triple ObjetivoDocumento5 páginasProyeco Aplicacion Triple ObjetivoPaula Martinez Rodriguez100% (1)
- Caso Cat MuebleDocumento10 páginasCaso Cat MuebleJimmy Rivera100% (2)
- Trabajo Practico Final - Logistica InternacionalDocumento7 páginasTrabajo Practico Final - Logistica InternacionalDeysi RinconAún no hay calificaciones
- GAE Caso Practico No 6Documento4 páginasGAE Caso Practico No 6Jorgueze RodrigAún no hay calificaciones
- Caso Práctico No. 01Documento4 páginasCaso Práctico No. 01Jaime Julca0% (1)
- Examen Informe FinalDocumento5 páginasExamen Informe FinalDIEGOKUAAún no hay calificaciones
- Evaluaciones Demand-Driven Supply Chain (DDSC)Documento56 páginasEvaluaciones Demand-Driven Supply Chain (DDSC)sergio alberto monroy estupiñan100% (2)
- Test C5Documento6 páginasTest C5Jean Pierre100% (1)
- Examen Informe FinalDocumento6 páginasExamen Informe FinalDIEGOKUAAún no hay calificaciones
- EVALUACIONES m7Documento41 páginasEVALUACIONES m7danny alejandro carrillo longas100% (1)
- Evaluaciones M9Documento40 páginasEvaluaciones M9danny alejandro carrillo longas100% (3)
- Caso Una Experiencia en Desarrollo Individualizado de DirectivosDocumento4 páginasCaso Una Experiencia en Desarrollo Individualizado de DirectivosJj Sj100% (1)
- Caso Práctico Clase 2Documento6 páginasCaso Práctico Clase 2Jhonnattan Andres Tapias FernandezAún no hay calificaciones
- Proyecto Aplicación AmazDocumento6 páginasProyecto Aplicación AmazJj SjAún no hay calificaciones
- Caso Practico Clase 6 Coach OkDocumento2 páginasCaso Practico Clase 6 Coach OkSergio RojasAún no hay calificaciones
- Clase1 pdf1Documento16 páginasClase1 pdf1christianevchgmail.comAún no hay calificaciones
- Evaluacion Clase 1Documento9 páginasEvaluacion Clase 1Paula Martinez RodriguezAún no hay calificaciones
- Proyecto Final Caso Orbea PDFDocumento8 páginasProyecto Final Caso Orbea PDFDeysi Rincon100% (2)
- Evaluación Clase 1Documento6 páginasEvaluación Clase 1Catalina Tarazona OchoaAún no hay calificaciones
- Monografia de Diseño OrganizacionalDocumento19 páginasMonografia de Diseño OrganizacionalAlex Marquez IbarraAún no hay calificaciones
- Caso Interface - Leider MarrugoDocumento5 páginasCaso Interface - Leider MarrugoLeider MarrugoAún no hay calificaciones
- AerolineaDocumento2 páginasAerolineaYane LeónAún no hay calificaciones
- Caso Practico 1 Demand-Driven Supply Chain (DDSC)Documento4 páginasCaso Practico 1 Demand-Driven Supply Chain (DDSC)Rosa Emilia Perez AlavaAún no hay calificaciones
- EVALUACIONES m7Documento43 páginasEVALUACIONES m7danny alejandro carrillo longasAún no hay calificaciones
- Caso Aplicado CRECOMSADocumento4 páginasCaso Aplicado CRECOMSACatalina López ContrerasAún no hay calificaciones
- Taller 5Documento3 páginasTaller 5Gonzalo Pineda100% (2)
- Examen Informe FinalDocumento6 páginasExamen Informe FinalDIEGOKUAAún no hay calificaciones
- Clase4 EvaluacionDocumento8 páginasClase4 EvaluacionNikol Stevens BanderaAún no hay calificaciones
- Un Tiro en El Blanco Caso BlountDocumento4 páginasUn Tiro en El Blanco Caso BlountaicanotAún no hay calificaciones
- Tic AplicadasDocumento6 páginasTic AplicadasJean PierreAún no hay calificaciones
- Plantilla PADocumento6 páginasPlantilla PAMartin CarreraAún no hay calificaciones
- Respuesta CiusDocumento57 páginasRespuesta CiusEdwin Lozano100% (1)
- Clase1 EvaluacionDocumento7 páginasClase1 EvaluacionNikol Stevens BanderaAún no hay calificaciones
- Caso Práctico I SummaDocumento4 páginasCaso Práctico I SummaPatti Rosales MarinAún no hay calificaciones
- Practica 2 Instalaciones IndustrialesDocumento4 páginasPractica 2 Instalaciones IndustrialesRoberto Emmanuel AlvarezAún no hay calificaciones
- Caso Práctico-Unidad 2 Samantha J. Carrillo CortesDocumento2 páginasCaso Práctico-Unidad 2 Samantha J. Carrillo CortessamanthaAún no hay calificaciones
- Caso Practico Clase 2Documento2 páginasCaso Practico Clase 2danny alejandro carrillo longas100% (2)
- Caso Cat MuebleDocumento2 páginasCaso Cat MueblePablo100% (4)
- International Logistics PROYECTO FINALDocumento7 páginasInternational Logistics PROYECTO FINALAndres LopezAún no hay calificaciones
- Caso - Enunciado 2Documento3 páginasCaso - Enunciado 2Karen GomezAún no hay calificaciones
- Caso 4 AROA SADocumento5 páginasCaso 4 AROA SACaroll Orduz100% (1)
- Caso Practico Und 3Documento5 páginasCaso Practico Und 3Maria Ysabel De Ponte Ferrer0% (1)
- Caso Practico Final GESTION DEL ABASTECIMIENTODocumento5 páginasCaso Practico Final GESTION DEL ABASTECIMIENTOCarlos Giovanny Lievano FlorianAún no hay calificaciones
- Caso PracticoDocumento1 páginaCaso PracticoDIEGOKUA100% (1)
- Clase 5 IEP-DCGP - Control de Ventas, Vendedores y NegocioDocumento6 páginasClase 5 IEP-DCGP - Control de Ventas, Vendedores y NegocioMartha SanchezAún no hay calificaciones
- Cuestiones PreguntaDocumento2 páginasCuestiones PreguntaJairo MartinezAún no hay calificaciones
- Caso Práctico I - LogísticaDocumento3 páginasCaso Práctico I - LogísticaAngelica GonzalezAún no hay calificaciones
- EnviosDocumento2 páginasEnviosYane LeónAún no hay calificaciones
- Caso Practico - Unidad 1 - Comunicación Estratégica y TácticaDocumento4 páginasCaso Practico - Unidad 1 - Comunicación Estratégica y Tácticaothocb0% (1)
- Casos PracticosDocumento19 páginasCasos PracticosNico GutierrezAún no hay calificaciones
- Modelo Del Flujo Circular de La EconomíaDocumento2 páginasModelo Del Flujo Circular de La EconomíaMarlen ReyesAún no hay calificaciones
- Contrato Modal de EmergenciaDocumento13 páginasContrato Modal de EmergenciaGarciagaa GarciagaAún no hay calificaciones
- Pastas CarozziDocumento5 páginasPastas CarozziJoaquin Ignacio AhumadaAún no hay calificaciones
- Guia Laboratorio 1Documento2 páginasGuia Laboratorio 1Julian Andres Triana Morera0% (1)
- Plan de Seguridad VialDocumento84 páginasPlan de Seguridad VialLudwing FloresAún no hay calificaciones
- Guia Contabilidad - TelmexDocumento8 páginasGuia Contabilidad - TelmexGustavo Bort100% (1)
- 08 Unidad 8 Antecedentes Del Estudio OrganizacionaLDocumento21 páginas08 Unidad 8 Antecedentes Del Estudio OrganizacionaLCarlo De La PlazaAún no hay calificaciones
- Los Orígenes Del Capital Industrial CatalánDocumento20 páginasLos Orígenes Del Capital Industrial CatalánFranco ZéAún no hay calificaciones
- Capitulo 11 - Evaluacion de DesempeñoDocumento23 páginasCapitulo 11 - Evaluacion de DesempeñoSandra Pamela L TAún no hay calificaciones
- Proyecto Transporte TuristicoDocumento22 páginasProyecto Transporte Turisticorrpb50% (2)
- Asientos Contables PcgeDocumento24 páginasAsientos Contables PcgeTiffany KingAún no hay calificaciones
- CinemexDocumento29 páginasCinemexcecepsarsudinAún no hay calificaciones
- Clasificación de Los Estados FinancierosDocumento12 páginasClasificación de Los Estados FinancierosEddie CordovaAún no hay calificaciones
- Contrato Colectivo de TrabajoDocumento9 páginasContrato Colectivo de TrabajoD Gallo Garcia100% (1)
- Quiz 1 Gerencia FinancieraDocumento5 páginasQuiz 1 Gerencia Financieratefiiz03Aún no hay calificaciones
- Minimos CuadradosDocumento21 páginasMinimos CuadradosPaola Valencia Flores0% (2)
- Estatutos Sintraime Junio 2010Documento46 páginasEstatutos Sintraime Junio 2010sintraimecartagena100% (2)
- Requisitos Legales para Iniciar Una Empresa o NegocioDocumento3 páginasRequisitos Legales para Iniciar Una Empresa o NegocioIván LopezAún no hay calificaciones
- Cualidades Que Un Gerente de Marketing Exitoso Debe PoseerDocumento5 páginasCualidades Que Un Gerente de Marketing Exitoso Debe PoseerJoan AlvarezAún no hay calificaciones
- Diapositivas Panorama de Factores de Riesgos (GoNaBe) 2012Documento21 páginasDiapositivas Panorama de Factores de Riesgos (GoNaBe) 2012gonabeAún no hay calificaciones
- Nonaka Takeuchi DefDocumento24 páginasNonaka Takeuchi Defmagabela1100% (1)
- Clima Organizacional Coca-ColaDocumento3 páginasClima Organizacional Coca-Colaornella40% (5)
- Denuncia Metal VillaDocumento5 páginasDenuncia Metal VillaJOSELUIS37Aún no hay calificaciones
- Actividad 3y 4 Empresa de Cinturones de CueroDocumento67 páginasActividad 3y 4 Empresa de Cinturones de CueroJose Rojas Olivares100% (1)
- Caminos de Sucre II EdicionDocumento40 páginasCaminos de Sucre II EdicionMaría Laura MataAún no hay calificaciones
- Ficha Tesis TerminadaDocumento4 páginasFicha Tesis TerminadaNicole Estefani GarcíaAún no hay calificaciones
- Provisiones y Prestaciones SocialesDocumento8 páginasProvisiones y Prestaciones SocialesMaideOquendoAún no hay calificaciones
- Guía de Recomendaciones y Buenas Prácticas, para la Coordinación en la Prevención de Riegos Laborales del Sector de Operadores Logísticos y de Transportes que desarrollan su actividad diaria en Instalaciones Compartidas o de tercerosDocumento31 páginasGuía de Recomendaciones y Buenas Prácticas, para la Coordinación en la Prevención de Riegos Laborales del Sector de Operadores Logísticos y de Transportes que desarrollan su actividad diaria en Instalaciones Compartidas o de tercerosAyuntamiento de CosladaAún no hay calificaciones
- Antologia de Temas Selectos de Ingenieria IndustrialDocumento58 páginasAntologia de Temas Selectos de Ingenieria IndustrialTello PriapoAún no hay calificaciones