Documentos de Académico
Documentos de Profesional
Documentos de Cultura
ASME B31.3 - Espanol
ASME B31.3 - Espanol
Cargado por
Fabrizio Andres Miranda LarenasTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
ASME B31.3 - Espanol
ASME B31.3 - Espanol
Cargado por
Fabrizio Andres Miranda LarenasCopyright:
Formatos disponibles
PETROX S.A.
REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 1
ASME B31.3 Edicin 1999
CAPTULO 1
ALCANCE Y DEFINICIONES
300 DECLARACIONES GENERALES
(a) Identificacin. Este Cdigo de Piping de Proceso corresponde a una Seccin
del Cdigo para Piping de Presin de la Sociedad Americana de Ingenieros
Mecnicos, un Estndar Nacional Americano. Se publica como un documento
separado para la conveniencia de los usuarios del Cdigo.
(b) Responsabilidades.
(1) Propietario. El propietario de una instalacin de piping debe tener la
responsabilidad general del cumplimiento de este Cdigo, y del
establecimiento de los requerimientos de diseo, construccin, exmenes,
inspecciones y ensayos que regulan la manipulacin completa del fluido, o
la instalacin de proceso, de la cual forma parte el piping. El propietario
tambin es responsable de la designacin del piping para ciertos servicios
de fluidos. [Vea prrafos 300(d) (4) y (5) y 300(e)].
(2) Proyectista. El proyectista tiene la responsabilidad frente al propietario de
asegurar que el diseo de ingeniera del piping cumple con los
requerimientos de este Cdigo y con cualquier requerimiento adicional
establecido por el propietario.
(3) Manufacturador, Fabricante e Instalador. El manufacturador, el fabricante y
el instalador del piping son responsables de proveer los materiales,
componentes y obra de mano en cumplimiento con los requerimientos de
este Cdigo y del diseo de ingeniera.
(4) Inspector del Propietario. El Inspector del Propietario (vea prrafo 340) es
responsable frente al propietario de asegurar que se satisfagan los
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 2
requerimientos de este Cdigo respecto de la inspeccin, exmenes y
ensayos.
(c) Propsito de este Cdigo.
(1) Este Cdigo tiene el propsito de establecer los requerimientos de
ingeniera considerados necesarios para el diseo y la construccin segura
de instalaciones de piping.
(2) Este Cdigo no tiene el propsito de ser aplicable a la operacin,
exmenes, inspeccin, ensayos, mantencin o reparacin de piping que ha
sido puesto en servicio. En forma opcional se pueden aplicar las
provisiones de este Cdigo para estos propsitos, aunque es posible que
tambin se requieran otras consideraciones.
(3) Los requerimientos de ingeniera de este Cdigo, considerados necesarios
y adecuados para un diseo seguro, emplean generalmente un enfoque
simplificado del tema. Un proyectista que sea capaz de aplicar un anlisis
ms riguroso debe tener la libertad para hacerlo: sin embargo, el enfoque
debe estar documentado en el diseo de ingeniera y el propietario debe
aceptar su validez. El enfoque utilizado debe proveer detalles de diseo,
construccin, exmenes, inspeccin y ensayos para las condiciones de
diseo del prrafo 301, con clculos consistentes con los criterios de diseo
de esta Cdigo.
(4) Los elementos del piping deberan, hasta donde sea posible, conformar las
especificaciones y estndares mencionados en este Cdigo. Los elemento
de piping no aprobados especficamente, ni prohibidos especficamente,
por este Cdigo, pueden ser utilizados siempre que estn calificados para
su uso, segn se establece en los Captulos aplicables de este Cdigo.
(5) El diseo de ingeniera debe especificar cualquier requerimiento inusual
para un servicio en particular. Cuando los requerimientos del servicio
necesitan medidas ms all de las requeridas por este Cdigo, tales
medidas deben ser especificadas por el diseo de ingeniera. Cuando se
especifican, el Cdigo exige que se cumplan.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 3
(6) La compatibilidad de los materiales con el servicio y los peligros derivados
de la inestabilidad de los fluidos contenidos no estn dentro del alcance de
este Cdigo. Vea prrafo F323.
(d) Determinacin de Requerimientos del Cdigo.
(1) Los requerimientos del Cdigo para el diseo y la construccin incluyen los
requerimientos de servicio para fluidos, los cuales afectan la seleccin y
aplicacin de materiales, componentes y uniones. Los requerimientos para
servicios con fluidos incluyen prohibiciones, limitaciones y condiciones,
tales como lmites de temperatura, o un requerimiento de salvaguarda (vea
prrafo 300.2 y Apndice G). Los requerimientos del Cdigo para un
sistema de piping son los ms restrictivos de los que son aplicables a
cualquiera de sus elementos.
(2) Para piping metlico que no corresponde a la Categora M, o para servicio
con fluido a alta presin, los requerimientos del Cdigo se encuentran en
los Captulos I hasta VI (Cdigo base) y los requerimientos para el servicio
con fluidos se encuentran en:
(a) Captulo III para materiales,
(b) Captulo II, parte 3, para componentes,
(c) Captulo II, parte 4, para uniones.
(3) Para piping no metlico y piping recubierto con no metales, se encuentran
todos los requerimientos en el Captulo VII. (Las designaciones de Prrafo
comienzan con A).
(4) Para piping en un servicio con fluidos designado por el propietario como
categora M (vea prrafo 300.2 y apndice M), se encuentran todos los
requerimientos en el captulo VIII. (Las designaciones de prrafo
comienzan con M).
(5) Para piping en un servicio con fluidos designado por el propietario como
Categora D (vea prrafo 300.2 y Apndice M), se pueden utilizar los
elementos de piping restringidos al Servicio con Fluidos Categora D en los
Captulos I hasta VII, as como los elementos apropiados para otros
servicios con fluidos.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 4
(6) Tambin se pueden utilizar los elementos de piping metlico para Servicio
con Fluido Normal en los Captulos I hasta VI, bajo condiciones cclicas
severas, a menos que se establezca un requerimiento especifico para
condiciones cclicas severas.
(e) Piping para Presin Alta. El Captulo IX proporciona reglas alternativas para el
diseo y la construccin de piping designado por el propietario para Servicio
con fluido a Presin Alta.
(1) Estas reglas son aplicables solamente cuando son especificadas por el
propietario y solamente como una totalidad, no por partes.
(2) Las reglas del captulo IX no son aplicables al Servicio con Fluidos
Categora M. Vea e prrafo K300.1.4.
(3) Las designaciones de prrafos comienzan con K.
(e) Apndices. Los apndices de este Cdigo contienen requerimientos de
Cdigo, guas suplementarias, u otra informacin. Vea el prrafo 300.4 para
una descripcin del estado de cada Apndice.
300.1 Alcance
Las reglas para la Seccin B31.3
1
del Cdigo de Piping de Proceso han
sido desarrolladas considerando el piping encontrado tpicamente en refineras de
petrleo; plantas qumicas, farmacuticas, textiles, de papel, de semiconductores y
criognicas; y las plantas de procesamiento y terminales relacionados.
1
Las referencias a B31 aqu y en el resto del texto de este Cdigo son para el Cdigo ASME B31
para Piping de Presin y sus diferentes Secciones, las cuales son identificadas y descritas
brevemente en la Introduccin.
300.1.1 Contenido y Competencia
(a) Este Cdigo establece los requerimientos para materiales y componentes,
diseo, fabricacin, montaje, instalacin, exmenes, inspeccin y ensayos de
piping.
(b) Este Cdigo es aplicable a piping para todos los fluidos, incluyendo:
(1) qumicos crudos, intermedios y terminados,
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 5
(2) productos del petrleo,
(3) gas, vapor, aire y agua,
(4) slidos fluidificados,
(5) refrigerantes,
(6) fluidos criognicos,
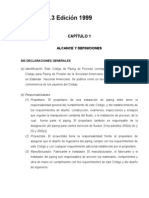
(c) Vea la Figura 300.1.1 respecto de un diagrama que ilustra la aplicacin del
piping B31.4 en los equipos. La junta que conecta el piping al equipo est
dentro del alcance de B31.3.
300.1.2 Piping para Equipos en Paquetes. Tambin se incluye en el alcance de
este Cdigo el piping que interconecta partes, o etapas, dentro de un conjunto de
equipos en paquete.
300.1.3 Exclusiones. Este Cdigo excluye lo siguiente:
(a) sistemas de piping diseados para presiones manomtricas interiores en, o
sobre, cero pero inferiores a 105 kPa (15 psi), siempre que el fluido
manipulado no sea inflamable, ni txico, ni dae los tejidos humanos, segn se
define en 300.2, y cuya temperatura de diseo sea desde 29C (-20F) hasta
186C (366F).
(b) Calderas en conformidad con la Seccin 1 del Cdigo
2
y el piping exterior de
la caldera que se requiere que sean conforme a B31.1.
2
Las referencias al cdigo BPV aqu y el las otras partes en este Cdigo deben corresponder al
Cdigo ASME de Recipientes a Presin y Calderas y sus diferentes Secciones.
Seccin I, Calderas
Seccin II, Materiales, Partes D
Seccin V, Ensayos No Destructivos
Seccin VIII, Recipientes a Presin, Divisiones 1 y 2
Seccin IX, Calificaciones de Soldadura y Soldadura Fuerte
(c) Tubos, cabezales de tubos, crossovers y manifolds de hornos, los cuales estn
al interior de los mantos de los hornos, y
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 6
(d) Recipientes a presin, intercambiadores de calor, bombas, compresores y
otros equipos de manipulacin de fluidos o de procesamiento, incluyendo el
piping interior y las conexiones para el piping exterior.
300.2 Definiciones
A continuacin se definen algunos de los trminos relacionados con el
piping. Con respecto a los trminos de soldadura que no se mencionan aqu, son
aplicables las definiciones en conformidad con el Estndar ANSI/AWS A3.0.
Acero endurecido al aire (Air-hardened steel): un acero que se endurece durante
el enfriamiento desde una temperatura superior a su rango de transformacin.
Tratamiento trmico de recocido (anneal heat treatment): vea tratamiento trmico.
Corte por arco: un grupo de procesos de corte en los cuales el corte, o remocin,
de los metales se efecta fundiendo con el calor de un arco entre el electrodo y el
metal base. (Incluye corte por arco carbnico, corte por arco metlico, corte con
arco metlico y gas, corte con arco de tungsteno y gas, corte con arco plasma y
corte con arco de carbn y aire). Vea tambin corte con arco y oxgeno.
Soldadura por arco (AW): un grupo de procesos de soldadura que producen la
coalescencia de metales al calentarlos mediante un arco o arcos, con o sin la
aplicacin de presin y con o sin el uso de metal de aporte.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 7
FIG. 300.1.1 DIAGRAMA QUE ILUSTRA LA APLICACIN DEL PIPING B31.1
EN LOS EQUIPOS
Montaje: la unin de dos o ms componentes de piping mediante apernado,
soldadura, bonding, atornillado, soldadura fuerte, soldadura blanda, cementado, o
el uso de dispositivos de empaquetadura, segn se especifique en el diseo de
ingeniera.
Soldadura automtica: soldadura mediante equipos que realizan la operacin de
soldadura sin que un operador ajuste los controles. El equipo puede, o no puede,
realizar el trabajo de carga y descarga.
Metal de aporte de respaldo: vea inserto consumible.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 8
Anillo de respaldo: material en forma de anillo utilizado para apoyar el metal de
soldadura fundido.
Sistema de piping balanceado: vea prrafo 319.2.2(a).
Material base: el material en el cual se realiza la soldadura fuerte, soldadura
blanda, soldadura u otra fusin.
Tensin bsica permisible: vea los trminos sobre tensin utilizados
frecuentemente.
Tensin de diseo de pernos: vea los trminos sobre tensin utilizados
frecuentemente.
Unin de fijacin (bonded joint): una unin permanente en pipng no metlico
realizada mediante uno de los siguientes mtodos:
(a) Unin adhesiva: una unin realizada mediante la aplicacin de un adhesivo
sobre las superficies a unir y que son presionadas entre s.
(b) Unin de tope encintada: una unin realizada poniendo a tope las
superficies a unir y envolviendo la unin con capas de tela reforzada
saturada con resina.
(c) Unin por fusin: una unin realizada mediante el calentamiento de las
superficies a unir y presionndolas entre s para lograr la fusin.
(d) Unin soldada por gas en caliente: una unin realizada mediante el
calentamiento simultneo de las superficies a unir y el material de aporte
con una corriente de aire caliente, o gas inerte caliente y, entonces,
presionando las superficies entre s y aplicando un material de aporte para
lograr la fusin.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 9
(e) Unin por solvente cementicio: una unin realizada mediante el uso de un
solvente cementicio para suavizar las superficies a unir y presionndolas
entre s.
(f) Unin por electro-fusin: una unin realizada mediante el calentamiento de
las superficies a unir utilizando un coil de alambre de resistencia elctrica, el
cual se mantiene embebido en la unin.
Bonder: persona que realiza una operacin de unin manual o semiautomtica.
Operador de bonding: uno que opera una mquina o equipo de bonding
automtico.
Procedimiento de bonding: los mtodos y prcticas detalladas involucradas en la
produccin de una unin de este tipo.
Especificaciones de procedimiento de bonding (BPS): el documento que menciona
los parmetros a ser utilizados en la construccin de uniones realizadas mediante
bonding en conformidad con los requerimientos de este Cdigo.
Fitting de conexin de arranque: un fitting reforzado integralmente soldado a la
caera principal y conectado a un arranque mediante una unin con soldadura de
tope, SW, roscada o enflanchada; incluye un fitting de salida del arranque en
conformidad con MSS SP-97.
Soldadura fuerte (braze welding): un proceso de soldadura utilizando un metal de
aporte no ferroso con un punto de fusin inferior al de los metales base; pero
superior a 427C (800F). El metal de aporte no se distribuye en la unin mediante
atraccin capilar. (Soldadura de bronce, utilizada anteriormente, es un nombre
errado para este trmino).
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 10
Brazing: un proceso de unin metlica en el cual la coalescencia se produce
mediante el uso de un metal de aporte no ferroso con un punto de fusin sobre
427C (800F), pero inferior al de los de los metales base unidos. El metal de
aporte se distribuye entre las superficies ajustadas estrechamente de la unin
mediante atraccin capilar.
Unin a tope: una unin entre dos elementos alineados aproximadamente en el
mismo plano.
Categora D: vea servicio con fluido
Categora M: vea servicio con fluido.
Unin calafateada: una unin en la cual el material apropiado (o materiales) es
vertido, o comprimido, mediante el uso de herramientas en el espacio anular entre
la campana (o cubo) y la espiga (o extremo plano), abarcando as la unin de
sello.
Planta qumica: una planta industrial para la manufactura o el procesamiento de
qumicos, o de materias primas, o intermedias, tales como qumicos. Una planta
qumica puede incluir instalaciones de apoyo y de servicios, tales como
almacenamiento, unidades de servicios (utilities) y de tratamiento de desechos.
Deformacin intencional en fro (cold spring): Vea el prrafo 319.2.4
Conexiones para piping exterior: aquellas partes integrales para piezas de equipos
individuales que estn diseadas para la unin con el piping exterior.
Inserto consumible: metal de aporte pre-instalado que se funde completamente en
la raz de la unin y se convierte en parte de la soldadura.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 11
Dao a tejidos humanos: para los propsitos de este Cdigo, esta frase describe
un servicio con fluido en el cual la exposicin al fluido, causada por filtracin bajo
condiciones operativas esperadas, pueden daar a piel, ojos o membranas
mucosas expuestas, de manera que se puede producir un dao irreversible, a
menos que se tomen medidas correctivas oportunas. (Las medidas correctivas
pueden incluir lavado con agua, administracin de antdotos o medicacin).
Temperatura mnima de diseo: vea prrafo 301.3.1
Presin de diseo: vea prrafo 301.2
Temperatura de diseo: vea prrafo 301.3
Proyectista: la persona u organizacin responsable del diseo de ingeniera.
Rango de esfuerzo de desplazamiento: vea prrafos 319.2.3
Elementos: vea elementos de piping.
Diseo de ingeniera: el diseo detallado que regula el sistema de piping,
desarrollado a partir de requerimientos de proceso y mecnicos, conforme a los
requerimientos del Cdigo e incluyendo todas las especificaciones, planos y
documentos de apoyo necesarios.
Conexin de equipo: vea conexiones para piping exterior.
Instalacin: la instalacin completa de un sistema de piping en los lugares y sobre
los soportes indicados por el diseo de ingeniera incluyendo cualquier montaje
en terreno, fabricacin, examen, inspeccin y ensayo del sistema segn lo
requiere este Cdigo.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 12
Examen, examinador: vea prrafos 341.1 y 341.2.
Examen, tipos de: vea prrafo 344.1.3 para lo siguiente:
(a) examen 100%
(b) examen aleatorio
(c) examen localizado
(d) examen localizado aleatorio
Cabezal de salida estirado: vea prrafo 304.3.4
Fabricacin: la preparacin del piping para el montaje, incluyendo el corte,
roscado, ranurado, moldeado, doblado y unin de componentes en sub-montajes.
La fabricacin puede realizarse en el taller o en terreno.
Cara de la soldadura: la superficie expuesta de una soldadura en el lado desde el
cual se realiza la soldadura.
Material de aporte: el material adicionado al realizar uniones metlicas y no
metlicas.
Soldadura de filete: una soldadura de corte transversal aproximadamente
triangular que une dos superficies en casi ngulos rectos en una unin traslapada,
unin T, o unin esquinada. (Vea tambin tamao de soldadura y garganta de
soldadura de filete).
Inflamable: para los propsitos de este Cdigo, describe a un fluido que bajo
condiciones ambientales u operativas esperadas es un vapor, o produce vapores,
que pueden ser encendidos y continan ardiendo en el aire. Por lo tanto, el
trmino puede aplicarse, dependiendo de las condiciones de servicio, a fluidos
definidos para otros propsitos como inflamables o combustibles.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 13
Servicio con fluido: un trmino general concerniente a la aplicacin de un sistema
de piping, que considera la combinacin de las propiedades del fluido, las
condiciones operativas y otros factores que establecen la base para el diseo del
sistema de piping. Vea Apndice M.
(a) Servicio con Fluido Categora D: un servicio con fluido en el cual todo lo
siguiente es aplicable:
(1) el fluido manipulado no es inflamable, ni txico, ni daa los tejidos
humanos, segn lo definido en el prrafo 300.2.
(2) la presin manomtrica de diseo no excede 1035 kPA (150 psi) y
(3) la temperatura de diseo es desde 29C (-20C) hasta 186C (366F).
(b) Servicio con Fluido Categora M: un servicio con fluido en el cual el
potencial para la exposicin del personal se juzga significativo y en el cual
una exposicin nica a una cantidad muy pequea de un fluido txico,
causado por una filtracin, puede producir un dao irreversible severo a las
personas mediante su inhalacin o contacto corporal, incluso cuando se
toman medidas correctivas oportunas.
(c) Servicio con Fluido a Alta Presin: un servicio con fluido para el cual el
propietario especifica el uso del Captulo IX para el diseo y construccin
del piping; vea tambin el prrafo K300.
(d) Servicio con Fluido Normal: un servicio con fluido correspondiente a la
mayora de los piping cubiertos por este Cdigo, es decir, no sujetos a los
reglamentos para los Servicios con Fluidos Categora D, Categora M, o
Presin Alta.
(e) Soldadura de filete completa: una soldadura de filete cuyo tamao es igual
al espesor del elemento ms delgado unido.
Fusin: la fusin conjunta del material de aporte y el material base, o del metal
base solamente, lo cual resulta en coalescencia.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 14
Soldadura por arco con proteccin gaseosa y con electrodo consumible (GMAW):
un proceso de soldadura por arco que produce coalescencia de los metales al
calentarlos mediante un arco entre un electrodo de metal de aporte continuo
(consumible) y la zona del metal base. Se obtiene proteccin completa de un gas
suministrado externamente, o mezcla de gas. Algunas variaciones de este proceso
se denominan soldadura MIG o CO
2
(trminos no preferidos).
Soldadura por arco con proteccin gaseosa y electrodo no consumible (GTAW):
un proceso de soldadura por arco que produce coalescencia de materiales
mediante su calentamiento con un arco entre un electrodo de tungsteno simple (no
consumible) y la zona del metal base. Se obtiene la proteccin de un gas o mezcla
de gas. Se puede usar, o no usar, presin y se puede usar, o no usar, metal de
aporte. (Este proceso ha sido denominado a veces soldadura TIG).
Soldadura por gas: un grupo de procesos de soldadura en los cuales la
coalescencia se produce calentando con una llama o llamas de gas, con o sin
aplicacin de presin, y con o sin uso de material de aporte.
Soldadura de ranura: una soldadura realizada en la ranura entre dos elementos a
unir.
Zona afectada trmicamente: la porcin del material base que no ha sido fundido,
pero cuyas propiedades mecnicas, o microestructura, han sido alteradas por el
calor de la soldadura, soldadura fuerte, soldadura blanda, moldeado o corte.
Tratamiento trmico: los trminos utilizados para describir diferentes tipos y
procesos de tratamiento trmico (a veces denominado tratamiento trmico post
soldadura) se definen a continuacin:
(a) recocido: calentamiento y mantencin a una temperatura seguidos de
enfriamiento a una velocidad apropiada para propsitos tales como: reducir
dureza, mejorar labrabilidad, facilitar el trabajo en fro, producir una
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 15
microestructura deseada u obtener propiedades mecnicas, fsicas o otras
deseadas.
(b) Normalizado: un proceso mediante el cual un metal ferroso es calentado a
una temperatura apropiada sobre el rango de transformacin y es
posteriormente enfriado en aire quieto a temperatura ambiente.
(c) Precalentamiento: vea precalentamiento (trmino separado)
(d) Quenching: enfriamiento rpido de un metal calentado.
(e) Tratamiento trmico requerido o recomendado: la aplicacin de calor a una
seccin de metal posterior al corte, moldeado u operacin de soldadura,
segn lo provisto en el prrafo 331.
(f) Tratamiento trmico de solucin: calentamiento de una aleacin a una
temperatura apropiada, manteniendo tal temperatura lo suficiente para
permitir a uno o dos componentes ingresar a solucin slida y entonces
enfriar suficientemente rpido para mantener los componentes en solucin.
(g) Alivio de tensin: calentamiento uniforme de una estructura, o porcin, a
temperatura suficiente para aliviar la mayor cantidad de las tensiones
residuales, seguido de un enfriamiento uniforme suficientemente lento para
minimizar el desarrollo de tensiones residuales nuevas.
(h) Templado: recalentamiento de un metal endurecido a una temperatura
inferior al rango de transformacin para mejorar la dureza.
(i) Rango de transformacin: un rango de temperatura en el cual un cambio de
fase se inicia y completa.
(j) Temperatura de transformacin: una temperatura en la cual ocurre un cambio
de fase.
Servicio con Fluido a Presin Alta: vea servicio con fluido
Indicacin, lineal: en exmenes por partcula magntica, lquidos penetrantes o
similar, un rea superficial cerrada que marca o denota una discontinuidad que
requiere evaluacin, cuya mayor dimensin es al menos tres veces el ancho de la
indicacin.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 16
Indicacin, redondeada: en exmenes por partcula magntica, lquidos
penetrantes o similar, un rea superficial cerrada que marca o denota una
discontinuidad que requiere evaluacin, cuya dimensin ms larga es inferior a
tres veces el ancho de la indicacin.
Examen durante el proceso: vea prrafo 344.7
Inspeccin, Inspector: vea prrafo 340.
Diseo de unin: la geometra de la unin junto con las dimensiones requeridas de
la unin soldada.
Mencionado (listed): para los propsitos de este Cdigo, describe un material o
componente que conforma una especificacin en el Apndice A, Apndice B o
Apndice K o un estndar en la Tabla 326.1, A326.1, o K326.1.
Soldadura manual: una operacin de soldadura realizada y controlada
completamente a mano.
Puede (may): un trmino que indica que una provisin no es requerida ni
prohibida.
Junta mecnica: una junta con el propsito de resistencia mecnica o resistencia
a la filtracin, o ambas, en la cual la resistencia mecnica es desarrollada
mediante extremos de caera enflanchados, ensanchados, laminados, ranurados
o roscados; o mediante pernos, pasadores, fiadores o anillos; y la resistencia a la
filtracin se desarrolla mediante roscas y compuestos, empaquetaduras, extremos
laminados, calafateados o superficies maquinadas y hermanadas.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 17
Mitreado: dos o ms secciones rectas de caera combinadas y unidas en un
plano bisectando el ngulo de la unin de manera de producir un cambio de
direccin.
Nominal: una identificacin numrica de dimensin, capacidad, rating u otra
caracterstica utilizada como una designacin, no como una medicin exacta.
NPS: tamao nominal de caera (seguido, cuando corresponde, por el nmero de
designacin de tamao especfico sin el smbolo de pulgada).
Servicio con Fluido Normal: vea servicio con fluido.
Normalizado: vea tratamiento trmico.
Sensibilidad al entalle: describe un metal sujeto a reduccin en la resistencia en
presencia de concentracin de tensin. El grado de sensibilidad al entalle se
expresa usualmente como la resistencia determinada en una probeta entallada
dividida por la resistencia determinada en una probeta no entallada y puede
obtenerse mediante pruebas estticas o dinmicas.
Corte con arco y oxgeno (OAC): un proceso de corte por oxgeno que utiliza un
arco entre la pieza de trabajo y un electrodo consumible, a travs del cual el
oxgeno es dirigido a la pieza de trabajo. Para materiales resistentes a la
oxidacin, se utiliza un fundente qumico o polvo metlico para facilitar la reaccin.
Corte con oxgeno (OC): un grupo de procesos de corte trmico que cortan o
remueven metal mediante la reaccin qumica entre el oxgeno y el metal base a
temperatura elevada. La temperatura necesaria es mantenida mediante el calor
del arco, una llama de gas oxyfuel, u otra fuente.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 18
Labrado con oxgeno (oxygen gouging): labrado trmico que utiliza una variacin
del proceso de corte por oxgeno para formar un bisel o ranura.
Equipo en paquete: un conjunto de piezas o etapas individuales de equipo,
completas con piping de interconexin y conexiones para piping exterior. El
conjunto puede ser montado sobre un skid u otra estructura antes de su despacho.
Refinera de petrleo: una planta industrial para el procesamiento de petrleo y
productos derivados directamente del petrleo. Un planta de este tipo puede ser
una planta de recuperacin de gasolina individual, una planta de tratamiento, una
planta de procesamiento de gas (incluyendo licuacin), o una refinera integrada
con varias unidades de proceso e instalaciones de servicio.
Caera: un cilindro hermtico a prueba de presin utilizado para transportar un
lquido o para transmitir una presin de fluido, denominado generalmente caera
en especificaciones de material aplicables. Los materiales designados como tubo
o tubing en las especificaciones son tratados como caera en servicios a presin.
Los tipos de caera, de acuerdo con el mtodo de manufactura, se definen de la
siguiente forma:
(a) caera soldada por resistencia elctrica: caera producida un tramos
individuales o en tramos continuos a partir de una plancha laminada y
posteriormente cortada en tramos individuales, con una unin de tope
longitudinal en donde la coalescencia se produce mediante la temperatura
obtenida de la resistencia de la caera al flujo de corriente elctrica en un
circuito del cual la caera forma parte y mediante la aplicacin de presin.
(b) Caera soldada de tope en horno, soldadura continua: caera producida en
tramos continuos a partir de una plancha y cortada posteriormente en tramos
individuales, con una unin de tope con soldadura de forja mediante la presin
mecnica desarrollada al pasar la plancha de canto calentado y moldeada en
caliente a travs de un set de rodillos de soldadura de paso redonde.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 19
(c) Caera soldada por fusin elctrica: caera con una unin de tope
longitudinal en donde la coalescencia se produce en el tubo pre-moldeado
mediante soldadura al arco elctrico manual o automtica. La soldadura
puede ser simple (soldada desde un lado) o doble (soldada desde el interior
y exterior) y puede ser realizada con, o sin, la adicin de metal de aporte.
(d) Caera con soldadura por arco sumergido doble: caera con una unin de
tope longitudinal producida por al menos dos pasos, uno de los cuales est en
el interior de la caera. La coalescencia se produce mediante el
calentamiento con un arco, o arcos, elctricos entre el electrodo, o electrodos,
de metal descubierto y la zona de trabajo en el metal base. La soldadura es
protegida por una manta de material granular fundible sobre la zona de
trabajo. No se utiliza presin y el metal de aporte para las soldaduras
interiores y exteriores se obtiene del electrodo, o electrodos .
(e) Caera sin costura: caera producida mediante el perforado de un lingote
seguido de laminado o drawing (regulacin del temple por recalentamiento), o
ambos.
(f) Caera con soldadura espiral: caera con soldadura espiral con una unin de
tope, traslapada o engargolada que es soldada utilizando un proceso de
soldadura por resistencia elctrica, fusin elctrica, o arco sumergido doble.
Elementos de soporte de la caera: los elementos de soporte de la caera
consisten en accesorios y uniones estructurales:
(a) accesorios: los accesorios incluyen elementos que transfieren la carga desde
la caera, o unin estructural, a la estructura de soporte o equipo. Incluyen
accesorios del tipo suspendido, tales como soportes colgantes, spring hangers,
arriostramientos transversales, contrapesos, tensores, puntales, cadenas,
guas, y anclajes; y accesorios tipo soportes tales como ponchos, bases,
rodillos, brackets y soportes deslizantes.
(b) Uniones estructurales: las uniones estructurales incluyen elementos que estn
soldados, apernados o engrapados a la caera, tales como clips, orejas,
anillos, grapas, abrazaderas, correas y faldas.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 20
piping: conjuntos de componentes de piping utilizados para transportar, distribuir,
mezclar, separar, descargar, medir, controlar o regular flujos de fluidos. El piping
tambin incluye elementos de soportacin de caeras, pero no incluye estructuras
de soportacin, tales como marcos de construccin, caballetes, fundaciones, o
cualquier equipo excluido de este Cdigo (vea prrafo 300.1.3).
componentes de piping: elementos mecnicos apropiados para unir o montar en
sistemas de piping a la presin con contenido de fluidos hermticos. Los
componentes incluyen caeras, tubing, fittings, flanges, empaquetaduras, pernos,
vlvulas y dispositivos tales como juntas de expansin, juntas flexibles, mangueras
de presin, trampas, filtros, porciones de elementos en lnea y separadores.
elementos de piping: cualquier material o trabajo requerido para planificar e
instalar un sistema de piping. Los elementos de piping incluyen especificaciones
de diseo, materiales, componentes, soportes, fabricacin, examen, inspeccin y
ensayos.
instalacin de piping: diseo de sistema de piping al cual se aplica una Edicin de
Cdigo y Adenda seleccionados.
sistema de piping: piping interconectado sujeto al mismo set o sets de condiciones
de diseo.
corte con arco plasma (PAC): un proceso de corte por arco que utiliza un arco
restringido y remueve el metal fundido con un chorro a alta velocidad de gas
ionizado emitido por un orificio restringido.
precalentamiento: la aplicacin de calor sobre el metal base inmediatamente
antes, o durante, el moldeado, soldadura o proceso de corte. Vea el prrafo 330.
tratamiento trmico post soldadura: vea tratamiento trmico.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 21
registro de calificacin de procedimiento (PQR): un documento que menciona
todos los datos pertinentes, incluyendo las variables esenciales empleadas y los
resultados de los ensayos, utilizados en calificar la especificacin del
procedimiento.
unidad de proceso: un rea cuyas fronteras estn indicadas mediante el diseo de
ingeniera dentro de las cuales se realizan reacciones, separaciones y otros
procesos. Ejemplos de instalaciones que no estn clasificados como unidades de
proceso son las reas de carga o terminales, plantas de almacenamiento, plantas
de mezclas, patios de estanques y patios de reserva.
recocido con enfriamiento rpido (quench annealing): vea tratamiento trmico de
solucin en tratamiento trmico.
quenching: vea tratamiento trmico.
refuerzo: vea prrafos 304.3 y A304.3. Vea tambin refuerzo de soldadura.
abertura raz: la separacin entre los miembros a unir en la raz de la junta.
salvaguarda: provisin de medidas protectoras de los tipos descritos en el
Apndice G, cuando se considera necesario. Vea el Apndice G para una
descripcin detallada.
bond de sello (seal bond): un bond que pretende principalmente proporcionar una
unin hermtica contra la filtracin en piping no metlico.
soldadura de sello: una soldadura que pretende principalmente proporcionar una
unin hermtica contra la filtracin en piping metlico.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 22
soldadura por arco semi-automtica: soldadura por arco con equipos que
controlan solamente la alimentacin del metal de aporte. El avance de la
soldadura se controla manualmente.
(99)condiciones cclicas severas: condiciones que se aplican a componentes de piping
especficos o uniones en las cuales el S
E
calculado en conformidad con el prrafo
319.4.4 excede 0.8S
A
(segn se define en el prrafo 302.3.5), y el nmero de
ciclos equivalente (N en el prrafo 302.3.5) supera 7000; u otras condiciones que
el proyectista determine que producen un efecto equivalente.
debe (shall): un trmino que indica que una provisin corresponde a un
requerimiento de Cdigo.
soldadura por arco manual con electrodo revestido (SMAW): un proceso de
soldadura por arco que produce coalescencia de metales mediante su
calentamiento con un arco entre un electrodo de metal recubierto y la zona de
trabajo. No se utiliza presin y el metal de aporte se obtiene del electrodo.
debera (should): un trmino que indica que se recomienda una provisin como
una buena prctica pero no constituye un requerimiento de Cdigo.
tamao de soldadura:
(a) soldadura de filete: la longitud de las alas (la longitud de patas para
soldaduras de igual longitud) de los lados, adyacentes a los elementos soldados,
del mayor tringulo que puede ser inscrito dentro de la seccin transversal de la
soldadura. Para soldaduras entre elementos perpendiculares, se aplican las
definiciones en la Fig. 328.5.2A.
NOTA: Cuando el ngulo entre los elementos excede 105 grados, el tamao tiene menos
importancia que la garganta efectiva (vea tambin garganta de soldadura de filete).
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 23
(b) soldadura de ranura: la penetracin de la unin (profundidad del bisel ms la
penetracin raz cuando se especifica). El tamao de la soldadura de ranura y su
garganta efectiva son iguales.
inclusin de escoria: material slido no metlico atrapado entre el metal de
soldadura o entre el metal de soldadura y el metal base.
soldadura blanda (soldering): un proceso de unin de metales en el cual la
coalescencia se produce mediante el calentamiento a temperaturas apropiadas y
mediante el uso de una aleacin no ferrosa fundible a temperaturas inferiores a
427C (800F) y con un punto de fusin inferior al de los metales base que estn
siendo unidos El metal de aporte se distribuye entre las superficies estrechamente
ajustadas de la unin mediante atraccin capilar. En general, las soldaduras son
aleaciones plomo-estao y pueden contener antimonio, bismuto y otros elementos.
tratamiento trmico de solucin (solution heat treatment): vea tratamiento trmico.
razn de tensin: vea Fig. 323.2.2B.
alivio de tensin: vea tratamiento trmico.
trminos de uso frecuente relativos a la tensin:
(a) tensin permisible bsica: este trmino, smbolo S, representa el valor de
tensin para cualquier material determinado por la base de tensin apropiada en el
prrafo 302.3.2.
(b) tensin de diseo de perno: este trmino representa la tensin de diseo
utilizada para determinar el rea transversal requerida de los pernos en una unin
apernada.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 24
(c) base de diseo hidrosttico: las propiedades seleccionadas de los materiales
de piping plstico a ser utilizado en conformidad con ASTM D 2837, o D 2992,
para determinar el HDS [vea (d) ms abajo] para el material.
(d) tensin hidrosttica de diseo (HDS): la tensin mxima continua debida a
presin interna a ser utilizada en el diseo de piping plstico, determinado a partir
de la base de diseo hidrosttico mediante el uso de un factor de servicio (diseo).
soldadura por arco sumergido (SAW): un proceso de soldadura por arco que
produce coalescencia de metales mediante su calentamiento con un arco, o arcos,
entre un electrodo, o electrodos, de metal descubierto y la zona de trabajo. El arco
est protegido por una manta de material fusible granular sobre la zona de trabajo.
No se utiliza presin y el metal de aporte se obtiene del electrodo y a veces de una
fuente complementaria (varilla de soldadura, fundente o grnulos de metal).
soldadura de puntos: una soldadura realizada para mantener las partes de una
soldadura con alineacin apropiada hasta que se realicen las soldaduras finales.
templado: vea tratamiento trmico.
termoplstico: un plstico capaz de ser ablandado repetidamente mediante el
incremento de la temperatura y endurecido mediante la disminucin de
temperatura.
resina con fraguado trmico (thermosetting resin): una resina con la capacidad de
ser modificada en un producto sustancialmente no fusible, o insoluble, al ser
curado a temperatura ambiente, o mediante la aplicacin de calor, o por medio
mecnico.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 25
garganta de una soldadura de filete:
(a)garganta terica: la distancia perpendicular desde la hipotenusa en el ngulo
recto mayor que puede ser inscrito en la seccin transversal de la soldadura a la
raz de la unin.
(b) garganta real: la distancia ms corta desde la raz de la soldadura filete a su
cara.
(c) garganta efectiva: la distancia mnima, menos cualquier refuerzo
(convexidad), entre la raz de la soldadura y la cara de un soldadura filete.
borde de la soldadura: la unin entre la cara de una soldadura y el material base.
tubo: vea caera.
electrodo de tungsteno: un electrodo de metal sin metal de aporte utilizado en la
soldadura por arco, o corte, fabricado principalmente de tungsteno.
sistema de piping no balanceado: vea prrafo 319.2.2(b).
socavacin: una ranura fundida en el metal base adyacente al borde, o raz, de
una soldadura y dejada sin relleno de material de soldadura.
examen visual: vea el prrafo 344.2.1.
soldadura: una coalescencia localizada de material en la cual la coalescencia se
produce ya sea mediante el calentamiento a temperaturas apropiadas, con o sin
aplicacin de presin, o mediante la aplicacin de presin sola, y con o sin el uso
de material de aporte.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 26
refuerzo de soldadura: material de soldadura en exceso del tamao especificado
de la soldadura.
soldador: uno que realiza una operacin de soldadura manual o semi-automtica.
(Este trmino se utiliza errneamente a veces para indicar una mquina de
soldadura).
operador de soldadura: persona que opera una mquina o un equipo de soldadura
automtico.
procedimiento de soldadura: los mtodos y prcticas detallados involucrados en la
produccin de una soldadura.
especificacin de procedimiento de soldadura (WPS): el documento que menciona
los parmetros a ser utilizados en la construccin de soldaduras en conformidad
con requerimientos de este Cdigo.
conjunto soldado (weldment): un conjunto cuyas partes componentes son unidas
mediante soldaduras.
300.3 Nomenclatura
Los smbolos dimensionales y matemticos utilizados en este Cdigo son
mencionados en el Apndice J , con definiciones y referencias de ubicacin de
cada uno. Las letras Inglesas minsculas y maysculas son mencionadas
alfabticamente, seguidas de letras Griegas.
300.4 Estado de Apndices
La Tabla 300.4 indica para cada Apndice de este Cdigo si contiene
requerimientos de Cdigo, gua o informacin suplementaria. Vea detalles en la
primera pgina de cada Apndice.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 27
TABLA 300.4
ESTADO DE APNDICES EN B31.3
__________________________________________________________________
Apndice Ttulo Estado
__________________________________________________________________
A Tablas de Tensin para Piping Metlico y Materiales de Pernos Requerimiento
B Tablas de Tensin y Tablas de Presin Permisible para No-metales Requerimiento
C Propiedades Fsicas de Materiales de Piping Requerimientos (1)
D Factores de Intensificacin de Flexibilidad y Tensin Requerimientos (1)
E Estndares de Referencia Requerimientos
F Consideraciones Precautorias Gua (2)
G Salvaguardas Gua (2)
H Clculos de Muestra para refuerzo de Arranques Gua
J Nomenclatura Informacin
K Tensin Permisible para Piping de Presin Alta Requerimientos (3)
L Flanges de Caera de Aleacin de Aluminio Especificacin (5)
M Gua para la Clasificacin de Servicios con Fluidos Gua (2)
V Variaciones Permisibles en Servicio a Temperatura Elevada Gua (2)
X J untas de Expansin con Fuelle Metlico Requerimientos
Z Preparacin de Consultas Tcnicas Requerimientos (4)
__________________________________________________________________
NOTAS:
(1) Contiene requerimientos por defecto, a ser utilizados a menos que se disponga de datos ms
directamente aplicable.
(2) No contiene requerimientos, pero el usuario del Cdigo es responsable de considerar los tems
aplicables.
(3) Contiene requerimientos aplicables solamente cuando se especifica el uso del captulo IX.
(4) Contiene requerimientos administrativos.
(5) Contiene ratings temperatura-presin, materiales, dimensiones y marcas de flanges de aleacin
de aluminio forjados.
CAPTULO II
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 28
DISEO
PARTE 1
CONDICIONES Y CRITERIOS
A00 301 CONDICIONES DE DISEO
El prrafo 301 establece las calificaciones del Proyectista, define las
temperaturas, presiones y fuerzas aplicables al diseo del piping, y establece la
consideracin que debe darse a diferentes efectos y sus cargas correspondientes.
Vea el Apndice F, prrafo F301.
A00 301.1 Calificaciones del Proyectista
El Proyectista es la persona(s) encargada del diseo de ingeniera de un
sistema de piping y debe tener experiencia en el uso de este Cdigo.
La calificacin y experiencia requeridas del Proyectista dependern de la
complejidad y criticidad del sistema y de la naturaleza de la experiencia individual.
Se requiere la aprobacin del propietario si el individuo no satisface al menos uno
de los siguientes criterios.
(a) Completacin de un grado de ingeniera, que requiera cuatro o ms aos de
estudio a tiempo completo, ms un mnimo de 5 aos de experiencia en el diseo
del piping de presin relacionado.
(b) Registro Profesional de Ingeniera, reconocido por una jurisdiccin local y
experiencia en el diseo de piping de presin relacionado.
(c) Completacin de un grado asociado de ingeniera, que requiera al menos dos
aos de estudio de tiempo completo, ms un mnimo de 10 aos de experiencia
en el diseo de piping de presin relacionado.
(d) Quince aos de experiencia en el diseo de piping de presin relacionado. La
experiencia en el diseo de piping de presin relacionado se satisface por la
experiencia en el diseo de piping que incluye los clculos de diseo para la
presin, cargas sostenidas y ocasionales y flexibilidad del piping.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 29
301.2 Presin de Diseo
301.2.1 General
(a) La presin de diseo de cada componente en un sistema de piping no debe ser
inferior a la presin en la condicin ms severa de temperatura y presin externa e
interna coincidentes (mnima o mxima) esperadas durante el servicio, a
excepcin de lo provisto en el prrafo 302.2.4.
(b) La condicin ms severa es la que resulta en el mayor espesor requerido del
componente y el rating ms alto del componente.
(c) Cuando existe ms de un set de condiciones de presin-temperatura para un
sistema de piping, las condiciones que regulan el rating de componentes que
conforman los estndares mencionados pueden diferir de las condiciones que
regulan el rating de componentes diseados en conformidad con el prrafo 304.
(d) Cuando una caera est separada en cmaras individualizadas bajo presin
(incluyendo piping enchaquetado, blanks, etc.), la pared divisora debe ser
diseada sobre la base de la temperatura (mnima o mxima) y la presin
diferencial coincidentes entre las cmaras adyacentes esperadas durante el
servicio, a excepcin de lo provisto en el prrafo 302.2.4.
301.2.2 Contencin o Alivio de Presin Requerida
(a) Se deben proveer las condiciones para contener o aliviar en forma segura (vea
el prrafo 322.6.3) cualquier presin a la cual se vea sometido el piping. El piping
no protegido por un dispositivo de alivio de presin, debe ser diseado para al
menos la mayor presin que pueda ser desarrollada.
(b) Las fuentes de presin a considerar incluyen influencias ambientales,
oscilaciones de presin y surges, operacin inapropiada, descomposicin de
fluidos inestables, carga esttica y falla de los dispositivos de control.
(c) Se autorizan las permisividades del prrafo 302.2.4 (f), siempre que tambin se
satisfagan los requerimientos del prrafo 302.2.4.
301.3 Temperatura de Diseo
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 30
La temperatura de diseo de cada componente en un sistema de piping
corresponde a la temperatura a la cual, bajo la presin coincidente, se requiere el
mayor espesor o el ms alto rating de componente en conformidad con el prrafo
301.2. (Para satisfacer los requerimientos del prrafo 301.2, diferentes
componentes en el mismo sistema de piping pueden tener diferentes temperaturas
de diseo).
Para establecer las temperaturas de diseo, considere al menos las
temperaturas de fluido, temperaturas ambientales, radiacin solar, temperaturas
medias de calentamiento o enfriamiento y las provisiones aplicables de los
prrafos 301.3.2, 301.3.3 y 301.3.4.
301.3.1 Temperatura Mnima de Diseo. La temperatura mnima de diseo es la
temperatura ms baja del componente esperada en servicio. Esta temperatura
puede establecer requerimientos de diseo especiales y requerimientos de
calificacin de materiales, Vea tambin los prrafos 301.4.4 y 323.2.2
301.3.2 Componentes sin Aislacin.
(a) Para temperaturas de fluidos inferiores a 65C (150F), la temperatura del
componente debe ser tomada como la temperatura de fluido, a menos que la
radiacin solar, u otro efecto, resultan en una temperatura ms alta.
(b) Para temperaturas de fluidos de 65 (150F) y superiores, a menos que se
determine una temperatura de pared promedio inferior mediante un ensayo o
clculo de transferencia de calor, la temperatura para componentes sin aislacin
no debe ser inferior a los siguientes valores:
(1)vlvulas, caeras, extremos traslapados, fittings soldados y otros componentes
con un espesor de pared comparable al de la caera: 95% de la temperatura de
fluido;
(2) flanges (excepto unin traslapada) incluyendo aquellos en fittings y vlvulas:
90% de la temperatura de fluido:
(3) flanges de unin traslapada: 85% de la temperatura de fluido;
(4) pernos: 80% de la temperatura de fluido.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 31
301.3.3 Piping con Aislacin Exterior. La temperatura de diseo del
componente debe corresponder a la temperatura del fluido, a menos que clculos,
ensayos, o experiencia de servicio basada en mediciones, apoyen el uso de otra
temperatura. Cuando el piping es calentado o enfriado mediante tracing o
chaquetas, se debe considerar este efecto para establecer las temperaturas de
diseo del componente.
301.3.4 Piping con Aislacin Interior. La temperatura de diseo del componente
debe basarse en los clculos de transferencia de calor o ensayos.
301.4 Efectos Ambientales.
Vea el Apndice F, prrafo F301.4.
301.4.1 Enfriamiento: Efectos sobre la Presin. El enfriamiento de un gas, o
vapor, en un sistema de piping puede reducir suficientemente la presin para crear
un vaco interior. En tal caso, el piping debe ser capaz de soportar la presin
exterior a una temperatura menor, o se deben tomar las provisiones para romper
el vaco.
301.4.2 Efectos de la Expansin del Fluido. Se deben proveer las condiciones
en el diseo ya sea para soportar, o liberar, la presin incrementada causada por
el calentamiento del fluido esttico en un componente de piping. Vea tambin el
prrafo 322.6.3(b)(2).
301.4.3 Congelamiento Atmosfrico. Cuando la temperatura mnima de diseo
de un sistema de piping es inferior a 0C (32F), se debe considerar la posibilidad
de condensacin de humedad y acumulacin de aire y se deben considerar
provisiones en el diseo para evitar mal funcionamientos como resultado. Esto se
aplica a superficies de partes mviles de vlvulas de corte, vlvulas de control,
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 32
dispositivos de alivio de tensin incluyendo piping de descarga y otros
componentes.
301.4.4 Temperatura Ambiente Baja. Se deben considerar las condiciones de la
temperatura ambiente baja para el anlisis del esfuerzo de desplazamiento.
301.5 Efectos Dinmicos.
Vea el Apndice F, prrafo F301.5.
301.5.1 Impacto. En el diseo del piping se deben tomar en cuenta las fuerzas de
impacto causadas por condiciones interiores o exteriores (incluyendo cambios en
la tasa de flujo, choque hidrulico, bolsas de lquido o slido, golpes de lquido y
calentamiento).
301.5.2 Viento. Se debe tomar en cuenta el efecto de la carga de viento en el
diseo del piping expuesto. El mtodo de anlisis puede ser segn se describe en
ASCE 7, Cargas Mnimas de Diseo para Construcciones y Otras Estructuras, o el
Cdigo de Construccin Uniforme.
301.5.3 Terremoto. El piping debe ser diseado para fuerzas horizontales
inducidas por terremoto. Este mtodo de anlisis puede ser segn se describe en
ASCE 7-88, o el Cdigo de Construccin Uniforme.
301.5.4 Vibracin. El piping debe ser diseado, dispuesto y soportado de manera
que se eliminen los efectos excesivos y dainos de la vibracin que puede surgir
como consecuencia de fuerzas tales como impacto, pulsacin de presin,
resonancia en compresores y cargas de viento.
301.5.5 Reacciones de Descarga. El piping debe ser diseado, dispuesto, y
apoyado de manera que soporte las fuerzas de reaccin debidas a la descarga de
fluidos.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 33
301.6 Efectos del Peso.
Los siguientes efectos de peso, combinados con cargas y fuerzas por otras
causas, deben ser tomados en cuenta en el diseo del piping.
301.6.1 Cargas Vivas. Estas cargas incluyen el peso del medio transportado o del
medio utilizado para prueba. Se deben considerar las cargas de nieve y hielo
debidas ambas a condiciones ambientales y operativas.
301.6.2 Cargas Muertas. Estas cargas consisten en el peso de los componentes
de piping, aislacin y otras cargas sobrepuestas permanentes soportadas por el
piping.
301.7 Efectos de la Expansin Trmica y Contraccin.
Los siguientes efectos trmicos, combinados con cargas y fuerzas por otras
causas, deben ser tomadas en cuenta en el diseo del piping. Vea tambin el
Apndice F, prrafo F301.7.
301.7.1 Cargas Trmicas debidas a Restricciones. Estas cargas consisten en
empujes y momentos que surgen cuando la libre expansin trmica y la
contraccin del piping son evitados mediante restricciones o anclajes.
301.7.2 Cargas debidas a Gradientes de Temperatura.
Estas cargas surgen de tensiones en las paredes de las caeras
resultantes de grandes y rpidos cambios de temperatura, o de una distribucin
desigual de la temperatura, como la que puede resultar de un gran flujo de calor a
travs de una caera comparativamente gruesa, o flujo bi-fsico estratificado que
cause el pandeo de la lnea.
301.7.3 Cargas debidas a Diferencias en las Caractersticas de Expansin.
Estas cargas resultan de las diferencias en la expansin trmica en donde los
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 34
materiales con diferentes coeficientes de expansin se combinan, como en el
piping bi-metlico, recubierto, enchaquetado ,o metlico-no metlico.
301.8 Efectos de los Movimientos de los Terminales, Anclajes y Soportes.
En el diseo del piping se deben tomar en cuenta los efectos de los
movimientos de los soportes del piping, anclajes y equipos conectados. Estos
movimientos pueden ser el resultado de la flexibilidad y/o expansin trmica de
equipos, soportes o anclajes; y del asentamiento, movimientos de mareas, u
oscilacin por viento.
301.9 Reduccin de Efectos de Ductilidad.
El diseo del piping debe tomar en cuenta los efectos dainos de la
ductilidad reducida. Los efectos pueden, por ejemplo, ser el resultado de
soldaduras, tratamientos trmicos, moldeado, doblado y bajas temperaturas de
operacin, incluyendo el efecto de enfriamiento por la prdida repentina de presin
en fluidos altamente voltiles. Se deben considerar las bajas temperaturas
ambientes esperadas durante la operacin.
301.10 Efectos Cclicos.
En el diseo del piping se debe considerar la fatiga debida al ciclo de
presin, ciclo trmico y otras cargas cclicas.
301.11 Efectos de la Condensacin del Aire.
A temperaturas operativas inferiores a -191C (-312F) en aire ambiente, se
produce una condensacin y enriquecimiento de oxgeno. Estos deben ser
considerados en la seleccin de materiales, incluyendo la aislacin y se debe
proveer una adecuada proteccin y/o eliminacin.
302 CRITERIOS DE DISEO
302.1 General
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 35
El prrafo 302 establece ratings de presin-temperatura, criterios de
tensin, permisividades de diseo y valores de diseo mnimos junto con las
variaciones permisibles de estos factores segn su aplicacin al diseo del piping.
302.2 Criterios de Diseo Presin-Temperatura
302.2.1 Componentes mencionados con Ratings Establecidos.
A excepcin de las limitaciones mencionadas en el Cdigo, los ratings de
presin-temperatura contenidos en estndares para componentes de piping
mencionados en la Tabla 326.1 son aceptables para las presiones y temperaturas
de diseo en conformidad con este Cdigo. Se pueden utilizar las provisiones de
este Cdigo bajo la responsabilidad del propietario para extender los ratings de
presin-temperatura de un componente ms all de los ratings del estndar
mencionado.
302.2.2 Componentes mencionados sin Ratings Especficos. Algunos de los
estndares para componentes en la Tabla 326.1 (es decir, ASME b16.9, B16.11 y
B16.28) establecen que los ratings de presin-temperatura se basan en caeras
rectas sin costuras. A excepcin de las limitaciones en el estndar o en otras
partes de este Cdigo, un componente tal, fabricado de un material con la misma
tensin permisible que la caera, debe ser calculado utilizando no ms del 87.5%
del espesor nominal de la caera sin costura correspondiente al schedule, peso o
clase de presin del fitting, menos las permisividades aplicadas a la caera (es
decir, profundidad de hilo y/o permisividad de corrosin).
302.2.3 Componentes no mencionados.
(a) Los componentes no mencionados en la Tabla 326.1, pero que conforman una
especificacin o estndar publicado, pueden ser utilizados dentro de las siguientes
limitaciones.
(1) El proyectista debe estar satisfecho con el hecho que la composicin,
las propiedades mecnicas, el mtodo de manufactura y el control de calidad sean
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 36
comparables a las caractersticas correspondientes de los componentes
mencionados.
(2) Otros componentes no mencionados deben ser calificados respecto a la
presin de diseo, segn se requiere en el prrafo 304.7.2.
302.2.4 Permisividades para Variaciones de Presin y Temperatura. Pueden
ocurrir variaciones ocasionales de presin y temperatura en un sistema de piping.
Tales variaciones deben ser consideradas al momento de seleccionar la presin
de diseo (prrafo 301.2) y la temperatura de diseo. La temperatura y presin
coincidentes ms severas deben determinar las condiciones de diseo, a menos
que se satisfagan todos los siguientes criterios.
(a) El sistema de piping no debe tener componentes de hierro forjado, ni de otro
metal no dctil, sometidos a presin.
(b) Las tensiones de presin nominales no deben exceder el lmite elstico a la
temperatura (vea prrafo 302.3 de este Cdigo y datos S
y
en el Cdigo BPV,
Seccin II, Parte D, Tabla Y-1).
(c) Las tensiones longitudinales combinadas no deben exceder los lmites
establecidos en el prrafo 302.3.6.
(d) El nmero total de variaciones de temperatura-presin por sobre las
condiciones de diseo no debe exceder 1000 durante la vida til del sistema de
piping.
(e) En ningn caso debe el aumento de presin exceder la presin de prueba
utilizada en el prrafo 345 para el sistema de piping.
(f) Las variaciones ocasionales por sobre las condiciones de diseo deben
permanecer dentro de uno de los siguientes lmites para la presin de diseo.
(1) Sujeto a la aprobacin del propietario, se considera permisible exceder el
rating de presin, o la tensin permisible para la presin de diseo a la
temperatura del aumento de condicin en no ms de:
(a) 33% por no ms de 10 horas en una vez y no ms de 100 hr/ao; o
(b) 20% por no ms de 50 horas en una vez y no ms de 500 hr/ao.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 37
Los efectos de tales variaciones deben ser determinados por el proyectista
como seguros durante el perodo de vida til en servicio del sistema de piping
mediante mtodos aceptables para el propietario. (Vea Apndice V.)
(2) Cuando la variacin es auto-limitante (es decir, debido a un evento de
alivio de presin) y no dura ms de 50 hrs enuna vez y no ms de 500 hrs/ao, es
permisible exceder el rating de presin o la tensin permisible para la presin de
diseo a la temperatura del aumento de condicin en no ms de 20%.
(g) Se deben haber evaluado los efectos combinados de las variaciones cclicas
y sostenidas sobre la servicibilidad de todos los componentes en el sistema.
(h) No se permiten las variaciones de temperatura inferiores a la temperatura
mnima mostrada en el Apndice A, a menos que se satisfagan los requerimientos
del prrafo 323.2.2 para la temperatura ms baja durante la variacin.
(i) La aplicacin de presiones que exceden los ratings de temperatura-presin de
vlvulas pueden bajo ciertas condiciones causar prdida de hermeticidad del
asiento, o dificultad de operacin. La presin diferencial en el elemento de cierre
de la vlvula no debera exceder el rating de presin diferencial mxima
establecido por el manufacturador de la vlvula. Tales aplicaciones son
responsabilidad del propietario.
302.2.5 Ratings en la Unin de Diferentes Servicios.
Cuando se conectan dos servicios que operan a diferentes condiciones de
presin-temperatura, la vlvula que segrega ambos servicios debe tener el rating
para la condicin de servicio ms severa. Si la vlvula operar a una temperatura
distinta debido a su condicin remota de un cabezal, o pieza de equipo, esta
vlvula (y cualquier flange compaero) puede ser seleccionada sobre la base de la
temperatura diferente, siempre que pueda soportar las pruebas de presin
requeridas en cada lado de la vlvula. Para el piping en cada lado de la vlvula,
sin embargo, cada sistema debe ser diseado para las condiciones del servicio al
cual sern conectados.
302.3 Tensiones Permisibles y otros Lmites de Tensin.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 38
302.3.1 General. Las tensiones permisibles definidas en los prrafos 302.3.1(a),
(b) y (c) deben ser utilizados en los clculos de diseo, a menos que sean
modificados por otras provisiones de este Cdigo.
(a) Tensin. Las tensiones bsicas permisibles S en la tensin para metales y las
tensiones de diseo S para materiales de pernos, mencionados en las Tablas A-1
y A-2, respectivamente, son determinadas en conformidad con el prrafo 302.3.2.
En las ecuaciones en este Cdigo en donde aparece el producto SE, se
multiplica el valor S por uno de los siguientes factores de calidad:
1
1
Si el componente es fabricado de piezas fundidas unidas mediante soldaduras longitudinales, se
debe aplicar un factor de calidad de la fundicin y de la unin soldada. El factor de calidad
equivalente E es el producto de Ec, Tabla A-1A, y Ej, Tabla A-1B.
(1) El factor de calidad de la fundicin Ec segn se define en el prrafo 302.3.3 y
es tabulado para diferentes especificaciones de materiales en la Tabla A-1A, y
para diferentes niveles de exmenes suplementarios en la Tabla 302.3.3C; o
(2) El factor de unin de soldadura longitudinal Ej segn se define en 302.3.4 y es
tabulado para varias especificaciones de materiales y clases en la Tabla A-1B y
para varios tipos de uniones y exmenes suplementarios en la Tabla 302.3.4.
Los valores de tensin en las Tablas A-1 y A-2 son agrupados por
materiales y formas de productos y corresponden a temperaturas establecidas de
hasta el lmite indicado en el prrafo 323.2.1(a). Se considera permisible la
interpolacin de lneas rectas entre temperaturas. La temperatura pretendida
corresponde a la temperatura de diseo (vea prrafo 301.3).
(b)Esfuerzo Cortante y Resistencia de Soporte (Shear and Bearing). Los esfuerzos
permisibles en el esfuerzo cortante deben ser 0.80 veces el esfuerzo bsico
permisible en tensin segn lo tabulado en la Tabla A-1 o A-2. El esfuerzo
permisible en la resistencia de soporte debe ser 1.60 veces ese valor.
(c) Compresin. Los esfuerzos permisibles en compresin no deben ser mayores
que los esfuerzos bsicos permisibles en tensin segn lo tabulado en el Apndice
A. Se debe tomar en consideracin la estabilidad estructural.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 39
302.3.2 Bases para Esfuerzos de Diseo
2
. Las bases para establecer los valores
de esfuerzos de diseo para materiales de pernos y los valores de esfuerzos
permisibles para otros materiales metlicos en este Cdigo, son los siguientes:
2
Estas bases son las mismas que las para el Cdigo BPV, Seccin VIII, Divisin 2, entregadas en
la Seccin II, Parte D. Los valores de esfuerzo en B31.3, Apndice A, a temperaturas inferiores al
rango de deformacin bajo carga son generalmente las mismas a aquellas mencionadas en la
Seccin II, Parte D, Tablas 2A y 2B y en la Tabla 3 para los pernos, correspondientes a aquellas
bases. Han sido ajustados segn necesidad para excluir los factores de calidad de las piezas
fundidas y factores de calidad de uniones soldadas longitudinales. Los valores de esfuerzos a
temperaturas en el rango de deformacin bajo carga son generalmente los mismos que aquellos
en la Seccin II, Parte D, Tablas 1A y 1B, correspondientes a las bases para la seccin VIII,
Divisin 1. Los valores de esfuerzos para temperaturas superiores a aquellas para las cuales los
valores se mencionan en el Cdigo BVP y para materiales no mencionados en el Cdigo BPV, se
basan en aquellos mencionados en el Apndice A de la Edicin 1966 de ASA B31.3. Estos valores
sern revisados cuando los datos confiables sobre propiedades mecnicas para temperaturas
elevadas y/o para materiales adicionales estn disponibles para el Comit.
(a) Materiales para Pernos: Los valores de las tensiones de diseo a temperatura
para materiales de pernos no deben exceder el menor de lo siguiente:
A00 (1) A excepcin de lo provisto en (3) ms abajo, el menor de un cuarto de la
resistencia a la tensin mnima especificada a temperatura ambiente (ST) y un
cuarto de resistencia a la tensin a la temperatura;
A00 (2) A excepcin de lo provisto en (3) ms adelante, el menor de dos tercios de la
resistencia a la tensin mnima especificada a temperatura ambiente (S
Y
) y dos
tercios del lmite de elasticidad a la temperatura;
A00 (3) A temperaturas inferiores al rango de deformacin bajo carga, para materiales
de pernos cuya resistencia ha sido aumentada mediante tratamiento trmico o
endurecimiento por deformacin, el menor de un quinto de S
T
y un cuarto de S
Y
(a
menos que tales valores sean inferiores a los valores correspondientes para
material recocido, en cuyo caso deben utilizarse los valores del recocido);
(4) Dos tercios del lmite de elasticidad a la temperatura [vea el prrafo
302.3.2(f)].
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 40
(5) 100% de la tensin promedio para un rating de deformacin bajo carga de
0.01% por 1000 hrs.
(6) 67% de la tensin promedio para ruptura al final de las 100.000 hrs.
(7) 80% de la tensin mnima para ruptura al final de las 100.000 hrs.
(b) Hierro fundido. Los valores de tensin bsica permisible a la temperatura para
el hierro fundido no debe exceder el menor de los siguientes:
(1) un dcimo de la resistencia a la tensin mnima especificada a temperatura
ambiente;
(2) un dcimo de la resistencia a la tensin a la temperatura [vea el prrafo
302.3.2(f)].
(c) Hierro Maleable. Los valores de tensin bsica permisible a la temperatura
para el hierro maleable no deben exceder el menor de los siguientes:
(1) Un quinto de la resistencia a la tensin mnima especificada a temperatura
ambiente;
(2) Un quinto de la resistencia a la tensin a la temperatura [vea el prrafo
302.3.2(f)].
(d) Otros Materiales. Valores de tensin bsica permisible a la temperatura para
materiales distintos a los materiales para pernos, hierro fundido, y hierro maleable
no deben exceder el menor de los siguientes:
A00 (1) El menor de un tercio de S
T
y un tercio de la resistencia a la tensin a la
temperatura;
A00 (2) A excepcin de lo provisto en (3) ms abajo, el menor de dos tercios de S
Y
y
dos tercios del lmite de elasticidad a la temperatura;
A00 (3) Para aceros inoxidables austenticos y aleaciones de nquel con un
comportamiento de deformacin similar, el menor de dos tercios de S
Y
y el 90%
del lmite de elasticidad a la temperatura [vea (e) ms abajo];
(4) 100% de la tensin promedio para un rating de deformacin bajo carga de
0.01% por 1000 hrs;
(5) 67% de la tensin promedio para ruptura al final de las 100.000 hrs.
(6) 80% de la tensin mnima para ruptura al final de 100.000 hrs.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 41
(7) Para materiales de grado estructural, la tensin bsica permisible debe ser
0.92 veces el valor ms bajo determinado en los prrafos 302.3.2(d)(1) hasta (6).
(8) En la aplicacin de estos criterios, la lmite de elasticidad a temperatura
ambiente se considera como S
Y
R
Y
, y la resistencia a la tensin a temperatura
ambiente se considera como 1.1S
T
R
T
.
(e) Lmites de Aplicacin. No se recomienda la aplicacin de valores de tensin
determinados en conformidad con el prrafo 302.3.2(d)(3) para uniones
enflanchadas y otros componentes en los cuales una leve deformacin puede
causar filtracin o mal funcionamiento. [Estos valores se muestran en cursiva, o
negrita, en la Tabla A-1, segn se explica en la Nota (4) de las Tablas del
Apndice A.] En su lugar, se debera utilizar un 75% del valor de tensin en la
Tabla A-1, o dos tercios del lmite de elasticidad a la temperatura mencionada en
el Cdigo BPV, Seccin II, Parte D, Tabla Y-1.
(f) Materiales no mencionados. Para un material que conforma el prrafo 323.1.2,
la resistencia a la tensin (elasticidad) a la temperatura debe ser derivada
multiplicando la resistencia a la tensin (elasticidad) promedio esperada a la
temperatura por la razn de ST(SY) dividido por la resistencia a la tensin (yield)
promedio esperada a temperatura ambiente.
302.3.3 Factor de Calidad de Fundicin E
C
.
(a) General. Los factores de calidad de fundicin E
C
definido en la presente debe
ser utilizado para componentes fundidos sin ratings de presin-temperatura
establecidos por estndares en la tabla 326.1.
(b) Factores de Calidad Bsicos. Se asigna un factor de calidad de fundicin
bsico E
C
de 1.00 (debido a la base de tensin permisible conservadora) a las
fundiciones de hierro plomo y maleable, conforme a las especificaciones
mencionadas. Se asigna un factor de calidad de fundicin bsico E
C
de 0.80 a la
mayora de los otros metales, fundiciones estticas que conforman la
especificacin de materiales y han sido examinadas visualmente segn lo
requerido por MSS SP-55, Estndar de Calidad para Fundiciones de Acero para
Vlvulas, Flanges, Fittings y otros Componentes para Piping - Mtodo Visual. Se
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 42
asigna un factor da calidad de fundicin de 0.80 a fundiciones centrfugas que
satisfacen los requerimientos de especificacin solamente para anlisis qumico,
ensayos de tensin, hidrostticos, de aplastamiento y examen visual. Los factores
de calidad de fundicin bsicos son tabulados para las especificaciones
mencionadas en la Tabla A-1A.
(c)Aumento de Factores de Calidad. Los factores de calidad de fundicin pueden
ser aumentados cuando se realizan exmenes suplementarios en cada fundicin.
La Tabla 302.3.3C establece el aumento de factores de calidad de fundicin E
C
,
los cuales pueden ser utilizados para diferentes combinaciones de exmenes
suplementarios. La Tabla 302.3.3D establece los criterios de aceptacin para los
mtodos de examen especificados en las Notas de la Tabla 302.3.3C. Los factores
de calidad superiores a los mostrados en la Tabla 302.3.3C no resultan de la
combinacin de ensayos 2 a y 2b, o 3a y 3b. En ningn caso debe el factor de
calidad exceder 1.00.
Varias de las especificaciones en el Apndice A requieren el maquinado de
todas las superficies y/o ms de estos exmenes suplementarios. En tales casos
se muestra el aumento del factor de calidad apropiado en la Tabla A-1A.
302.3.4 Factor de Calidad de Unin Soldada, E
j
.
(a) Factores de Calidad Bsicos. Los factores de calidad de la unin soldada E
j
tabulados en la Tabla A-1B son factores bsicos para uniones soldadas
longitudinales espirales para componentes sometidos a presin segn se muestra
en la tabla 302.3.4.
(b) Aumento de Factores de Calidad. La Tabla 302.3.4 tambin indica factores de
calidad de unin superiores que pueden ser sustituidos por aquellos en la Tabla A-
1B para ciertos tipos de soldaduras si se realizan exmenes adicionales ms all
de lo requerido por la especificacin del producto.
302.3.5 Lmites de Tensiones Calculadas debidas a Cargas Sostenidas y
Deformaciones de Desplazamiento.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 43
(a) Tensiones de Presin Interna. Las tensiones debidas a presin interior deben
ser consideradas seguras cuando el espesor de pared del componente de piping,
incluyendo cualquier refuerzo, satisface so requerimientos del prrafo 304.
TABLA 302.3.3C
4
AUMENTO FACTORES DE CALIDAD, E
C
Examen Suplementario en Conformidad con Nota(s) Factor, E
C
(1)
(2)(a) o (2)(b)
(3)(a) o (3)(b)
(1) y (2)(a) o (2)(b)
(1) y (3)(a) o (3)(b)
(2)(a) o (2)(b) y (3)(a) o (3)(b)
0.85
0.85
0.95
0.90
1.00
1.00
NOTAS:
(1) Maquine todas las superficies a una terminacin de 6.3 m R
a
(250 pulg. R
a
segn ASME
B46.1), aumentando as la efectividad del examen superficial.
(2) (a) Examine todas las superficies de cada pieza fundida (solamente material magntico)
mediante el mtodo de partculas magnticas en conformidad con ASTM E 709. J uzgue la
aceptabilidad en conformidad con MSS SP-53, utilizando fotografas de referencia en ASTM E
125.
(b) Examine todas las superficies de cada pieza fundida mediante el mtodo de lquidos
penetrantes, en conformidad con ASTM E 165. J uzgue la aceptabilidad de las imperfecciones y
reparaciones con soldaduras en conformidad con la Tabla 1 de MSS SP-53, utilizando ASTM E
125 como referencia para las imperfecciones superficiales.
(3)(a) Examine por completo mediante ultrasonido cada pieza fundida en conformidad con ASTM E
114, aceptando una pieza fundida solamente si no existe evidencia de defectos con
profundidad superior a 5% del espesor de la pared.
(b) Radiografe completamente cada pieza fundida en conformidad con ASTM E 142. J uzgue en
conformidad con los niveles de aceptacin establecidos en la tabla 302.3.3D.
(4) Los ttulos de los estndares referidos en esta Tabla son los siguientes:
ASTM
E 114 Prctica para Ensayo Pulse-Echo Straight Beam mediante Mtodo de
Contacto.
E 125 Fotografas de Referencia para Indicaciones por Partculas
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 44
Magnticas en Fundiciones Ferrosas.
E 142 Mtodo para controlar la calidad de la Prueba Radiogrfica
E 165 Prctica para el Mtodo de Inspeccin por Lquidos Penetrantes
E 709 Prctica para Examen por Partculas Magnticas
ASME
B46.1 Textura Superficial (Rugosidad Superficie, Ondulacin y Direccin)
MSS
SP-53 Estndar de Calidad para Fundiciones de Acero para Vlvulas,
Flanges, Fittings y Otros Componentes de Piping Mtodo de
Examen mediante Partculas Magnticas
TABLA 302.3.3D
1
NIVELES ACEPTABLES PARA FUNDICIONES
Espesor Material
Examinado, T
Estndar
Aplicable
Nivel de Aceptacin
(o Clase)
Discontinuidades
Aceptables
Acero
T<25mm
(1 pulg)
ASTM E 446 1 Tipos A,B,C
Acero
T>25mm
<51 mm
(2 pulg)
ASTM E 446 2 Tipos A,B,C
Acero
T>51mm
<114 mm
(4 1/2 pulg)
QSTM E 186 2 Categoras A,B,c
Acero
T>114mm
<305 mm
(12 pulg)
ASTM E 280 2 Categoras A,B,C
Aluminio y magnesio ASTM E 155 ...
Mostrado en radiografas
de referencia
Cobre, Ni-Cu ASTM E 272 2 Cdigos A, B a, Bb
Bronce ASTM E 310 2 Cdigos A y B
NOTA:
(1) Ttulos de estndares referidos en esta Tabla son los siguientes:
ASTM
E 155 Radiografas de Referencia para la Inspeccin de Fundiciones de
Aluminio y Magnesio.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 45
E 186 Radiografas de Referencia para Fundiciones de Acero de Paredes
Gruesas [2 a 4 pulg (51 a 114 mm)]
E 272 Radiografas de Referencia para Fundiciones de Alta Resistencia con
Base de Cobre y Nquel-Cobre.
E 280 Radiografas de Referencia para Fundiciones de Acero de Paredes
Gruesas [4-172 a 12 pulg (114 a 305 mm)].
E 310 Radiografas de Referencia para Fundiciones de Bronce al Estao
E 446 Radiografas de Referencia para Fundiciones de Acero hasta 2
pulgadas (51 mm) de espesor.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 46
TABLA 302.3.4
FACTOR DE CALIDAD DE UNIN SOLDADA LONGITUDINAL, E
j
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 47
(b) Tensiones de Presin Exterior. Las tensiones debidas a la presin exterior
deben ser consideradan seguran cuando el espesor de pared del componente de
piping, y su medio de rigidizacin, satisface los requerimientos del prrafo 304.
(c) Tensiones Longitudinales S
L
. La suma de las tensiones longitudinales en
cualquier componente en un sistema de piping, debido a la presin, peso y otras
cargas sostenidas S
L
no deben exceder S
h
en (d) ms abajo. El espesor de
caera utilizado para calcular S
L
debe corresponder al espesor nominal T menos
la permisividad mecnica, de corrosin y erosin c, para el lugar en consideracin.
Las cargas debidas al peso deben basarse en el espesor nominal de todos los
componentes del sistema, salvo justificacin distinta en un anlisis ms riguroso.
(d) Rango de Tensin de Desplazamiento Permisible S
A
. El rango de tensin de
desplazamiento calculado S
E
en un sistema de piping (vea el prrafo 319.4.4) no
debe exceder el rango de tensin de desplazamiento permisible S
A
(vea los
prrafos 319.2.3 y 319.3.4) calculado mediante la ecuacin (1 a):
S
A
=f (1.25S
C
+ 0.25S
h
) (1 a)
Cuando S
h
es superior a S
L
, la diferencia entre ellos puede ser sumada al
trmino 0.25S
h
en la Ecuacin (1 a). En ese caso, el rango de tensin permisible
se calcula mediante la Ecuacin (1b):
S
A
= f [1.25(S
C
+ S
h
)-S
L
] (1b)
En las Ecuaciones (1 a) y (1b):
S
C
=tensin
3
bsica permisible a temperatura mnima del metal esperada durante
el ciclo de desplazamiento bajo anlisis
S
h
=tensin
3
bsica permisible a temperatura mxima del metal esperada durante
el ciclo de desplazamiento bajo anlisis.
f =factor
4
de reduccin de rango de tensin de la Tabla 302.3.5, o calculado
mediante la Ecuacin (1c)5.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 48
TABLA 302.3.5
FACTORES DE REDUCCIN DE RANGO DE TENSIN, f
Ciclos, N Factor, f
7000 y menos
Sobre 7000 hasta 14000
Sobre 14000 hasta 22000
Sobre 22000 hasta 45000
Sobre 45000 hasta 100000
Sobre 100000 hasta 200000
Sobre 200000 hasta 700000
Sobre 700000 hasta 2000000
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
f = 6.0 (N
)
-0.2
<1.0 (1c)
En donde
N =nmero equivalente de ciclos de desplazamiento completo s durante la vida
de servicio esperada del sistema de piping
6
3
Para fundiciones, la tensin bsica permisible debe ser multiplicada por el factor de calidad de
fundicin aplicable E
C
. Para soldaduras longitudinales, la tensin bsica permisible no necesita ser
multiplicada por el factor de calidad de soldadura Ej.
4
Es aplicable a piping esencialmente sin corrosin. La corrosin puede reducir agudamente la vida
cclica; por lo tanto, los materiales resistentes a la corrosin deberan ser considerados en donde
se prev un gran nmero de ciclos de tensiones mayores.
5
La ecuacin (1c) no es aplicable ms all de aproximadamente 2 x 10
6
ciclos. La seleccin de los
factores f ms all de 2 x 10
6
ciclos es responsabilidad del proyectista.
6
Se advierte al proyectista que se puede reducir la vida de fatiga de los materiales operados a
temperaturas elevadas.
Cuando el rango de tensin calculado vara, ya sea por la expansin
trmica u otras condiciones, S
E
se define como el mayor rango de tensin de
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 49
desplazamiento computado. El valor de N en tales casos puede ser calculado
mediante la Ecuacin (1d):
N = N
E
+ (ri
5
Ni) para i = 1,2,..., n (1d)
en donde
N
E
=nmero de ciclos del rango de tensin mxima de desplazamiento calculado,
S
E
r
i
= S
i
/S
E
S
i
= cualquier rango de tensin de desplazamiento calculado inferior a S
E
.
Ni = nmero de ciclos asociado con rango de tensin de desplazamiento Si.
302.3.6 Lmites de Tensiones Calculadas debidas a Cargas Ocasionales
(a) Operacin. La suma de tensiones longitudinales debidas a presin, peso, y
otras cargas sostenidas S
L
y de las tensiones producidas por cargas
ocasionales, tales como viento o terremoto, pueden ser tanto como 1.33 veces
la tensin bsica permisible en el Apndice A. Para fundiciones la tensin
bsica permisible debe ser multiplicada por el factor de calidad de fundicin E
C
.
Cuando el valor bsico de tensin excede dos tercios del lmite de elasticidad
a la temperatura, el valor de tensin permisible debe ser reducido segn lo
especificado en el prrafo 302.3.2(e). Las fuerzas del viento y terremotos no
requieren ser considerados como de actuacin concurrente.
(b) Prueba. Las tensiones debidas a condiciones de prueba no estn sujetas a las
limitaciones del prrafo 302.3. No es necesario considerar otras cargas
ocasionales, tales como viento y terremoto, como de ocurrencia concurrente
con las cargas de prueba.
302.4 Permisividades
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 50
En la determinacin del espesor mnimo requerido del componente de
piping, se deben incluir permisividades para la corrosin, erosin y profundidad de
hilo, o profundidad de ranura. Vea las definiciones para c en el prrafo 304.1.1(b).
A00 302.4.1 Resistencia Mecnica. Cuando es necesario, se debe aumentar el
espesor de la pared para evitar la sobretensin, daos, colapso, o pandeo, debido
a cargas sobrepuestas de soportes, formacin de hielo, relleno, transporte,
manipulacin y otras causas. Cuando el aumento del espesor incrementa
excesivamente las tensiones locales, o el riesgo de fractura frgil, o no es posible
en otra forma, se puede obtener la resistencia requerida a travs de soportes
adicionales, puntales u otros medios sin el aumento del espesor de pared. Se
debe considerar especialmente la resistencia mecnica de conexiones de caeras
pequeas a piping o equipos.
PARTE 2
PRESIN DE DISEO DE COMPONENTES DE PIPING
303 GENERAL
Los componentes manufacturados en conformidad con los estndares
mencionados en la tabla 326.1 deben ser considerados apropiados para su uso
con ratings de presin-temperatura en conformidad con el prrafo 302.2.1. Las
reglas del prrafo 304 estn indicadas para la presin de diseo de componentes
no cubiertos en la tabla 326.1, pero pueden ser utilizados para un diseo especial,
o ms riguroso, de tales componentes. Se debe chequear la calidad de la
resistencia mecnica de los diseos bajo cargas aplicables enumeradas en el
prrafo 301.
304 PRESIN DE DISEO DE COMPONENTES
304.1 Caera Recta
304.1.1 General
(a) El espesor requerido de las secciones rectas de caeras debe ser
determinado en conformidad con la Ecuacin (2):
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 51
t
m
= t + c (2)
El espesor mnimo T para la caera seleccionada, considerando la
tolerancia en menos del manufacturador, no debe ser inferior a t
m
.
(b) Se utiliza la siguiente nomenclatura en las ecuaciones para la presin de
diseo de la caera recta.
t
m
=espesor mnimo requerido, incluyendo las permisividades mecnicas, de
corrosin y de erosin.
t = espesor para presin de diseo, segn se calcula en conformidad con el
prrafo 304.1.2 para presin interior o segn se determina en
conformidad con el prrafo 304.1.3 para presin exterior.
c =la suma de las permisividades mecnicas (profundidad de hilo o ranura)
ms las permisividades de corrosin y erosin. Para componentes
roscados se debe aplicar la profundidad nominal del hilo (dimensin h de
ASME B1.20.1, o equivalente). Para superficies maquinadas o ranuras, en
donde la tolerancia no se especifica, las tolerancias deben ser asumidas
como 0.5 mm (0.02 pulg) adems de la profundidad especificada del corte.
T = espesor de pared de caera (medida o mnima segn especificacin de
compra).
d = dimetro interior de caera. Para el clculo de la presin de diseo, el
dimetro interior de la caera corresponde al valor mximo permisible
bajo la especificacin de compra.
P = presin manmetrica interior de diseo
D = dimetro exterior de caera segn se menciona en las tablas de los
estndares o especificaciones, o segn medicin.
E =factor de calidad de Tabla A-1 A o A-1B
S =valor de tensin para material, de la Tabla A-1.
Y =coeficiente de Tabla 304.1.1, vlido para 1<D/6 y para los materiales
mostrados. El valor de Y puede ser interpolado para temperaturas
intermedias.
Para 1> D/6,
Y = d +2c__
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 52
D +d +2c
A00 304.1.2 Caera Recta bajo Presin Interior
(a) Para t<D/6, el espesor de la presin interior de diseo para caera recta no
debe ser inferior al calculado en conformidad con la Ecuacin (3 a) o Ecuacin
(3b):
TABLA 304.1.1
VALORES DE COEFICIENTE Y
PARA t < D/6
Temperatura, C (F)
Materiales
<482
(900
& menor
510
(950)
538
(1000)
566
(1050)
593
(1100)
>621
(1150
& superior)
Aceros Ferrticos
Aceros Austenticos
Otros Metales Dctiles
Hierro Fundido
0.4
0.4
0.4
0.0
0.5
0.4
0.4
...
0.7
0.4
0.4
...
0.7
0.4
0.4
...
0.7
0.5
0.4
...
0.7
0.7
0.4
...
(c) Para t >D/6 o para P/SE > 0.385, el clculo del espesor para la presin de
diseo para caera recta requiere la consideracin de factores tales como
teora de la falla, efectos de fatiga y tensin trmica.
304.1.3 Caera Recta bajo Presin Exterior. Para determinar los requerimientos
de espesor de pared y de rigidez para caeras rectas bajo presin exterior, se
debe seguir el procedimiento descrito en el Cdigo BPV, Seccin VIII, Divisin 1,
UG-28 hasta UG-30, utilizando como longitud de diseo L la longitud del eje de
simetra entre cualquier par de secciones rigidizadas en conformidad con UG-29.
Como excepcin, para la caera con D
o
/t < 10, el valor de S a utilizar en la
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 53
determinacin de P
a2
debe ser el menor de los siguientes valores para material de
caera a temperatura de diseo.
(a) 1.5 veces el valor de tensin de la Tabla A-1 de este Cdigo;
(b) 0.9 veces el lmite de elasticidad tabulado en la Seccin II, Parte D, Tabla Y-1
para los materiales mencionados.
El smbolo D
o
en la Seccin VIII es equivalente a D en este Cdigo.)
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 54
304.2 Segmentos Curvos de Caera y en Casquetes
A00 304.2.1 Curvas de Caeras. El espesor mnimo requerido t
m
de una curva,
despus del doblado, en su forma terminada, debe ser determinado en
conformidad con la Ec (2) y la Ec. (3c):
PD
t = ------------------ (3c)
2[(SE/I) + PY]
en donde en el intrads (radio interior de curva)
4(R
1
ID) - 1
I = ------------------------- (3d)
4(R
1
ID) - 2
y en el extrads (radio exterior de curva)
4(R
1
ID) + 1
I = ----------------------------- (3e)
4(R
1
ID) + 1
y en la pared lateral en el radio del eje de simetra de la curva,
I = 1.0.
R
1
= radio de curva de codo soldado o curva de caera
Las variaciones del espesor desde el intrads al extrads y a lo largo de la
longitud de la curva debe ser gradual. Los requerimientos de espesor son
aplicables en la mitad de la curva, /2, en el intrads, extrads y radio de eje de
simetra de la curva. El espesor mnimo en las tangentes de los extremos no debe
ser inferior a los requerimientos del prrafo 304.1 para caera recta (vea la Fig.
304.2.1).
304.2.2 Codos. Los codos manufacturados no conformes al prrafo 303 deben ser
calificados segn se requiere en el prrafo 304.7.2, o designados en conformidad
con el prrafo 304.2.1.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 55
304.2.3 Curvas en Casquetes. Un desalineamiento (offset) de 3 grados, o menos,
(ngulo en la Fig. 304.2.3) no requiere consideraciones de diseo como una
curva en casquetes. Ms abajo, en (a) y (b), se entregan mtodos aceptables
para la presin de diseo de curvas en casquetes mltiples y nicos.
(a) Curvas en Casquetes Mltiples. La presin interior mxima permisible debe ser
el menor de los valores calculados con las Ecs. (4 a) y (4b). estas ecuaciones
no son aplicables cuando excede 22.5 grados.
SE(T-c) T-c
P
m
= ----------------- -------------------------------------------- (4 a)
r
2
(T-c) + 0.643 tan r
2
(T -c)
SE(T-c) R
1
r
2
P
m
= ----------------- -------------------- (4 a)
r
2
R1 0.5r
2
(b) Curvas de Casquete nico.
(1) La presin interior mxima permisible para una curva de casquete nico con un
ngulo no superior a 22.5 grados debe ser calculada mediante la Ec. (4 a).
(2) La presin interior mxima permisible para una curva de casquete nico con un
ngulo superior a 22.5 grados debe ser calculada mediante la Ec. (4c):
(c) El espesor de la pared de la caera en casquete T utilizado en las Ecs. (4 a),
(4b) y (4c) debe extenderse una distancia no inferior a M desde la bifurcacin
interior de las soldaduras mitreadas en donde
M =el mayor de 2.5(r
2
T)0.5 o tan (R
1
r
2
)
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 56
La longitud del ahusado en el extremo de la caera mitreada puede ser incluida
en la distancia M.
(d) Se utiliza la siguiente nomenclatura en las Ecs. (4 a), (4b) y (4c) para la presin
de diseo de las curvas en casquetes:
c =igual a lo definido en el prrafo 304.1.1
E =igual a lo definido en el prrafo 304.1.1
P
m
=presin interior mxima permisible para curvas en casquetes
r
2
=radio efectivo de curva en casquetes, definido como la distancia ms
corta desde el eje de simetra a la interseccin de los planos de juntas
mitreadas adyacentes
S = igual a lo definido en el prrafo 304.1.1
T =espesor de pared de caera en casquetes (medido o mnimo segn
especificacin de compra)
=ngulo de corte en casquetes
=ngulo de cambio de direccin en junta mitreada
=2
Para cumplir con este Cdigo, el valor de R1 no debe ser inferior al entregado por
al Ec. (5):
A D
Ri = ----------- + ------- (5)
Tan 2
En donde A tiene los siguientes valores empricos:
(1) para unidades mtricas SI
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 57
(2) para unidades acostumbradas U.S.:
304.2.4 Segmentos Curvos y en casquetes de Caeras bajo Presin
Exterior. El espesor de pared de segmentos curvos y en casquetes de
caeras sujetas a presin exterior puede determinarse segn lo
especificado para caeras rectas en el prrafo 304.1.3.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 58
304.3 Conexiones de Arranques
304.3.1 General
(a) A excepcin de lo provisto en (b) ms abajo, los requerimientos en los prrafos
304.3.2 hasta 304.3.4 son aplicables a conexiones de arranques realizados en
conformidad con los siguientes mtodos:
(1) fittings (Ts, salidas extruidas, fittings en salidas de arranques segn MSS
SP-97, laterales, cruces):
(2) fittings forjados o fundidos en conexiones de arranques no mencionados
(vea prrafo 300.2) y acoplamientos no superiores a DN 80 (NPS 3), unidos
a la caera principal mediante soldadura;
(3) soldadura de la caera de arranque directamente a la caera principal,
con, o sin, adicin de refuerzo, segn se describe en el prrafo 328.5.4.
(b) Las reglas en los prrafos 304.3.2 hasta 304.3.4 corresponden a
requerimientos mnimos, vlidas solamente para conexiones de arranques en
las cuales (utilizando la nomenclatura de la Fig. 304.3.3):
(1) la razn del dimetro-espesor de la caera principal (D
h
/T
h
) es inferior a
100 y la razn de dimetro del arranque-caera principal (D
b
/D
h
) no es
superior a 1.0;
(2) para una caera principal con (D
h
/T
h
) >100, el dimetro del arranque D
b
es
inferior a la mitad del dimetro D
h
de la caera principal.
(3) el ngulo es de al menos 45 grados;
(4) el eje del arranque intersecta el eje de la caera principal.
(c) Cuando no se satisfacen las provisiones en (a) y (b) ms arriba, se debe
calificar la presin de diseo segn se requiere en el prrafo 304.7.2.
(d) Otras consideraciones de diseo relativas a las conexiones de arranques se
establecen en el prrafo 304.3.5.
304.3.2 Resistencia de las Conexiones de Arranques.
La abertura que debe ser realizada en la caera para instalar una conexin de
arranque la debilita y, a menos que el espesor de la caera sea suficientemente
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 59
superior al requerido para sostener al presin, es necesario proporcionar una
adicin de refuerzo. La cantidad de refuerzo requerido para sostener la presin
debe ser determinada en conformidad con el prrafo 304.3.3 o 304.3.4. Existen,
sin embargo, ciertas conexiones de arranques que tienen una adecuada
resistencia a la presin, o refuerzo, en su construccin. Se puede suponer sin un
clculo, que un arranque tiene una resistencia adecuada para sostener la presin
interior y exterior aplicada si:
(a) el arranque utiliza un fitting mencionado en conformidad con el prrafo 303;
(b) el arranque se realiza mediante la soldadura de un acoplamiento roscado, o
SW, o medio acoplamiento directamente en la caera principal en conformidad
con el prrafo 328.5.4, siempre que el tamao del arranque no exceda DN 50
(NPS 2) ni un cuarto del tamao nominal de la caera principal. El espesor
mnimo de pared del acoplamiento en cualquier lugar de la zona de refuerzo (si
existen roscas en la zona, el espesor de pared es medido desde la raz de la
rosca al dimetro exterior mnimo) no debe ser inferior al de una caera de
arranque sin rosca. En ningn caso debe el acoplamiento, o medio
acoplamiento, tener un rating inferior a la Clase 2000 segn ASME B16.11.
(c) el arranque utiliza un fitting de conexin no mencionado (vea el prrafo 300.2)
siempre que el fitting sea fabricado con los materiales en la lista de la Tabla A-
1 y siempre que el arranque califique segn lo requerido en el prrafo 304.7.2.
304.3.3 Refuerzo de Arranques Soldados.
La adicin de refuerzo debe satisfacer los criterios de los prrafos 304.3.3(b) y (c)
cuando no es inherente a los componentes del arranque. En el Apndice H se
muestran ejemplos de problemas que ilustran los clculos para refuerzos de
arranques.
(99) (a) Nomenclatura. La nomenclatura que aparece a continuacin se utiliza en la
presin de diseo de los arranques. Se ilustra en la Fig. 304.3.3, la cual no
entrega detalles para la construccin, o la soldadura. Algunos de los trminos
definidos en el Apndice J estn sujetos a definiciones y variaciones adicionales,
segn se indica a continuacin:
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 60
b = subndice referente al arranque
d
1
= longitud efectiva removida de la caera en el arranque. Para
intersecciones de arranques en donde la abertura del arranque es una
proyeccin del dimetro interior de la caera del arranque (es decir,
arranque fabricado caera a caera), d
1
= [D
b
2 (T
b
c)] /sin
d
2
= medio ancho de la zona de refuerzo
= d
1
o (T
b
c) + (T
h
c) + d
1
/2, cualquiera sea mayor, pero en ningn caso
ms que D
h
h =subndice referido a caera principal o cabezal
L
4
= altura de zona de refuerzo fuera de caera principal
= 2.5 (T
h
c) o 2.5 (T
b
c) + T
r
, cualquiera sea menor.
T
b
= espesor de arranque (medido o mnimo segn especificacin de compra)
excepto para fittings de arranques (vea el prrafo 300.2). Para tales
conexiones el valor de T
b
utilizado en el clculo de L4, d2 y A3, es el
espesor del barril de refuerzo (mnimo segn especificacin de compra)
siempre que el espesor del barril sea uniforme (vea la Fig. K328.5.4) y se
extienda al menos hasta el lmite L4 (vea la Fig. 304.3.3).
T
r
= espesor mnimo del anillo, o poncho de refuerzo, realizado en la caera
(Utilice el espesor nominal si se realiza con una plancha)
= 0, si no existe anillo, o poncho de refuerzo
t = espesor para presin de diseo, de acuerdo con la ecuacin apropiada
de espesor de pared, o el procedimiento en el prrafo 304.1. Para una
caera soldada, cuando el arranque no intersecta la soldadura
longitudinal de la caera principal, se puede utilizar el esfuerzo bsico
permisible S para la caera en la determinacin de t
h
para el propsito
del clculo del refuerzo solamente. Cuando el arranque no intersecta la
soldadura longitudinal de la caera principal, se debe utilizar en el
clculo el producto SE (del valor de esfuerzo S y el factor de calidad de la
unin soldada E
j
de la Tabla A-1B). Se debe utilizar el producto SE del
arranque en el clculo t
b
.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 61
= ngulo ms pequeo entre ejes de arranque y caera principal
(b) Area de Refuerzo Requerida. El rea de refuerzo A
1
requerida para un
arranque bajo presin interior es
A
1
= t
h
d
1
(2 sin ) (6)
Para un arranque bajo presin exterior, el rea A
1
es la mitad del rea calculada
por la Ec. (6), utilizando como t
h
el espesor requerido para la presin exterior.
(c) Area disponible. El rea disponible para el refuerzo se define como
A
2
+ A
3
+ A
4
> A
1
(6 a)
Todas estas reas estn dentro de la zona de refuerzo y se definen
adicionalmente ms adelante:
(1) Area A
2
es el rea resultante del espesor en exceso en la pared de la
caera principal:
A
2
= (2d
2
d
1
) (T
h
t
h
c) (7)
A00 (2) Area A
3
es el rea resultante del espesor en exceso en la pared del
arranque:
A
3
= 2L
4
(T
b
t
b
c) / sin (8)
Si el esfuerzo permisible para la pared del arranque es inferior para la caera
principal, su rea calculada debe ser reducida en la razn de valores de esfuerzo
permisible del arranque y la caera principal en la determinacin de sus
contribuciones al rea A
3
.
(3) Area A4 es el rea de otro metal proporcionado por las soldaduras y el
refuerzo apropiadamente instalado. [Vea el prrafo 304.3.3(f)]. Las reas soldadas
deben basarse en las dimensiones mnimas especificadas en el prrafo 328.5.4, a
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 62
excepcin que se pueden utilizar dimensiones mayores si el soldador recibe
instrucciones especficas de realizar las soldaduras con esas dimensiones.
(d) Zona de Refuerzo. La zona de refuerzo corresponde a un paralelogramo cuya
longitud se extiende una distancia de d
2
en cada lado del eje de simetra del
arranque y cuyo ancho comienza en la superficie interior de la caera principal
(en su condicin corroda) y se extiende ms all de la superficie exterior de la
caera principal en una distancia perpendicular L
4
.
(e )Arranques Mltiples. Cuando dos o ms arranques estn tan cercanamente
espaciados que sus zonas de refuerzo se sobreponen, la distancia entre los
centros de las aberturas debe ser al menos 1 veces su dimetro promedio, y el
rea de refuerzo entre cualquier par de aberturas no debe ser inferior al 50% del
total que ambos requieren. Cada abertura debe tener el refuerzo adecuado en
conformidad con los prrafos 304.3.3(b) y (c). Ninguna parte de la seccin
transversal del metal puede aplicarse a ms de una aberturan ni ser evaluada ms
de una vez en un rea combinada. (Consulte el Estndar PFI ES-7 respecto de
recomendaciones detalladas acerca del espaciamiento de boquillas soldadas).
(e) Refuerzo Adicional
(1) El refuerzo agregado en la forma de un anillo, o un poncho de refuerzo,
como parte del rea A
4
, debe ser de ancho razonablemente constante.
(2) El material utilizado para refuerzo puede diferir del de la caera
principal, siempre que sea compatible con las caeras del arranque y la
principal con respecto a la soldabilidad, requerimientos de tratamiento
trmico, corrosin galvnica, expansin trmica, etc.
(3) Si el esfuerzo permisible para el material de refuerzo es inferior al de la
caera principal, su rea calculada debe ser reducida en la razn de
valores de esfuerzo permisible en la determinacin de su contribucin al
rea A
4
.
(4) No se debe considerar el mrito de un material con un valor de esfuerzo
permisible superior que el de la caera principal.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 63
FIG. 304.3.3 NOMENCLATURA DE CONEXIN DE ARRANQUE
304.3.4 Refuerzo de Cabezales de Salidas Extrudas.
(a) Los principios de refuerzo establecidos en el prrafo 304.3.3 son
esencialmente aplicables a los cabezales de salidas extrudas. Un cabezal de
salida extruda es un tramo de caera en el cual se han moldeado una o ms
salidas para conexin de arranques mediante extrusin, utilizando un dado o
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 64
dados, para controlar el radio de la extrusin. La salida extruda se proyecta
sobre la superficie del cabezal en una distancia h
x
al menos igual al radio
exterior de la salida r
x
(es decir, h
x
> r
x
).
(b) Las reglas en el prrafo 304.3.4 corresponden a requerimientos mnimos,
vlidos solamente dentro de los lmites de la geometra mostrada en la Fig.
304.3.4, y solamente en donde el eje de la salida intersecta y es
perpendicular al eje del cabezal. Cuando no se satisfacen los requerimientos,
o en donde se ha agregado material no integral tal como un anillo, pad, o
poncho de refuerzo a la salida, se debe calificar la presin de diseo segn lo
requerido por el prrafo 304.7.2.
(c) Nomenclatura. La nomenclatura utilizada en este texto se ilustra en la Fig.
304.3.4. Observe el uso del subndice x que significa extrudo. Consulte el
prrafo 304.3.3(a) para la nomenclatura no mencionada aqu.
d
x
= el dimetro para la presin de diseo de la salida extruda, medida en
el nivel de la superficie exterior del cabezal. Se toma esta dimensin
despus de la remocin de todas las permisividades mecnicas y de
corrosin, y todas las tolerancias de espesor.
h
x
= altura de la salida extruda. Esta debe ser igual, o mayor a r
x
[a
excepcin de lo mostrado en el dibujo (b) en la Fig. 304.3.4].
L
S
= altura de zona de refuerzo
= 0.7 D
b
T
x
T
x
= espesor de terminacin corrodo de salida extruda, medido en una
altura igual a r
x
sobre la superficie exterior del cabezal.
d
2
= medio ancho de zona de refuerza (igual a d
x
)
r
x
= radio de curvatura de la porcin del contorno exterior de la salida,
medida en el plano que contiene los ejes del cabezal y del arranque
(d) Limitaciones de Radio r
x
. El radio del contorno exterior r
x
est sujeto a las
siguientes limitaciones.
(1) r
x
mnimo: el menor de 0.05 D
b
o 38 mm (1.50 pulg);
(2) r
x
mximo no debe exceder:
(a) para D
b
<DN 200 (NPS 8), 32 mm (1.25 pulg);
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 65
(b) para D
b
>DN 200, o.1 D
b
+13 mm (0.50 pulg);
(3) para un contorno exterior con radios mltiples, los requerimientos de (1)
y (2) ms arriba son aplicables, considerando el radio de mejor ajuste
sobre un arco de 45 grados como radio mximo,
(4) no se debe utilizar maquinado en orden a satisfacer estos
requerimientos
(e) Area de Refuerzo Requerida. El rea de refuerzo requerida se define por
A
I
= Kt
h
d
x
(9)
En donde K es determinado en la siguiente forma:
(1) Para D
b
/D
h
>0.60, K =1.00
(2) Para 0.60 >D
b
/d
h
>0.15, K =0.6 +2/3 (D
b
/D
h
)
(3) Para D
b
/D
h
<0.15, K =0.70
(f) Area Disponible. El rea disponible para refuerzo se define como
A
2
+ A
3
+ A
4
> A
l
(9 a)
Todas estas reas estn dentro de la zona de refuerzo y se definen
adicionalmente ms adelante
(1) El Area A
2
es el rea resultante del exceso de espesor en la pared del
cabezal:
A
2
= (2d
2
d
x
) (T
h
t
h
c) (10)
(2) El Area A
3
es el rea resultante del exceso de espesor en la caera del
arranque:
A
3
= 2L
5
(T
b
t
b
c) (11)
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 66
FIG.304.3.4 NOMENCLATURA DE CABEZAL DE SALIDA EXTRUIDA
Esta Figura ilustra la nomenclatura del Prrafo 304.3.4. No indica detalles
completos ni un mtodo de construccin preferido.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 67
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 68
FIG.304.3.4 NOMENCLATURA DE CABEZAL DE SALIDA EXTRUIDA
(continuada)
Esta Figura ilustra la nomenclatura del Prrafo 304.3.4. No indica detalles
completos ni un mtodo de construccin preferido.
(3) El Area A4 es el rea resultante del exceso de espesor en el borde de la salida
extruda:
A
4
= 3r
x
(T
x
T
b
c) (12)
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 69
(g) Refuerzo de Aberturas Mltiples. Se deben seguir las reglas para del prrafo
304.3.3(e), a excepcin que el rea requerida y el rea de refuerzo deben ser
las entregadas en el prrafo 304.3.4.
(h) Identificacin. El manufacturador debe establecer la presin de diseo y la
temperatura para cada cabezal de salida extruda y debe marcar el cabezal
con esta informacin, junto con el smbolo B31.3 (indicando la Seccin del
Cdigo aplicable) y el nombre o marca registrada del manufacturador.
304.3.5 Consideraciones Adicionales de Diseo. Los requerimientos de los
prrafos 304.3.1 hasta 304.3.4 tienen la intencin de asegurar un desempeo
satisfactorios de un arranque sujeto solamente a la presin. El proyectista tambin
debe considerar lo siguiente.
(a) Adems de las cargas de presin, se aplican fuerzas externas y movimientos a
un arranque mediante la expansin y contraccin trmica, cargas vivas y
muertas, y movimiento de terminales y soportes de piping. Se debe considerar
especialmente en el diseo que un arranque soporte estas fuerzas y
movimientos.
(b) Se deben evitar los arranques realizados mediante la soldadura del arranque
directamente en la caera principal, bajo las siguientes circunstancias:
(1) Cuando el tamao del arranque es cercano al tamao de la caera
principal, particularmente si la caera est moldeada por expansin en
fro en ms de 1.5%, o si se utiliza caera expandida de un material
sujeto a endurecimiento de trabajo como caera principal;
(2) Cuando se pueden imponer esfuerzos reiterados en la conexin
mediante vibracin, presin pulsante, ciclos de temperatura, etc.
En estos casos, se recomienda un diseo conservador y que se tome en
consideracin el uso de fittings T, o refuerzos del tipo circunvalacin
completa.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 70
(c) Se debe proporcionar una flexibilidad adecuada en una lnea pequea que
salga desde una caera principal grande, para acomodar la expansin trmica
y otros movimientos de la lnea ms grande (vea el prrafo 319.6).
(d) Cuando se utilizan nervaduras, escuadras de refuerzo, o abrazaderas, para
rigidizar el arranque, sus reas no pueden ser contabilizadas como
contribucin al rea de refuerzo determinada en el prrafo 304.3.3(c ), o
304.3.4 (f). Sin embargo, se pueden utilizar nervaduras, o escuadras de
refuerzo, para el fortalecimiento a presin de un arranque en lugar del refuerzo
descrito en los prrafos 304.3.3 y 304.3.4, si el diseo est calificado como lo
requiere el prrafo 304.7.2.
(e) Para los arranques que no satisfacen los requerimientos del prrafo 304.3.1(b),
se debe considerar el refuerzo integral, el refuerzo de circunvalacin completa,
u otros medios de refuerzo.
304.3.6 Conexiones de Arranques bajo Presin Exterior. Se puede determinar
la presin de diseo para una conexin de arranque sujeta a presin externa en
conformidad con el prrafo 304.3.1, utilizando el requerimiento de rea de refuerzo
establecido en el prrafo 304.3.3(b).
304.4 Cierres de Trazado (Closures)
304.4.1 General
(a) Los cierres de trazado que no satisfagan los requerimientos del prrafo 303, o
304.4.1(b), deben ser calificados segn lo requerido por el prrafo 304.7.2.
(b) Para las condiciones de materiales, o de diseo, descritas en este texto, los
cierres de trazado pueden ser diseados en conformidad con las reglas en el
Cdigo BVP, seccin VIII, Divisin 1, calculado con la Ecuacin (13):
t
m
= t + c (13)
en donde
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 71
t
m
=espesor mnimo requerido, incluyendo la permisividad mecnica, de
corrosin y erosin
t = espesor de presin de diseo, calculado para el tipo de cierre y
direccin de carga, mostrado en la Tabla 304.4.1, excepto que los
smbolos utilizados para calcular t deben ser:
E = igual a lo definido en el prrafo 304.1.1
P =presin manomtrica de diseo
S =igual a lo definido en el prrafo 304.1.1
c =suma de las permisividades definidas en el prrafo 304.1.1
304.4.2 Aberturas en Cierres de Trazado
(a) Las reglas en los prrafos 304.4.2(b) hasta (g) son aplicables a las aberturas
no superiores a la mitad del dimetro interior del cierre segn lo definido en la
Seccin Vlll, Divisin 1, UG-36. Un cierre con una abertura mayor debe ser
diseado como un reductor en conformidad con el prrafo 304.6 o, si el cierre
es plano, como un flange en conformidad con el prrafo 304.5
TABLA 304.4.1
REFERENCIAS
1
DEL CDIGO BVP PARA CIERRES DE TRAZADOS
Tipo de Cierre Cncavo a la Presin Convexo a la Presin
UG-32 8d)
UG-32(e)
UG-32(f)
UG-32(g)
UG-32(h)
UG-33(d)
UG-33(e)
UG-33(c )
UG-33(f)
UG-33f)
Elipsoidal
Torisfrico
Hemisfrico
Cnico (sin transicin a articulacin)
Toricnico
Plano (presin en ambos lados)
UG-34
NOTA: (1) Los nmeros de prrafos son del Cdigo BVP, Seccin Vlll, Divisin 1.
(b) Un cierre se debilita con una abertura y, a menos que el espesor del cierre sea
suficientemente en exceso del requerido para sostener la presin, es necesario
proporcionar refuerzo adicional. La necesidad de y la cantidad de refuerzo
requerido deben ser determinados en conformidad con los sub-prrafos ms
adelante, excepto que se considere que el cierre posee el refuerzo necesario si
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 72
la conexin de la salida satisface los requerimientos en el prrafo 304.3.2(b) o
(c ).
(c) El refuerzo para una abertura en un cierre debe ser distribuido en forma tal que
el rea de refuerzo en cada lado de una abertura (considerando cualquier
plano a travs del centro de la abertura normal a la superficie del cierre)
igualar al menos una mitad del rea requerida en ese plano.
(d) El rea transversal total requerida para refuerzo en cualquier plano dado, que
pasa a travs del centro de la abertura, no debe ser inferior a la definida en
UG-37(b), UG-38 y UG-39.
(e) Se debe calcular el rea de refuerzo y la zona de refuerzo en conformidad con
el prrafo 304.3.3 o 304.3.4, considerando el subndice h y otras referencias a
la caera principal o cabezal segn se apliquen al cierre. Cuando el cierre es
curvo, los bordes de la zona de refuerzo deben seguir el contorno del cierre, y
las dimensiones de la zona de refuerzo deben ser medidas paralelas y
perpendiculares a la superficie del cierre.
(f) Si se deben localizar dos o ms aberturas en un cierre, son aplicables las
reglas en los prrafos 304.3.3 y 304.3.4 para el refuerzo de aberturas mltiples.
(g) Las consideraciones de diseo adicionales para arranques, discutidas en el
prrafo 304.3.5, se aplican en igual forma a las aberturas en cierres.
304.5 Presin de Diseo de Flanges y Paletas (Blanks)
304.4.5 Flanges General
(a) Los flanges que no cumplen con los prrafos 303 o 304.5.1(b) o (c) deben ser
calificados segn lo requerido en el prrafo 304.7.2.
(b) Un flange puede ser diseado en conformidad con el Cdigo BVP, Seccin Vlll;
Divisin 1, Apndice 2, utilizando los esfuerzos permisibles y lmites de
temperatura de Cdigo B31.3. La nomenclatura debe ser segn lo definido en
el Apndice 2, a excepcin de lo siguiente:
P =presin manomtrica de diseo
S
a
=esfuerzo de diseo de perno a temperatura atmosfrica
S
f
=producto SE (del valor S y el factor de calidad apropiado E de la Tabla
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 73
A-1 A o A-1B) para flange o material de caera. Vea el prrafo 302.3.2
(e).
(c) Las reglas en (b) ms arriba no son aplicables a una unin enflanchada con
una empaquetadura que se extiende fuera de los pernos (usualmente al
dimetro exterior del flange). Para flanges que hacen un contacto slido fuera
de los pernos, Seccin Vlll, Divisin 1, se debera utilizar el Apndice Y
(d) Vea la Seccin Vlll, Divisin 1, Apndice S, respecto a consideraciones
aplicables a conjuntos de uniones apernadas.
304.5.2 Flanges Ciegos
(a) Los flanges ciegos que no cumplen con los prrafos 303 o 304.5.2(b) deben
ser calificados segn lo requerido por el prrafo 304.7.2.
(b) Un flange ciego puede ser diseado en conformidad con la Ecuacin (14). El
espesor mnimo, considerando la tolerancia en menos del manufacturador, no
debe ser inferior a t
m
:
t
m
= t + c (14)
Para calcular t, se pueden utilizar las reglas de la Seccin Vlll, Divisin 1, UG-34
con los siguientes cambios en la nomenclatura.
f =espesor de presin de diseo, segn lo calculado para los estilos dados
de flange ciego, utilizando las ecuaciones apropiadas para planchas de
cubiertas planas apernadas en UG-34.
c =suma de permisividades definidas en el prrafo 304.1.1
P =presin manomtrica interior o exterior de diseo
S
f
=producto SE (del valor de esfuerzo S y el factor de calidad E apropiado
de la Tabla A-1 A o A-1B) para material de flange. Vea el prrafo
302.3.2(e).
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 74
304.5.3 Paletas (Blanks). El espesor mnimo requerido de una paleta permanente
(configuraciones representativas mostradas en la Fig. 304.5.3) debe ser calculado
en conformidad con la Ecuacin (15).
T
M
= D
G
3P + C
16SE
en donde
d
g
= dimetro interior de empaquetadura para flanges de cara plana o
saliente, o el dimetro del pitch de la empaquetadura para unin
anular y flanges de empaquetadura retenida
E = igual a lo definido en el prrafo 304.1.1
P = presin manomtrica de diseo
S = igual a lo definido en el prrafo 304.11.
c = suma de permisividades definidas en el prrafo 304.1.1
FIG. 304.5.3 PALETAS
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 75
304.6 Reductores
304.6.1 Reductores Concntricos
(a) Los reductores concntricos que no cumplen con el prrafo 303 o 304.6.1(b)
deben ser calificados segn lo requerido en el prrafo 304.7.2.
(b) Los reductores concntricos realizados en una seccin de curva invertida o
cnica, o una combinacin de tales secciones, pueden ser diseados en
conformidad con las reglas de los cierres cnicos y toricnicos establecidos en
el prrafo 304.4.1.
304.6.2 Reductores Excntricos. Los reductores excntricos que no cumplen
con el prrafo 303 deben ser calificados segn lo requerido en el prrafo 304.7.2.
304.7 Presin de Diseo de otros Componentes
304.7.1 Componentes mencionados. Otros componentes sometidos a presin
manufacturados en conformidad con los estndares en la Tabla 326.1 pueden ser
utilizados en conformidad con el prrafo 303.
304.7.2 Componentes y Elementos no Mencionados. El diseo de presin de
componentes no mencionados y de otros elementos de piping, para los cuales no
son aplicables las reglas en el prrafo 304, debe basarse en clculos consistentes
con los criterios de diseo de este Cdigo. Estos clculos deben ser verificados
por uno o ms de los medios establecidos en los prrafos 304.7.2 (a), (b), (c) y (d),
considerando los efectos dinmicos, trmicos y cclicos aplicables en los prrafos
301.4 hasta 301.10, as como el choque trmico. Los clculos y la documentacin
que muestran el cumplimiento con los prrafos 304.7.2(a), (b), (c) o (d) y (e)
deben estar disponibles para la aprobacin del propietario.
(a) extensa y exitosa experiencia en servicio bajo condiciones comparables con
componentes proporcionados en forma similar del mismo material o similar;
(b) anlisis de esfuerzo experimental, tal como el descrito en el Cdigo BVP,
Seccin Vlll, Divisin 2, Apndice 6;
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 76
(c) prueba de comprobacin en conformidad con ASME B16.9; MSS SP-97, o
Seccin Vlll, Divisin 1, UG-101;
(d) anlisis de esfuerzo detallado (es decir, mtodo de elementos finitos) con
resultados evaluados segn lo descrito en la Seccin Vlll, Divisin 2, Apndice
4, Artculo 4-1. El esfuerzo bsico permisible de la Tabla A-1 debe ser utilizado
en lugar de S
m
en la Divisin 2. A temperaturas de diseo en el rango de
deformacin bajo carga, pueden ser necesarias consideraciones adicionales
ms all del alcance de la Divisin 2.
(e) Para cualquiera de los mencionados ms arriba, el proyectista puede interpolar
entre tamaos, espesores de pared y clases de presin y puede determinar
analogas entre los materiales relacionados.
304.7.3 Componentes Metlicos con Partes a Presin No Metlicas. Los
componentes no cubiertos por los estndares mencionados en la Tabla 326.1, en
los cuales las partes metlicas y no metlicas contienen la presin, deben ser
evaluados mediante requerimientos aplicables del prrafo 304.7.2 as como
aquellos del prrafo 304.7.2.
304.7.4 Juntas de Expansin.
(a) Juntas de Expansin con Fuelles Metlicos. El diseo de las juntas de
expansin tipo fuelle debe ser conforme al Apndice X. Vea tambin el
Apndice F, prrafo F304.7.4 para consideraciones adicionales de diseo.
(b) Juntas de Expansin Tipo Deslizamiento (Slip Type).
(1) Los elementos sometidos a presin deben ser conforme al prrafo 318 y
dems requerimientos aplicables de este Cdigo.
(2) Las cargas de piping externas no deben imponer un doblado excesivo en
la junta.
(3) El rea de empuje de presin efectiva debe ser calculada utilizando el
dimetro exterior de la caera.
(c) Otros Tipos de Juntas en Expansin. El diseo de otros tipos de juntas de
expansin debe ser calificado segn lo requerido en el prrafo 304.7.2.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 77
PARTE 3
REQUERIMEINTO DE SERVICIO CON FLUIDO PARA
COMPONENTES DE PIPING
305 CAERA
La caera incluye componentes designados como tubo o tubing en las
especificaciones de materiales, cuando se destinan a servicios con presin.
305.1 General
La caeras mencionadas pueden ser utilizadas en Servicio para Fluido Normal. A
excepcin de lo establecido en los prrafos 305.2.1 y 305.2.2. Se puede utilizar
caera no mencionada solamente segn lo provisto en el prrafo 302.2.3.
305.2 Requerimientos Especficos
305.2.1 Caera para Servicio con Fluido Categora D. Se puede utilizar la
siguiente caera de acero al carbono solamente para Servicio con Fluido
Categora D:
API 5L, Soldada a Tope en Horno
ASTM A 53, Tipo F
ASTM A 134 fabricada con una plancha distinta a ASTM A 285
305.2.2 Caera que requiere Proteccin. Cuando se utiliza para un servicio
distinto al Servicio con Fluido Categora D, la siguiente caera de acero al
carbono debe ser protegida:
ASTM A 134 fabricada de plancha ASTM A 285
ASTM A 139
305.2.3 Caera para Condiciones Cclicas Severas. Solamente la siguiente
caera
7
puede ser utilizada bajo condiciones cclicas severas:
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 78
7
factores de unin o fundiciones E
c
o E
j
especificados para caera soldada o fundida que no se
corresponden con los factores E en la tabla A-1 A o A-1B, estn establecidas en conformidad con
los prrafos 302.3.3 y 302.3.4.
________________________________________________________
(a) Caera de Acero al Carbono.
API 5L, Grado A o B, sin costura
API, 5L, Grado A o B, SAW, Costura recta, E
j
>0.95
API 5L, Grado X42, sin costura
API 5L, Grado X52, sin costura
API 5L, Grado X56, sin costura
API 5L, Grado X60, sin costura
ASTM A 53, sin costura
ASTM A 106
ASTM A 333, sin costura
ASTM A 369
ASTM A 381, E
j
>0.90
ASTM A 524
ASTM A 671, E
J
>0.90
ASTM, 672, E
J
>0.90
ASTM A 691, E
J
>0.90
(b) Caera de Acero de Aleacin Baja e Intermedia.
ASTM A 333, sin costura
ASTM A 335
ASTM A 369
ASTM A 426, E
c
>0.90
ASTM A 671, E
j
>0.90
ASTM A 672, E
j
>0.90
ASTM A 691, E
J
>0.90
(c) Caera de Aleacin de Acero Inoxidable.
ASTM A 268, sin costura
ASTM A 312, sin costura
ASTM A 358, E
j
>0.90
ASTM A 376
ASTM A 451, E
c
>0.90
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 79
(d) Caera de Cobre y Aleacin de Cobre.
ASTM B 42
ASTM B 466
(e) Caera de Nquel y de Aleacin de Nquel
ASTM B 161
ASTM B 165
ASTM B 167
ASTM B 407
(f) Caera de Aleacin de Aluminio
ASTM B 210, Tempers 0 y H112
ASTM B 241, Tempers 0 y H112
306 FITTINGS, CURVAS, CURVAS EN CASQUETES, BRIDAS DE REBORDE
EXPANDIDAS (LAPS) Y CONEXIONES DE ARRANQUES
Se pueden utilizar conexiones de arranques, fittings, curvas, curvas en casquetes
y bridas de reborde expandidas en conformidad con los prrafos 306.1 hasta
306.5. La caera y dems materiales utilizados en tales componentes deben ser
apropiados para el proceso de manufactura, o de fabricacin, y el fluido de
servicio.
306.1 Fittings de Caera.
306.1.1 Fittings Mencionados. Los fittings mencionados pueden ser utilizados en
un Servicio de Fluido Normal en conformidad con el prrafo 303.
306.1.2 Fittings No Mencionados. Se pueden utilizar fittings no mencionados
solamente en conformidad con el prrafo 302.2.3.
306.1.3 Fittings Especficos.
(a) Los fittings de salidas de arranques soldados de marca registrada que han sido
sometidos a prueba de comprobacin de diseo segn lo indicado en ASME
B16.9, MSS SP-97 o el Cdigo BPV, Seccin Vlll, Divisin 1, UG-102 pueden
ser utilizados dentro de sus ratings establecidos.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 80
(b) El espesor de la brida de reborde de un fitting soldado a tope con extremo
corto de caera (stub-end) de unin de reborde Tipo C de marca registrada
debe conformar los requerimientos del prrafo 306.4.2 para bridas de reborde
expandidas.
306.1.4 Fittings para Condiciones Cclicas Severas.
(a) Se deben utilizar solamente los siguientes fittings bajo condiciones cclicas
severas:
(1) forjados
(2) fraguados, con factor E
j
> 0.90
8
; o
(3) fundidos, con factor E
c
> 0.90
8
.
8
Vea los prrafos 302.3.3 y 302.3.4
(b) Los fittings conforme a MSS SP-43, MSS SP-119 y los fittings soldados con
extremo (stub-end) lap-joint Tipo C de marca registrada no deben ser utilizados
bajo condiciones cclicas severas.
306.2 Curvas de Caeras
306.2.1 General. Una curva de caera realizada en conformidad con los prrafos
332.2.1 y 332.2.2 y verificada en su presin de diseo en conformidad con el
prrafos 304.2.1, es apropiada para el mismo servicio que la caera de la cual es
fabricada.
306.2.2 Curvas Corrugadas y Otras. Las curvas de otros diseos (tales como
acanaladas o corrugadas) deben ser calificadas para la presin de diseo segn lo
requerido por el prrafo 304.7.2.
306.2.3 Curvas para Condiciones Cclicas Severas. No se debe utilizar una
curva de caera diseada como acanalada o corrugada bajo condiciones cclicas
severas.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 81
306.3 Curvas En casquetes.
306.3.1 General. A excepcin de lo establecido en el prrafo 306.3.2, una curva
en casquetes realizada en conformidad con el prrafo 304.2.3 y soldada en
conformidad con el prrafo 311.1 es apropiada para ser utilizada en el Servicio con
Fluido Normal.
306.3.2 Curvas En casquetes para Servicio con Fluido Categora D. Una curva
en casquetes que produce un cambio de direccin en una unin simple (ngulo
en la Fig. 304.2.3) superior a 45 grados, o est soldada en conformidad con el
prrafo 311.2.1, puede ser utilizada solamente para Servicio con Fluido Categora
D.
306.3.3 Curvas En casquetes para Condiciones Cclicas Severas. Una curva
en casquetes destinada a ser utilizada bajo condiciones cclicas severas debe ser
realizada en conformidad con el prrafo 304.2.3 y soldada en conformidad con el
prrafo 311.22. y debe tener un ngulo (vea la Fig. 304.2.3) <22.5 grados.
306.4 Bridas de Reborde Expandidas (flared laps) o Fabricadas. Los
siguientes requerimientos no son aplicables a fittings conformes al prrafo 306.1,
ni a las bridas de reborde forjadas en caliente integralmente en los extremos de
caeras.
306.4.1 Bridas de Reborde Fabricadas (Lap). Un brida de reborde fabricada es
apropiada para ser utilizada en Servicio con Fluido Normal, siempre que se
satisfagan todas las siguientes condiciones.
(a) El dimetro exterior de la brida de reborde debe ser de acuerdo a la dimensin
de un extremo de caera (stub end) lap-joint ASME B16.9.
(b) El espesor de la brida de reborde debe ser al menos igual al espesor nominal
de pared de la caera a la cual se conecta.
(c) El material del brida de reborde debe estar mencionado en la Tabla A-1 y debe
tener un esfuerzo permisible al menos tan grande como el de la caera.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 82
(d) La soldadura debe ser conforme al prrafo 322.1 y la fabricacin debe ser
conforme al prrafo 328.5.5.
306.4.2 Bridas de reborde expandidas (Flared laps). Un brida de reborde
expandida es apropiada para ser utilizada en un Servicio con Fluido Normal,
siempre que se satisfagan todas las siguientes condiciones.
(a) El dimetro exterior de la brida de reborde expandida debe ser de acuerdo a la
dimensin de un extremo de caera (stub end) lap-joint ASME B16.9.
(b) El radio del filete de la brida de reborde expandida no debe exceder 3 mm (1/8
pulg) y el flange de respaldo debe satisfacer los requerimientos del prrafo
308.2.5.
(c) El espesor de la brida de reborde, medido en cualquier punto, debe ser al
menos 95% del espesor mnimo de la pared de caera T multiplicado por la
razn entre el radio exterior de la caera y el radio en el cual se mide el
espesor de la brida de reborde.
(d) La presin de diseo debe ser calificada segn lo requerido en el prrafo
304.7.2
306.4.3 Bridas de Reborde para Condiciones Cclicas Severas.
(a) Un brida de reborde fabricada que ser utilizada bajo condiciones cclicas
severas debe conformar los requerimientos del prrafo 306.4.1, excepto que la
soldadura debe ser conforme al prrafo 311.2.2, con la fabricacin limitada a
un detalle equivalente en el dibujo de la Fig. 328.5.5 (d) o (e).
(b) No se deben utilizar bridas de reborde expandidas bajo condiciones cclicas
severas.
306.5 Arranques Fabricados.
Los siguientes requerimientos no son aplicables a fittings que cumplen con el
prrafo 306.1.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 83
306.5.1 General. Un arranque realizado y verificado para la presin de diseo en
conformidad con el prrafo 304.3 y soldado en conformidad con el prrafo 311.1,
es apropiado para ser utilizado en un Servicio con Fluido Normal.
306.5.2 Arranques Fabricados para Condiciones Cclicas Severas. Un
arranque fabricado para ser utilizado bajo condiciones cclicas severas debe
satisfacer los requerimientos del prrafo 306.5.1, excepto que la soldadura debe
ser conforme al prrafo 311.2.2, con una fabricacin limitada a un detalle
equivalente al dibujo en la Fig. 328.5.4D (2) o (4), o a la Fig. 328.5.4E.
307 VLVULAS Y COMPONENTES DE ESPECIALIDADES
Tambin se deben satisfacer los siguientes requerimientos como aplicables por
otros componentes de piping sometidos a presin, tales como trampas, filtros y
separadores. Vea tambin el apndice F, prrafos F301.4 y F.307.
307.1 General
307.1.1 Vlvulas Mencionadas. Una vlvula mencionada es apropiada para ser
utilizada en Servicio con Fluido Normal, a excepcin de lo establecido en el
prrafo 307.2.
307.1.2 Vlvulas No Mencionadas. Se pueden utilizar vlvulas no mencionadas
solamente en conformidad con el prrafo 302.2.3. A menos que se establezcan
los ratings de presin-temperatura mediante el mtodo presentado en el Apndice
F de ASME B16.34, la presin de diseo debe ser calificada segn lo requerido en
el prrafo 304.7.2.
307.2 Requerimientos Especficos.
Una vlvula con bonete apernado cuyo bonete est asegurado al cuerpo mediante
menos de cuatro pernos, o por un perno-U, puede ser utilizada solamente para
Servicio con Fluido Categora D.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 84
308 FLANGES, PALETAS (BLANKS), CARAS DE FLANGES Y
EMPAQUETADURAS
308.1 General
308.1.1 Componentes Mencionados. Un flange, una paleta o una
empaquetadura mencionada es apropiada para ser utilizada en un servicio con
Fluido Normal, a excepcin de lo establecido en el prrafo 308.
308.1.2 Componentes No Mencionados. Flanges, paletas y empaquetaduras no
mencionadas pueden ser utilizados solamente en conformidad con el prrafo
302.2.3.
(99) 308.2 Requerimientos Especficos para Flanges.
Vea el Apndice F, prrafos F308.2 y F312.
308.2.1 Flanges de deslizamiento
(a) Un flange de deslizamiento debe tener soldadura doble segn se muestra en
la Fig. 328.5.2B cuando el servicio est:
(1) sujeto a erosin severa, corrosin de intersticios o carga cclica,
(2) es inflamable, txico o daino para el tejido humano,
(3) bajo severas condiciones cclicas;
(4) a temperaturas inferiores a 101C (-150F).
(b) Se debe evitar el uso de flanges de deslizamiento cuando se esperan ciclos de
temperatura muy grandes, particularmente si los flanges no estn aislados.
(c) Flanges de deslizamiento como Bridas de Reborde. Se puede utilizar un
flange de deslizamiento como brida de reborde solamente segn se muestra
en la Tabla 308.2.1 a menos que la presin de diseo sea calificada en
conformidad con el prrafo 304.5.1. un radio de esquina o bisel debe
conformar uno de los siguientes segn corresponda:
(1) para un extremo de caera lap-joint ASME B16.9, o un brida de reborde
forjada (vea el prrafo 306.4.3) el radio del vrtice debe ser segn lo
especificado en ASME B16.5, Tablas 9 y 12, dimensin r.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 85
(2) Para un brida de reborde fabricada, el bisel esquinado debe ser al menos
la mitad del espesor nominal de la caera a la cual se conecta el brida de
reborde (vea la Fig. 328.5.5).
(3) Para un brida de reborde expandida, vea el prrafo 308.2.5.
TABLA 308.2.1
CLASES DE RATING/TAMAOS PERMISIBLES PARA FLANGES DE
DESLIZAMIENTO UTILIZADOS COMO BRIDAS DE REBORDE
1
RATING TAMAO MXIMO DE FLANGE
PN CLASE DN NPS
20
50
150
300
300
200
12
8
NOTA:
(1) El espesor real del flange en el crculo de pernos debe ser al menos igual al espesor
mnimo requerido del flange en ASME B16.5
308.2.2 Flanges de Unin Expandida. Un flange que contiene un inserto de
unin expandida est sujeto a los requerimientos de las uniones expandidas en el
prrafo 313.
308.2.3 Flanges Roscados y SW. Un flange SW est sujeto a los requerimientos
para SW del prrafo 311.2.4. Un flange roscado est sujeto a los requerimientos
para uniones roscadas en el prrafo 314.4.
308.2.4 Flanges para Condiciones Cclicas Severas. Salvo que tenga
proteccin, un flange que ser utilizado bajo severas condiciones cclicas debe ser
de cuello soldado conforme a ASME B16.5 o ASME B16.47, o un flange de
proporciones similares diseado en conformidad con el prrafo 304.5.1.
308.2.5 Flanges para Bridas de Reborde Expandida Metlicos. Para un flange
utilizado con una brida de reborde expandida metlica (prrafo 306.4.2), la
interseccin de la cara y el dimetro interior debe ser biselada o redondeada en
aproximadamente 3 mm (178 pulg). Vea tambin el prrafo 308.2.1(c ).
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 86
308.3 Caras de Flanges
La cara del flange debe ser apropiada para el servicio pretendido y para la
empaquetadura y apernado empleados.
308.4 Empaquetaduras
Las empaquetaduras deben ser seleccionadas en forma tal que la carga de
asiento requerida sea compatible con el rating del flange y las caras, la resistencia
del flange y su apernado. Los materiales deben se apropiados para las
condiciones de servicio. Vea tambin el Apndice F, prrafo F308.4.
309 APERNADO
El apernado incluye pernos, prisioneros, esprragos, pernos guas, tuercas y
arandelas. Vea tambin el Apndice F, prrafo F309.
309.1 General
309.1.1 Apernado Mencionado. El apernado mencionado es apropiado para ser
utilizado en Servicio con Fluido Normal, a excepcin de lo establecido en alguna
otra parte del prrafo 309.
309.1.2 Apernado No Mencionado. El apernado no mencionado puede ser
utilizado solamente en conformidad con el prrafo 302.2.3.
309.1.3 Apernado para Componentes. El apernado para componentes conforme
a un estndar mencionado debe estar de acuerdo con ese estndar, si se
especifica en este texto.
309.1.4 Criterios de Seleccin. El apernado seleccionado debe ser adecuado
para asentar la empaquetadura y mantener la hermeticidad de la unin bajo todas
las condiciones de diseo.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 87
309.2 Apernado Especfico.
309.2.1 Apernado con Bajo Lmite de Elasticidad. El apernado con un lmite de
elasticidad mnimo especificado de no ms de 207 Mpa (30 ksi) no debe ser
utilizado para uniones enflanchadas con ratings segn ASME B16.5 PN 68 (Clase
400) y ms altos, ni para uniones enflanchadas con empaquetaduras metlicas, a
menos que se realicen clculos que muestren una resistencia adecuada para
mantener la hermeticidad de la unin.
309.2.2 Apernado de Acero al Carbono. A excepcin de las limitaciones de otras
provisiones de este Cdigo, el apernado de acero al carbono puede ser utilizado
con empaquetaduras no metlicas en uniones enflanchadas con rating de ASME
B16.5 NP 50 (Clase 300) y menores para temperaturas del metal de los pernos a
29C (-20F a 400F), inclusive. Si estos pernos son galvanizados, se deben
utilizar tuercas hexagonales gruesas, roscadas segn necesidad.
A00 309.2.3 Apernado para Combinaciones de Flanges no Metlicos. Cualquier
apernado que satisfaga los requerimientos del prrafo 309 puede ser utilizado con
cualquier combinacin de material de flange y caras. Para flanges conforme a las
especificaciones de ASME B16.1, ASME B16.24, MSS SP-24 o MSS SP-51, el
material del apernado no debe ser ms resistente que el apernado de bajo lmite
de elasticidad, a menos que:
(a) ambos flanges tengan caras planas y se utilice una empaquetadura de cara
completa, o,
(b) la secuencia y los lmites de torque para el apernado estn especificados,
considerando las cargas sostenidas, deformacin por desplazamiento y cargas
ocasionales (vea los prrafos 302.3.5 y 302.3.6) y resistencia de los flanges.
309.2.4 Apernado para Condiciones Cclicas Severas. No se debe utilizar
apernado de bajo lmite de elasticidad (vea el prrafo 309.2.1) para uniones
enflanchadas bajo severas condiciones cclicas.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 88
309.3 Agujeros Perforados
Los agujeros perforados para el apernado sometido a presin en componentes de
piping metlico deben tener la profundidad necesaria para permitir que el
enganche de las roscas sea al menos 7/8 veces el dimetro nominal de la rosca.
PARTE 4
REQUERIMIENTOS DE SERVICIO CON FLUIDO
PARA UNIONES DE PIPING
310 GENERAL
Las uniones de piping deben ser seleccionadas segn el material del piping y el
servicio con fluido, considerando la hermeticidad de la unin y la resistencia
mecnica bajo el servicio esperado y las condiciones de prueba de la presin,
temperatura y carga exterior.
311 UNIONES SOLDADAS
Las uniones pueden ser realizadas mediante soldadura en cualquier material para
el cual es posible calificar los procedimientos de soldadura, los soldadores y los
operadores en conformidad con las reglas del captulo V.
311.1 General
A excepcin de lo provisto en los prrafos 311.2.1 y 311.2.2, las soldaduras deben
conformar lo siguiente:
(a) las soldaduras deben ser conforme al prrafo 328.
(b) El precalentamiento y el tratamiento trmico deben ser de acuerdo a los
prrafos 330 y 331, respectivamente.
(c) Las inspecciones deben realizarse conforme al prrafos 341.4.1.
(d) Los criterios de aceptacin deben ser los de la Tabla 341.3.2 para Servicio con
Fluido Normal.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 89
311.2 Requerimientos Especficos.
311.2.1 Soldaduras para Servicio con Fluido Categora D .
Las soldaduras que satisfacen los requerimientos del prrafo 322.1, pero para las
cuales la inspeccin es conforme al prrafo 341.4.2, y los criterios de aceptacin
son aquellos de la Tabla 341.3.2 para el servicio con Fluido Normal Categora D,
pueden ser utilizadas solamente en ese servicio.
311.2.2 Soldaduras para Condiciones Cclicas Severas. Las soldaduras para
ser utilizadas bajo condiciones cclicas severas deben satisfacer los
requerimientos del prrafo 311.1, con la excepcin que la inspeccin debe ser
conforme al prrafo 341.4.3, y los criterios de aceptacin deben ser aquellos de la
Tabla 341.3.2, para condiciones cclicas severas.
311.2.3 Anillos de Respaldo e Insertos Consumibles.
(a) Si se utiliza un anillo de respaldo en donde el intersticio resultante es
perjudicial (es decir, sujeto a corrosin, vibracin o condiciones cclicas
severas), este debe ser removido y se debe esmerilar la cara interior de la
unin para dejarla suave. Cuando no es posible remover el anillo de respaldo
en este tipo de caso, se debe considerar soldar sin anillo de respaldo o utilizar
insertos consumibles, o anillos de respaldo no metlicos removibles.
(b) No se deben utilizar anillos de respaldo partidos bajo condiciones cclicas
severas.
311.2.4 Soldaduras SW
(a) Las uniones soldadas SW (prrafo 328.5.2) deben ser evitadas en cualquier
servicio en donde se puede producir corrosin de intersticios, o corrosin
severa.
(b) Las uniones soldadas SW deben conformar lo siguiente
A00 (1) Las dimensiones de las SW deben ser de acuerdo con ASME B16.5 para
flanges y ASME B16.11 o MSS SP-119 para otros componentes SW.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 90
(2) Las dimensiones de las soldaduras no deben ser inferiores a aquellas
mostradas en las Figs. 328.5.2B y 328.5.2C.
(c) Las soldaduras SW superiores a DN 50 (NPS 2) no deben ser utilizadas bajo
condiciones cclicas severas.
(d) Un drenaje, o bypass, en un componente puede ser conectado mediante SW,
siempre que las dimensiones del SW sea conforme a la Fig. 4 en ASME b16.5.
311.2.5 Soldaduras de Filete
(a) Las soldaduras de filete en conformidad con el prrafo 328.5.2 pueden ser
utilizadas como soldaduras principales para conectar componentes SW y
flanges de deslizamiento.
(b) Las soldaduras de filete tambin pueden ser utilizadas para conectar refuerzos
y conexiones estructurales, para complementar la resistencia y reducir la
concentracin de esfuerzo de las soldaduras principales y para evitar el
desmontaje de las uniones
311.2.6 Soldaduras de Sello. Las soldaduras de sello (prrafo 328.5.3) pueden
ser utilizadas solamente para evitar la filtracin de uniones roscadas y no deben
ser consideradas como contribucin a la resistencia de las uniones.
312 UNIONES ENFLANCHADAS
312.1 Uniones que utilizan Flanges de Diferentes Ratings
Cuando flanges de diferente rating estn apernados entre s, el rating de la unin
no debe exceder el rating menor de uno de los flanges. El torque del apernado
debe ser limitado de manera que no se impongan cargas excesivas sobre el flange
con el rating menor para obtener una unin hermtica.
312.2 Uniones de Flanges Metlicos a No Metlicos
Cuando un flange metlico es apernado a un flange no metlico, ambos deben ser
de caras planas. Se prefiere una empaquetadura de cara completa. Si se utiliza
una empaquetadura que se extiende solamente hasta el borde interior de los
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 91
pernos, el torque del apernado debe ser limitado de manera que no se
sobrecargue el flange no metlico.
313 UNIONES EXPANDIDAS
(a) no se deben utilizar uniones expandidas bajo condiciones cclicas severas.
Para otros servicios se deben proporcionar medios adecuados para evitar la
separacin de la unin. Si el fluido es txico o daino para los tejidos
humanos, se requiere protecciones.
(b) Se debe tomar en consideracin al hermeticidad de las uniones expandidas
cuando estn sometidas a vibracin, expansin diferencial, o contraccin,
debido a ciclos de temperatura, o cargas mecnicas exteriores.
314 UNIONES ROSCADAS
314.1 General
Las uniones roscadas son apropiadas para Servicio con Fluido Normal, a
excepcin de lo establecido en otra parte en el prrafo 314. Pueden ser utilizadas
bajo condiciones cclicas severas solamente segn lo provisto en el prrafo
314.1(c) y 314.2.2.
(a) Se deben evitar las uniones roscadas en cualquier servicio en donde puede
producirse corrosin de intersticios, erosin severa, o cargas cclicas.
(b) Cuando las uniones roscadas deben tener soldadura de sello, no se debe
utilizar compuesto sellante de roscas.
(c) La disposicin (layout) del piping que emplea uniones roscadas debe, en lo
posible, minimizar la tensin en las uniones, entregando consideracin
especial a las tensiones debidas a la expansin trmica y a la operacin de
vlvulas (particularmente una vlvula en un extremo libre). Se deben tomar las
provisiones para contrarrestar las fuerzas que tienden a destornillar las
uniones.
(d) A excepcin de uniones especialmente diseadas que emplean anillos de
lentes o empaquetaduras similares, se pueden utilizar flanges roscados en los
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 92
cuales los extremos de la caera se proyectan para servir como superficie de
la empaquetadura solamente para Servicio con Fluido Categora D.
314.2 Requerimientos Especficos
314.2.1 Uniones de Rosca Cnica. Los requerimientos en (a) hasta (c) ms
abajo son aplicables a uniones en las cuales las roscas de ambos componentes
hermanos son de acuerdo a ASME B1.20.1.
(a) Se pueden utilizar componentes con rosca macho en conformidad con la Tabla
314.2.1 y sus Notas.
(b) Los componentes con rosca hembra deben ser al menos equivalentes en
resistencia y dureza a los componentes roscados mencionados en la Tabla
326.1 y en otras formas apropiados para el servicio.
(c) Los componentes roscados correspondientes a alguna especialidad y que no
estn sujetos a carga de momentos externa, tales como thermometer wells,
pueden ser utilizados bajo condiciones cclicas severas.
(d) Se puede utilizar un acoplamiento con roscas rectas solamente para el Servicio
con fluido Normal categora D, y solamente con componentes hermanos de
rosca cnica.
314.2.2 Uniones de Rosca Recta. Se pueden utilizar uniones roscadas en las
cuales la hermeticidad de la unin es proporcionada por una superficie de asiento
distinta a las roscas (es decir, una unin que incluye extremos macho y hembra
unidos con una trueca de unin roscada, u otra construccin mostrada tpicamente
en la Fig. 335.3.3). si se utilizan estas uniones bajo severas condiciones cclicas y
estn sujetas a cargas de momentos externas, se requiere proteccin.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 93
TABLA 314.2.1
ESPESOR MNIMO DE COMPONENTES
1
ROSCADOS MACHO
Servicio con
Fluido
Material Sensible a
Entalle
Rango de Tamao
[Nota (2)]
DN NPS
Espesor Mn de Pared
[Nota (3)]
Normal
Normal
Servicio D
Si [Nota (4)]
No [Nota (5)]
Ambos
<40
50
65-100
<50
65-150
<300
<1
2
2 172-6
<2
2 172-6
<12
Ach 80
Sch 40
Sch 40
Sch 40S
Sch 40S
Segn
Prrafo 304.1.1
NOTAS:
(1) Use el mayor del prrafo 304.1.1 o el espesor mostrado en esta tabla.
(2) Para tamaos >DN50 (NPS 2), la unin debe se protegida (vea el Apndice G) para
un servicio con fluido inflamable, txico o daino para el tejido humano.
(3) Los espesores nominales de pared corresponden a Sch. 40 y 80 en ASME B36.10M y
Sch. 40S en ASME B36.19M.
(4) Por ejemplo, acero al carbono.
(5) Por ejemplo, acero inoxidable austentico.
315 UNIONES DE TUBING
315.1 General
Para la seleccin y aplicacin de fittings de tubos expandidos, no expandidos y de
compresin, el proyectista debe considerar los posibles efectos adversos sobre las
uniones, de factores tales como el montaje y desmontaje, cargas cclicas,
vibracin, choque y expansin y contraccin trmicas.
315.2 Uniones conforme a los Estndares Mencionados.
Las uniones que utilizan fittings de tubing tipo expandidos, no expandidos o de
compresin cubiertos por los estndares mencionados pueden ser utilizados en el
servicio con Fluido Normal siempre que:
(a) los fittings y las uniones sean apropiadas para el tubing con el cual sern
utilizados (considerando el espesor de pared mximo y mnimo) y sean
utilizados dentro de los lmites de presin-temperatura del fitting y de la unin;
y
(b) las uniones tengan protecciones cuando se utilizan bajo severas condiciones
cclicas.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 94
315.3 Uniones no conforme a los Estndares Mencionados
Las uniones que utilizan fittings de tubing tipo expandidos, no expandidos o de
compresin que no son mencionados en la Tabla 326.1 pueden ser utilizadas en
conformidad con el prrafo 315.2 siempre que el tipo de fitting seleccionado sea
tambin apropiado para la presin y otras cargas. El diseo debe ser calificado
segn se requiere en el prrafo 304.7.2.
316 UNIONES CALAFATEADAS
Las uniones calafateadas tales como las uniones tipo campana deben limitarse al
servicio con fluido Categora D y a una temperatura no superior a 93C (200F).
Deben ser utilizadas dentro de las limitaciones de presin-temperatura de la unin
y de la caera. Se deben tomar las provisiones para prevenir el desenganche de
las uniones, para evitar el pandeo del piping, y sostener las reacciones laterales
producidas por los arranques u otras causas.
317 UNIONES CON SOLDADURA BLANDA (SOLDERING) Y SOLDADURA
FUERTE (BRAZING)
317.1 Uniones con soldadura blanda
Se deben realizar uniones con soldadura blanda en conformidad con las
provisiones del prrafo 333 y pueden ser utilizadas solamente en el servicio con
Fluido categora D. Las uniones de filete realizadas mediante metal de soldadura
blanda no estn permitidas. El bajo punto de fusin de la soldadura blanda debe
ser considerado cuando est involucrada una posible exposicin al fuego o a
temperatura elevada.
317.2 Uniones con Soldadura Fuerte
(a) Las uniones con soldadura fuerte realizadas en conformidad con las
provisiones en el prrafo 333 son apropiadas para el servicio con Fluido
Normal. Deben tener protecciones en servicios con fluidos que son
inflamables, txicos, o dainos para los tejidos humanos. No deben ser
utilizados bajo condiciones cclicas severas. El punto de fusin de las
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 95
aleaciones de soldadura fuerte debe ser considerado cuando est involucrada
una posible exposicin al fuego.
(b) Las uniones de filete realizadas con metal de aporte de soldadura fuerte no
estn permitidas.
318 UNIONES ESPECIALES
Las uniones especiales son aquellas no cubiertas en el Captulo ll, Parte 4, tales
como uniones tipo brida con empaquetadura y tipo campana.
318.1 General
318.1.1 Uniones Mencionadas. Las uniones que utilizan componentes
mencionados son apropiadas para Servicio con Fluido Normal.
318.1.2 Uniones No Mencionadas. Para uniones que utilizan componentes no
mencionados, la presin de diseo debe ser calificada segn lo requerido por el
prrafo 304.7.2.
318.2 Requerimientos Especficos.
318.2.1 Integridad de Uniones. Se debe evitar la separacin de la unin con un
medio con suficiente resistencia para soportar las condiciones de servicio
previstas.
318.2.2 Enclavamiento (Interlocks) de Uniones. Se deben proporcionar
enclavamientos mecnicos o soldados para evitar la separacin de cualquier unin
utilizada para un servicio con fluido que sea inflamable, txico o daino para el
tejido humano; de cualquier unin utilizada bajo severas condiciones cclicas y de
cualquier unin expuesta a temperaturas en el rango de la deformacin bajo carga
(creep).
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 96
318.2.3 Uniones Tipo Brida y Campana. Si no estn cubiertas por el prrafo 316,
las uniones tipo brida y campana utilizadas bajo severas condiciones cclicas
requieren protecciones.
PARTE 5
FLEXIBILIDAD Y SOPORTE
319 FLEXIBILIDAD DEL PIPING
319.1 Requerimientos
319.1.1 Requerimeintos Bsicos. Los sistemas de piping deben tener suficiente
flexibilidad para evitar que la expansin y contraccin trmicas, o los movimientos
de los soportes y terminales del piping, causen:
(a) Falla del piping, o de los soportes, debido a sobre esfuerzo o fatiga
(b) Filtracin en uniones
(c) Esfuerzos dainos, o deformacin del piping y de las vlvulas o en el equipo
conectado (bombas y turbinas, por ejemplo), resultante de empujes y
momentos excesivos en el piping.
319.1.2 Requerimientos Especficos. En el prrafo 319 se entregan conceptos,
datos y mtodos para determinar los requerimientos de flexibilidad en un sistema
de piping y para asegurar que el sistema satisface todos estos requerimientos.
Brevemente, estos requerimientos son:
(a) que el rango de esfuerzo calculado en cualquier punto debido a
desplazamientos en el sistema no debe exceder el rango de esfuerzo
permisible establecido en el prrafo 302.3.5
(b) que las fuerzas de reaccin calculadas en el prrafo 319.5 no deben ser
dainas para los soportes o para el equipo conectado y
(c) que el movimiento calculado del piping debe estar dentro de los lmites
descritos, y estar apropiadamente considerado en los clculos de flexibilidad.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 97
Si se determina que un sistema de piping no posee una flexibilidad inherente
adecuada, se deben proporcionar medios para aumentar la flexibilidad en
conformidad con el prrafo 319.7.
319.2 Conceptos
En los siguientes prrafos se abarcan los conceptos caractersticos del anlisis de
flexibilidad del piping. Se consideran especialmente los desplazamientos
(deformaciones) en el sistema de piping, y los esfuerzos de doblado y torsin
resultantes.
319.2.1 Deformaciones de Desplazamiento.
(a) Desplazamientos Trmicos. Un sistema de piping sufre cambios dimensionales
con cualquier cambio en la temperatura. Si su libre expansin o contraccin
estn restringidas por el equipo conectado y fijaciones, tales como guas y
anclajes, ser desplazado de su posicin no restringida.
(b) Flexibilidad de Fijaciones. Si las fijaciones no se consideran rgidas, se debe
tomar en cuenta su flexibilidad en la determinacin del rango de esfuerzo de
desplazamiento y reacciones.
(c) Desplazamientos Expuestos Externamente. El movimiento causado
externamente en las fijaciones impondr desplazamientos del piping adems
de aquellos relacionados con los efectos trmicos. Los movimientos pueden
ser el resultado de cambios en las mareas (piping de muelles), oscilacin por
viento (es decir, piping soportado por una torre alta y angosta), o cambios de
temperatura en equipos conectados.
El movimiento causado por el asentamiento del terreno, dado que es un efecto
de ciclo simple, no afectar significativamente la vida de fatiga. Un rango de
esfuerzo de desplazamiento superior al permitido en el prrafo 302.3.5(d)
puede ser permisible si se considera apropiadamente evitar la deformacin
localizada excesiva y las reacciones terminales.
(d) Total de Deformaciones de Desplazamiento. Los desplazamientos trmicos,
los desplazamientos de reacciones y los desplazamientos impuestos
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 98
externamente tienen todos efectos equivalentes sobre el sistema de piping y
deben ser considerados en conjunto para determinar el total de las
deformaciones de desplazamiento (deformacin proporcional) en diferentes
partes del sistema de piping.
319.2.2 Esfuerzos de desplazamiento.
(a) Comportamiento Elstico. Los esfuerzos pueden ser considerados
proporcionales a las deformaciones de desplazamiento totales en un sistema
de piping en el cual las deformaciones estn bien distribuidas y no son
excesivas en ningn punto (un sistema balanceado). La disposicin del piping
debe favorecer esta condicin, la cual se asume en los mtodos de anlisis
de flexibilidad proporcionados en este Cdigo.
(b) Comportamiento de Sobredeformacin. Los esfuerzos no pueden ser
considerados proporcionales a las deformaciones de desplazamiento a lo
largo de un sistema de piping en el cual la cantidad excesiva de deformacin
puede ocurrir en porciones localizadas del sistema (un sistema
desbalanceado). La operacin de un sistema desbalanceado en el rango de
deformacin bajo carga puede agravar los efectos dainos debidos a la
acumulacin de deformacin bajo carga en las regiones ms susceptibles del
sistema. El desbalance puede ser el resultado de uno, o ms, de los
siguientes:
(1) caeras principales de tamao pequeo altamente tensionadas en serie
con caeras principales relativamente rgidas o de gran tamao
(2) una reduccin local en el tamao o espesor de pared, o el uso local de
material con un lmite de elasticidad reducido (por ejemplo, soldaduras
circulares de resistencia substancialmente inferior a la del metal base);
(3) una configuracin de lnea en un sistema de tamao uniforme en el cual
la expansin o contraccin debe ser absorbida en su mayor parte en un
pequeo offset de las porciones mayores de la caera principal;
(4) variacin del material del piping o de la temperatura en una lnea.
Cuando las diferencias en el mdulo elstico dentro de un sistema de
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 99
piping afectarn significativamente la distribucin de esfuerzos, los
esfuerzos de desplazamiento resultantes deben ser calculados en base
a los mdulos elsticos reales en las temperaturas operativas
respectivas para cada segmento en el sistema y entonces multiplicadas
por la razn del mdulo elstico a temperatura ambiente y el mdulo
utilizado en el anlisis de cada segmento.
Se debe evitar, o minimizar, el desbalance mediante el diseo y
disposicin de los sistemas de piping. Muchos de los efectos del
desbalance pueden ser mitigados mediante el uso selectivo de la
deformacin intencional en fro. Si no se puede evitar el desbalance, el
proyectista debe utilizar mtodos analticos apropiados en conformidad
con el prrafo 319.4 para asegurar la flexibilidad segn lo definido en el
prrafo 319.1.
319.2.3 Rango de Esfuerzo de Desplazamiento.
(a) En contraste con los esfuerzos por fuerzas sostenidas, tales como presin
interna o peso, se puede permitir que los esfuerzos de desplazamiento logren
suficiente magnitud para lograr deformacin local en diferentes porciones de
un sistema de piping. Cuando el sistema es operado inicialmente a la
condicin de mayor desplazamiento (temperatura ms alta o ms baja, o el
mayor movimiento impuesto) de su condicin instalada, cualquier deformacin
bajo carga produce una reduccin o relajacin de esfuerzos. Cuando es ms
tarde devuelto a su condicin original (o una condicin de desplazamiento
positivo), se produce una inversin o redistribucin de esfuerzos denominada
self-springing. En sus efectos es similar a la deformacin intencional en fro.
(b) Mientras los esfuerzos resultantes de deformaciones de desplazamiento
disminuyen con el tiempo debido a deformacin bajo carga, la diferencia
algebraica entre los esfuerzos en la condicin de desplazamiento extremo y la
condicin original (segn instalacin) (o cualquier condicin prevista con un
efecto diferencial mayor) permanece sustancialmente constante durante cada
uno de los ciclos. La diferencia en estas deformaciones produce una
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 100
diferencial de presin correspondiente, rango de esfuerzo de desplazamiento,
el cual es utilizado como el criterio en el diseo del piping para la flexibilidad.
Vea el prrafo 302.3.5 (d) respecto del rango de tensin permisible S
A
y el
prrafo 319.4.4(a) para el rango de tensin calculado S
E
.
(c) Los esfuerzos axiales promedio (sobre la seccin transversal de la caera)
debida a fuerzas longitudinal causados por deformaciones de desplazamiento
no se consideran normalmente en la determinacin del rango de esfuerzo de
desplazamiento, dado que este esfuerzo no es significativo en disposiciones
tpicas de piping. Los ejemplos incluyen lneas sepultadas con contenido de
fluidos a alta temperatura, caeras con paredes dobles y lneas paralelas
con diferentes temperaturas operativas, conectadas conjuntamente en ms
de un punto.
319.2.4 Deformacin Intencional en Fro. (Cold spring). Es la deformacin
intencional del piping durante el montaje para producir un desplazamiento y
esfuerzo iniciales deseados. La deformacin intencional en fro es beneficiosa
dado que sirve para balancear la magnitud del esfuerzo bajo condiciones de
desplazamiento iniciales y extremas. Cuando la deformacin intencional en fro es
aplicada apropiadamente no existe posibilidad de exceso de deformacin durante
la operacin inicial; por lo tanto, se recomienda especialmente para materiales de
piping de ductilidad limitada. Tambin existe menos desviacin de las dimensiones
instaladas durante la operacin inicial, de manera que las barras de suspensin no
sean desplazadas de su ubicacin original.
Considerando que la vida til de servicio de un sistema de piping es afectado ms
por el rango de variacin del esfuerzo en un momento dado, no se permite
considerar la deformacin intencional en fro en los clculos del rango de esfuerzo.
Sin embargo, para calcular los empujes y momentos en los cuales las reacciones
reales, as como su rango de variacin son significativos, se considera la
deformacin intencional en fro.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 101
319.3 Propiedades para el Anlisis de la Flexibilidad
Los siguientes prrafos se refieren a las propiedades de los materiales de piping y
su aplicacin en el anlisis del esfuerzo en la flexibilidad del piping.
319.3.1 Datos de la Expansin Trmica.
(a) Valores para el Rango de Esfuerzo. Los valores de los desplazamientos
trmicos utilizados en la determinacin del total de las deformaciones de
desplazamiento para calcular el rango de esfuerzo deben ser determinados
con el Apndice C como la diferencia algebraica entre el valor a la temperatura
mxima del metal y la temperatura mnima del metal para el ciclo trmico bajo
anlisis.
(b) Valores para Reacciones. Los valores de los desplazamientos trmicos
utilizados en la determinacin del total de las deformaciones de
desplazamiento para calcular las reacciones sobre los soportes y los equipos
conectados deben ser determinados como la diferencia algebraica entre el
valor a temperatura mxima (o mnima) para el ciclo trmico bajo anlisis y el
valor de la temperatura esperada durante la instalacin.
319.3.2 Mdulo de Elasticidad. El mdulo de elasticidad de referencia a 21C
(70F) y el mdulo de elasticidad a temperatura mxima y mnima, E
m
, deben ser
tomados como los valores mostrados en el Apndice C para las temperaturas
determinadas en el prrafo 319.3.1(a) o (b). Para materiales no incluidos en el
Apndice C, se debe hacer referencia a datos de una fuente autorizada, tal como
las publicaciones del Instituto Nacional de Estndares y Tecnologa.
319.3.3 Razn de Poisson. La razn de Poisson puede ser tomada como 0.3 en
todas las temperaturas para todos los metales. Se pueden utilizar datos ms
precisos y de mayor autoridad si estn disponibles.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 102
319.3.4 Esfuerzos Permisibles.
(a) El rango de esfuerzo de desplazamiento permisible SA y los esfuerzos
conjuntos permisibles deben ser segn lo especificado en el prrafo 302.3.5(d)
para sistemas tensionados principalmente en el doblado y/o torsin.
(b) Los factores de intensificacin de esfuerzo en el Apndice D han sido
desarrollados a partir de pruebas de fatiga de componentes de piping
representativos y conjuntos manufacturados con materiales ferrosos dctiles.
El rango de esfuerzo de desplazamiento se basa en pruebas de aceros
inoxidables austenticos y al carbono. Se deben tener precauciones al utilizar
las Ecuaciones (1 a) y (1b) (prrafos 302.3.5) para el rango de esfuerzo de
desplazamiento permisible para algunos materiales ferrosos (es decir, ciertas
aleaciones de cobre y de aluminio) para aplicaciones distintas a las de ciclo
bajo.
319.3.5 Dimensiones. Se deben utilizar los espesores nominales y dimetros
exteriores de caeras y fittings para los clculos de la flexibilidad.
319.3.6 Factores de Intensificacin de Esfuerzo y de Flexibilidad. En ausencia
de datos ms directamente aplicables, el factor de flexibilidad k y el factor de
intensificacin de esfuerzo i mostrados en el Apndice D deben ser utilizados en
los clculos de la flexibilidad en el prrafo 319.4. Para componentes de piping y
accesorios (tales como vlvulas, filtros, anillos de anclaje o bandas) no cubiertos
por esta Tabla, los factores apropiados de intensificacin del esfuerzo pueden ser
supuestos mediante la comparacin de su geometra significativa con la de los
componentes mostrados.
319.4 Anlisis de Flexibilidad
319.4.1 Anlisis Formal No Requerido. No se requiere ningn anlisis formal de
flexibilidad adecuada para un sistema de piping el cual:
(a) duplica, o reemplaza, sin un cambio significativo un sistema que opera con un
registro de servicio exitoso;
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 103
(b) puede ser fcilmente juzgado mediante la comparacin con sistemas
analizados previamente;
(c) es uniforme en su tamao, no tiene ms de dos puntos de fijacin, ninguna
fijacin intermedia y cae dentro de las limitaciones de la ecuacin emprica
(16):
9
Dy
------------- < K
1
(16)
(L U)
2
en donde
D =dimetro exterior de la caera, mm (pulg)
y =resultante del total de deformaciones de desplazamiento, mm (pulg), que el
sistema de piping absorbe
L =longitud desarrollada del piping entre anclajes, m (pie)
U =distancia de anclajes, lnea recta entre anclajes, m (pie)
K
1
=208.000 S
A
/E
a
(mm/m)
2
=0.30 S
A
/E
a
(pulg/pie)
2
en donde
S
A
=rango de esfuerzo de desplazamiento permisible segn Ec. (1 a), Mpa (ksi)
E
a
=mdulo de elasticidad de referencia a 21C (70F), Mpa (ksi)
9
ADVERTENCIA: No se puede ofrecer ninguna prueba general de que esta ecuacin
entregar resultados precisos o consistentemente conservadores. No es aplicable a
sistemas utilizados bajo condiciones cclicas severas. Debe ser utilizada con precaucin
en configuraciones tales como curvas-U de patas desiguales (L/U > 2.5) o caeras
principales casi serradas, o para caeras grandes de pared delgada (i >5), o en donde
desplazamientos extraos (no en direccin de conexin de puntos de anclaje) constituyen
una gran parte del desplazamiento total. No hay seguridad que las reacciones terminales
sean aceptablemente bajas, incluso si un sistema de piping cae dentro de las limitaciones
de la Ec. (16).
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 104
319.4.2 Requerimientos del Anlisis Formal
(a) Cualquier sistema de piping que no satisfaga los criterios del prrafo 319.4
debe ser analizado mediante un mtodo de anlisis simplificado, aproximado o
integral, segn corresponda.
(b) Se puede aplicar un mtodo simplificado, o aproximado, solamente si se utiliza
dentro de un rango de configuraciones para las cuales se ha demostrado que
es adecuado.
(c) Los mtodos de anlisis integrales aceptables incluyen mtodos analticos y de
grficos que proporcionan una evaluacin de las fuerzas, momentos y
esfuerzos causados por los esfuerzos de desplazamiento (vea el prrafo
319.2.1).
(d) El anlisis integral debe tomar en cuenta los factores de intensificacin de
esfuerzo para cualquier componente distinto a la caera recta. Se debe
considerar la flexibilidad extra de dicho componente.
319.4.3 Suposiciones Bsicas y Requerimientos. Se deben seguir las
suposiciones estndar especificadas en el prrafo 319.3 en todos los casos. El
sistema debe ser tratado como una totalidad para el clculo de la flexibilidad del
sistema de piping entre puntos de anclaje. Se deben reconocer el significado de
todas las partes de la lnea y de las fijaciones introducidas con el propsito de
reducir los momentos y las fuerzas en los equipos, o en lneas de arranques
pequeos, y tambin la fijacin introducida por la friccin de los soportes.
Considere todos los desplazamientos, segn lo descrito en el prrafo 319.2.1,
sobre el rango de temperatura especificado en el prrafo 319.3.1.
319.4.4 Esfuerzos de Flexibilidad.
(a) El rango de esfuerzos de doblado y de torsin deben ser calculado utilizando el
mdulo de elasticidad de referencia a 21C (70F), E
a
, a excepcin de lo
provisto en el prrafo 319.2.2(b) (4), y entonces combinado en conformidad
con la Ec (17) para determinar el rango de esfuerzo de desplazamiento
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 105
calculado S
E
, el cual no debe exceder el rango de tensin permisible S
A
en el
prrafo 302.3.5(d).
S
E
= S
b
2
+ 4S
t
2
(17)
En donde
S
b
=esfuerzo de doblado resultante
S
t
= esfuerzo torsional
=M
1
/2Z
M
1
=momento torsional
Z =mdulo de seccin de caera
(d) Los esfuerzos de doblado resultante S
b
utilizados en la E
c
(17) para codos,
curvas en casquetes y conexiones de arranques de salida de tamao completo
(Patas 1, 2 y 3) deben ser calculados en conformidad con la Ec. (18), con los
momentos mostrados en las Figs. 319.4.4 A y 319.4.4B.
(i
i
M
i
)
2
+ (i
o
m
o
)
2
S
b
= ---------------------------------- (18)
Z
En donde
S
b
=esfuerzo de doblado resultante
i
i
=factor de intensificacin de esfuerzo en-plano del Apndice D
i
o
=factor de intensificacin de esfuerzo fuera-de-plano del Apndice D
M
i
=momento de doblado en-plano
M
o
=momento de doblado fuera-de-plano
Z =mdulo de seccin de caera
(c) El esfuerzo de doblado resultante S
b
utilizado en la Ec. (17) para reducir los
arranques de salida debe ser calculado en conformidad con las Ecs. (19) y
(20), con momentos segn lo mostrado en la Fig. 319.4.4B.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 106
FIG. 319.4.4 A MOMENTOS EN CURVAS
Para cabezal (Alas 1 y 2)
(i
i
M
i
)
2
+ (i
o
m
o
)
2
S
b
= --------------------------- (19)
Z
Para arranque (Ala 3):
(i
i
M
i
)
2
+ (i
o
m
o
)
2
S
b
= ---------------------------- (20)
Z
c
En donde
S
b
=esfuerzo de doblado resultante
Z
c
=mdulo de seccin efectivo de arranque,
=r
2
2
T
S
(21)
r
2
=radio medio de seccin transversal de arranque
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 107
T
S
= espesor efectivo de pared de arranque, el menor de T
h
y (i
i
)(T
b
)
T
h
= espesor de caera de T o cabezal exclusivo de elementos de refuerzo
T
b
= espesor de arranque de caera
i
o
= factor de intensificacin de esfuerzo fuera-de-plano (Apndice D)
i
i
= factor de intensificacin de esfuerzo en-plano (Apndice D)
319.4.5 Aseguramiento de Calidad Requerido en Soldadura. Cualquier
soldadura en la cual S
E
excede 0.8S
A
(segn lo definido en el prrafo 302.3.5) y el
nmero equivalente de ciclos N excede 7000, debe ser examinada en conformidad
con el prrafo 341.4.3.
319.5 Reacciones
Las fuerzas y los momentos de reaccin utilizados en el diseo de fijaciones y
soportes para un sistema de piping y en la evaluacin de los efectos de los
desplazamientos del piping sobre el equipo conectado, deben basarse en el rango
de reaccin R para condiciones de desplazamientos extremos, considerando el
rango de temperatura definido en el prrafo 319.3.1(b), y utilizando E
a
. El
proyectista debe considerar los valores mximos instantneos de fuerzas y
momentos en las condiciones de desplazamiento extremo y original (vea el prrafo
319.2.3), as como el rango de reaccin, al hacer estas evaluaciones.
319.5.1 Reacciones Mximas para Sistemas Simples. Para un sistema de
piping de dos anclajes sin fijaciones intermedias, los valores instantneos
mximos de fuerzas y momentos de reaccin pueden ser estimados con las Ecs.
(22) y (23).
(a) Para Condiciones de Desplazamiento Extremo, R
m
. La temperatura para este
clculo es la temperatura mxima o mnima del metal definida en el prrafo
319.3.1(b), que produzca la reaccin mayor:
2C E
m
R
m
= R 1- ---- ------ (22)
3 E
a
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 108
en donde
C = factor de deformacin intencional en fro que vara desde cero sin
deformacin intencional en fro hasta 1.0 para un 100% de deformacin
intencional en fro. (Los dos tercios del factor se basan en la experiencia
que muestra que la deformacin intencional en fro no puede ser
asegurada por completo, incluso con precauciones elaboradas).
E
a
= mdulo de elasticidad de referencia a 21c (70F)
E
m
= mdulo de elasticidad a temperatura mxima y mnima del metal
R = rango de fuerzas o momentos de reaccin (derivado del anlisis de
flexibilidad) correspondiente al rango de esfuerzo de desplazamiento
completo y basado en E
a
R
m
= fuerza o momento mximo instantneo estimado a temperatura mxima o
mnima del metal
FIG. 319.4.4B MOMENTOS EN ARRANQUES
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 109
(b) Para Condicin Original, R
a
. La temperatura para este clculo corresponde a la
temperatura esperada a la cual ser monta el piping.
R
a
= CR o C
1
R
1
, cualquiera sea mayor
En donde la nomenclatura es segn el prrafo 319.5.1( a ) y
S
h
E
a
C
1
= 1 - --------- (23)
S
E
E
m
= factor de relajacin o deformacin intencional en fro estimada; utilice cero si
el valor C
1
es negativo
R
a
= fuerza o momento de reaccin instantnea estimada a temperatura de
instalacin
S
E
= rango de tensin de desplazamiento calculada (vea el prrafo 319.4.4)
S
h
= vea la definicin en el prrafo 302.3.5(d)
319.5.2 Reacciones Mximas para Sistemas Complejos. Las ecuaciones (22) y
(23) no son aplicables para sistemas de piping de anclajes mltiples y para
sistemas de dos anclajes con fijaciones intermedias. Cada caso debe ser
estudiado para estimar la ubicacin, naturaleza y extensin de la
sobredeformacin localizada y su efecto en la distribucin del esfuerzo y las
reacciones.
319.6 Clculos de Movimientos. Se pueden requerir clculos de
desplazamientos y rotaciones en lugares especficos cuando hay involucrado un
problema de juego. En los casos en los cuales se calculan por separado
arranques de tamao pequeo conectados a caeras principales de mayor
rigidez, se deben calcular, o estimar, los movimientos angulares y lineales del
punto de unin, para un anlisis apropiado del arranque.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 110
319.7 Medios para Aumentar la Flexibilidad. La disposicin del piping
proporciona con frecuencia flexibilidad inherente a travs de los cambios de
direccin, de manera que los desplazamientos producen principalmente
deformaciones de doblado y torsionales dentro de lmites descritos. La cantidad de
tensin axial o deformacin por compresin (la cual produce reacciones grandes)
es usualmente pequea.
Se pueden encontrar grandes reacciones, o sobre deformacin daina, en donde
el piping carece de cambios de direccin construidos, o en donde est
desbalanceado [vea el prrafos 319.2.2(b)]. El proyectista debera considerar la
adicin de flexibilidad mediante uno o ms de los siguientes medios; curvas, loops
u offsets; uniones giratorias, caera corrugada, juntas de expansin del tipo fuelle
o unin deslizante; u otros dispositivos que permiten el movimiento angular,
rotatorio o axial. Se deben proporcionar anclajes apropiados, tirantes u otros
dispositivos segn se requiera para resistir las fuerzas extremas producidas por la
presin del fluido, la resistencia friccional al movimiento y otras causas. Cuando se
proporcionan juntas de expansin, u otros dispositivos similares, se debe
considerar la rigidez de la junta, o dispositivo, en cualquier anlisis del piping.
321 SOPORTE DE PIPING
321.1 General
El diseo de las estructuras de soporte (no cubiertas por este Cdigo) y de los
elementos de soporte (vea las definiciones del piping y de los elementos de
soportacin de la caera en el prrafo 300.2) deben basarse en todas las cargas
de accin concurrente transmitidas por tales soportes. Estas cargas, definidas en
el prrafo 301, incluyen efectos del peso, cargas introducidas por presiones y
temperaturas de servicio, vibracin, viento, terremoto, choque y deformacin de
desplazamiento (vea el prrafo 319.2.2).
Para piping con contenido de gas o vapor, los clculos del peso no necesitan
incluir el peso del lquido si el proyectista ha tomado las precauciones especficas
contra el ingreso de lquido al piping, y si el piping no es sometido a prueba
hidrosttica en la construccin inicial o inspecciones posteriores.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 111
321.1.1 Objetivos. La disposicin y el diseo del piping, adems de sus
elementos de soportacin, deben estar dirigidos a prevenir lo siguiente:
(a) esfuerzos del piping superiores a los permitidos en este Cdigo;
(b) filtracin en uniones;
(c) empujes y momentos excesivos sobre el equipo conectado (tales como
bombas y turbinas);
(d) esfuerzos excesivos en los elementos de soportacin (o de fijacin);
(e) resonancia con las vibraciones impuestas o inducidas por fluidos;
(f) interferencia excesiva con la expansin y contraccin trmica en el piping que
es de otra forma adecuadamente flexible;
(g) desenganche no intencional del piping de sus soportes;
(h) excesivo pandeo en piping que requiere pendiente de drenaje;
(i) distorsiones, o pandeo, excesivo del piping (por ejemplo, termoplstico) sujeto
a deformacin bajo carga en condiciones de ciclos trmicos repetidos;
(j) flujo excesivo de calor, lo cual expone a los elementos de soportacin a
extremas de temperatura fuera de sus lmites de diseo.
321.1.2 Anlisis. En general, la ubicacin y el diseo de los elementos de
soportacin de la caera se pueden basar en clculos simples de ingeniera. Sin
embargo. Cuando se requiere un anlisis ms refinado y se realiza un anlisis del
piping, el cual puede incluir la rigidez de los soportes, se deben utilizar los
esfuerzos, momentos y reacciones determinadas para el diseo de los elementos
de soportacin.
321.1.3 esfuerzos para Elementos de Soportacin de Caera. Los esfuerzos
permisibles para materiales utilizados en los elementos de soportacin de
caeras, a excepcin de los resortes, deben ser de acuerdo al prrafo 302.3.1. sin
embargo, no es necesario aplicar los factores de unin con soldadura longitudinal
E
j
a los esfuerzos permisibles para componentes de piping soldados que sern
utilizados con elementos de soportacin del piping.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 112
321.1.4 Materiales.
(a) Los soportes y las fijaciones permanentes deben ser de un material apropiado
para las condiciones del servicio. Si el acero es moldeado en fro a un radio del
eje de simetra inferior a dos veces su espesor, debe ser tratado trmicamente,
o normalizado, despus del moldeado.
(b) Se puede utilizar hierro fundido, dctil y maleable para rodillos, bases de
rodillos, bases de anclajes y otros elementos de soportacin sujetos
principalmente a carga por compresin. No se recomienda el hierro fundido si
el piping puede verse sometido a cargas tipo impacto resultantes de pulsacin
o vibracin. Se puede utilizar hierro dctil o maleable para abrazaderas de
caeras y vigas, flanges de los elementos de suspensin, clips, brackets y
anillos giratorios.
(c) Se puede utilizar acero de una especificacin desconocida para elementos de
soportacin de caeras que no estn soldado directamente a componentes
de piping con presin. (Materiales intermedios compatibles de especificacin
conocida pueden ser soldados directamente a dichos componentes). El
esfuerzo bsico permisible en tensin o compresin no debe exceder 82 Mpa
(12 ksi) y la temperatura del soporte debe estar dentro del rango de 29C a
343C (-20F a 650F). Vea el prrafo 302.3.1(b) respecto de valores de
esfuerzo en corte y soporte.
(d) Se puede utilizar madera y otros materiales para elementos de soportacin de
caera, siempre que el elemento soportante sea diseado apropiadamente,
considerando temperatura, resistencia y durabilidad.
(e) Los accesorios soldados, o unidos sin soldadura, al piping deben ser de un
material compatible con el piping y el servicio. Para otros requerimientos,
consulte el prrafo 321.3.2.
321.1.5 Roscas. Las roscas atornilladas deben ser conforme a ANSI B1.1, a
menos que se requieran otras roscas para el ajuste bajo cargas pesadas. Los
tensores y las tuercas de ajuste deben tener el largo total de las roscas interiores
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 113
comprometidas. Cualquier ajuste roscado debe ser proporcionado con una tuerca
de seguridad, a menos que sea asegurado de otra forma.
321.2 Accesorios.
321.2.1 Anclajes y Guas.
(a) Un elemento de soportacin utilizado como un anclaje debe estar diseado
para mantener una posicin esencialmente fija.
(b) Para proteger equipo terminal, u otras (ms dbiles) porciones del sistema, se
deben proporcionar fijaciones (tales como anclajes y guas) en donde es
necesario controlar el movimiento o dirigir la expansin en aquellas porciones
del sistema diseadas para absorberlas. El diseo, disposicin y ubicacin de
las fijaciones deben asegurar que los movimientos de las juntas de expansin
ocurran en las direcciones para las cuales est diseada la junta. Adems de
otras fuerzas trmicas y momentos, se deben considerar los efectos de la
friccin en otros soportes del sistema para el diseo de tales anclajes y guas.
(c) La disposicin del piping, los anclajes, las fijaciones, las guas y los soportes
para todo tipo de juntas de expansin deben ser diseados en conformidad
con el prrafo X301.2 del Apndice X.
321.2.2 Soportes No Extensibles Distintos a los Anclajes y Guas.
10
(a) Los elementos de soportacin deben ser diseados para permitir el libre
movimiento del piping causado por expansin y contraccin trmica.
(b) Los elementos de suspensin incluyen abrazaderas de vigas y caeras, clips,
brackets, varillas, correas, cadenas y otros dispositivos. Deben ser
proporcionados para todas las cargas requeridas. Las cargas seguras para
partes roscadas deben basarse en el rea raz de las roscas.
(c) Soportes Deslizantes. Los soportes deslizantes (o zapatas) y los brackets
deben ser diseados para resistir las fuerzas debidas a friccin adems de las
cargas impuestas por la resistencia de soporte. Las dimensiones del soporte
deben proporcionar el movimiento esperado del piping soportado.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 114
321.2.3 Soportes Elsticos.
10
(a) Los soportes de resorte deben ser diseados para ejercer una fuerza de
soportacin, en el punto de conexin a la caera, igual a la carga determinada
por clculos de balance de peso. Deben ser proporcionados con medios para
evitar el desalineamiento, pandeo o carga excntrica de los resortes, y para
evitar el desenganche no intencional de la carga.
(b) Los spring-hangers de soportacin constante proporcionan una fuerza de
soportacin sustancialmente uniforme en toda la carrera. El uso de este tipo de
spring hanger es ventajoso el lugares sujetos a un movimiento apreciable con
cambios trmicos. Los hangers de este tipo deben ser seleccionados de
manera que su rango de carrera exceda los movimientos esperados.
(c) Se deben proporcionar medios para evitar sobretensar los spring hangers
debido a desviaciones excesivas. Se recomienda que todos los spring hangers
estn provistos de indicadores de posicin.
10
Diferentes tipos de soportes no extensibles (slidos) y elsticos se ilustran en MSS SP-
58.
321.2.4 Soportes de Contrapeso. Se deben proporcionar contrapesos con topes
para limitar la carrera. Los pesos deben estar asegurados. Las cadenas, cables,
elementos de suspensin, palancas de vaivn, u otros dispositivos utilizados para
conectar la carga del contrapeso al piping, deben estar sujetos a los
requerimientos del prrafo 321.2.2.
321.2.5 Soportes Hidrulicos. Se puede utilizar una disposicin que utiliza un
cilindro hidrulico para entregar fuerza constante de soportacin. Se deben
proporcionar dispositivos de seguridad y topes para soportas la carga en caso de
una falla hidrulica.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 115
321.3 Accesorios Estructurales
Los accesorios interiores y exteriores del piping deben ser diseados de manera
que no causen un aplanamiento indebido de la caera, esfuerzos de doblado
localizado excesivo o gradientes trmicas dainas en la pared de la caera. Es
importante que los accesorios sean diseados para minimizar las concentracin
de esfuerzo, particularmente en servicios cclicos.
321.3.1 Accesorios No Integrales. Los accesorios integrales en los cuales la
reaccin entre el piping y los accesorios es mediante el contacto, incluyen
abrazaderas, eslingas, soportes, pernos-U, ponchos de refuerzo, correas y
horquillas. Si el peso de una caera vertical es soportado por un abrazadera, se
recomienda evitar el resbalamiento colocando la abrazadera debajo del flange,
fitting u orejas de soporte soldados a la caera.
321.3.2 Accesorios Integrales. Los accesorios integrales incluyen tapones,
orejas, zapatas, placas y clips de ngulo, fundidos o soldados en la caera. El
material de los accesorios integrales unidos mediante soldadura deben ser de
buena calidad soldable. [Vea el prrafo 321.1.4(e) respecto de los requerimientos
de materiales]. El precalentamiento, la soldadura y el tratamiento trmico debe ser
conforme al Captulo V. Se debe tomar en consideracin los esfuerzos localizados
inducidos en el componente de piping mediante la soldadura del accesorio
integral.
(a) Se pueden utilizar refuerzos integrales, refuerzos circulares, o pads
intermedios de una aleacin y diseo apropiados para reducir la
contaminacin, o los efectos trmicos no deseados en el piping de aleacin.
(b) Se pueden utilizar pads intermedios, refuerzo integral, refuerzo circular, u
otros medios de refuerzo para distribuir los esfuerzos.
321.4 Conexiones Estructurales.
La carga del piping y de los elementos de soportacin del piping (incluyendo
fijaciones y puntales) debe se transmitida adecuadamente a un recipiente a
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 116
presin, construccin, plataforma, estructura soportante, fundacin, u otro piping
capaz de soportar la carga sin efectos dainos.
PARTE 6
SISTEMAS
322 SISTEMAS DE PIPING ESPECFICOS
322.1 Piping Instrumental
322.3.1 Definicin. El piping instrumental dentro del alcance de este Cdigo
incluye todo el piping y los componentes de piping utilizados para conectar
instrumentos a otro piping o equipo, y el piping de control utilizado para conectar
aparatos de control operados hidrulicamente o neumticamente. No incluye
instrumentos, o sistemas de tubing con contenido de fluidos sellados
permanentemente, proporcionados con instrumentos tales como dispositivos de
respuesta a la temperatura o a la presin.
322.3.2 Requerimientos. El piping instrumental debe satisfacer los requerimientos
aplicables del Cdigo y los siguientes.
(a) La presin de diseo y la temperatura para el piping instrumental deben ser
determinados en conformidad con el Prrafo 301. Si se experimentan
condiciones ms severas durante la purga del piping, deba ser tratadas como
variaciones ocasionales en conformidad con el prrafo 302.2.4.
(b) Se debe tomar en consideracin la resistencia mecnica (incluyendo la fatiga)
de conexiones instrumentales pequeas o aparatos (ve el prrafo 304.3.5).
(c) El piping instrumental con contenido de fluidos que son normalmente estticos
y sujetos a congelamiento, debe ser protegido mediante heat tracing u otros
mtodos de calentamiento y aislacin.
(d) Si es necesario purgar un piping instrumental con contenido de fluidos txicos
o inflamables, se debe tomar en consideracin una forma de eliminacin
segura.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 117
322.6 Sistemas de Alivio de Presin.
Los sistemas de alivio de presin dentro del alcance de este Cdigo deben
conformar los siguientes requerimientos. Vea tambin el Apndice F, prrafo
F332.6.
322.6.1 Vlvulas de Cierre en Piping de Alivio de Presin. Si existe una o ms
vlvulas de cierre instaladas entre el piping protegido y su dispositivo o
dispositivos protectores en el punto de descarga, stos deben satisfacer los
requerimientos de (a) y (b) o (c) ms abajo.
(a) Se puede instalar una vlvula de cierre de rea total en el lado de la succin de
un dispositivo de alivio de presin. Se puede colocar una vlvula de cierre de
rea completa en el lado de la descarga de un dispositivo de alivio de presin
cuando su descarga est conectada a un cabezal comn con otras lneas de
descarga de otros dispositivos de alivio de presin. Las vlvulas de cierre de
rea menor que el rea total pueden ser utilizadas en el lado de descarga y de
succin de los dispositivos de alivio de presin segn lo descrito en este
documento, cuando las vlvulas de cierre son del tipo y tamao en los cuales
el aumento en la prdida de presin no reduce la capacidad de alivio por
debajo de lo requerido, ni afectan adversamente la operacin apropiada del
dispositivo de alivio de presin.
(b) Las vlvulas de cierre utilizadas en piping de alivio de presin deben ser
construidas o controladas de manera que el cierre del nmero mximo de
vlvulas de cierre posible a la vez, no reduzca la capacidad de alivio de presin
proporcionada por los dispositivos de alivio no afectados por debajo de la
capacidad de alivio requerida.
(c) Como alternativa a (b), las vlvulas de cierre deben ser construidas y
dispuestas de manera que puedan ser fijadas o selladas en posicin abierta o
cerrada. Vea el Apndice F, prrafo F322.6.
322.6.2 Piping de Descarga de Alivio de Presin. Las lneas de los dispositivos
de seguridad para alivio de presin deben tener un diseo que facilite el drenaje.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 118
Cuando la descarga es directa a la atmsfera, no debe impactar en otros piping ni
equipos y debe ser dirigida lejos de las plataformas y de las dems reas
utilizadas por el personal. Se deben considerar las reacciones sobre el sistema de
piping debido a la actuacin de los dispositivos de alivio de seguridad y se debe
proporcionar la resistencia necesaria para soportar estas reacciones.
322.6.3 Dispositivos de Alivio de Presin.
(a) Los dispositivos de alivio de presin requeridos por el prrafo 301.2.2(a) deben
estar de acuerdo con el Cdigo BVP, Seccin Vlll, Divisin 1, UG-125 (c), UG-
126 hasta UG-128 y UG-132 hasta UG-136, excluyendo UG-135(c) y UG-
136(c). Los trminos presin de diseo
11
y sistema de piping deben ser
sustituidos por presin de trabajo mxima permisible y recipiente
respectivamente, en estos prrafos. La capacidad de alivio requerida de
cualquier dispositivo de alivio de presin debe incluir consideraciones de todos
los sistemas de piping que protege.
(b) La presin de alivio seteada
12
debe ser conforme a la Seccin Vlll, Divisin 1,
con las excepciones establecidas en las alternativas (1) y (2) ms abajo.
11 La presin de diseo para el alivio de presin es la presin de diseo mxima
permitida, considerando todos los componentes en el sistema de piping.
12 La presin seteada es la presin a la cual el dispositivo comienza a aliviar, es decir,
presin de elevacin de una vlvula de alivio con actuacin de resorte, presin de
estallado de un disco de ruptura o presin de ruptura de un dispositivo de pin de ruptura.
(1) Con la aprobacin del propietario la presin seteada puede exceder los lmites
de la Seccin Vlll, Divisin 1, siempre que el lmite sobre la presin de alivio
mxima establecida en (c ) no sea excedida.
(2) En un dispositivo de alivio de expansin trmica que protege solamente una
porcin blocked-in de un sistema de piping, la presin seteada no debe
exceder la menor de las presiones de prueba del sistema, o el 120% de la
presin de diseo.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 119
(c) La presin de alivio mxima
13
debe ser conforme a la Seccin Vlll, Divisin 1,
con la excepcin que las permisividades del prrafo 302.2.4(f) son permitidas,
siempre que todos los otros requerimientos del prrafo 302.2.4 tambin se
satisfagan.
13 Presin de alivio mxima es la presin mxima del sistema durante un evento de alivio
de presin.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 120
CAPTULO III
MATERIALES
323 REQUERIMIENTOS GENERALES
El Captulo lll establece las limitaciones y las calificaciones requeridas para
materiales basadas en sus propiedades inherentes. Su uso en piping tambin est
sujeto a los requerimientos y limitaciones en otras partes de este Cdigo [vea el
prrafo 300(d)]. Vea tambin el prrafo 321.1.4 para materiales de apoyo y el
Apndice F, prrafo F323 respecto de las consideraciones precautorias.
323.1 Materiales y Especificaciones
323.1.1 Materiales Mencionados. Todos los materiales utilizados en
componentes de piping sometidos a presin deben conformar las especificaciones
mencionadas, excepto lo provisto en el prrafo 323.1.2.
323.1.2 Materiales No mencionados. Se pueden utilizar materiales no
mencionados siempre que satisfagan una especificacin publicada que abarque
las propiedades qumicas, fsicas y mecnicas, mtodo y proceso de manufactura,
tratamiento trmico y control de calidad, y satisfagan de otra forma este Cdigo.
Los esfuerzos permisibles deben ser determinados en conformidad con la base de
esfuerzo permisible aplicable de este Cdigo o una base ms conservadora.
323.1.3 Materiales Desconocidos. No se deben utilizar materiales de
especificacin desconocida para componentes de piping sometidos a presin.
323.1.4 Materiales Recuperados. Se pueden utilizar caeras y otros
componentes de piping, siempre que sean identificados apropiadamente como
satisfaciendo una especificacin mencionada, o publicada, (prrafo 323.1.1 o
323.1.2) y que satisfagan de otra forma los requerimientos de este Cdigo. Se
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 121
debe realizar suficiente limpieza e inspeccin para determinar un espesor de
pared mnima y la carencia de imperfecciones que seran inaceptables en el
servicio pretendido.
323.2 Limitaciones de Temperatura.
El proyectista debe verificar que los materiales que satisfacen los otros
requerimientos del Cdigo son apropiados para el servicio a travs del rango de
temperatura operativa. Se llama la atencin sobre la Nota (7) en el Apndice A, la
cual explica los medios utilizados para establecer los lmites de temperatura
restrictivos y precautorios en las Tablas A-1 y A-2.
323.2.1 Lmites Altos de Temperatura, Materiales Mencionados. Se puede
utilizar un material a una temperatura sobre la mxima para la cual se muestra un
valor de esfuerzo o rating, solamente si:
(a) no existe prohibicin en el Apndice A o en otra parte de este Cdigo; y
(b) el proyectista verifica la calidad para el servicio del material en conformidad
con el prrafo 323.2.4.
A00 323.2.2Lmites Bajos de Temperatura, Materiales Mencionados.
(a) Se puede utilizar un material mencionado a cualquier temperatura no inferior a
la mnima mostrada en la Tabla A-1, siempre que el metal base, los depsitos
de soldadura y la zona afectada trmicamente (HAZ) sean calificadas segn se
requiere en la entrada aplicable de la Columna A en la tabla 323.2.2.
(b) Aceros al carbono con una designacin de letra en la columna de Temp. Mn.
en la Tabla A-1, la temperatura mnima se define mediante la curva aplicable y
las Notas en la Fig. 323.2.2 A. Cuando una combinacin de espesor-
temperatura de metal mnima de diseo est en, o sobre, la curva, no se
requiere un ensayo de impacto.
(c) Se puede utilizar un material mencionado a una temperatura inferior a la
mnima mostrada en la tabla A-1, o la Fig. 323.2.2 A (incluyendo las Notas), a
menos que est prohibido en la Tabla 323.2.2, tabla A-1, o en otra parte de
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 122
este Cdigo, y siempre que el metal base, los depsitos de soldadura y la HAZ
sean calificadas segn lo requerido por la entrada aplicable en la Columna B
de la tabla 323.2.2.
(d) Cuando la Razn de Esfuerzo definida en la Fig. 323.2.2B es inferior a uno, la
Fig. 323.2.2B proporciona una base adicional para el uso de aceros al carbono
cubiertos por los prrafos 323.2.2(a) y (b) sin ensayos de impacto.
(1) Para temperaturas mnimas de diseo de 48C (-55F) y superiores, la
temperatura mnima de diseo del metal sin ensayo de impacto
determinada en el prrafo 323.2.2(b), para el material y espesor dados,
pueden reducirse en la cantidad de reduccin de temperatura
proporcionada en la Fig. 323.2.2B para la Razn de Esfuerzo aplicable. Si
la temperatura resultante es inferior a la temperatura del metal mnima de
diseo, no se requiere ensayo de impacto del material. Cuando esto es
aplicable, el sistema de piping tambin debe cumplir con los siguientes
requerimientos:
(a) El piping debe ser sometido a una prueba hidrosttica a no menos de 1
veces la presin de diseo.
(b) A excepcin del piping con un espesor de pared nominal de 13 mm (1/2
pulg) o menor, el sistema de piping debe ser protegido (vea el Apndice
G) contra cargas externas tales como cargas de mantencin, cargas de
impacto y choque trmico.
(2) Para temperaturas de diseo inferiores a 48C (-55F), se requieren
ensayos de impacto para todos los materiales, a excepcin de lo provisto
en la Nota (3) de la tabla 323.22.
(e) El esfuerzo permisible o rating de componente a cualquier temperatura inferior
a la mnima mostrada en la Tabla A-1, o la Fig. 323.2.2 A no debe exceder el
valor de esfuerzo, o rating, a la temperatura mnima en la Tabla A-1, o el
estndar del componente.
(f) No se requiere ensayo de impacto para las siguientes combinaciones de
metales de soldadura y temperaturas mnimas de diseo:
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 123
(1) Para materiales con base de acero inoxidable austentico con contenido de
carbono no superior a 0.10%, soldados sin metal de aporte, a temperaturas
mnimas de diseo de 101c (-150F) y superiores.
(2) Para metal de soldadura austentico:
(a) con un contenido de carbono no superior a 0.10% y producido con
metales de aporte conforme a AWS A5.4, a5.9, A5.11, A5.14 o A5.22
1
a
temperaturas mnimas de diseo de 101c (-150F) y superiores; o
(b) con contenido de carbono superior a 0.10% y producido con metales de
aporte conforme a AWS A5.4, A5.9, A5.11 o A5.22
1
a temperaturas
mnimas de diseo de 48c (-55F) y superiores.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 124
TABLA 323.2.2
REQUERIMIENTOS PARA ENSAYOS DE TENACIDAD
A BAJ A TEMPERATURA EN METALES
Estos Requerimientos de Ensayos de Tenacidad son Adicionales a las Pruebas
Requeridas por la Especificacin de Materiales
Tipo de Material
Columna A
Temperaturas Mnimas de Diseo a, o sobre, la Temp. Mn. en la Tabla
A-1 o la Fig. 323.2.2 A
Columna B
Temperatura Mnima de
Diseo inferior a Temp. Mn. en
tabla A-1 o Fig. 323.2.2 A
1. Hierro fundido gris A-1 Sin requerimientos adicionales
B-1 Sin requerimientos
adicionales
2. Hierro fundido dctil y
maleable; acero al carbono
segn Nota (1)
A-2 Sin requerimientos adicionales
B-2 Los materiales diseados
en el Cuadro 2 no deben ser
utilizados.
a) Metal base
(b) Metal de Soldadura y Zona
Afectada Trmicamente (HAZ)
[Nota (2)]
3. Otros aceros al carbono;
aceros de aleaciones bajas
e intermedias; aceros
ferrticos de aleacin alta;
aceros inoxidables duplex
A-3 (a) Sin requerimientos
adicionales
A-3 (b) Los Depsitos de metal de
soldadura deben ser sometidos a
ensayo de impacto segn el
prrafo 323.3, si la temperatura
mnima de diseo es <-29C (-
20F), excepto segn lo provisto
en las Notas (3) y (5) y excepto
segn lo siguiente; para materiales
mencionados para las Curvas C y
D de la Fig. 323.2.2 A, en donde
los consumibles de soldadura
correspondientes son calificados
mediante ensayos de impacto a la
temperatura mnima de diseo, o
inferior, en conformidad con la
especificacin AWS aplicable, no
se requieren pruebas adicionales.
B-3 A excepcin de lo provisto
en las Notas (3) y (5), someta a
tratamiento trmico el metal
base segn la especificacin
ASTM aplicable mencionada
en el prrafo 323.3.2; entonces
someta el metal base, los
depsitos de soldadura y la
HAZ a ensayos de impacto
segn el prrafo 323.3 [vea
Nota (2)]. Cuando se utilizan
los materiales a temp.mn. de
diseo por debajo de la curva
asignada segn lo permitido
por las Notas (2) y (3), los
depsitos de soldadura y la
HAZ deben ser sometidos a
ensayos de impacto [Nota (2)].
4. Aceros inoxidables
austenticos.
A-4 (a). Si:
(1) contenido de carbono segn
anlisis es > 0.1%; o
(2) material no est en condicin
de tratamiento trmico en
solucin; entonces, someta a
ensayo de impacto segn
prrafo 323.3 para temp. mn.
de diseo <-29C (-20F) a
excepcin de lo provisto en
las Notas (3) y (6).
A-4 (b) Los depsitos de metal de
soldadura deben ser sometidos a
ensayo de impacto segn el
prrafo 323.3 si la temp. mn. de
diseo es < -29C (-20F) a
excepcin de lo provisto en el
prrafo 323.2.2 y en las Notas (3) y
(6).
B-4 El metal base y los
depsitos de metal de
soldadura deben ser sometidos
a ensayo de impacto segn el
prrafo 323.3. vea las Notas
(2), (3) y (6).
5. Hierro austentico dctil,
ASTM A 571
A-5 (a) Sin requerimientos
adicionales
A-5 (b) No se permite soldar. B-5 El metal base debe ser
sometido a ensayo de impacto
segn el prrafo 323.3. No
utilice <-196C (-320F).
No se permute soldar.
6. Aluminio, cobre, nquel y
sus aleaciones; titanio sin
aleacin.
A-6 (a) Sin requerimientos
adicionales.
A-6(b) Sin requerimientos
adicionales a menos que la
composicin del metal de aporte
est fuera del rango para
composicin de metal base;
entonces realice pruebas segn la
columna B-6.
B-6 El proyectista debe
asegurarse mediante pruebas
apropiadas [vea la Nota (4)]
que el metal base, los
depsitos de soldadura y la
HAZ son apropiados para la
temp. mn. de diseo.
M
a
t
e
r
i
a
l
e
s
N
o
M
e
n
c
i
o
n
a
d
o
s
m
a
t
e
r
i
a
l
e
s
M
e
n
c
i
o
n
a
d
o
s
7. Un material no mencionado debe conformar una especificacin publicada. Cuando la composicin, el tratamiento trmico y la forma del
producto son comparables a los de un material mencionado, se deben satisfacer los requerimientos del material mencionado
correspondiente. Los otros materiales no mencionados deben ser calificados segn se requiere en la seccin aplicable de la columna B.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 125
NOTAS
(1) Los aceros al carbono conforme a lo siguiente estn sujetos a las limitaciones en el
Cuadro B-2; las planchas segn ASTM A 36, A 283 y A 570; caeras segn ASTM A
134 cuando son fabricadas de estas planchas; y caeras segn ASTM A 53 Tipo F y
API 5L soldadas a tope Gr A25 .
(2) Las ensayos de impacto que satisfacen los requerimientos de la Tabla 323.3.1,
realizadas como parte de la calificacin del procedimiento de soldadura, satisfacen
todos los requerimientos del prrafo 323.2.2 y no requieren ser repetidas para las
soldaduras.
(3) No se requieren ensayos de impacto si la temperatura mnima de diseo es inferior a
29C (-20F) pero en, o sobre, -104C (-155F) y la Razn de Esfuerzo definida en la
Fig. 323.2.2B no excede 0.3 veces S.
(4) Las pruebas pueden incluir elongaciones de tensin, resistencia a la traccin en
entalle (comparada con la resistencia a la traccin sin entalle), y)u otras pruebas,
conducidas a, o debajo de, la temperatura mnima de diseo. Vea tambin el prrafo
323.3.4.
(5) No se requieren ensayos de impacto cuando la probeta Charpy mxima que se puede
obtener tiene un ancho a lo largo del entalle de menos de 2.5 mm (0.098 pulg). Bajo
estas condiciones, la temperatura mnima de diseo no debe ser inferior al menor de
48C (-55F) o de la temperatura mnima para el material en la Tabla A-1.
(6) No se requieren ensayos de impacto cuando la probeta Charpy mxima que se puede
obtener tiene un ancho a lo largo del entalle de menos de 2.5 mm (0.098 pulg.)
323.2.3 Lmites de Temperatura, Materiales No Mencionados. Un material no
mencionado, aceptable bajo el prrafo 323.1.2, debe estar calificado para el
servicio a todas las temperaturas dentro del rango establecido, desde la
temperatura mnima de diseo a la temperatura (mxima) de diseo, en
conformidad con el prrafo 323.2.4.
323.2.4 Verificacin de Calidad para el Servicio.
(a) Cuando un material no mencionado es utilizado, o cuando un material
mencionado es utilizado por sobre la temperatura ms alta para la cual
aparecen los valores de esfuerzo en el Apndice A, el proyectista es
responsable de demostrar la validez de los esfuerzos permisibles y dems
lmites utilizados en el diseo y del enfoque utilizado para el uso del material,
incluyendo la derivacin de los datos de esfuerzo y el establecimiento de
lmites de temperatura.
(b) Se deben obtener los datos para el desarrollo de los lmites de diseo de un
programa cientfico realizado en conformidad con tecnologa reconocida tanto
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 126
para el material como para las condiciones del servicio. Los factores a
considerar incluyen:
(1) aplicabilidad y confiabilidad de los datos, especialmente para los
extremos del rango de temperatura;
(2) resistencia del material a los efectos dainos del servicio con fluido y
del medioambiente a travs del rango de temperatura; y
(3) determinacin de los esfuerzos permisibles en conformidad con el
prrafos 302.2.3.
323.3 Mtodos de Ensayos de Impacto y Criterios de Aceptacin.
323.3.1 General. Cuando se requiere ensayo de impacto segn la Tabla 323.2.2 ,
segn otras provisiones en este Cdigo, o segn el diseo de ingeniera, debe ser
realizada en conformidad con la Tabla 323.3.1 utilizando mtodos de prueba y
criterios de aceptacin descritos en los prrafos 323.3.2 hasta 323.3.5.
323.3.2 Procedimiento. La ensayo de impacto de cada producto de material para
cualquier especificacin (incluyendo soldaduras en componentes) debe realizarse
utilizando los procedimientos y aparatos en conformidad con ASTM A 370, y en
conformidad con los requerimientos de las pruebas de impacto, excepto que los
requerimientos especficos de este Cdigo deben prevalecer cuando entran en
conflicto con los requerimientos de esas especificaciones.
_Producto N Espec. ASTM
Caera A 333
Tubo A 334
Fittings A 420
Forjados A 350
Fundidos A 352
Apernado A 320
Plancha A 20
NOTA GENERAL: Los ttulos de los estndares referidos no mencionados en el Indice de
Especificaciones para el Apndice A son: A 20 Requerimientos Generales para
Planchas de Acero para Recipientes sometidos a Presin y A 370 Mtodos de
Inspeccin y Definiciones para Inspeccin Mecnica de Productos de Acero.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 127
Notas:
(1) Se puede utilizar cualquier material de acero al carbono hasta una temperatura mnima de
29C (-20F) para el Servicio con Fluido Categora D.
(2) Se pueden utilizar materiales con los Grados X de API 5L y ASTM 381, en conformidad con la
Curva B, si han sido normalizados o enfriados rpidamente (quenched) y templados.
(3) Se pueden utilizar los siguientes materiales en conformidad con la Curva D, si han sido
normalizados.
(a) Plancha ASTM A516, todos los grados;
(b) Caera ASTM A671, Grados CE55, CE60 y todos los garbos realizados con plancha
A 516;
(c) Caera ASTM A672, Grados E55, E60 y todos los grados realizados con plancha
A516.
(4) Un procedimiento de soldadura para la manufactura de caeras o componentes debe incluir
ensayos de impacto de soldaduras y HAZ para cualquier temperatura mnima de diseo inferior
a 29C (-20F); a excepcin de lo provisto en la Tabla 323.2.2, A-3(b).
(5) Se requieren ensayos de impacto en conformidad con el prrafo 323.3 para cualquier
temperatura mnima de diseo inferior a 48C (-55F), a excepcin de lo permitido en la Nota
(3) en la tabla 323.2.2.
(6) Para flanges ciegos y paletas, T debe ser del espesor del flange.
FIG. 323.2.2 A TEMPERATURAS MNIMAS SIN ENSAYOS DE IMPACTO
PARA MATERIALES DE ACERO AL CARBONO
(Vea la tabla A-1 respecto de la Curva Diseada para un Material Mencionado)
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 128
NOTAS GENERALES
(a) La Razn de Esfuerzo se define como el mximo de lo siguiente:
(1) esfuerzo nominal de presin (basado en el espesor mnimo de la pared de la caera
menos las permisividades) divididas por S a la temperatura mnima de diseo
(2) para componentes de piping con ratings de presin, la presin para la condicin en
consideracin dividida por el rating de presin a la temperatura mnima de diseo;
(3) esfuerzo longitudinal combinado debido a la presin, el peso muerto y la deformacin de
desplazamiento (factores de intensificacin de esfuerzo no estn incluidos en este clculo)
dividido por S a la temperatura mnima de diseo. Para calcular el esfuerzo longitudinal,
las fuerzas y los momentos en el sistema de piping deben ser calculados utilizando
propiedades de secciones basadas en las dimensiones nominales menos las permisividad
de corrosin, erosin y mecnicas.
(b) Las cargas coincidentes con la temperatura del metal bajo consideracin deben ser utilizadas
en la determinacin de la razn de Esfuerzo segn lo definido ms arriba.
FIG. 323.2.2B REDUCCIN EN LA TEMPERATURA MNIMA DE DISEO
DEL METAL SIN ENSAYO DE IMPACTO
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 129
TABLA 323.3.1
REQUERIMIENTOS DE ENSAYOS DE IMPACTO PARA METALES
Caractersticas de
Prueba
Columna A
Los Materiales sometidos a Prueba por el
Manufacturador [Vea la Nota (1)] o Aquellos en la
Tabla 323.2.2 que Requieren Ensayos de Impacto
solamente en Soldaduras
Columna B
Materiales no sometidos a Pruebas por el
Manufacturador o Aquellos sometidos a Prueba pero
sometidos a Tratamiento trmico durante o despus
de la Fabricacin
N de
Pruebas
A-1 El mayor de los nmeros requeridos por:
(a) la especificacin de materiales, o
(b) la especificacin aplicable mencionada en el
prrafo 323.3.2. vea la Nota (2).
B-1 El nmero requerido por la especificacin
aplicable mencionada en el prrafo 323.3.2. Vea la
Nota (2).
Ubicacin y
orientacin
de probetas
A-2 Segn lo requerido por la especificacin aplicable en el prrafo 323.3.2
M
a
t
e
r
i
a
l
e
s
d
e
P
r
u
e
b
a
Pruebas
realizadas
por
A-3 El manufacturador B-3 El fabricante o instalador
Pieza de
prueba para
la
preparacin
de las
probetas de
impacto
A-4 Una requerida para cada procedimiento de soldadura, para cada tipo de metal de aporte (es decir,
clasificacin AWS E-XXXX) y para cada fundente a ser utilizado. Las piezas de prueba deben ser sometidas
a esencialmente el mismo tratamiento trmico (incluyendo tiempo a la temperatura o temperaturas y tasa de
enfriamiento) que el piping instalado haya recibido.
N de piezas
de prueba
[vea la Nota
(3)]
A-5
(a) Una pieza, espesor T, para cada rango de
espesor de material desde T/2 hasta T + 6.4
mm (1/4 pulg).
(b) A menos que lo requiera el diseo de
ingeniera, no se requieren realizar las piezas
de cada lote, ni del material para cada trabajo,
siempre que las soldaduras hayan sido
sometidas a prueba segn lo requiere la
Seccin 4 ms arriba, para el mismo tipo y
grado de material ( o para el mismo P-number y
N de Grupo en el Cdigo BVP, Seccin lX) y
del mismo rango de espesor y que los registros
de las pruebas sean puestos a disposicin.
B-5
(a) Una pieza de cada lote de material en cada
especificacin y grado incluyendo el tratamiento
trmico [vea la Nota (4)] a menos que;
(b) Los materiales son calificados por el fabricante o
instalador segn lo especificado en la Seccin
B-1 y B-2 ms arriba, en cuyo caso los
requerimientos de la Seccin A-5 son aplicables.
Ubicacin y
Orientacin
de probetas
6
(a) Metal de soldadura: a travs de la soldadura, con entalle en el metal de soldadura; el eje del entalle
debe ser normal a la superficie del material, con una cara de la probeta < 1.5 mm (1/16 pulg) desde la
superficie del material.
(b) La zona afectada trmicamente HAZ; a travs de la soldadura suficientemente larga para localizar el
entalle en la HAZ despus del grabado; el eje del entalle debe ser aproximadamente normal a la
superficie del material y debe incluir todo lo posible del HAZ en la fractura
P
r
u
e
b
a
s
e
n
S
o
l
d
a
d
u
r
a
s
e
n
F
a
b
r
i
c
a
c
i
n
o
C
o
n
j
u
n
t
o
Pruebas
realizadas
por
7
El fabricante o instalador
NOTAS:
(1) Se debe obtener un informe certificado de los ensayos de impacto (despus de haber
sido sometido a tratamiento trmico segn lo requerido en la Tabla 323.2.2, tem B-3)
entregado por el manufacturador como evidencia que el material (incluyendo las
soldaduras utilizadas en su manufactura) satisface los requerimientos de este Cdigo
y que:
(a) Los ensayos fueron conducidos en probetas representativas del material
entregado a y utilizado por el fabricante o instalador; o,
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 130
(b) Los ensayos fueron conducidos en probetas removidas de piezas de ensayo
del material que ha sido sometido a tratamiento trmico separadamente en la
misma forma que el material (incluyendo el tratamiento trmico realizado por el
manufacturador) de manera que es representativo del piping terminado;
(2) Si se utiliza soldadura en la manufactura, fabricacin o instalacin, las pruebas en el
HAZ sern suficientes para las pruebas del material base.
(3) La pieza para ensayo debe ser suficientemente grande para permitir la preparacin de
tres probetas del metal de soldadura y tres de la HAZ (si se requiere) segn el prrafo
323.3. Si esto no es posible, se requiere la preparacin de piezas para ensayo
adicionales.
(4) Para los propsitos de este requerimiento, lote significa la cantidad de material
descrito bajo la provisin del N de ensayos de la especificacin aplicable al trmino
del producto (es decir, plancha, caera, etc.) mencionado en el prrafo 323.3.2.
323.3.3 Probetas para Ensayo. Cada set de probetas de ensayo de impacto debe
consistir de tres barras de probetas. Todas las ensayos de impacto deben ser
realizadas utilizando barras de probetas cuadradas para entalle-V Charpy de
seccin transversal de 10 mm (0.394 pulg) estndar, excepto cuando la forma del
material o el espesor no lo permite. Las ensayos de impacto Charpy pueden ser
realizadas en probetas de espesor total del material, que pueden ser maquinadas
para remover las irregularidades superficiales. En forma alternativa, se puede
reducir el espesor de este material para producir la mayor probeta Charpy
subdimensionada posible. Vea la tabla 323.3.4.
323.3.4 Temperaturas de Ensayo. Para todas las ensayos de impacto Charpy, se
deben observar los criterios de temperatura de ensayo en el prrafo 323.3.4(a) o
(b). Las probetas para ensayo, as como las tenazas de manipulacin, deben ser
enfriadas por u tiempo suficiente para alcanzar la temperatura de ensayo.
(a) Para Materiales de Espesor Igual o Mayor a 10 mm (0.394 pulg). Cuando la
probeta para entalle-V Charpy ms grande que se pueda obtener tiene un
ancho a lo largo del entalle de al menos 8 mm (0.315 pulg), el ensayo Charpy
que utiliza esta probeta debe ser conducido a una temperatura no superior a la
temperatura de diseo mnima. Cuando la probeta ms grande posible tiene un
ancho a lo largo del entalle inferior a 8 mm, se debe conducir el ensayo a una
temperatura inferior a la temperatura mnima de diseo en la cantidad
mostrada en la tabla 323.3.4 para este ancho de probeta.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 131
(b) Para Materiales con Espesor Inferior a 10 mm (0.394 pulg). Cuando la probeta
ms grande que se puede obtener para el entalle-V Charpy, tiene un ancho a
lo largo del entalle de al menos el 80% del espesor del material, el ensayo
Charpy de esta probeta debe ser conducido a una temperatura no superior a la
temperatura mnima de diseo. Cuando la probeta para ensayo ms grande
posible tiene un ancho a lo largo del entalle de menos de 80% del espesor de
material, el ensayo debe ser conducido a una temperatura inferior a la
temperatura mnima de diseo en una cantidad igual a la diferencia (referida a
la Tabla 323.3.4) entre la reduccin de temperatura correspondiente al espesor
de material real y la reduccin de temperatura correspondiente al ancho de la
probeta Charpy realmente sometida a prueba.
323.3.5 Criterios de Aceptacin.
(a) Requerimientos Mnimos de Energa. A excepcin de los materiales del
apernado, el requerimiento mnimo de energa aplicable para aceros al
carbono y de baja aleacin con resistencias a la traccin mnimas
especificadas inferiores a MPa (95 ksi), debe corresponder a aquellos
mostrados en la tabla 323.3.5.
(b) Requerimientos de Expansin Lateral. Otros aceros al carbono y de baja
aleacin con resistencias a la traccin mnimas especificadas iguales, o
superiores, a 656 MPa (95 ksi), todos los materiales para el apernado y todos
los aceros de aleacin alta (P-Ns 6, 7 y 8) deben tener una expansin lateral
opuesta al entalle no inferior a 0.38 mm (0.015 pulg) para todos los tamaos
de probeta. La expansin lateral corresponde al aumento del ancho de la
probeta de impacto quebrada por sobre la expansin de una probeta no
quebrada medida en el lado de compresin, paralelo a la lnea que constituye
el fondo del entalle-V (vea ASTM A 370).
(c) Requerimientos de Ensayo de Impacto en Soldaduras. Cuando dos metales
base con diferentes valores de energa de impacto requerida son unidos
mediante soldadura, los requerimientos de energa del ensayo de impacto
deben ser conforme a los requerimientos del material base con la resistencia
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 132
a la traccin mnima especificada que combina ms estrechamente la
resistencia a la traccin mnima especificada del metal de soldadura.
(d) Repeticin de ensayos.
(1) Para Criterios de Energa Absorbida. Cuando el valor promedio de las tres
probetas iguala o excede el valor mnimo permitido para una probeta y el
valor para ms de una probeta es inferior al valor promedio requerido, o
cuando el valor para una probeta es inferior al valor mnimo permitido para
una probeta nica, se debe realizar una repeticin de la prueba en tres
probetas adicionales. El valor de cada una de estas probetas para el
ensayo de repeticin debe ser igual o exceder el valor promedio requerido.
(2) Para el Criterio de Expansin Lateral. Si el valor de la expansin lateral
para una probeta en un grupo de tres es inferior a 0.38 mm (0.015 pulg)
pero no inferior a 0.25 mm (0.01 pulg) y si el valor promedio para tres
probetas iguala o excede 0.38 mm (0.015 pulg), se puede realizar una
repeticin de la prueba en tres probetas adicionales, cada una de las
cuales debe igualar o exceder el valor mnimo especificado de 0.38 mm
(0.015 pulg). En el caso de materiales tratados trmicamente, si no se
obtienen los valores requeridos en la repeticin de prueba, o si los valores
en la prueba inicial son inferiores al mnimo permitido para una prueba de
repeticin, el material puede ser sometido nuevamente a tratamiento
trmico y sometido nuevamente a una prueba. Despus de repetir el
tratamiento trmico, se debe realizar un set de tres probetas. Para la
aceptacin, la expansin lateral de cada una de estas probetas debe
igualar o exceder el valor mnimo especificado de 0.38 mm (0.015 pulg).
(3) Para Resultados de Prueba Errticos. Cuando un resultado errtico es el
resultado de una probeta defectuosa, o existe incerteza en el
procedimiento de la prueba, se permitir una repeticin de la prueba.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 133
323.4 Requerimientos del Servicio con Fluido para Materiales.
323.4.1 General. Los requerimientos en el prrafo 323.4 son aplicables a partes
sometidas a presin. No son aplicables a materiales utilizados como soportes,
brackets, empaquetadura o apernado. Vea tambin el Apndice F, prrafo F323.4.
TABLA 323.3.4
REDUCCIN DE TEMPERATURA EN ENSAYO DE IMPACTO CHARPY
1
Espesor Real del Material [Vea el prrafo 323.3.4(b)] o Ancho de
Probeta para Impacto Charpy a lo Largo del Entalle [Nota (2)]
Reduccin de Temperatura por debajo de la
Temperatura Mnima de Diseo
mm pulg C F
10 (barra estndar de tamao completo)
9
8
7.5 (barra tamao 3/4)
7
6.67 (barra tamao 2/3)
6
5 (barra tamao )
4
3.33 (barra tamao 1/3)
3
2,5 (barra tamao )
0.394
0.354
0.315
0.295
0.276
0.262
0.236
0.197
0.157
0.131
0.118
0.098
0
0
0
2.8
4.4
5.6
8.3
11.1
16.7
19.4
22.2
27.8
0
0
0
5
8
10
15
20
30
35
40
50
Notas:
(1) Estos criterios de reduccin de temperatura no son aplicables cuando la Tabla 323.5
especifica expansin lateral para valores mnimos requeridos.
(2) Se permite la interpolacin de lneas rectas para valores intermedios.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 134
TABLA 323.3.5
VALORES MNIMOS REQUERIDOS PARA IMPACTO DE ENTALLE-V CHARPY
Energa [Nota (1]
Aceros completamente
desoxidizados
Aceros distintos a los
completamente desoxidizadps
Resistencia a la traccin mnima
especfica
N de probetas [Nota (2)] Joules Pie-lbpie Joules Pie-lbpie
18
16
20
16
27
20
13
10
15
12
20
15
14
10
18
14
...
...
10
7
13
10
...
...
Expansin lateral
(a) Aceros al Carbono y de Baja
Aleacin
448 Mpa (65 ksi) y menor
Sobre 448 hasta 517 Mpa (75 ksi)
Sobre 517 pero no inclusive 656
Mpa (95 ksi)
656 Mpa y superior [Nota (3)
(b) Aceros en P-Ns 6, 7 y 8
Promedio para 3 probetas
Mnimo para 1 probeta
Promedio para 3 probetas
Mnimo para 1 probeta
Promedio para 3 probetas
Mnimo para 1 probeta
Mnimo para 3 probetas
Mnimo para 3 probetas
0.38 mm (0.015 pulg)
0.38 mm (0.015 pulg)
NOTAS:
(1) Los valores de energa en esta Tabla son para probetas de tamao estndar. Para
probetas sub-dimensionadas, estos valores deben ser multiplicados por la razn entre
el ancho real de la probeta y el de la probeta de tamao completo, 10 mm (0.394
pulg).
(2) Vea el prrafo 23.3.5(d) para pruebas de repeticin permisibles.
(3) Para apernado de este nivel de resistencia en tamaos nominales M 52 (2 pulg) y
menores, se pueden aplicar los requerimientos de impacto de ASTM A 320. Para
apernado superior a M 52 se deben aplicar los requerimientos de esta Tabla.
323.4.2 Requerimientos Especficos.
(a) Hierro Dctil. No se debe utilizar hierro dctil para partes sometidas a presin a
temperaturas inferiores a 29C (-20F) (excepto hierro dctil austentico) o
sobre 343C (650F). Se puede utilizar el hierro dctil austentico conforme a
ASTM A 571 a temperaturas inferiores a 29C (-20F) hasta la temperatura
del ensayo de impacto conducida en conformidad con esa especificacin,
pero no inferior a 196C (-320F).
Las vlvulas con cuerpos y bonetes, o tapas, realizadas de materiales
conforme a ASTM A 395 y que satisfacen los requerimientos de ASME B16.42
y los requerimientos adicionales de ASME B16.34 Clase Estndar, API 594,
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 135
API 599, o API 609, pueden ser utilizadas dentro de ratings de presin-
temperatura entregados en ASME B16.42.
No se debe realizar soldadura en la fabricacin o reparacin de
componentes de hierro dctil, ni en el montaje de estos componentes en un
sistema de piping.
(b) Otros Hierros Fundidos. Los siguientes no deben ser utilizados bajo
condiciones cclicas severas. Si se proporcionan protecciones contra el calor
excesivo, el choque trmico, el choque mecnico y el abuso, pueden ser
utilizados en otros servicios sujetos a los siguientes requerimientos.
(1) No se debe utilizar hierro fundido sobre la superficie del terreno dentro de
los lmites de la unidad de proceso en servicio con hidrocarburo u otro fluido
inflamable a temperaturas sobre 149C (300F), ni con presiones
manomtricas sobre 1035 kPa (150 psi). En otros lugares el lmite de
presin debe ser 2760 kPa (400 psi).
(2) No se debe utilizar hierro maleable en un servicio con fluido a temperaturas
inferiores a 29C (-20F) o sobre 343c (650F) y no debe ser utilizado en
servicio con fluido inflamable a temperaturas sobre 149C (300F) ni a
presiones manomtricas sobre 2760 kPa (400 psi).
(3) El hierro de silicio alto (14.5% Si) no debe ser utilizado en servicio con
fluido inflamable. El manufacturador debera ser consultado respecto de los
ratings de presin-temperatura y las medidas precautorias al usar este
material.
(c) Otros Materiales.
(1) Cuando se realiza soldadura o corte trmico en fundiciones de aluminio, los
valores de esfuerzos en el Apndice A y los ratings de componentes
mencionados en la Tabla 326.1 no son aplicables. Es responsabilidad del
proyectista establecer tales esfuerzos y ratings consistentes con los
requerimientos de este Cdigo.
(2) No se debe utilizar plomo, estao ni sus aleaciones en servicios con fluidos
inflamables.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 136
343.4.3 Materiales de Revestimientos y Recubrimientos. Se pueden utilizar
materiales con revestimientos metlicos o recubrimientos metlicos en
conformidad con las siguientes provisiones.
(a) Cuando los componentes de piping son realizados de planchas de
revestimiento integral conforme a:
(1) ASTM A 263, Plancha de Revestimiento de Acero Cromo, Hoja y Cinta, o
(2) ASTM A 364, Plancha de Revestimiento de Acero Cromo-Nquel, Hoja o
Cinta, o
(3) ASTM A 265, Plancha de Revestimiento de Aleacin con Base de Nquel y
Nquel, Hoja y Correa, la presin de diseo en conformidad con las reglas
en el prrafo 304 puede basarse en el espesor total del metal base y del
revestimiento despus de deducir cualquier permisividad de corrosin,
siempre que tanto el metal base como el metal del revestimiento sean
aceptables segn el Cdigo bajo el prrafo 323.1 y siempre que la plancha
de revestimientos haya sido sometida a prueba de esfuerzo cortante y
satisfaga todos los requerimientos de esta prueba segn la especificacin
ASTM aplicable. El esfuerzo permisible para cada material (base y
revestimiento) debe ser tomado del Apndice A, o determinado en
conformidad con las reglas del prrafo 302.3, siempre que, sin embargo,
el esfuerzo permisible utilizado para la porcin de revestimiento del
espesor de diseo nunca debe ser mayor que el esfuerzo utilizado para la
porcin base.
(b) Para todos los dems componentes de caera recubierta o con revestimiento
metlico, el metal base debe corresponder a un material aceptable del Cdigo
segn lo definido en el prrafo 323.1 y el espesor utilizado en la presin de
diseo en conformidad con el prrafo 304 no debe incluir el espesor del
revestimiento o recubrimiento. El esfuerzo permisible utilizado debe ser el del
metal base a temperatura de diseo. Para tales componentes, el
revestimiento o recubrimiento puede corresponder a cualquier material que, a
juicio del usuario, sea apropiado para el servicio pretendido y para el mtodo
de manufactura y montaje del componente de piping.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 137
(c) A excepcin de componentes diseados en conformidad con las provisiones
del prrafo 323.4.3(a ), los requerimientos para el servicio con fluido para los
materiales establecidos en este Cdigo no deben restringir su uso como
revestimiento o recubrimiento en caeras o otros componentes. Los
requerimientos de servicios con fluidos para el material exterior (incluyendo
aquellos para componentes y uniones) deben ser los reguladores, excepto
que se deben considerar las limitaciones de temperatura de los materiales
interiores y exteriores y de cualquier unin entre ellos.
(d) La fabricacin mediante soldadura de los componentes de piping revestido o
recubierto y la inspeccin y pruebas de estos componentes deben realizarse
en conformidad con las provisiones aplicables del Cdigo BVP, Seccin Vlll,
Divisin 1, UCL-30 hasta UCL-52, o las provisiones de los Captulos V y Vl de
este Cdigo, los que sean ms estrictos.
323.5 Deterioro de los Materiales en Servicio.
La seleccin de materiales que resistan el deterioro en servicio no est dentro del
alcance de este Cdigo. Es responsabilidad del proyectista seleccionar los
maternales apropiados para el servicio con fluidos. En el Apndice F, prrafo
F323, se presentan recomendaciones basadas en la experiencia como gua.
325 MATERIALES MISCELNEO
325.1 Materiales Auxiliares y de Uniones
Cuando se seleccionan materiales tales como adhesivos, cementos, solventes,
soldaduras blandas, soldaduras fuertes, empaquetaduras y O-rings para realizar
uniones de sello, el proyectista debe considerar su calidad para el servicio con
fluido. (Se deben considerar tambin los posibles efectos de la unin o de
materiales auxiliares sobre el fluido manipulado).
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 138
CAPTULO IV
ESTNDARES PARA COMPONENTES DE PIPING
326 DIMENSIONES Y RATINGS DE COMPONENTES
326 Requerimientos Dimensionales
326.1.1 Componentes de Piping Mencionados.
Los estndares
1
dimensionales para componentes de piping son mencionados en
la Tabla 326.1. Los requerimientos dimensionales contenidos en las
especificaciones mencionadas en el Apndice A tambin deben ser considerados
como requerimientos de este Cdigo.
326.1.2 Componentes de Piping No Mencionados. Las dimensiones de los
componentes de piping no mencionados en la Tabla 326.1, o en el Apndice A,
deben corresponder a aquellas de componentes mencionados comparables, tanto
como sea posible. En cualquier caso, las dimensiones deben ser tales que
proporcionen la resistencia y el desempeo equivalentes a los componentes
estndar, a excepcin de lo provisto en los prrafos 303 y 304.
326.1.3 Roscas. Las dimensiones de las roscas de las conexiones de piping no
cubiertas por un estndar, o especificacin, de componentes reguladora deben
conformar los requerimientos de estndares aplicables mencionados en la Tabla
326.1 o Apndice A.
326.2 Ratings de Componentes
326.2.1 Componentes Mencionados. Los ratings de presin-temperatura de los
componentes mencionados en la tabla 326.1 son aceptables para la presin de
diseo en conformidad con el prrafo 303.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 139
326.2.2 Componentes No Mencionados. Los ratings de presin-temperatura de
componentes de piping no mencionados deben conformar las provisiones
aplicables del prrafo 304.
A00 326.3 Documentos de Referencia.
Los documentos mencionados en la Tabla 326.1 contienen referencias a cdigos,
estndares y especificaciones no mencionadas en la Tabla 326.1. Estos cdigos,
estndares y especificaciones deben ser utilizados solamente en el contexto de
los documentos mencionados en los cuales aparecen.
Los requerimientos del diseo, de los materiales, de la fabricacin, del montaje, de
los exmenes, de la inspeccin y de las pruebas de este Cdigo no son aplicables
a los componentes manufacturados en conformidad con los documentos
mencionados en la Tabla 326.1, a menos que se establezca especficamente en
este Cdigo, o en el documento mencionado.
__________________________________________________
1
No es posible hacer referencia a una edicin especfica de cada estndar a lo largo del
texto del Cdigo. En su lugar, en el Apndice E se muestran las referencias a ediciones
aprobadas, junto con los nombres y la direccin de las organizaciones auspiciadoras.
_______________________________________________________
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 140
TABLA 326.1
ESTNDARES
1
DE COMPONENTES
Estndar o Especificacin Designacin [Nota (2)]
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 141
Notas:
(1) No es posible hacer referencia a una edicin especfica de cada estndar a lo largo del texto del Cdigo.
En su lugar, en el Apndice E se muestran las referencias a ediciones aprobadas, junto con los nombres
y la direccin de las organizaciones auspiciadoras.
(2) Un asterisco (*) que precede la designacin indica que el estndar ha sido aprobado como Estndar
Nacional Americano por el Instituto de Estndares Nacionales Americanos.
(3) Este estndar permite el uso de materiales no mencionados; vea el prrafo 323.1.2.
(4) Este estndar permite las roscas de caeras rectas en tamaos <DN 15 (NPS );
vea el prrafo 314.2.1(d).
(5) Nota precautoria: Los ratings de presin de componentes manufacturados en conformidad con ediciones
previas a la edicin de 1994 de este estndar fueron reducidos al 80% de la caera sin costura
equivalente. Esta reduccin de capacidad ya no se requiere para componentes manufacturados en
conformidad con la Edicin 1994.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 142
CAPTULO V
FABRICACIN, MONTAJE E INSTALACIN
327 GENERAL
Los materiales y los componentes de piping metlico son preparados para
su montaje e instalacin mediante uno o ms de los procesos de fabricacin
cubiertos en los prrafos 328, 330, 331, 332 y 333. Cuando alguno de estos
procesos es utilizado en el montaje o en la instalacin, los requerimientos son los
mismos que para la fabricacin.
328 SOLDADURA
La soldadura debe conformar los prrafos 328.1 hasta 328.6 en
conformidad con los requerimientos aplicables del prrafo 311.2.
328.1 RESPONSABILIDAD DE LA SOLDADURA
Cada empleador es responsable por la soldadura realizada por el personal
de su organizacin y, a excepcin de lo provisto en los prrafos 328.2.2 y 328.2.3,
debe conducir las pruebas requeridas para calificar los procedimientos de
soldadura y calificar y, segn se requiera, re-calificar a los soldadores y a los
operadores de soldaduras.
328.2.1 CALIFICACIONES DE SOLDADURA
328.2.1 Requerimientos de calificacin
(a) La calificacin de los procedimientos que sern utilizados y del desempeo de
los soldadores y operadores debe conformar los requerimientos del Cdigo
BPV, seccin IX, excepto las modificaciones indicadas.
(b) Cuando el metal base no resiste el doblado guiado de 180 grados requerido
por la Seccin IX, se requiere que una probeta soldada para calificacin sea
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 143
sometida al mismo grado de doblado que el metal base, con un margen de 5
grados.
(c) Los requerimientos para el precalentamiento del prrafo 330 y para el
tratamiento trmico del prrafo 331, as como los requerimientos similares en el
diseo de ingeniera, deben ser aplicables a los procedimientos de soldadura
para calificacin.
(d) Cuando el Cdigo, o el diseo de ingeniera, requieren ensayo de impacto, los
procedimientos de soldadura para calificacin deben satisfacer estos
requerimientos mediante los procedimientos de calificacin de soldaduras.
(e) Si se utilizan insertos consumibles [Fig. 328.3.2 dibujo (d). (e), (f) o (g)], o sus
equivalentes completamente maquinados, o anillos de respaldo, se debe
demostrar su conveniencia por medio de la calificacin del procedimiento,
excepto cuando un procedimiento calificado sin el uso de anillo de respaldo
tambin est calificado para su uso con un anillo de respaldo en una junta de
tope de soldadura nica.
(f) Para reducir el nmero de calificaciones de procedimientos de soldadura
requeridas, se asignan P-Numbers o S-Numbers y Group Numbers, en el
Cdigo BPV, Seccin lX, a los grupos de metales, basados generalmente en la
composicin, soldadibilidad y propiedades mecnicas, hasta donde sea
posible. Para la conveniencia del usuario del Cdigo, los P-Numbers y los S-
numbers para la mayora de los metales aparecen en una lista en una columna
separada en la Tabla A-1. Vea la Seccin lX, OW/QB-422, para los Group
Numbers y los respectivos P-Numbers y S-Numbers. Este Cdigo requiere el
uso de la Seccin lX, QW-420.2.
328.2.2 Calificacin de Procedimientos realizada por Otros.
Cada empleador es responsable de la calificacin de todo procedimiento de
soldadura usado por el personal de la organizacin. Se pueden usar
procedimientos calificados por otros, sujetos a la aprobacin especfica del
Inspector, siempre que se satisfagan las siguientes condiciones:
(a) El Inspector debe estar conforme con que:
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 144
1. Una conocida organizacin responsable con experiencia en el campo de las
soldaduras ha preparado, calificado y ejecutado la especificacin de
procedimiento de soldadura (WPS) propuesta; y
2. El empleador no realizar cambios en el procedimiento de soldadura
(b) El P-Number del material base es 1,3, 4 Group number 1 (1 max.) u 8; y no
se requiere ensayos de impacto.
(c) Los metales bases que sern unidos tienen el mismo P-Number, excepto que
los P-Nos 1, 3 y 4 Gr. No 1 pueden ser soldados entre ellos, segn lo permite
la Seccin lX.
(d) El material a ser soldado tiene un espesor inferior a 19 mm (3/4 pulg.). No se
requiere el tratamiento trmico posterior.
(e) La presin de diseo no excede el rating de ASME B16.5 PN 50 (Class 300)
para el material a temperatura de diseo; y la temperatura de diseo est en el
rango de 29C a 399C (-20F a 750F), inclusive.
(f) El proceso de soldadura corresponde a SMAW o GTAW, o a una combinacin
a partir de ambos.
(g) Se seleccionan los electrodos de soldadura para el proceso SMAW de las
siguientes clasificaciones.
AWS A5.1
1
E6010
E6011
E7015
E7016
E7018
AWS A5.4
1
E308-15, -16
E308L-15, -16
E309-15, -16
E310-15, -16
E-16-8-2-15, -16
E316-15. -16
E316L-15. -16
E347-15, -16
AWS A5.5
1
E7010-AI
E7018-Al
E8016-BI
B8018-BI
E8015-B2L
E8016-B2
E8018-B2
E8018-B2L
(h) Por medio de su firma el empleador acepta la responsabilidad de la WPS y del
registro de calificacin del procedimiento (PQR).
(i) El empleador tiene al menos un soldador, o un operador de soldadura, con
contrato vigente, el cual ha aprobado satisfactoriamente un ensayo de
calificacin de desempeo utilizando el procedimiento y el material con el P-
Number especificado en la WPS. Con este propsito se debe usar el ensayo
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 145
de desempeo de doblado requerido por la Seccin iX, QW-302. No se
considera aceptable la calificacin por medio de radiografa.
328.2.3 Calificacin de Desempeo realizada por Otros. Para evitar la
duplicacin de esfuerzo, un empleador puede aceptar una calificacin de
desempeo realizada para otro empleador, siempre que el Inspector entregue su
aprobacin especfica. La aceptacin se limita a la calificacin del piping utilizando
el mismo procedimiento, o uno equivalente, que incluya las variables esenciales
consideradas por los lmites de la Seccin lX. El empleador deber obtener una
copia del registro del ensayo de calificacin de procedimientos del empleador
anterior, que indique el nombre del empleador, el nombre del soldador u operador
de soldadura, identificacin de procedimiento, fecha de la calificacin exitosa y la
fecha en la cual el individuo utiliz por ltima vez el procedimiento en un piping de
presin.
328.2.4 Registros de Calificaciones. El empleador debe mantener un registro
auto-certificado de los procedimientos utilizados por los soldadores y los
operadores empleados, el cual muestre la fecha y los resultados de las
calificaciones del procedimiento y del desempeo, adems del smbolo de
identificacin asignado a cada soldador y operador. El registro mencionado estar
disponible para el propietario (y para el agente del propietario) as como para el
Inspector,
3.2.8.3 Materiales de Soldadura.
328.3.1 Metal de Aporte. El metal de aporte debe satisfacer los requerimientos de
la Seccin lX. Se puede utilizar un metal de aporte que an no haya sido
incorporado a la Seccin lX y que cuente con la aprobacin del propietario,
cuando se realice primero una prueba de calificacin exitosa.
328.3.2 Material de Respaldo de la Soldadura. Cada vez que se utilicen anillos
de respaldo, stos deben estar en conformidad con lo siguiente.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 146
(a) Anillos de Respaldo de Metal Ferroso. Deben ser de calidad soldable. El
contenido de azufre no debe exceder el 0.05%.
(b) El procedimiento de soldadura, calificado segn los requerimientos del prrafo
328.2, deber demostrar el uso satisfactorio de estos materiales en las
siguientes situaciones: cuando dos superficies adyacentes deben ser soldadas
a un tercer elemento usado como anillo de respaldo y uno, o dos de los tres,
es/son ferrtico(s) y uno, o los dems, es/son austentico(s).
Los anillos de respaldo pueden ser de maquinado continuo o de banda partida.
Algunos tipos de uso comn se muestran en la Fig. 328.3.2
(c) Anillos de Respaldo No-ferrosos y No-metlicos. Se pueden utilizar anillos de
respaldo de material no-ferroso o no-metlico, siempre que el proyectista
apruebe su uso y que el procedimiento de soldadura que los utiliza sea
calificado segn lo requerido por el prrafo 328.2.
328.3.3 Insertos Consumibles. Se pueden usar insertos consumibles, siempre
que tengan la misma composicin nominal del metal de aporte, que no causen una
aleacin daina del metal de soldadura y que el procedimiento de soldadura que
los usa haya sido calificado en conformidad con el prrafo 328.2. La Fig. 328.3.2
muestra algunos tipos de uso comn.
328.4 Preparacin para la Soldadura
328.4.1 Limpieza. Las superficies interiores y exteriores que sern cortadas
trmicamente o soldadas, deben estar limpias y libres de pintura, aceite,
herrumbre, incrustaciones y cualquier otro material que cause dao a la soldadura,
o al metal base, durante la aplicacin del calor.
328.4.2 Preparacin de los Extremos.
(a) General.
(1) Se considera aceptable la preparacin final solamente cuando la superficie
est razonablemente suave y lisa y la escoria del corte al arco, o con oxgeno,
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 147
sea retirada. La decoloracin remanente en la superficie cortada trmicamente
no se considera oxidacin daina.
(2) Se considera aceptable la preparacin final para las soldaduras de ranura
especificadas en ASME B16.25, o para cualquier otra que satisfaga la WPS. [
La Figura 328.4.2, dibujos (a) y (b), muestran los ngulos de bisel bsicos de
ASME B16.25 y algunos ngulos de bisel-J adicionales, por su conveniencia.]
Fig. 328.3.2 ANILLOS DE RESPALDO E INSERTOS CONSUMIBLES TPICOS.
(b) Soldaduras circunferenciales.
(1) Si los extremos de los componentes han sido cortados como se muestra en la Fig.
328.3.2 dibujos (a) o (b), para ajustarse a los anillos de respaldo, o a los insertos
consumibles, o como se muestra en la Fig. 328.4.3 dibujos (a) o (b), para corregir
el desalineamiento interior, tal corte no debe reducir el espesor de la pared
terminada por debajo del espesor de pared mnimo t
m.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 148
(2) Se pueden rebajar los extremos de los componentes para permitir que el anillo
de respaldo quede completamente separado, siempre que el espesor neto
remanente de los extremos terminados no sea inferior a t
m..
(3) Es posible adaptar los extremos de las caeras del mismo tamao nominal
para mejorar el alineamiento, siempre que se mantengan los requerimientos
del espesor de pared.
(4) Segn se necesite, se puede depositar metal de soldadura en el interior, o en
el exterior, del componente para permitir el alineamiento, o para permitir el
maquinado, que asegure el asentamiento satisfactorio de los anillos o insertos.
(5) Cuando una soldadura de bisel mitreada (en casquetes), o circunferencial, une
componentes de espesores de pared distintos y uno es ms de 1 vez el
espesor del otro, la preparacin del extremo y la geometra deben conformar
los diseos aceptables para espesores desiguales en ASME B16.25.
328.4.3 Alineamiento.
(a) Soldaduras circunferenciales
(1) Las superficies interiores de los componentes a ser unidos por medio de
soldaduras de bisel mitreadas, o circunferenciales, deben estar alineadas
dentro de los lmites dimensionales en la WPS y el diseo de ingeniera.
(2) Si las superficies externas de los componentes no estn alineadas, la
soldadura debe ser cnica entre ellas.
(b) Soldaduras Longitudinales. El alineamiento de las soldaduras de ranura
longitudinales (no realizadas de acuerdo con el estndar de la Tabla A-1 o
Tabla 326.1) debe ser en conformidad con los requerimientos del prrafo
328.4.3 (a).
(c) Soldaduras de Conexiones de Arranques.
(1) Se debe preparar el contorno de las conexiones de los arranques adyacentes a
la superficie exterior de la caera principal para que las soldaduras de ranura
satisfagan los requerimientos WPS [ver Figura 328.4.4 dibujos (a) y (b)].
(2) Los arranques se deben insertar a travs de la abertura en la caera principal
hasta, al menos, la superficie interior de la caera principal en todos los
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 149
puntos. [ver Fig. 328.4.4 dibujo (c)] o debe conformar los requerimientos del
prrafo 328.4.3 (c) (1).
(3) Las aberturas para la conexin de arranques no deben variar del contorno
requerido en ms que la dimensin m de la Fig. 328.4.4. Las variaciones de la
forma de la abertura no deben exceder los lmites de tolerancia del
espaciamiento de la raz en la WPS, bajo ninguna circunstancia.
(d) Espaciamiento. La abertura raz de la unin debe estar dentro de los lmites de
tolerancia de la WPS.
FIG. 328.4.2 PREPARACIN TPICA DEL FIG. 328.4.3 RECORTE Y ALINEAMIENTO
EXTREMO PARASOLDADURA DE TOPE PERMITIDO
328.5 Requerimientos de Soldadura
328.5.1 General
(a) Las soldaduras, incluyendo la adicin de metal de soldadura para el
alineamiento [Prrafos 328.4.2 (b) (4) y 328.4.3 (c) (3)], se deben realizar en
conformidad con el procedimiento calificado y por soldadores u operadores
calificados.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 150
(b) Se debe asignar un smbolo de identificacin a cada soldador y operador
calificado. Salvo especificacin contraria en el diseo de ingeniera, cada
soldadura con presin, o rea adyacente, debe ser marcada con el smbolo de
identificacin del soldador u operador. Como alternativa al marcado de la
soldadura, se deben llevar registros apropiados.
(c) Se deben realizar las soldaduras de puntos en la raz de la unin con metal
de aporte equivalente al usado en el paso raz. Las soldaduras de puntos
deben ser realizadas por un soldador u operador calificado. Las soldaduras de
puntos se deben fundir con la soldadura del paso raz, a excepcin de las que
se deban retirar porque presenten fisuras. Se deben retirar los puntos de
soldadura sobre la soldadura.
(d) Se prohibe el aplanado con martillo del paso raz y del paso final de una
soldadura.
(e) No se debe realizar soldadura en reas expuestas a impacto de lluvia, nieve,
aguanieve, viento excesivo, o si el rea para soldar est helada o mojada.
(f) Vlvulas de Extremos Soldados. Toda secuencia y procedimiento de
soldadura, as como cualquier tratamiento trmico realizado a una vlvula de
extremo soldado, debe ser realizado en forma tal que conserve la
hermeticidad del asiento de la vlvula.
328.5.2 Soldaduras de Filete y Socket Welds (SW).
Las soldaduras de filete (incluyendo las SW) pueden variar de convexas a
cncavas. El tamao de la soldadura de filete se determina en la forma que
muestra la Fig. 328.5.2A.
(a) La Fig. 328.5.2B muestra los detalles tpicos para los flanges de deslizamiento
y SW; la Fig. 328.5.2C muestra las dimensiones de soldaduras mnimas para
otros componentes SW.
(b) Si se usa soldadura nica en flanges de deslizamiento, la soldadura debe estar
en el cubo.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 151
FIG. 328.5.2B DETALLES TPICOS PARA SOLDADURAS DE CONEXIN DE FLANGES
CON SOLDADURA SW Y SLIP-ON DE SOLDADURA DOBLE
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 152
FIG. 328.5.2C DIMENSIONES MNIMAS DE SOLDADURAS PARA COMPONENTES
SW DISTINTOS DE LOS FLANGES
328.5.3 Soldaduras de sello.
La soldadura de sello debe ser realizada por un soldador calificado. Las
soldaduras de sello deben cubrir todos los hilos expuestos.
328.5.4 Conexiones de Arranques Soldados.
(a) Las Figuras 328.5.4A hasta la 328.5.4E muestran los detalles aceptables de
las conexiones de arranques con y sin refuerzo adicional, en las cuales el
arranque se conecta directamente a la caera principal. Las ilustraciones son
tpicas y no excluyen tipos aceptables de construccin no mostrados.
(b) La Figura 328.5.4D muestra tipos bsicos de uniones soldadas utilizadas en la
fabricacin de conexiones de arranques. La ubicacin y el tamao mnimo de
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 153
las soldaduras de unin deben conformar los requerimientos incluidos en el
presente texto. Se deben calcular las soldaduras en conformidad con el prrafo
304.3.3 pero no deben ser inferiores a los tamaos mostrados en la Fig.
328.5.4D.
(c) La nomenclatura y los smbolos usados en el texto y en la Fig. 328.5.4D son
los siguientes.
t
c
=inferior a 0.7T
b
o 6mm (1/4 pulg.)
T
b
=espesor nominal del arranque
T
h
=espesor nominal del cabezal
T
r
=espesor nominal del pad de refuerzo o del poncho de refuerzo
t
min
=inferior a T
b
o
T
r
(d) Las conexiones de los arranques, incluyendo los fittings (ver prrafos 300.2 y
304.3.2) que estn adyacentes al exterior de la caera principal, o que estn
insertos en una abertura de la caera principal, deben ser unidos por medio de
soldaduras de filete de penetracin completa. Se deben terminar las
soldaduras con soldaduras de filete con una dimensin de garganta superior a
t
c.
Ver Fig
328.5.4D dibujos (1) y (2)
(e) Las formas de unin de un pad de refuerzo, o poncho de refuerzo, a un
arranque son :
(1) una soldadura de ranura de penetracin completa terminada con una
soldadura de filete con una dimensin de garganta superior a t
c
; o
(2) una soldadura de filete con una dimensin de garganta superior a 0.7t
min.
Ver Fig. 328.5.4D dibujo (5).
(f) El borde exterior del pad de refuerzo, o poncho de refuerzo, debe ser unido a la
caera principal por medio de una soldadura de filete con una dimensin de
garganta superior a 0.5 T
r
. Ver Fig. 328.5.4D dibujos (3), (4) y (5).
(g) Debe haber un buen ajuste entre los pads de refuerzo, ponchos de refuerzo y
las partes. Se debe proporcionar un venteo lateral (no en la bifurcacin) de
cualquier pad de refuerzo o poncho de refuerzo para revelar la existencia de
cualquier filtracin en la soldadura entre el arranque y la caera principal y que
permita la ventilacin durante la soldadura y el tratamiento trmico. Se puede
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 154
construir un pad de refuerzo o poncho de refuerzo con ms de una pieza si las
uniones entre las partes tienen una resistencia equivalente a la del metal base
del pad de refuerzo o poncho de refuerzo, y si cada pieza tiene un agujero de
ventilacin.
(h) Antes de agregar un pad de refuerzo o poncho de refuerzo, se debe examinar
y realizar la reparacin de las soldaduras terminadas entre el arranque y la
caera principal.
328.5.5 Uniones Sobrepuestas Fabricadas.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 155
La Fig. 328.5.5 muestra bridas de reborde fabricadas tpicas. La fabricacin debe
estar en conformidad con los requerimientos aplicables del prrafo 328.5.4.
FIG. 328.5.5 BRIDAS DE REBORDE TPICAS
328.5.6 Soldadura para Condiciones Cclicas Severas. Se debe emplear un
procedimiento de soldadura que proporcione una superficie interior suave, regular
y de penetracin completa.
328.6 Reparacin de Soldaduras.
Los defectos de soldadura deben ser reparados removindolos por completo,
hasta el metal sano. Las soldaduras de reparacin deben realizarse utilizando un
procedimiento de soldadura calificado en conformidad con el prrafo 328.2.1,
reconociendo que la cavidad a ser reparada puede diferir en el contorno y las
dimensiones de la unin original. Las soldaduras de reparacin deben ser
realizadas por soldadores u operadores calificados en conformidad con el prrafo
328.2.1. El tratamiento trmico previo y posterior a la soldadura corresponde al
mismo aplicado a la soldadura original. Ver tambin prrafo 341.3.3.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 156
PRECALENTAMIENTO.
330.1 General.
Se utiliza el precalentamiento, junto con el tratamiento trmico, para minimizar los
efectos dainos de la alta temperatura y de los incrementos trmicos severos
inherentes a la soldadura. La necesidad del precalentamiento y la temperatura a
ser usada deben estar especificados en el diseo de ingeniera y deben ser
demostrados con la especificacin de procedimiento. Los requerimientos y
recomendaciones incluidos son aplicables a todos los tipos de soldadura,
incluyendo las soldaduras de puntos, de reparacin y de sello de uniones
roscadas.
330.1.1 Requerimientos y Recomendaciones. La Tabla 330.1.1 entrega las
temperaturas de precalentamiento mnimas requeridas y recomendadas para
materiales de distintos P-Numbers. Si la temperatura ambiente es inferior a 0C
(32F) las recomendaciones de la Tabla 330.1.1 se convierten en requerimientos.
El espesor referido en la Tabla 330.1.1 corresponde al del componente de mayor
espesor medido en la unin.
330.1.2 Materiales no Mencionados. Los requerimientos del precalentamiento
para materiales no mencionados deben ser especificados en la WPS.
330.1.3 Verificacin de la Temperatura.
(a) Se chequea la temperatura por medio de crayones indicadores de
temperatura, pirmetros de termocuplas u otros medios apropiados para
asegurar que la temperatura especificada por la WPS se obtiene antes de la
soldadura y que se mantiene durante ella.
(b) Se pueden instalar temporalmente termocuplas en las partes con presin
usando el mtodo de descarga de capacitor de la soldadura sin procedimiento
de soldadura ni calificaciones de desempeo. Despus de retirar las
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 157
termocuplas se deben examinar en forma visual las reas en busca de
evidencia de defectos que reparar.
330.1.4 Zona de Precalentamiento. La zona de precalentamiento debe
extenderse al menos 25 mm (1pulg) ms all de cada borde de la soldadura.
330.2 Requerimientos especficos.
330.2.3 Materiales Diferentes.
Se recomienda utilizar la temperatura ms alta mostrada en la Tabla 330.1.1
cuando se sueldan materiales con diferentes requerimientos de precalentamiento.
330.2.4 Interrupcin de la Soldadura.
Cuando la soldadura es interrumpida, se debe controlar la velocidad de
enfriamiento, o se deben usar otros medios para evitar los efectos dainos en el
piping. Antes de reiniciar la soldadura, se debe aplicar el precalentamiento
especificado en la WPS.
TRATAMIENTO TRMICO
Se utiliza el tratamiento trmico para prevenir o liberar de los efectos dainos de la
temperatura alta y de los severos incrementos de temperatura durante la
soldadura y para aliviar las tensiones residuales creados por el doblado y el
moldeado. Las provisiones del prrafo 331 constituyen principios bsicos
apropiados para la mayora de las operaciones de soldadura, doblado y moldeado,
pero no son necesariamente apropiadas para todas las condiciones de servicio.
331.1 General
331.1.1 Requerimientos de Tratamiento Trmico
(a) El tratamiento trmico debe conformar los grupos de materiales y rangos de
espesores de la Tabla 331.1.1, a excepcin de lo indicado en los prrafos
331.2.1 y 331.2.2.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 158
TABLA 330.1.1
TEMPERATURAS DE PRECALENTAMIENTO
Temperatura Mnima
Espesor Nominal
de Pared
Resistencia a la
Traccin Mnima
Especificada, Metal
Base
Requerida Recomendada
P-N o S-
N de
Metal
Base
[Nota (1)]
Anlisis de
Metal de
Soldadura
A-N
[Nota (2)]
Grupo Metal Base
Mm Pulg MPa ksi C F C F
1
3
4
5A,5B,
5C
6
7
8
9A,9B
10
101
11 SG 1
11 SG 2
21-52
1
2,11
3
4,5
6
7
8,9
10
...
...
...
...
...
Acero al Carbono
Aceros aleacin,
Cr1/2%
Aceros Aleacin,
%< Cr 2%
Aceros Aleacin,
2% Cr 10%
Aceros martensticos
aleacin alta
Aceros ferrticos alta
aleacin
Aceros austenticos
alta aleacin
Aceros aleacin nquel
Acero Cr-Cu
Acero 27Cr
Acero 8Ni, 9Ni
Acero 5Ni
...
<25
25
Todos
<13
13
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
<1
1
Todos
<
1
/2
1
/2
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
490
Todos
>490
490
Todos
>490
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
71
Todos
>71
71
Todos
>71
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
...
...
...
...
...
...
149
177
...
...
...
...
149-204
149
4
...
10
...
...
...
...
...
...
...
300
350
...
...
...
...
300-400
3004
...
50
...
10
79
79
10
79
79
...
...
149
3
10
10
93
...
...
10
...
10
50
175
175
50
175
175
...
...
300
3
50
50
200
...
...
50
...
50
NOTAS:
(1) P-Number o S-Number de Cdigo BVP, seccin IX, QW/QB-422
(2) A-Number de Seccin IX, QW-422
(3) Temperatura mxima entre pasos 316C (600F)
(4) Mantenga temperatura entre pasos entre 177C-232C (350F 450F).
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 159
(b) El tratamiento trmico usado despus de la soldadura debe estar especificado
en la WPS y debe ser usado en la calificacin del procedimiento de soldadura.
(c) El diseo de ingeniera debe especificar el examen y/u otro control de calidad
de la soldadura (no inferior que los requerimientos de este Cdigo) para
asegurar que las soldaduras finales tienen la calidad adecuada.
(d) El tratamiento trmico para el doblado y el moldeado debe ser en conformidad
con el prrafo 332.4.
TRATAMIENTO TRMICO
Se utiliza el tratamiento trmico para prevenir o liberar de los efectos dainos de la
temperatura alta y de los severos incrementos de temperatura durante la
soldadura y para aliviar las tensiones residuales creados por el doblado y el
moldeado. Las provisiones del prrafo 331 constituyen principios bsicos
apropiados para la mayora de las operaciones de soldadura, doblado y moldeado,
pero no son necesariamente apropiadas para todas las condiciones de servicio.
331.1 General
331.1.1 Requerimientos de Tratamiento Trmico
(e) El tratamiento trmico debe conformar los grupos de materiales y rangos de
espesores de la Tabla 331.1.1, a excepcin de lo indicado en los prrafos
331.2.1 y 331.2.2.
(f) El tratamiento trmico usado despus de la soldadura debe estar especificado
en la WPS y debe ser usado en la calificacin del procedimiento de soldadura.
(g) El diseo de ingeniera debe especificar el examen y/u otro control de calidad
de la soldadura (no inferior que los requerimientos de este Cdigo) para
asegurar que las soldaduras finales tienen la calidad adecuada.
(h) El tratamiento trmico para el doblado y el moldeado debe ser en conformidad
con el prrafo 332.4.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 160
331.1.3 Espesor Regulador
Cuando se unen componentes mediante soldadura, el espesor utilizado para
aplicar las provisiones del tratamiento trmico de la Tablas 331.1.1 debe ser el del
componente de mayor espesor medido en la unin, con las siguientes
excepciones.
(a) En el caso de conexiones de arranques, el metal (distinto del metal de la
soldadura) agregado como refuerzo, ya sea una parte integral de un fitting del
arranque, o colocado como pad de refuerzo o poncho de refuerzo, no debe ser
considerado en la determinacin de los requerimientos del tratamiento trmico.
Sin embargo, se requiere tratamiento trmico cuando el espesor a travs de la
soldadura en cualquier plano del arranque es superior a dos veces el espesor
mnimo de material que requiere tratamiento trmico, aunque el espesor de los
componentes en la unin sea inferior al espesor mnimo. El espesor a travs
de la soldadura para los detalles mostrados en la Fig. 328.5.4D debe ser
calculado usando las siguientes formulas:
Dibujo (1) =T
b
+ t
c
Dibujo (2) =T
h
+t
c
Dibujo (3) =superior de T
b
+ t
c
o
T
r
+t
c
Dibujo (4) =T
h
+T
r
+
t
c
Dibujo (5) =T
b
+ t
c
(b) En el caso de soldaduras de filete en flanges de deslizamiento y SW y en
conexiones de pipings DN 50 (NPS 2) y menores, para soldadura de sello de
uniones roscadas en piping DN 50 o menor, y para la unin de partes
exteriores sin presin, tales como lugs o otros elementos de soportacin en
todos los tamaos de caera, se requiere tratamiento trmico cuando el
espesor a travs de la soldadura en cualquier plano es superior a dos veces el
espesor de material mnimo que requiere tratamiento trmico (incluso aunque
el espesor de los componentes en la unin sea inferior a ese espesor mnimo),
con excepcin de lo siguiente:
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 161
(1) no requerido para materiales con P-No.1 cuando el espesor de la garganta
es 16 mm (5/8 pulg.) o menor, sin considerar el espesor del metal base;
(2) no requerido para materiales con P-No. 3, 4, 5 o 10A cuando el espesor de
la garganta de la soldadura es 13 mm (1/2 pulg) o menor, independiente
del espesor del metal base, siempre que no se aplique menos
precalentamiento que el recomendado y que la resistencia a la traccin
mnima especificada del metal base sea inferior a 490 Mpa (71 ksi);
(3) no requerido para materiales ferrticos cuando las soldaduras realizadas
con material de aporte que no se endurecen al aire. Se pueden usar
materiales de soldadura austenticos para soldaduras en materiales
ferrticos cuando los efectos de las condiciones del servicio, tales como
dilatacin trmica diferencial debido a la alta temperatura, o corrosin, no
afectan en forma adversa la soldadura.
331.1.4 Calentamiento y Enfriamiento.
El mtodo de calentamiento debe proporcionar la temperatura del metal requerida,
uniformidad de la temperatura del metal, control de temperatura y puede incluir un
horno cerrado, calentamiento local por llama, resistencia elctrica, induccin
elctrica o reaccin trmica exotrmica. El mtodo de enfriamiento debe
proporcionar la tasa de enfriamiento requerida, o deseada, y puede incluir
enfriamiento en un horno, en el aire, por aplicacin de calor local, aislacin u otro
medio apropiado.
331.1.6 Verificacin de Temperatura.
La temperatura del tratamiento trmico debe ser chequeada con pirmetros de
termocuplas u otros mtodos apropiados para asegurar el cumplimiento de los
requerimientos de la WPS. Ver prrafo 330.1.3(b) para la instalacin de las
termocuplas por medio del mtodo de descarga de capacitor de soldadura.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 162
331.1.7 Ensayos de Dureza.
Los ensayos de dureza de las soldaduras y del piping doblado en caliente y
moldeado en caliente tienen el objetivo de verificar que el tratamiento trmico sea
satisfactorio. El lmite de dureza se aplica a la soldadura y a la zona afectada
trmicamente (HAZ) probada tan cerca como sea practicable del borde de la
soldadura.
(a) Cuando la Tabla 331.1.1 especifica un lmite de dureza, se deben someter a
ensayo al menos el 10% de las soldaduras, componentes doblados en caliente
y moldeados en caliente en cada partida tratada trmicamente en el horno y el
100% de aquellos tratados trmicamente en forma local.
(b) Cuando se unen metales diferentes por medio de soldadura, se deben
satisfacer los lmites de dureza especificados para los materiales base y los
materiales de la soldadura de la Tabla 331.1.1 para cada material.
331.2 Requerimientos Especficos.
Cuando la experiencia o el conocimiento de las condiciones del servicio lo
garantizan, se pueden utilizar mtodos alternativos de tratamiento trmico, o
excepciones a las provisiones bsicas del tratamiento trmico del prrafo 331.1,
segn se indica en los prrafos 331.2.1 y 331.2.2.
331.2.1 Tratamiento Trmico Alternativo
En vez del tratamiento trmico requerido se puede aplicar normalizacin, o
normalizacin y templado, o endurecimiento, despus de la soldadura, doblado o
moldeado, siempre que las propiedades mecnicas de cualquier soldadura y metal
base afectados cumplan con los requerimientos de la especificacin despus del
tratamiento y que la substitucin haya sido aprobada por el proyectista.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 163
Tabla 331.1.1 REQUERIMEINTOS DE TRATAMIENTO TRMICO
Tiempo de Permanencia
Espesor Nominal de Pared
Resistencia a la Traccin
Mn. Especificada, Metal
Base
Rango de Temperatura de Metal
Pared Nominal
[Nota (3)]
P-N o S-N de
Metal Base
[Nota (1)]
A-N
Anlisis de
metal de
Soldadura
Grupo de Metal Base
mm pulg MPa ksi C F
Min/m
m
Hr/pulg
Tiempo
mn, hr
Dureza
Brinell
[Nota (4)]
Mx
1
3
4
10
5A,
10
5B,
10
5C
10
6
7
8
9 A, 9B
10
10H
101
11 A SG 1
11 A SG 2
62
1
2,11
3
4,5
6
7
8, 9
10
...
...
...
...
Acero al Carbono
Aceros de Aleacin,
Cr %
Aceros de Aleacin,
% <Cr <2%
Aceros de Aleacin, (21/4% <Cr
<10%)
<3% Cr y <0.15%C
>3% Cr o >0.15%C
Aceros martensticos de alta
aleacin
A 240, Gr.429
Aceros ferrticos de alta
Aleacin
Aceros austenticos de alta
aleacin
Aceros de aleacin de nquel
Acero Cr-Cu
Acero inoxidable duplex
Acero 27Cr
Acero 8 Nl, 9Nl
Acero 5Nl
Zr R60705
19
>19
19
>19
Todos
13
>13
Todos
<13
>13
Todos
Todos
Todos
Todos
Todos
<19
>19
Todos
Todos
Todos
<51
<51
>51
Todos
3
/
4
>
3
/
4
3
/
4
>
3
/
4
Todos
1/2
>1/2
Todos
<1/2
>1/2
Todos
Todos
Todos
Todos
Todos
<3/4
>3/4
Todos
Todos
Todos
<2
>2
>2
Todos
Todos
Todos
490
Todos
>499
490
Todos
>490
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
71
Todos
>71
71
Todos
>71
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Todos
Ningunos
593-649
Ningunos
593-718
593-718
Ningunos
704-746
704-746
Ninguno
704-760
704-760
732-788
621-663
Ninguno
Ninguno
Ninguno
593-635
780-816
[Nota(5)]
Nota (7)
663-704
[Nota (6)]
Ninguno
552-585
[Nota (8)]
552-585
[Nota (8)]
358-593
[Nota (9)]
Ningunos
1100-1200
Ningunos
1100-1325
1100-1325
Ningunos
1300-1375
1300-1375
Ninguno
1300-1400
1300-1400
1350-1450
1150-1225
Ninguno
Ninguno
Ninguno
1100-1175
1400-1500
[Nota (5)]
Nota (7)
1225-1300
[Nota (6)]
Ninguno
1025-1085
[Nota (8)]
1025-108
[Nota (8)]
1000-1100
[Nota (9)]
...
2.4
...
2.4
2.4
...
2.4
2.4
...
2.4
2.4
2.4
2.4
...
...
...
1.2
1.2
1.2
2.4
...
2.4
2.4
Nota
(9)
...
1
...
1
1
...
1
1
...
1
1
1
1
...
...
...
1
...
1
1
Nota (9)
...
1
...
1
1
...
1
1
...
2
2
2
2
...
...
...
1
1
...
1
1
1
...
...
...
225
225
...
225
225
...
241
241
241
241
...
...
...
1
...
...
...
...
...
...
...
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 164
Notas:
(1) P-Number y S-Number del Cdigo BVP, Seccin lX, QW/QB-422
(2) A-Number de Seccin lX,QW-442
(3) Para tiempo de permanencia en unidades mtricas SI utilice min/mm (minutos por mm de espesor). Para unidades U.S. utilice espesor
hr/pulg.
(4) Vea el prrafo 331.1.7
(5) Enfre tan rpido como sea posible despus del perodo de permanencia.
(6) Tasa de enfriamiento a 649C (1200F) debe ser inferior a 56C (100F)/hr, posteriormente la tasa de enfriamiento debe ser suficientemente
rpida para evitar la fragilizacin.
(7) El tratamiento trmico post-soldadura no es requerido ni prohibido, pero cualquier tratamiento trmico aplicado debe ser segn se requiere en
la especificacin de material.
(8) La tasa de enfriamiento debe ser <167c (300F/hr hasta 316C (600F).
(9) Realice el tratamiento trmico 14 das despus de soldar. Se debe aumentar el tiempo de permanencia en hr por cada 25 mm (1 pulg)
sobre 25 mm de espesor. Enfre en aire quieto desde 427c (800F).
(10) Vea el Apndice F, prrafo F331.1.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 165
331.2.2 Excepciones a los Requerimientos Bsicos.
Como se indica en el prrafo 331, las prcticas bsicas mencionadas pueden
requerir modificaciones para las condiciones de servicio en algunos casos. En
tales casos, el proyectista puede especificar requerimientos ms estrictos en el
diseo de ingeniera, incluyendo las limitaciones de dureza y tratamiento trmico
para espesores menores, o puede especificar requerimientos menos estrictos para
el tratamiento trmico y la dureza, incluyendo ninguno de ellos.
(a) Cuando se especifican provisiones menos estrictas que las del prrafo 331, el
proyectista debe demostrar a completa satisfaccin del propietario, lo
adecuado de esas provisiones por medio de experiencia de servicios similares,
considerando la temperatura de servicio y sus efectos, la frecuencia e
intensidad del ciclo trmico, los niveles del esfuerzo flexible, probabilidad de
falla por fragilidad y dems factores pertinentes. Adems, se deben conducir
los ensayos apropiados, incluyendo los ensayos de calificacin de WPS.
331.2.3 Materiales Diferentes.
(a) El tratamiento trmico de uniones soldadas entre metales ferrticos distintos o
entre metales ferrticos que usan metal de aporte ferrtico diferente, debe ser
realizado en el rango ms alto de temperatura de la Tabla 331.1.1 para los
materiales de la unin.
(b) El tratamiento trmico de las uniones soldadas que incluyen tanto
componentes ferrticos como austenticos y metales de aporte, debe
corresponder al requerido para el material o materiales ferrticos, salvo
indicacin contraria en el diseo de ingeniera.
331.2.4 Tratamiento Trmico Retardado. Si se permite el enfriamiento de una
soldadura antes del tratamiento trmico, se debe controlar la tasa de enfriamiento,
o se deben usar otros medios para evitar efectos dainos en el piping.
331.2.5 Tratamiento Trmico Parcial. Cada vez que el piping destinado al
tratamiento trmico no entra en el horno, se permite realizar el tratamiento por
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 166
partes, siempre que se deje una zona traslapada de 300 mm (1 pie) cada vez y
que las partes que quedan fuera del horno sean protegidas de los incrementos de
temperatura dainos.
331.2.6 Tratamiento Trmico Localizado. Cuando se aplica un tratamiento
trmico en forma local, se debe calentar una banda perimetral de la caera
principal y del arranque cuando corresponda, hasta lograr el rango de
temperatura especificado en toda la seccin(es), disminuyendo la temperatura
gradualmente a partir de la banda que incluye la soldadura, el doblado o la seccin
moldeada y, al menos, por 25mm. (1pulg.) despus de los extremos.
DOBLADO Y MOLDEADO
332.1 General
Es posible doblar la caera y moldear los componentes por medio de cualquier
mtodo en fro o en caliente que sea apropiado para el material, el servicio de
fluidos y la severidad del proceso de doblado o moldeado. La superficie terminada
debe estar libre de grietas y especialmente libre de pandeo. El espesor despus
del doblado o moldeado no debe ser inferior al requerido por el diseo.
332.2 Doblado
332.2.2.1 Aplanado del doblado.
Cuando se aplana un doblado, la diferencia entre los dimetros mximo y mnimo
en cualquier seccin transversal no debe exceder el 8% del dimetro nominal
exterior para la presin interior y el 3% para la presin exterior. No se debe utilizar
la remocin del material para lograr estos requerimientos.
332.2.2 Temperatura de Doblado.
(a) El doblado en fro de los materiales ferrticos debe realizarse a una
temperatura inferior al rango de conversin.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 167
(b) El doblado en caliente debe ser realizado a una temperatura superior al rango
de conversin y en cualquier caso, dentro del rango de temperatura
consistente con el material y el servicio correspondiente.
332.2.3 Corrugados y otras Curvas.
Las dimensiones y la configuracin deben cumplir con el diseo calificado en
conformidad con el prrafo 306.2.2.
332.3 Moldeado.
El rango de temperatura para el moldeado debe ser apropiado para el material, el
servicio especfico y el tratamiento trmico especificado.
332.4 Tratamiento Trmico requerido.
El tratamiento trmico se debe realizar en conformidad con el prrafo 331.1.1
cuando se requiera para lo siguiente.
332.4.1 Doblado y Moldeado en Caliente. Despus del doblado en caliente y
moldeado, se requiere tratamiento trmico para los materiales con P-Nos. 3, 4, 5,
6 y 10 en todos los espesores. La duracin y temperatura deben cumplir con lo
indicado en el prrafo 331.
332.4.2 Doblado en Fro y Moldeado.
Despus del doblado en fro y moldeado, se requiere tratamiento trmico (para
todos los espesores y con temperaturas y duraciones de la Tabla 331.1.1) en
cualquiera de las siguientes condiciones:
(a) Para los P-numbers 1 hasta 6, en los cuales la elongacin de fibra mxima
calculada despus del doblado o moldeado supera el 50% de la elongacin
mnima base (en direccin del moldeado ms severo) para la especificacin,
grado y espesor aplicable. Este requerimiento puede ser descartado si se
demuestra que la seleccin de la caera y la eleccin de un proceso de
doblado y moldeado proporcionan la seguridad de que, en la condicin
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 168
terminada, el material ms severamente distendido mantiene al menos el 10%
de elongacin.
(b) Para cualquier material que requiera ensayo de impacto en el cual la
elongacin de fibra mxima calculada despus del doblado o moldeado
exceda el 5%.
(c) Cuando lo especifica el diseo de ingeniera.
333 SOLDADURAS FUERTES (BRAZING) Y SOLDADURAS BLANDAS
(SOLDERING)
333.1 Calificacin.
333.1.1 Calificacin de Soldaduras Fuertes.
La calificacin de los procedimientos de soldaduras fuertes, soldadores de este
tipo y operadores debe ser en conformidad con los requerimientos del Cdigo
BPV, Seccin lX, Parte QB. Para un Servicio de fluido Categora D a temperatura
de diseo inferior a 93C (200F), y tal calificacin es una decisin del propietario.
333.2 Materiales para Soldadura Fuerte y Soldadura Blanda.
333.2.1 Material de Aporte. La aleacin de la soldadura fuerte, o de soldadura
blanda, debe fundirse y fluir libremente dentro del rango de temperatura
especificada o deseada y, en conjuncin con un fundente apropiado o atmsfera
controlada, debe humedecerse y adherirse a las superficies de la unin.
333.2.2 Fundente. Se debe usar un fundente fluido y qumicamente activo a
temperatura de soldadura fuerte o soldadura blanda cuando sea necesario
eliminar el xido del metal de aporte y de las superficies de la unin y para
promover el libre flujo de la aleacin de soldadura fuerte y soldadura blanda.
333.3 Preparacin.
333.1 Preparacin de las Superficies. Las superficies que sern soldadas, con
soldadura fuerte o blanda, deben estar libres de grasa, xidos, pintura,
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 169
incrustaciones y suciedad de cualquier tipo. Se debe usar un mtodo apropiado
qumico o mecnico para proporcionar una superficie baable limpia.
333.3.2 Juego en la Unin.
El juego entre las superficies unidas mediante soldadura fuerte o blanda no debe
ser superior a lo necesario para permitir la distribucin capilar completa del metal
de aporte.
333.4 Requerimientos.
333.4.1 Procedimiento de Soldadura Blanda. Los soldadores deben seguir el
procedimiento en el Copper Tube Handbook de la Asociacin de Desarrollo del
Cobre.
333.4.2 Calentamiento. Para minimizar la oxidacin, se debe llevar la soldadura a
temperatura de soldadura fuerte o soldadura blanda en el menor tiempo posible
sin temperatura insuficiente o sobre-calentamiento localizado.
333.4.3 Remocin del Fundente. Se debe retirar el fundente residual que
represente riesgo.
335 MONTAJE E INSTALACIN.
335.1 General
335.1.1 Alineamiento.
(a) Deformaciones de piping. Se prohibe cualquier deformacin de piping que
signifique una deformacin daina en el equipo o en los componentes del
piping para el alineamiento en un montaje conjunto.
(b) Deformacin Intencional en Fro (Cold spring). Antes del montaje de cualquier
unin que ser sometida a deformacin intencional en fro, se debe verificar la
existencia de errores en las guas, soportes y anclajes que pudiesen interferir
con el movimiento deseado o conducir a movimiento no deseado. Antes del
ensamble se debe chequear la brecha o la zona traslapada del piping segn el
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 170
plano y se debe corregir segn necesidad. No se debe usar calentamiento
para ayudar a cerrar la brecha, dado que esto anula el propsito de la
deformacin en fro.
(c) Uniones enflanchadas. Antes del apernado, se deben alinear las caras de los
flanges segn el plano de diseo dentro de 1mm en 200 mm (1/16 pulg./pie)
medido a travs de cualquier dimetro; los agujeros de los pernos del flange
deben ser alineados con un mximo de 3mm (1/8 pulg.) de desalineamiento.
335.2 Uniones Enflanchadas.
335.2.1 Preparacin para Montaje.
Se debe reparar cualquier dao que afecte la superficie de asiento de la
empaquetadura y que evite el asentamiento de la empaquetadura, o se debe
reemplazar el flange.
FIG. 335.3.3 UNIONES ROSCADAS TPICAS CON ROSCAS RECTAS
335.2. Torque de los Pernos.
(a) Al montar uniones enflanchadas, se debe comprimir uniformemente la
empaquetadura a la carga de diseo apropiada.
(b) Se debe tener especial precaucin al ensamblar uniones enflanchadas en las
cuales los flanges tienen propiedades mecnicas considerablemente
diferentes. Se recomienda el apriete con un torque predeterminado.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 171
335.2.3 Longitud de Pernos. Los pernos deben pasar por completo a travs de
las tuercas. Cualquier perno que no cumpla con este requisito ser considerado
aceptable siempre que la diferencia no sea superior a una rosca.
335.2.4 Empaquetaduras.
No se debe usar ms de una empaquetadura entre las caras en contacto al
montar una unin enflanchada.
335.3 Uniones Roscadas.
335.3.1 Compuesto o Lubricante de Roscas. Cualquier compuesto o lubricante
usado en las roscas debe ser apropiado para las condiciones de servicio y no
debe reaccionar en forma desfavorable al fluido del servicio ni al material del
piping.
335.3.2 Uniones para Soldaduras de Sello. Una unin roscada con soldadura de
sello debe ser realizada con compuesto para rosca. Una unin que contiene
compuesto para rosca y que filtra durante la ensayo de hermeticidad debe recibir
una soldadura de sello que cumpla con el prrafo 358.5.3, siempre que se haya
retirado todo el compuesto de las roscas expuestas.
335.3.3 Uniones Roscadas Rectas. La Fig. 335.3.3, dibujos (a), (b) y (c),
muestran las uniones tpicas con roscas rectas, con sello en una superficie distinta
de las roscas. Se debe tener la precaucin de no deformar el asiento al incorporar
estas uniones en los conjuntos de piping por medio de soldadura, soldadura
fuerte o soldadura blanda.
335.4 Uniones de Tubing
335.4.1 Uniones de Tubing Ensanchadas.. Se debe verificar la ausencia de
imperfecciones en la superficie sellante del ensanche antes del montaje y se
deben rechazar los ensanches con imperfecciones.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 172
335.4.2 Uniones de Tubing a Compresin y Sin Expansin. Cada vez que las
instrucciones del fabricante requieran un nmero especfico de vueltas de la
tuerca, stas se deben contar desde el punto en que la tuerca ha sido apretada en
forma manual.
335.5 Uniones Calafateadas. Las uniones calafateadas deben ser instaladas y
montadas en conformidad con las instrucciones del fabricante, segn
modificaciones del diseo de ingeniera. Se debe tener cuidado de asegurar el
engrane adecuado de las partes de la unin.
335.6 Uniones Expandida y Uniones Especiales.
335.6.1 General. Las uniones expandidas y las especiales (definidas en el prrafo
318) deben ser instaladas y montadas en cumplimiento de las instrucciones del
manufacturador, segn modificacin del diseo de ingeniera. Se debe tener
cuidado de asegurar el engrane adecuado de las partes de la unin.
335.6.2 Uniones con Empaquetadura. Cada vez que se utilicen uniones con
empaquetadura para absorber la dilatacin trmica, se debe proporcionar una
tolerancia adecuada en el fondo del alojamiento para permitir este movimiento.
335.9 Limpieza del Piping.
Vea el Apndice F, prrafo F335.9.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 173
CAPTULO Vl
INSPECCIN, EXMEN Y ENSAYOS
340 INSPECCIN
340.1 General.
El Cdigo hace la distincin entre examen (ver prrafo 341) e inspeccin. La
Inspeccin se aplica a las funciones realizadas para el propietario, por el Inspector
del propietario o por los Delegados del Inspector. Las referencias en este Cdigo
al Inspector corresponden al Inspector del propietario, o a los Delegados del
Inspector.
340.2 Responsabilidad de la Inspeccin.
Es responsabilidad del propietario, ejercida a travs del Inspector del propietario,
verificar la realizacin de todos los exmenes y ensayos e inspeccionar el piping
hasta donde sea necesario para comprobar que satisface los requerimientos de
exmenes aplicables del Cdigo y del diseo de ingeniera.
340.3 Derechos del Inspector del Propietario.
El Inspector del Propietario y sus Delegados deben tener acceso libre a todo lugar
en el cual se realicen trabajos relacionados con la instalacin del piping. Lo
anterior incluye la fabricacin, tratamiento trmico, montaje, instalacin, examen y
ensayos del piping. Ellos deben tener el derecho de auditar cualquier examen, de
inspeccionar el piping usando cualquier mtodo especificado por el diseo de
ingeniera y de revisar todas las certificaciones y registros necesarios para cumplir
con la responsabilidad del propietario, establecida en el prrafo 340.2.
340.4 Calificaciones del Inspector del Propietario.
(a) El Inspector del propietario debe ser designado por el propietario y debe ser l
mismo, uno de sus empleados, un empleado de una organizacin de
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 174
ingeniera o cientfica, o de una compaa de seguros reconocida, o compaa
de inspeccin que acte como agente del propietario. El Inspector del
propietario no debe representar ni ser un empleado del manufacturador,
fabricante o instalador del piping, a menos que el propietario sea tambin el
manufacturador, fabricante e instalador.
(b) El Inspector del propietario no debe tener una experiencia inferior a 10 aos en
el diseo, fabricacin o inspeccin de piping de presin industrial. Cada 20%
de trabajo realizado para lograr un grado de ingeniera, reconocido por el
Accreditation Board for Engineering and Technology (Three Park Avenue, New
York, NY 10016) debe ser considerado como un ao de experiencia, hasta un
mximo de 5 aos en total.
(c) Cuando se delega la realizacin de la inspeccin, el Inspector tiene la
responsabilidad de determinar la idoneidad de la persona designada para esa
funcin.
341 EXAMEN
341.1 General.
El trmino examen se aplica a las funciones de control de calidad realizadas por el
manufacturador (solamente para componentes), fabricante o instalador. Las
referencias en este Cdigo al examinador se refieren a la persona que realiza los
exmenes de control de calidad.
341.2 Responsabilidad del examen.
La inspeccin no libera al manufacturador, fabricante o instalador de las siguientes
responsabilidades:
(a) proporcionar los materiales, componentes y obra de mano en conformidad con
los requerimientos de este Cdigo y los del diseo de ingeniera. [Ver Prrafo
300 (b) (3)]
(b) realizar todos los exmenes requeridos
(c) preparar registros apropiados de los exmenes y ensayos para uso del
Inspector.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 175
341.3 Requerimientos de Exmenes.
341.3.1 General. Antes de la operacin inicial se debe examinar cualquier
instalacin de piping, incluyendo los componentes y la obra de mano, en
conformidad con los requerimientos aplicables del prrafo 341. Se debe
especificar el tipo y extensin de cualquier examen adicional requerido por el
diseo de ingeniera adems del criterio de aceptacin a ser aplicado. Las uniones
que no estn incluidas en los exmenes requeridos por el prrafo 341.4, o por el
diseo de ingeniera, se consideran aceptables si pasan la ensayo de
hermeticidad requerido por el prrafo 345.
(a) Con materiales de P-Numbers 3, 4 y 5 se debe realizar el examen despus de
cualquier tratamiento trmico.
(b) En el caso de conexiones de arranques soldados, el examen y cualquier
reparacin necesaria de una soldadura con presin deben ser realizados antes
de agregar el pad de refuerzo o el poncho de refuerzo.
341.3.2 Criterios de Aceptacin. Los criterios de aceptacin deben estar
definidos por el diseo de ingeniera y deben, al menos, satisfacer los
requerimientos aplicables establecidos a continuacin, en el prrafo 344.6.2 para
el examen con ultrasonido de las soldaduras, y en otras partes del Cdigo.
(a) La Tabla 341.3.2 establece criterios de aceptacin (lmites en imperfecciones)
para soldaduras. Vea la Fig. 341.3.2 para imperfecciones tpicas de
soldaduras.
(b) Los criterios de aceptacin para piezas fundidas se especifican en el prrafo
302.3.3.
341.3.3 Componentes Defectuosos y Obra de Mano Defectuosa. Cada tem
examinado que presente uno o mas defectos (imperfecciones de un tipo que
excede los criterios de aceptacin de este Cdigo) debe ser reparado, o
reemplazado, y el trabajo nuevo debe ser reexaminado con los mismos mtodos,
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 176
la misma extensin y los mismos criterios de aceptacin requeridos para el trabajo
original.
341.3.4 Muestreo Progresivo para Examen.
Cada vez que el examen acotado, o aleatorio, revela un defecto:
(a) Se debe aplicar el mismo tipo de examen a dos muestras del mismo tipo (en el
caso de uniones soldadas, o uniones de otro tipo, por el mismo soldador,
montador de uniones no soldadas u operador); y
(b) Si los tems examinados segn se requiere en (a) son considerados
aceptables, el tem defectuoso debe ser reparado, reemplazado o re-
examinado se acuerdo con lo especificado en el prrafo 341.3.3, y se deben
aceptar todos los tems representados por estas dos muestras adicionales;
pero
(c) si alguno de los tems examinados segn se requiere en (a) revela un defecto,
se deben examinar dos muestras adicionales del mismo tipo por cada tem
defectuoso encontrado en el muestreo; y
(d) si todos los tems examinados segn se requiere en (c) son aceptables, el/los
tem(s) defectuoso(s) debe(n) ser reparado(s), reemplazado(s) o re-
examinado(s) segn se especifica en el prrafo 341.3.3, y se deben aceptar
todos los tems representados por el muestreo adicional; pero
(e) si alguno de los tems examinados segn (c ) revela algn defecto, todos los
tems del muestreo progresivo deben ser :
(1) reparados o reemplazado y re-examinados segn se requiera; o
(2) completamente examinados y reparados o reemplazado segn necesidad, y
re-examinados para cumplir con los requerimientos de este Cdigo.
341.4 Extensin del Examen requerido.
341.4.4 Examen requerido normalmente. El Piping en un Servicio de Fluido
Normal debe ser examinado hasta donde se especifica, o hasta una extensin
mayor especificada en el diseo de ingeniera. Los criterios de aceptacin
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 177
corresponden a los establecidos en el prrafo 341.3.2 y en la Tabla 341.3.2 para
Servicio de Fluido Normal, salvo especificacin contraria.
(a) Examen Visual. Al menos se debe examinar lo siguiente en concordancia con
el prrafo 344.2:
(1) Suficientes materiales y componentes, seleccionados al azar, para
convencer al examinador de que satisfacen las especificaciones y que estn
libres de defectos;
(2) Al menos el 5% de la construccin. En el caso de las soldaduras, cada
trabajo de un soldador, u operador, debe estar representado.
(3) El 100% de la construccin de las soldaduras longitudinales, excepto
aquellas en componentes realizados en conformidad con una especificacin
clasificada. Vea el prrafo 345.1 (a) en relacin al examen de soldaduras
longitudinales que requieren tener un factor de unin E
j
de 0.90.
(4) Examen aleatorio del montaje de las uniones roscadas, apernadas y otras,
para convencer al examinador acerca de que cumplen con los requerimientos
aplicables del prrafo 335. Se deben examinar todas las uniones roscadas,
apernadas y mecnicas cada vez que se realicen ensayos neumticos.
(5) Examen aleatorio durante la instalacin del piping, incluyendo el chequeo
del alineamiento, soportes y deformacin intencional en fro.
(6) Examen del piping instalado para detectar la evidencia de defectos que
requieran reparacin y reemplazo, adems de detectar las desviaciones
evidentes del concepto del diseo.
(b) Otros Exmenes.
(1) Al menos el 5% de las soldaduras de tope circunferenciales y de bisel en
casquete deben ser examinadas completamente por medio de radiografa al
azar en concordancia con el prrafo 344.5, o por examen ultrasnico al azar en
conformidad con el prrafo 344.6. Se deben escoger las soldaduras en forma
tal que garantice que se incluye el trabajo de cada soldador, u operador.
Adems deben ser seleccionadas maximizando la cobertura de las
intersecciones con las uniones longitudinales. Cada vez que se examine una
soldadura circunferencial con una soldadura longitudinal de interseccin, se
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 178
debe examinar al menos 38 mm (1 pulg.) adyacentes a cada soldadura de
interseccin. El examen durante el proceso, conforme al prrafo 344.7, puede
ser sustituido por todo, o parte de, el examen sobre una base de soldadura por
soldadura, cuando lo especifica el diseo de ingeniera o lo autoriza
especficamente el Inspector.
(2) Al menos el 5% de todas las uniones mediante soldadura fuerte debe ser
examinado durante el proceso en conformidad con el prrafo 344.7,
seleccionando las soldaduras de manera que los trabajos de todos los
realizadores de soldadura s fuertes sean incluidos.
(c) Certificaciones y Registros. El examinador debe estar seguro de que por medio
de los exmenes de las certificaciones, registros y dems evidencia, los
materiales y los componentes corresponden a los grados especificados y que
han recibido el tratamiento trmico, los exmenes y los ensayos requeridos. El
examinador debe proporcionar al Inspector una Certificacin de que tse han
cumplido todos los requerimientos de control de calidad del Cdigo y del
diseo de ingeniera.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 179
TABLA 341.3.2
CRITERIOS DE ACEPTACIN PARA SOLDADURAS
Criterios para Tipos de Soldaduras, para Condiciones de Servicio y para Mtodos de Examen Requeridos [Nota(1)]
Servicio con Fluido Normal Condiciones Cclicas Severas Servicio con Fluido Cat. D
Mtodos Tipos de Soldadura Mtodos Tipos de Soldadura Mto
dos
Tipos de Soldadura
Tipo de Imperfeccin
V
i
s
u
a
l
R
a
d
i
o
g
r
a
f
a
C
i
r
c
u
n
f
e
r
e
n
c
i
a
l
e
s
y
d
e
b
i
s
e
l
B
i
s
e
l
L
o
n
g
i
t
u
d
i
n
a
l
F
i
l
e
t
e
[
N
o
t
a
(
3
)
C
o
n
e
x
i
n
d
e
A
r
r
a
n
q
u
e
V
i
s
u
a
l
R
a
d
i
o
g
r
a
f
a
P
a
r
t
c
u
l
a
s
M
a
g
n
t
i
c
a
s
L
q
u
i
d
o
s
P
e
n
e
t
r
a
n
t
e
s
C
i
r
c
u
n
f
e
r
e
n
c
i
a
l
y
d
e
B
i
s
e
l
B
i
s
e
l
L
o
n
g
i
t
u
d
i
n
a
l
F
i
l
e
t
e
[
N
o
t
a
(
3
)
]
C
o
n
e
x
i
n
d
e
A
r
r
a
n
q
u
e
V
i
s
u
a
l
C
i
r
c
u
n
f
e
r
e
n
c
i
a
l
e
s
y
d
e
b
i
s
e
l
B
i
s
e
l
L
o
n
g
i
t
u
d
i
n
a
l
F
i
l
e
t
e
[
N
o
t
a
(
3
)
C
o
n
e
x
i
n
d
e
A
r
r
a
n
q
u
e
Grieta
Falta de fusin
Penetracin incompleta
Porosidad Interior
Inclusin de escoria
Inclusin tungsteno o
indicacin elongada
Socavacin
Porosidad superficial o
inclusin de escora
expuesta [Nota (5)]
Terminacin Superficial
Superficie raz cncava
(succionado)
Refuerzo de protrusin
interior
X
X
X
...
...
X
X
...
X
X
X
X
X
X
X
...
...
...
x
...
A
A
B
E
G
H
A
...
K
L
A
A
B
E
G
A
A
...
K
L
A
A
NA
NA
NA
H
A
...
NA
L
A
A
B
E
G
H
A
...
K
L
X
X
X
...
...
X
X
X
X
X
X
X
X
X
X
X
...
...
X
...
X
...
...
...
...
...
...
...
...
...
X
...
...
...
...
...
...
...
...
...
A
A
A
D
F
A
A
J
K
L
A
A
A
D
F
A
A
J
K
L
A
A
NA
NA
NA
A
A
J
NA
L
A
A
A
D
F
A
A
J
K
L
X
X
X
...
...
X
X
...
X
X
A
C
...
...
I
A
...
K
M
A
A
A
...
...
A
A
...
K
M
A
NA
NA
...
...
H
A
...
NA
M
A
A
B
...
...
H
A
...
K
M
Notas de Valores del Criterio para Tabla 341.3.2
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 180
Criterio
Smbolo Medida
Lmites de Valor Aceptable [Nota (6)]
A Extensin de la imperfeccin Cero (sin imperfeccin evidente)
B Profundidad de la Penetracin Incompleta
Longitud acumulada de penetracin incompleta
<1 m (1/32 pulg) y <0.2 T
w
<38 mm (1.5 pulg) en cualquier longitud de soldadura de 150 mm (6 pulg)
C Falta de fusin y penetracin incompleta
Longitud acumulada de falta de fusin y penetracin incompleta [Nota
(7)]
<0.2 T
w
<38 mm (1.5 pulg) en cualquier longitud de soldadura de 150 mm (6 pulg)
D Tamao y distribucin de porosidad interior Vea Cdigo BPV; Seccin VIII, Divisin 1, Apndice 4
E Tamao y distribucin de porosidad interior Para T
w
<6 mm (1/4 pulg), lmite igual a D
Para T
w
>6 mm (1/4 pulg), lmite igual a 1.5 x D
F Inclusin de Escoria, inclusin de tungsteno o indicacin elongada
Longitud individual
Ancho individual
Longitud acumulada
<T
w
/3
<2.5 mm (3/32 pulg) y <T
w
/3
<T
w
en cualquier longitud de soldadura de 12 T
w
G Inclusin de escoria, inclusin de tungsteno o indicacin elongada
Longitud individual
Profundidad individual
Longitud acumulada
<2 T
w
<3 mm (1/8 pulg) y <T
w
/2
<4T
w
en cualquier longitud de soldadura de 150 mm (6 pulg)
H Profundidad de socavacin <1 mm (1/32 pulg) y <T
w
/4
I Profundidad de socavacin <1.5 mm (1/16 pulg) y <[T
w
/4 o 1 mm (3/32 pulg)]
J Aspereza superficial <500 min Ra segn ASME B46.1
K Profundidad de concavidad de superficie raz Espesor total de unin, incl. refuerzo de soldadura, >T
w
L Altura del refuerzo de la protrusin interior [Nota (8)] en cualquier
plano a travs de la soldadura debe estar dentro de los lmites del valor
de altura aplicable en la tabulacin de la derecha, a excepcin de lo
provisto en la Nota (9). El metal de soldadura debe fusionarse
suavemente en las superficies de los componentes.
Para T
w
, mm (pulg) Altura mm (pulg)
<6(1/4) <1.5 (1/16)
>6(1/4), <13 (1/2) <3 (1/18)
>13 (1/2), <25 (1) <4 (5/32)
>25 (1) <5 (3/16)
M Altura del refuerzo o protrusin interior [Nota (8)] segn lo descrito
en L
La Nota (9) no es aplicable.
El lmite es el doble del valor aplicable para L
X =examen requerido NA =no aplicable ... =no requerido
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3, Ed. 1999
Traductora: Ana Mara Buchholz Mller (buchholz@ctcreuna.cl) 181
NOTAS:
(1) Los criterios entregados son para exmenes requeridos. Criterios ms estrictos pueden ser descritos en el diseo de ingeniera.
Vea tambin los prrafos 341.5 y 341.5.3.
(2) La soldadura en ranura longitudinal incluye costura recta y espiral. Los criterios no pretenden ser aplicables a soldaduras
realizadas en conformidad con un estndar mencionado en la Tabla A-1 o tabla 326.1.
(3) La soldadura de filete incluye soldaduras de sello y SW, y soldaduras para flanges de deslizamiento, refuerzos de arranques y
soportes.
(4) La soldadura de conexiones de arranques incluye soldaduras sometidas a presin en arranques y brida de reborde expandida s
fabricados.
(5) Estas imperfecciones son evaluadas solamente para soldaduras con un espesor nominal de <5 mm (3/16 pulg).
(6) Cuando dos valores limitantes estn separados por un y el menor de los valores determina la aceptacin. Cuando dos sets de
valores estn separados por un o , el valor mayor es aceptable. T
w
es el espesor de pared nominal del ms delgado de los dos
componentes unidos mediante una soldadura de tope.
(7) Se consideran inaceptables caras de superficies de tope no fusionadas estrechamente.
(8) Para soldaduras en ranura, la altura es la menor de las mediciones realizadas desde las superficies de los componentes
adyacentes; se permite el refuerzo y la protrusin interior en la soldadura. En soldaduras de filete, la altura es medida desde la
garganta terica, la Fig. 328.5.2 A; no es aplicable la protrusin interior.
(9) Para soldaduras en aleacin de aluminio solamente, la protrusin interior no debe exceder los siguientes valores:
(a) Para espesor <2mm (5/64pulg): 1.5 mm (1/16pulg);
(b) Para espesor >2 mm y <6mm (1/4 pulg): 2.5 mm (3/32 pulg).
Para refuerzo exterior y para espesores mayores, vea la tabulacin para el smbolo L
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 182
Fecha: mayo 2002
341.4.2 Examen Servicio de Fluido Categora D. Se deben examinar en
forma visual el piping y los elementos del piping para el Servicio de Fluido
categora D, segn lo indica el diseo de ingeniera, en conformidad con el prrafo
344.2, hasta el punto necesario para convencer al examinador de que los
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 183
Fecha: mayo 2002
componentes, materiales y ora de mano cumplen con los requerimientos del
presente Cdigo y del diseo de ingeniera. Los criterios de aceptacin son los
establecidos en el prrafo 341.3.2 y en la Tabla 341.3.2, para el servicio con fluido
Categora D, salvo especificacin contraria.
341.4.3 Examen Severas Condiciones Cclicas.
El piping utilizado bajo severas condiciones cclicas debe ser examinado en la
extensin especificada, o en una extensin mayor especificada en el diseo de
ingeniera. Los criterios de aceptacin son los establecidos en el prrafo 341.3.2 y
en la Tabla 341.3.2, para servicio de fluido categora D, salvo especificacin
contraria.
(a) Examen visual. Los requerimientos del prrafo 341.4.1 (a) son aplicables a las
siguiente excepciones.
(1) Toda fabricacin debe ser examinada.
(2) Toda las uniones roscadas, apernadas y dems deben ser examinadas.
(3) Se debe examinar toda instalacin de piping para verificar las dimensiones y el
alineamiento. Se deben chequear todos los soportes, guas y puntos de
deformacin intencional en fro para asegurar que el piping se va a adecuar a
todas las condiciones de la partida, operacin y detenciones sin sufrir pandeo
indebido o presiones no previstas.
(b) Otros Exmenes. Todas las soldaduras de tope circunferencial y de bisel en
casquetes, adems de todas las soldaduras de conexiones de arranques
comparables a las mostradas en la Fig. 328.5 4E deben ser examinadas en un
100% por radiografa, en conformidad con el prrafo 344.5, o (cuando lo
especifique el diseo de ingeniera) por un examen ultrasnico del 100%, en
conformidad con el prrafo 344.6. Las soldaduras SW y las soldaduras de
conexiones de arranques que no sean radiografiadas deben ser examinadas
por medio de mtodos de partculas magnticas o de lquidos penetrantes, en
conformidad con los prrafos 344.3 y 344.4.
(c) El examen durante el proceso en conformidad con el prrafo 344.7,
complementado con el examen no destructivo apropiado, puede ser sustituido
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 184
Fecha: mayo 2002
por el examen requerido en (b) sobre una base de soldadura por soldadura,
cuando lo especifica el diseo de ingeniera o es especficamente autorizado
por el Inspector.
(d) Certificacin y Registros. Son aplicables los requerimientos del prrafo 341.4.1
(c ).
341.5 Examen Complementario
El diseo de ingeniera puede especificar cualquiera de los mtodos de examen
descritos en el prrafo 334, para complementar el examen requerido por el prrafo
341.4. El diseo de ingeniera debe especificar la extensin del examen
complementario a realizar y cualquier criterio de aceptacin que sea distinto a los
del prrafo 341.3.2.
341.5.1 Radiografa Localizada
(a) Soldaduras Longitudinales. La radiografa localizada para soldaduras de bisel
longitudinales que requieren un factor de unin soldada E
j
de 0.90, se realiza
en conformidad con el prrafo 344.5 de, al menos, 300 mm (1 pie) en cada 30
m (100pies) de soldadura por cada soldador u operador de soldadura. Los
criterios de aceptacin corresponden a los establecidos en la Tabla 341.3.2
para radiografas con Servicio de Fluido Normal.
(b) Soldaduras de Tope Circunferenciales y Otras. Se recomienda que la
extensin del examen no sea inferior a una de cada 20 soldaduras por cada
soldador, u operador. Salvo especificacin contraria, los criterios de aceptacin
corresponden a los establecidos en la Tabla 341.3.2 para radiografas con
Servicio de Fluido Normal para el tipo de unin examinada.
(c) Muestreo Progresivo para Examen. Son aplicables las provisiones del prrafo
341.3.4.
(d) Soldaduras para Examen. El Inspector debe seleccionar, o aprobar, las
ubicaciones de las soldaduras y los puntos en los cuales se realizar examen
por radiografa localizada.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 185
Fecha: mayo 2002
341.5.2 Ensayos de Dureza.
La extensin de los ensayos de dureza requeridos debe corresponder a lo
indicado en el prrafo 331.1.7, salvo especificacin contraria en el diseo de
ingeniera.
341.5.3 Examen para definir Incertezas.
Se puede utilizar cualquier mtodo para decidir indicaciones dudosas. Los criterios
de aceptacin deben ser los requeridos por el examen.
342 PERSONAL QUE REALIZA EL EXAMEN
342.1 Calificacin y Certificacin del personal.
Los examinadores deben tener el entrenamiento y experiencia requeridos para las
necesidades de los exmenes especificados
1
. El empleador debe certificar los
registros de los examinadores empleados, con las fechas y resultados de las
calificaciones del personal y debe mantenerlas disponibles para el Inspector.
___________________________________________
1
Con este propsito se puede usar como gua el SNT-TC-1A, Prctica Recomendada para la
Calificacin y Certificacin del Personal de Ensayos No Destructivos.
____________________________________________________
342.2 Requerimiento Especfico.
El examen durante el proceso debe ser realizado por personal distinto al
encargado de la produccin.
343 PROCEDIMIENTOS DE EXAMEN
Se debe llevar a cabo cada examen en conformidad con un procedimiento escrito
que corresponda a uno de los mtodos especificados en el prrafo 344,
incluyendo mtodos especiales (ver prrafo 344.1.2). Se deben escribir los
procedimientos segn se requiere en el Cdigo BPV, seccin V, Artculo 1, T-150.
El empleador debe certificar los registros de los procedimientos de examen
empleados, con las fechas y resultados de las calificaciones del procedimiento y
debe mantenerlos disponibles para el Inspector
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 186
Fecha: mayo 2002
344.1 TIPOS DE EXAMEN.
344.1 General.
344.1.1 Mtodos. Todos los exmenes requeridos por este Cdigo, por el diseo
de ingeniera o por el Inspector, deben ser realizados en conformidad con uno de
los mtodos especificados en esta norma, a excepcin de lo indicado en el
prrafo 344.1.2.
344.1.2 Mtodos Especiales. Cuando se utiliza un mtodo no especificado en
esta norma, se debe especificar tanto el mtodo como el criterio de aceptacin en
el diseo de ingeniera, en forma suficientemente detallada para permitir la
calificacin de los procedimientos necesarios y de los examinadores.
344.1.3 Definiciones. Los siguientes trminos son aplicables a cualquier tipo de
examen.
Examen del 100%: Examen completo de toda una clase de un tem especificado
en un grupo de piping designado.
2
Examen aleatorio
3
: examen completo de un porcentaje de una clase de tem
especificado en un grupo de piping designado.
2
Examen localizado
3
: examen parcial especificado de cada uno de cada clase de
tem en un grupo de piping designado
2
. Por ej. de parte de la longitud de todas
las soldaduras en un grupo de piping con chaqueta (con casing).
Examen localizado aleatorio
3
: en examen parcial especificado de un porcentaje
del tipo de tem especificado en un grupo de piping designado
2
.
__________________________
2
Un grupo designado corresponde a la cantidad de piping considerada en la aplicacin de los
requerimientos de examen en este Cdigo. La cantidad, o extensin, del grupo designado debe
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 187
Fecha: mayo 2002
ser establecida en un acuerdo entre los involucrados antes de comenzar el trabajo. Se puede
establecer ms de un tipo de grupo designado para distintos tipos de trabajo en piping.
3 El examen aleatorio o localizado no aseguran la fabricacin de un producto con el nivel de
calidad indicado. Los tems no examinados en un grupo de piping representado por este tipo
de examen, pueden contener defectos que aparecern en un examen posterior. En forma
especfica, si se deben eliminar todos los defectos en soldaduras detectables por radiografa
en un grupo de piping, se debe especificar el examen radiogrfico del 100%.
______________________________________________
344.2 Examen Visual.
344.2.1 Definicin. El examen visual consiste en la observacin de una porcin
de componentes, uniones y otros elementos de piping que son, o pueden ser,
expuestos a la vista antes, durante y despus de la manufactura, fabricacin,
montaje, construccin, examen o ensayos. Este examen incluye la verificacin de
los requerimientos del Cdigo y del diseo de ingeniera relacionados con los
materiales, componentes, dimensiones, preparacin de uniones, alineamiento,
soldaduras, bonding, soldadura fuerte, apernado, roscado y dems mtodos de
unin, soportes, montaje y construccin.
344.2.2 Mtodo. Se debe realizar el examen visual en conformidad con el Cdigo
BPV, Seccin V, Artculo 9. No se requieren registros individuales de los
exmenes visuales, excepto para los exmenes durante el proceso, segn se
especifica en el prrafo 344.7.
344.3 Examen por Partcula Magntica.
El prrafo 302.3.3 abarca el examen de piezas fundidas. El examen por partculas
magntica de soldaduras y componentes distintos de las piezas fundidas, debe
realizarse en conformidad con el Cdigo BPV, Seccin V, Artculo 7.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 188
Fecha: mayo 2002
344.4 Examen por Lquidos Penetrantes.
El prrafo 302.3.3 abarca el examen de piezas fundidas. El examen por lquidos
penetrantes de soldaduras y componentes distintos de las piezas fundidas, debe
realizarse en conformidad con el Cdigo BPV, Seccin V, Artculo 6.
344.5 Examen Radiogrfico.
344.5.1 Mtodo. El prrafo 302.3.3 abarca la radiografa de piezas fundidas. La
radiografa de soldaduras y componentes distintos de las piezas fundidas, debe
realizarse en conformidad con el Cdigo BPV, Seccin V, Artculo 2.
344.5.2 Extensin de la Radiografa.
(a) Radiografa del 100%. Se aplica solamente a soldaduras de bisel mitreadas y
circulares y a soldaduras fabricadas de conexiones de arranques comparables
a las de la Figura 328.5.4E., salvo especificacin contraria en el diseo de
ingeniera.
(b) Radiografa Aleatoria. Se aplica solamente a soldaduras de bisel mitreadas y
circulares.
(c) Radiografa Localizada. Requiere de una radiografa de exposicin nica en
conformidad con el prrafo 344.5.1 en un punto en una extensin especificada
de soldadura. El requerimiento mnimo para soldaduras circulares, mitreadas y
de bisel en arranques es:
1. para tamaos <DN 65 (NPS 21/2), una exposicin elptica nica abarcando
toda la circunferencia de la soldadura
2. para tamaos >DN 65, 25% de la circunferencia interior, o 152 mm (6
pulg.), cualesquiera sea la menor.
Para soldaduras longitudinales el requerimiento mnimo es 145 mm (6 pulg.) de
longitud de soldadura.
344.6 Examen Ultrasnico.
344.6.1 Mtodo. El prrafo 302.3.3 abarca el examen de piezas fundidas y no se
incluyen otros. El examen ultrasnico de las soldaduras, debe realizarse en
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 189
Fecha: mayo 2002
conformidad con el Cdigo BPV, seccin V, Artculo 5, excepto que se permita
la alternativa especificada en (a) y (b) ms abajo, para bloques bsicos de
calibracin especificados en T 542.2.1 y T 542.8.1.1
(a) Cuando los bloques bsicos de calibracin no han recibido tratamiento trmico
en conformidad con T-542.1.1 (c) y T-542.8.1.1, se deben usar mtodos de
transferencia para correlacionar las respuestas del bloque bsico de
calibracin y del componente. Se logra la transferencia comprobando la
diferencia entre las respuestas recibidas del mismo reflector de referencia en el
bloque bsico de calibracin y en el componente, y corrigiendo la diferencia.
(b) El reflector de referencia puede ser un entalle-V (que se debe remover
posteriormente), una unidad de bsqueda de un rayo de ngulo actuando
como un reflector, o cualquier otro reflector que ayuda en el logro de la
transferencia.
(c) Cuando se escoge el mtodo de transferencia como alternativa, se debe usar
como mnimo:
1. para tamaos <DN 50 (NPS 2), una vez en cada 10 uniones soldadas
examinadas
2. para tamaos >DN 50 y <DN 450 (NPS 18), una vez en cada 1.5 m (5
pies) de soldadura examinada
3. para tamaos >DN 450, una vez para cada unin soldada examinada
(d) Para aplicar el mtodo de transferencia se deben considerar por separado
cada tipo de material, cada tamao y espesor de pared. En adicin, se debe
usar el mtodo de transferencia al menos dos veces en cada tipo de unin
soldada.
(e) Cuando se utiliza el mtodo de transferencia, se debe modificar el nivel de
referencia para el monitoreo de las discontinuidades para reflejar la correccin
de la transferencia.
344.6.2 Criterios de Aceptacin. Se considera inaceptable una discontinuidad de
tipo lineal si la amplitud de la indicacin excede el nivel de referencia y su longitud
excede:
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 190
Fecha: mayo 2002
(a) 6 mm (1/4 pulg.) para T
w
<19 mm (3/4 pulg)
(b) T
w
/3 para 19 mm >T
w
<57 mm (21/4 pulg.)
(c) 19 mm para Tw >57 mm
344.7 Examen durante el proceso.
344.7.1 Definicin. El examen durante el proceso incluye el examen de lo
siguiente, segn corresponda:
(a) preparacin de la unin y limpieza
(b) precalentamiento
(c) ajuste, juego de la unin y alineamiento interior previo a la unin
(d) variables especificadas por el procedimiento de unin, incluyendo el metal de
aporte, y :
1. (para soldadura) posicin y electrodo
2. (para soldadura fuerte) posicin, fundente, temperatura de soldadura fuerte,
bao apropiado y accin capilar
(e) (para soldadura) condicin del paso raz despus de la limpieza externa e
interna, en donde sea posible apoyada por exmenes por lquidos
penetrantes o por partculas magnticas
(f) (para soldadura) remocin de la escoria y condicin de la soldadura entre
pasos y
(g) apariencia de la unin terminada.
344.7.2 Mtodo. El examen se realiza en forma visual, en conformidad con el
prrafo 344.2, a menos que el diseo de ingeniera especifique mtodos
adicionales.
345 PRUEBAS
345.1 Prueba de Hermeticidad requerida
Se debe probar la hermeticidad de cada sistema de piping antes de la operacin
inicial y despus de completar los exmenes aplicables requeridos por el prrafo
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 191
Fecha: mayo 2002
341. La prueba debe consistir en una prueba de hermeticidad hidrosttica en
conformidad con el prrafo 345.4, con las excepciones indicadas.
(a) El propietario tiene la opcin de someter un sistema de piping en servicio con
un fluido categora D, a una prueba inicial de hermeticidad en servicio
conforme al prrafo 345.7, en lugar de la prueba de hermeticidad hidrosttica.
(b) Cuando el propietario considera impracticable realizar una prueba de
hermeticidad hidrosttica, se puede sustituir con una prueba neumtica en
conformidad con el prrafo 345.5, o una prueba hidrosttica-neumtica
combinada conforme al prrafo 345.6, reconociendo el peligro que representa
la energa almacenada en el aire comprimido.
(c) Cuando el dueo considera que tanto la prueba de hermeticidad hidrosttica
como la neumtica son impracticables, se puede utilizar la alternativa
especificada en el prrafo 345.9, si se cumplen las dos condiciones siguientes:
1. Una prueba hidrosttica daara los revestimientos o aislacin interior, o
contaminara un proceso de manera tal que sera peligroso, corrosivo o
inoperante en presencia de humedad, o representara un peligro de fractura
por fragilidad debido a la baja temperatura del metal durante la prueba; y
2. una prueba neumtica representara un peligro indebido de posible
liberacin de energa almacenada en el sistema, o representara el peligro
de fractura por fragilidad debido a la baja temperatura del metal durante la
prueba.
345.2 Requerimientos Generales para las Pruebas de Hermeticidad.
Los requerimientos del prrafo 345.2 son aplicables a ms de un tipo de prueba de
hermeticidad.
345.2.1 Limitaciones sobre la Presin.
(a) Esfuerzo superior al lmite de elasticidad.
Si la presin de prueba produce una tensin de presin nominal, o tensin
longitudinal, superior al lmite de elasticidad a temperatura de prueba, se
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 192
Fecha: mayo 2002
puede reducir la presin de prueba a la presin mxima que no exceda el
lmite de elasticidad a temperatura de prueba. [Ver prrafos 302.3.2 (e) y (f)]
(b) Dilatacin del Fluido de Prueba. Se deben tomar precauciones para evitar la
presin excesiva cuando la presin de prueba es mantenida durante un
perodo y el fluido de prueba est sujeto de dilatacin trmica.
(c) Prueba Neumtica Preliminar. Antes de la inspeccin hidrosttica se puede
llevar a cabo una prueba preliminar con aire a presin manomtrica no superior
a 170 kPa (25 psi) para localizar filtraciones mayores.
345.2.2 Otros Requerimientos acerca de las Pruebas.
(a) Examen de Filtraciones. Se debe mantener una prueba de filtraciones por, al
menos, 10 min, examinando todas las uniones y conexiones.
(b) Tratamiento Trmico. Las pruebas de filtraciones deben ser realizadas
despus de concluir cualquier tratamiento trmico.
(c) Baja Temperatura de Prueba. Se debe considerar la posibilidad de fractura por
fragilidad cuando se conducen pruebas de hermeticidad con temperaturas del
metal cercanas a la temperatura de transicin dctil-frgil.
345.2.3 Consideraciones especiales para la Inspeccin.
(a) Sub-grupos de Piping. Los sub-grupos de piping pueden ser sometidos a
prueba por separado o como piping montado.
(b) Juntas enflanchadas. No es necesario aplicar pruebas a juntas enflanchadas
en las cuales se ha insertado una paleta para aislar parte del equipo durante
una prueba.
(c) Aprobacin de Soldadura. Los sistemas de piping soldados o componentes
que han pasado satisfactoriamente las pruebas en conformidad con el prrafo
345 no requieren prueba de hermeticidad, siempre que las soldaduras sean
examinadas durante el proceso en conformidad con el prrafo 344.7, y
aprueben el examen radiogrfico del 100% segn el prrafo 344.5, o el
examen ultrasnico del 100% de acuerdo con el prrafo 344.6.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 193
Fecha: mayo 2002
345.2.4 Piping bajo Presin Exterior. El piping sujeto a presiones exteriores
debe ser probado a una presin manomtrica interior de 1.5 veces la presin
diferencial exterior, pero no inferior a 105 kPa (15 psi).
345.2.4 Piping con casing.
(a) Se debe realizar una prueba de hermeticidad en la lnea interior sobre la base
de la presin de diseo interior o exterior, cualesquiera sea crtica. Se debe
realizar esta prueba antes de completar el casing cuando sea necesario
proporcionar el acceso visual de las uniones de la lnea interior segn lo
requiere el prrafo 345.3.1.
(b) Se debe aplicar una prueba de hermeticidad al casing en conformidad con el
prrafo 345.1 sobre la base de la presin de diseo del casing, salvo
especificacin contraria en el diseo de ingeniera.
345.2.5 Reparaciones o Adiciones despus de la Inspeccin de
Hermeticidad.
Cada vez que se realicen reparaciones o adiciones despus de la prueba de
hermeticidad, se deben repetir las pruebas en el piping, excepto en el caso de
reparaciones o adiciones menores en las que el propietario puede decidir obviar
los requerimientos de repeticin de pruebas basndose en las medidas
precautorias tomadas para asegurar la calidad de la construccin.
245.2.6 Registros de Pruebas. Se deben hacer registros de cada sistema de
piping durante las pruebas, que incluyan:
(a) fecha de prueba
(b) identificacin de sistema de piping sometido a prueba
(c) fluido de prueba
(d) presin de prueba
(e) certificacin de resultados entregados por el examinador
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 194
Fecha: mayo 2002
No es necesario mantener estos registros despus de la prueba, si se cuenta
con una certificacin del Inspector de que el piping ha pasado satisfactoriamente
la prueba de presin, segn lo requiere este Cdigo.
245.3 Preparacin para la Prueba de Hermeticidad.
245.3.1 Uniones Expuestas.
Todas las uniones, incluyendo las uniones soldadas y de otro tipo (bond), deben
carecer de aislacin y estar expuestas para el examen durante la prueba de
hermeticidad, a excepcin de las uniones sometidas a pruebas previas en
conformidad con este Cdigo y que pueden estar aisladas o cubiertas. Todas las
uniones pueden tener una capa de imprimacin y de pintura antes de la prueba de
hermeticidad, a menos que se requiera de una prueba de hermeticidad de alta
sensibilidad (prrafo 345.8).
345.3.2 Soportes Temporales. El piping diseado para vapor o gas debe contar
con soportes temporales adicionales, cuando sea necesario, para el peso del
lquido de la prueba.
A00 345.3.3 Piping con Juntas de Expansin.
(a) Una junta de expansin que depende de anclajes exteriores para restringir la
carga del extremo de presin debe ser sometida a prueba en el sistema de
piping.
(b) Se puede excluir del sistema una junta de expansin auto-restringida
previamente sometida a prueba de taller por el manufacturador [vea el
Apndice X, prrafo X302.2.3(a ), excepto que estas juntas de expansin
deben ser instaladas en el sistema cuando se requiere una prueba de
hermeticidad de alta sensibilidad en conformidad con el prrafo 345.8.
(c) Un sistema de piping que contiene juntas de expansin debe ser sometido a
prueba de hermeticidad sin restriccin temporal de juntas o anclajes con el
menor de los siguientes:
(1) 150% de la presin de diseo para una junta de expansin tipo fuelle; o
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 195
Fecha: mayo 2002
(2) la presin de prueba del sistema determinada en conformidad con el
prrafo 345.
En ningn caso se debe someter una junta de expansin tipo fuelle a presin
de prueba superior a la presin de prueba del manufacturador.
(d) Cuando se requiere una prueba de hermeticidad del sistema a una presin
superior a la presin de prueba mnima especificada en (c ), o superior al 150%
de la presin de diseo dentro de las limitaciones del prrafo 345.2.1 (a), se
deben remover las juntas de expansin tipo fuelle del sistema de piping, o se
deben agregar restricciones temporales para limitar las cargas de anclajes
principales, en caso necesario.
345.3.3 Lmites del Piping sometido a Prueba.
El equipo no sometido a pruebas debe ser desconectado del piping o aislado con
paletas (blinds) o por otro medio durante la prueba. Se puede utilizar una vlvula
(que incluya un sistema de cierre) que sea apropiada para la presin de prueba.
345.4 Prueba de Hermeticidad Hidrosttica.
345.4.3 Fluido de Prueba. El fluido de prueba debe ser agua, a menos que
exista la posibilidad de daos por congelamiento, o efectos adversos del agua en
el piping, o en el proceso. En este caso se debe utilizar otro lquido no txico
apropiado. Si el lquido es inflamable, su punto de inflamacin debe ser al menos
49C (120F) y se deben tomar precauciones con el entorno.
345.4.4 Presin de prueba. A excepcin de lo indicado en el prrafo 345.4.3, la
presin de prueba hidrosttica en cualquier punto del sistema de piping metlico
debe ser segn se indica a continuacin:
(a) superior a 1 veces la presin de diseo
(b) para la temperatura de diseo sobre la temperatura de prueba, la presin de
prueba mnima debe calcularse segn la ecuacin (24), excepto que el valor de
S
T
/S no debe exceder 6.5:
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 196
Fecha: mayo 2002
P
T
= 1.5 PS
T
(24)
S
En donde
P
T
=presin manomtrica de prueba mnima
P =presin manomtrica de diseo interior
S
T
=valor de tensin a temperatura de prueba
S =valor de tensin a temperatura de diseo (Ver tabla A-1)
(c) Si la presin de prueba, como se define arriba, produce esfuerzo de presin
nominal o presin longitudinal superior al lmite de fluencia a temperatura de
prueba, se puede reducir la presin de prueba a una presin mxima que no
supere este lmite. [Vea los prrafos 302.3.2 (e) y (f)]. Para juntas de expansin
de fuelle metlico, vea el Apndice X, prrafo X302.2.3(a).
345.4.5 Prueba Hidrosttica de Piping con Estanques
4
como un Sistema.
(a) Cuando la presin de prueba de un piping conectado a un estanque es igual, o
inferior, a la presin de prueba del estanque, se debe probar el piping y el
estanque con la presin de prueba del piping.
(b)Cuando la presin de prueba del piping supera la presin de prueba del
estanque y no se considera practicable aislar el piping del estanque, se deben
probar el piping y el estanque en conjunto a la presin de prueba del
estanque, siempre que el dueo lo apruebe y que la presin de prueba del
estanque no sea inferior al 77% de la presin de prueba del piping, calculada
en conformidad con el prrafo 345.4.2 (b).
_________________________________________________________________
4 Las consideraciones contenidas en el prrafo 345.4.3 no afectan los requerimientos de la
prueba de presin de ningn Cdigo de Estanques aplicable.
345.5 Prueba de Hermeticidad Neumtica.
345.5.3 Precauciones. La inspeccin neumtica involucra el peligro de la
energa almacenada en el aire comprimido. Se debe tener especial cuidado para
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 197
Fecha: mayo 2002
minimizar la posibilidad de falla por fragilidad durante la prueba de hermeticidad
neumtica. En este aspecto la temperatura es importante y debe ser considerada
cuando el proyectista escoge el material de construccin. Ver prrafo 345.2.2(c) y
el Apndice F, prrafo F323.4.
345.5.4 Dispositivo de Alivio de Presin. Se debe proporcionar un dispositivo
de alivio de presin, con una presin fijada inferior a la presin de prueba, ms
345 kPa (50psi) o el 10% de la presin de prueba, cualesquiera sea menor.
345.5.5 Fluido de Prueba. El gas utilizado como fluido de prueba, si no es aire,
no debe ser inflamable ni txico.
345.5.6 Presin de Prueba. La presin de prueba debe ser el 110% de la
presin de diseo.
345.5.7 Procedimiento. Se debe aumentar la presin en forma gradual hasta
lograr una presin manomtrica que corresponda a la mitad de la presin de
prueba o a 170 kPa (25 psi), cualesquiera sea la menor, para realizar un chequeo
preliminar que incluya la inspeccin de las uniones en conformidad con el prrafo
341.4.1(a). Posteriormente, se debe aumentar gradualmente la presin hasta
lograr la presin de prueba, manteniendo la presin en cada etapa suficiente
tiempo para uniformar las deformaciones en el piping. A continuacin, se debe
reducir la presin a la de diseo antes de examinar la presencia de filtraciones, en
conformidad con el prrafo 345.2.2(a).
345.5.8 Prueba de Hermeticidad Hidrosttica-Neumtica.
Cuando se utiliza una prueba de hermeticidad hidrosttica-neumtica, se deben
satisfacer los requerimientos del prrafo 345.5, y la presin en el segmento del
piping con lquido no debe exceder los lmites establecidos en el prrafo 345.4.2.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 198
Fecha: mayo 2002
345.6 Prueba de Hermeticidad para Servicio Inicial. Esta prueba se aplica
solamente a caeras en Servicio de Fluido Categora D, a criterio del dueo. Ver
prrafo 345.1(a).
345.7.1 Fluido de Prueba. El fluido utilizado para la prueba corresponde al fluido
del servicio.
345.7.2 Procedimiento. Antes, o durante, la operacin inicial, se debe aumentar
gradualmente la presin hasta lograr la presin operativa, manteniendo la presin
suficiente tiempo en cada etapa, para uniformar las deformaciones del piping. Se
debe realizar un chequeo preliminar, segn se describe en el prrafo 345.5.5
cuando el fluido del servicio corresponde a gas o vapor.
345.7.3 Inspeccin de Filtraciones. En reemplazo del prrafo 345.2.2(a), se
permite omitir la inspeccin de filtraciones en las uniones y conexiones sometidas
a pruebas previas en conformidad con este Cdigo.
345.8 Prueba de Hermeticidad de Alta Sensibilidad. La prueba debe ser
realizada en conformidad con el Mtodo de prueba de Gas y Burbujeo (Gas and
Bubble Test) especificado en el Cdigo BPV, Seccin V, Artculo 10, o por medio
de otro mtodo comprobado de igual sensibilidad. La sensibilidad de la prueba
debe ser superior a 10
-3
atm ml/seg bajo condiciones de prueba.
(a) la presin debe ser, al menos, 105 kPa (15 psi) presin manomtrica o 25% de
la presin de diseo, cualesquiera sea la menor.
(b) Se debe aumentar la presin en forma gradual hasta lograr una presin
manomtrica que corresponda a la mitad de la presin de prueba o 170 kPa
(25 psi), cualesquiera sea la menor, para realizar un chequeo preliminar.
Posteriormente, se debe aumentar gradualmente la presin hasta lograr la
presin de prueba, manteniendo la presin en cada etapa suficiente tiempo
para uniformar las deformaciones en el piping.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 199
Fecha: mayo 2002
345.9 Prueba de Hermeticidad Alternativa.
Se pueden utilizar los siguientes procedimientos y mtodos de prueba de
hermeticidad solamente bajo las condiciones establecidas en el prrafo 345.1(c).
345.9.1 Inspeccin de Soldaduras. Se deben examinar en la siguiente forma
las soldaduras, incluyendo las utilizadas en la construccin de caeras y fittings
soldados, que no hayan sido sometidas a pruebas de hermeticidad hidrostticas o
neumticas en conformidad con el presente Cdigo.
(a) Se debe realizar radiografa del 100% de las soldaduras circunferenciales,
longitudinales y de bisel en espiral, en conformidad con el prrafo 344.5.
(b) Todas las soldaduras, incluyendo las soldaduras de conexiones estructurales,
no cubiertas en (a), deben ser examinadas con un mtodo de lquidos
penetrantes (prrafo 344.4), o para materiales magnticos, por medio del
mtodo de partculas magnticas (prrafo 344.3).
345.9.2 Anlisis de Flexibilidad. Se debe realizar un anlisis de flexibilidad del
sistema de piping en conformidad con los requerimientos del prrafo 319.4.2 (b), si
corresponde, o (c) y (d).
345.9.3 Mtodo de Prueba. El sistema debe ser sometido a una prueba de
hermeticidad de alta Sensibilidad en conformidad con el prrafo 345.8.
346 REGISTROS
346.2 Responsabilidad. La responsabilidad de la preparacin de los registros
requeridos por este Cdigo y por el diseo de ingeniera corresponde al
proyectista del piping, al manufacturador, al fabricante y al instalador, segn
corresponda.
346.3 Mantencin de los registros
Salvo especificacin contraria, se deben mantener los siguientes registros por al
menos 5 aos despus de la generacin del registro para el proyecto:
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 200
Fecha: mayo 2002
(a) procedimientos de inspeccin
(b) calificaciones del personal de inspeccin
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 201
Fecha: mayo 2002
CAPTULO VII
PIPINGS NO METLICOS Y PIPINGS CON
REVESTIMIENTOS NO METLICOS
A300 DECLARACIONES GENERALES
(a) El captulo Vll se refiere al piping no metlico y al piping con revestimientos no
metlicos.
(b) La organizacin, contenidos y designaciones de prrafos de este Captulo
corresponden a los utilizados en los primeros seis Captulos (Cdigo base). Se
utiliza el prefijo A.
(c) Las consideraciones y los requerimientos del Cdigo base se aplican
solamente segn lo establece este Captulo.
(d) El piping metlico con lmites de presin para el revestimiento metlico debe
satisfacer los requerimientos de los Captulos I hasta VI, adems de los del
Captulo Vll no limitados a los no-metales.
(e) Este Captulo no contiene provisiones para piping utilizado bajo severas
condiciones cclicas.
(f) El Captulo I es aplicable en su totalidad, con las excepciones establecidas
ms arriba.
PARTE 1
CONDICIONES Y CRITERIOS
A301 CONDICIONES DE DISEO
El Prrafo 301 es aplicable en su totalidad, a excepcin de los prrafos 301.2 y
301.3. ver a continuacin.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 202
Fecha: mayo 2002
A301.2 Presin de Diseo.
El Prrafo 301.2 es aplicable en su totalidad, excepto por las referencias de los
prrafos A302.2.4 y A304 que reemplazan a las referencias de los prrafos
302.2.4 y 304, respectivamente.
A301.3 Temperatura de Diseo.
El Prrafo 301.3 es aplicable con las siguientes excepciones.
A301.3.1 Temperatura Mnima de Diseo.
El prrafo 301.3.1 es aplicable; pero se recomienda ver el prrafo A323.2.2 en
lugar del 323.2.2.
A301.3.2 Componentes sin Aislacin.
La temperatura de diseo del componente debe corresponder a la temperatura
del fluido, a menos que se produzca una temperatura mayor como resultado de la
radiacin solar, o otras fuentes de calor exteriores.
A302 CRITERIOS DE DISEO.
El prrafo A302 establece los ratings de presin-temperatura, criterios de tensin,
permisividades de diseo y los valores de diseo mnimos, junto con las
variaciones permisibles de estos factores segn se aplican al diseo del piping.
A302.1 General.
El proyectista debe estar satisfecho con la calidad el material no-metlico y su
manufactura, considerando, al menos, lo siguiente:
(a) resistencia a la traccin, compresin, de flexin, de corte y coeficiente de
elasticidad, a temperatura de diseo (largo plazo y corto plazo)
(b) tasa de deformacin bajo carga (creep) a condiciones de diseo
(c) esfuerzo de diseo y su base
(d) ductilidad y plasticidad
(e) propiedades de impacto y choque trmico
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 203
Fecha: mayo 2002
(f) lmites de temperatura
(g) temperatura de transicin: fundicin y vaporizacin
(h) porosidad y permeabilidad
(i) mtodos de prueba
(j) mtodos para fabricar uniones y su eficiencia
(k) posibilidad de deterioro en servicio
A302.2 Criterios de Presin de Diseo Temperatura de Diseo
A302.2.1 Componentes Mencionados con Ratings establecidos. El Prrafo
302.2.1 es aplicable, a excepcin de que la referencia de la Tabla A326.1
reemplaza a la referencia de la Tabla 326.1.
A302.2.2 Componentes Mencionados sin Ratings especficos. Los
componentes de piping no-metlicos para los cuales se han desarrollado
esfuerzos de diseo en conformidad con el prrafo A302.3, pero que no cuentan
con ratings de presin-temperatura especficos, deben ser clasificados segn las
reglas para la presin de diseo del prrafo A304, en el rango de temperaturas
con los esfuerzos mostrados en el Apndice B, y modificados segn corresponda
por otras reglas de este Cdigo.
Los componentes de piping sin esfuerzos permisibles o ratings de presin-
temperatura deben ser calificados para la presin de diseo segn lo establece el
prrafo A304.7.2.
A302.2.3 Componentes No Mencionados. Se aplica el prrafo 302.2.3, a
excepcin de que las referencias a la Tabla A326.1 y prrafos A304 y A304.7.2
reemplazan las referencias a la Tabla 326.1 y prrafos 304 y 304.7.2,
respectivamente.
A302.2.4 Permisividades para Variaciones de Presin y Temperatura.
(a) Piping No-metlico. No se permiten variaciones de presin, o temperatura, por
sobre las condiciones de diseo. Se deben usar las condiciones ms severas
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 204
Fecha: mayo 2002
de presin y temperatura coincidentes para determinar las condiciones de
diseo de un sistema de piping. Ver prrafos 301.2 y 301.3.
(b) Piping Metlico con Revestimiento No-metlico. Se permiten las variaciones de
presin y temperatura proporcionadas en el prrafo 302.2.4 solamente si se ha
establecido la conveniencia del material de revestimiento para el incremento de
condiciones a travs de experiencias en servicio exitosas previas, o a travs de
pruebas bajo condiciones similares.
A302.2.5 Rating en Vlvula (junction) para Servicios Diferentes. Cuando se
conectan dos servicios que operan con diferentes condiciones de presin y
temperatura, la vlvula que separa ambos servicios debe tener el rating
correspondiente a la condicin de servicio ms severa.
A302.3 Tensiones Permisibles y otros Lmites de Diseo para No-Metales.
A302.3.1 General.
(a) La Tabla B-1 contiene esfuerzos de diseo hidrostticos (HDS). Las Tablas B-2
y B-3 corresponden a listas de especificaciones que satisfacen los criterios de
los prrafos A302.3.2 (b) y (c), respectivamente. Las Tablas B-4 y B-5
contienen presiones permisibles. Estos valores HDS, criterios de tensiones
permisibles y presiones deben ser utilizados en conformidad con las Notas del
Apndice B, y pueden ser utilizados en clculos de diseo (en donde el
esfuerzo permisible S significa el esfuerzo de diseo apropiado), a excepcin
de las modificaciones indicadas por otras provisiones en este Cdigo. No se
ha verificado el uso de esfuerzos de diseo hidrostticos para clculos distintos
al la presin de diseo. El prrafo A302.3.2 delinea las bases para la
determinacin de los esfuerzos y de las presiones permisibles.
(b) Los esfuerzos y las presiones permisibles estn agrupadas por materiales y en
listas para temperaturas establecidas. Se permite la interpolacin directa entre
temperaturas.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 205
Fecha: mayo 2002
A302.3.2 Bases para Esfuerzos y Presiones
1
Permisibles.
(a) Termoplsticos. El mtodo para la determinacin de HDS se describe en
ASTM D 2837. La Tabla B-1 entrega los valores HDS para los materiales y las
temperaturas para las cuales se ha reunido suficiente informacin para
verificar la determinacin de los esfuerzos.
(b) Resina con Fraguado Trmico Reforzada (Laminada). Los valores de esfuerzo
de diseo (DS) para los materiales de la Tabla B-2 deben ser 1/10 de las
resistencias a la traccin mnimas especificadas en la Tabla 1 de ASTM C 582
y son vlidas solamente en el rango de temperatura desde 29C (-20F)
hasta 82C (180F).
(c) Resina con Fraguado Trmico Reforzada y Mortero Plstico Reforzado (con
Filamentos y Fundicin Centrfuga). Los valores del esfuerzo de diseo base
hidrosttico (HDBS) para los materiales de la tabla B-3 pueden obtenerse
mediante los procedimientos en ASTM D 2992 y son vlidos solamente a 23C
(73F). Se obtiene el HDS multiplicando el HDBS por un factor
2
de servicio
(diseo) seleccionado para la aplicacin, en conformidad con los
procedimientos descritos en ASTM D 2992, dentro de los siguientes lmites.
1. cuando se usan HDBS cclicos, el factor de servicio (diseo) F no debe ser
superior a 1.0.
2. cuando se usan HDBS estticos, el factor de servicio (diseo) F no debe
exceder 0.5.
(d) Otros Materiales. La presiones permisivas de la Tablas B-4 y B-5 han sido
determinadas en forma conservadora a partir de las propiedades fsicas de los
materiales en conformidad con las especificaciones, y han sido confirmadas
ampliamente por la experiencia. Se debe calificar el uso de otros materiales
segn se requiere en el prrafo A304.7.2.
________________________________________________________
.
1
Ttulos de Especificaciones ASTM y Estndares AWWA referidos:
ASTM C 14, Concrete Sewer, Storm Drain. and Culvert Pipe
ASTM C 301. Method of Testing Vitrified Clay Pipe
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 206
Fecha: mayo 2002
ASTM C 582, Contact-Molded Reinforced Thermosetting Plastic (RTP) Laminates for Corrosion
Resistant Equipment.
ASTM D 2321. Practice for Underground Installation of FlexibleTliermoplastic Pipe
ASTM D 2837, Test Method for Obtaining Hydrostalic Design Basis for Thermoplastic Pipe
Materials
ASTM D 2992, Practice for Obtaining Hydrostatic or Pressure Design Basis for Fiberglass
(Glass-Fiber-RTR) Pipe and Fittings
ASTM D 3839, Underground Installation of Fiberglass Pipe
AWWA C900, PVC Pressure Pipe, 4-nch through 12-inch, for Water
AWWA C950. Glass-Fiber-Reinforced Tbermosetting Resin Pressure Pipe
2
El factor de servicio (diseo) F debe ser seleccionado por el proyectista despus de la completa
evaluacin de las condiciones del servicio y de las propiedades de ingeniera de un material
especifico bajo consideracin. Adems de los lmites en el prrafo A302.3.2 (c ) (1) y (2), este
Cdigo no pretende especificar factores de servicio (diseo).
____________________________________________________________
A302.3.3 Lmites de Esfuerzos Calculados debidos a Cargas Sostenidas
1
.
(a) Esfuerzos por Presin Interior. El prrafo A304 abarca los lmites de esfuerzos
debidos a presin interior.
(b) Esfuerzos por Presin Exterior. Los esfuerzos debidos a presin exterior
uniforme deben ser considerados seguros cuando el espesor de la pared del
componente y su rigidez han sido calificados segn se requiere en el prrafo A
304.7.2.
(c) Esfuerzos por Cargas Exteriores. El diseo del piping bajo carga exterior se
debe basar en lo siguiente:
1. Piping termoplstico. ASTM D 2321 o AWWA C900
2. Piping de Resina con Fraguado Trmico Reforzada (RTR) y Mortero Plstico
Reforzado (RPM). ASTM D 3839 o Apndice A de AWWA C950.
3. Para determinar la deflexin permisible mxima en 1. y 2. (arriba) se deben
considerar las deformaciones y la posible flexin, pero de ninguna manera esta
deflexin permisible mxima debe exceder el 5% del dimetro interior de la
caera.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 207
Fecha: mayo 2002
4. El piping no-metlico que no est incluido en 1. y 2. (arriba) debe ser sometido
a una prueba de trituracin (crushing test) en conformidad con ASTM C 14 o C
301; la carga permisible debe ser 25% del valor mnimo obtenido.
A302.3.4 Lmites de Esfuerzos Calculados debidos a Cargas Ocasionales.
(a) Operacin. La suma de los esfuerzos en cualquier componente de un sistema
de piping debidos a la presin, peso y otras cargas sostenidas adems de
esfuerzos causados por cargas ocasionales, tales como viento y terremotos, no
deben exceder los lmites en la parte aplicable del prrafo A302.3.3. No se
deben considerar al viento y a los terremotos como fuerzas de accin
concurrentes.
(b) Pruebas. Los esfuerzos producidos por las condiciones de las pruebas no
estn sujetos a las limitaciones del prrafo A302.3.3. No es necesario
considerar otras cargas ocasionales, tales como viento y terremotos, como de
ocurrencia concurrente con las cargas de las pruebas.
A302.4 Permisividades
El prrafo 302.4 es aplicable en su totalidad.
PARTE 2
PRESIN DE DISEO DE COMPONENTES
DE PIPING NO METLICOS
A303 GENERAL
Es aplicable el prrafo 303, excepto que las referencias a la Tabla A326.1 y al
prrafo A302.2.1 reemplazan las referencias a la Tabla 326.1 y al prrafo 302.2.1.
para componentes no metlicos, la referencia al prrafo A304 reemplaza a la
referencia al prrafo 304.
A304 PRESIN DE DISEO DE COMPONENTES NO METLICOS.
A 304.1 Caera Recta.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 208
Fecha: mayo 2002
A304.1.1 General.
(a) Se debe determinar el espesor requerido en las secciones rectas por medio de
la ecuacin (25).
t
m
= t+c (25)
El espesor mnimo T para la caera seleccionada, considerando la tolerancia por
defecto del manufacturador , debe ser superior a t
m
.
(b) se utiliza la siguiente nomenclatura en las ecuaciones para la presin de
diseo de las caeras rectas.
t
m
= espesor mnimo requerido incluyendo permisividades mecnicas, de
corrosin y de erosin
t = espesor de diseo para la presin, segn el clculo en conformidad con
el prrafo A304.1.2 para la presin interior o segn se determina en
conformidad con el prrafo A304.1.3 para presin exterior.
c =la suma de permisividades mecnicas (profundidad de rosca o ranura)
ms la permisividad de corrosin y erosin. Para componentes roscados,
se aplica la profundidad nominal de la rosca (dimensin h de ASME
B1.20.1 o equivalente). Para superficies maquinadas o ranuras en donde
no se especifica la tolerancia, se debe suponer que es 0.5 mm (0.02
pulg.) en adicin a la profundidad especificada del corte.
T = espesor de pared de caera (medida o mnima segn especificacin de
compra)
F =factor de servicio (diseo). Ver prrafo A302.3.2(c).
P =presin manomtrica de diseo interior
D =dimetro exterior de la caera
S =tensin de diseo correspondiente a la Tabla en el Apndice B.
A304.1.2 Caera Recta bajo Presin Interior.
El espesor del diseo para la presin interior t no debe ser inferior al calculado
con una de las siguientes ecuaciones, usando valores de tensin en, o derivado
de, la tabla apropiada en el Apndice B.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 209
Fecha: mayo 2002
(a) Caera Termoplstica [Ver prrafo A302.3.2(a)]
t = PD
2S +P (Tabla B-1) (26 a)
(b) Caera RTR (Laminada) [Ver prrafo A302.3.2 (b)]
t = PD
2S +P (Tabla B-2) (26 b)
3
(c) Caera RTR (con Filamento) y RPM (Fundicin Centrfuga). [Ver prrafo
A302.3.2 (c)]
t = PD
2SF +P (Tabla B-3) (26 c)
3
A304.1.3 Caera Recta bajo Presin Exterior
(a) Caera No Metlica. Se debe calificar el espesor de la presin de diseo
exterior t segn se requiere en el prrafo A304.7.2
(b) Caera Metlica con Revestimiento No Metlico
1. El espesor de diseo para la presin exterior t para el material base (exterior)
debe ser determinado en conformidad con el prrafo 304.1.3
2. El espesor de diseo para la presin exterior t para el material de
revestimiento debe ser calificado en conformidad con el prrafo A304.7.2.
__________________________________________________
3
El espesor t no debe incluir ningn espesor de pared de caera reforzada con menos del 20%
por peso de fibras de refuerzo.
A304.2 Segmentos de Caeras Curvos y en Casquetes.
A304.2.1 Caeras Curvas. El espesor mnimo requerido t
m
de una curva,
despus del doblado, debe ser determinado como para la caera recta en
conformidad con el prrafo A304.1
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 210
Fecha: mayo 2002
A304.2.2 Codos. Los codos no manufacturados de acuerdo al prrafo A303
deben ser calificados segn se requiere en el prrafo A304.7.2.
A304.2.3 Curvas en Casquetes. Deben ser calificadas segn se requiere en el
prrafo A304.7.2.
A304.3 Conexiones de Arranques.
A304.3.1 General. Se debe proporcionar un refuerzo para una caera debilitada
por la conexin de un arranque, a menos que el espesor de la pared de la caera
sea suficientemente superior a la requerida para soportar la presin. La cantidad
de refuerzo debe ser calificada en conformidad con el prrafo A304.7.2, excepto lo
indicado en el prrafo A304.3.2.
A304.3.2 Conexiones de Arranques con Fittings.
Se puede suponer sin clculos que un arranque tiene la resistencia adecuada para
resistir las presiones interiores y exteriores si utiliza un fitting (T, lateral, o cruz) en
conformidad con el prrafo A303.
A304.3.3 Consideraciones Adicionales de Diseo. Los requerimientos de los
prrafos A304.3.1 y A304.3.2 tienen la intencin de asegurar el desempeo
satisfactorio del arranque sometido solamente a presin interior o exterior. El
proyectista tambin debe considerar los prrafos 304.3.5 (a), (c) y (d).
A304.4 Cierres de Trazado (Closures).
Los cierres de trazado que no cumplan con el prrafo A303 deben ser calificados
segn lo requerido por el prrafo A304.7.2.
A304.5 Presin de Diseo en Flanges.
A304.5.1 General.
(a) Los flanges que no cumplan con el prrafo A303 o A304.5.1 (b) o (c) deben ser
calificados segn lo requiere el prrafo A304.7.2.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 211
Fecha: mayo 2002
(b) Los flanges para anillos de empaquetadura planos pueden ser diseados en
conformidad con el Cdigo BPV, Seccin VIII, Divisin 1, Apndice 2, a
excepcin de que el Cdigo BPV debe regular las tensiones permisibles y los
lmites de temperatura. Se debe definir la nomenclatura segn el Cdigo BPV,
a excepcin de lo siguiente:
P =presin manomtrica de diseo
S
a
=tensin de diseo de perno a temperatura atmosfrica
4
S
b
=tensin de diseo de perno a temperatura de diseo
4
S
f
=tensin permisible para material de flange de las Tablas B-1, B-2 o B-3.
4
Los esfuerzos de diseo de los pernos no deben ser superiores a las de la
Tabla A-2.
(c) Las reglas de diseo de flanges en el prrafo A304.5.1 (b) no son aplicables a
los diseos que emplean empaquetaduras de cara completa que sobresalen de
los pernos, generalmente hacia el dimetro exterior del flange, o cuyos flanges
tienen contacto slido ms all de los pernos. Las fuerzas y reacciones un una
unin de este tipo difieren de las uniones que emplean anillos de
empaquetaduras planos, y se debe disear el flange en conformidad con el
Cdigo BPV, Seccin VIII, divisin 1, Apndice Y.
204.5.2 Flanges Ciegos. Los flanges ciegos que no cumplan con el prrafo A303
pueden ser diseados en conformidad con 304.5.2, excepto que el esfuerzo
permisible S debe tomarse de las Tablas en el Apndice B. De otra manera, deben
ser calificados en conformidad con el prrafo A304.7.2.
A304.6 Reductores.
Los reductores que no cumplan con el prrafo A303 deben ser calificados segn
se requiere en el prrafo A304.7.2
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 212
Fecha: mayo 2002
A304.7 Presin de Diseo de otros Componentes.
A34.7.1 Componentes Mencionados. En conformidad con el prrafo A303, se
pueden utilizar otros componentes a presin, manufacturados en conformidad con
los estndares de la Tabla A326, pero que no aparecen en otra parte del A 304.
A304.7.2 Componentes No Mencionados y Elementos. El diseo de la presin
de componentes y uniones fuera de lista, para los que no se aplican las reglas del
prrafo A304, se debe basar en clculos consistentes con los criterios de diseo
de este Cdigo. Se deben sustanciar los clculos mediante uno, o dos, de los
medios establecidos en (a) y (b) ms abajo, tomando en consideracin el
ambiente correspondiente y los efectos dinmicos de los prrafos 301.4 hasta
301.11:
(a) extensa y exitosa experiencia en servicio bajo condiciones de diseo
comparables con componentes proporcionados similares fabricados del
mismo material o uno similar.
(b) prueba de rendimiento bajo condiciones de diseo incluyendo los efectos
dinmicos y de deformacin bajo carga aplicables, mantenidos durante un
tiempo suficiente para determinar la aceptabilidad del componente o unin
para su vida de diseo
(c) para (a) o (b) arriba, el proyectista puede interpolar entre tamaos, espesores
de pared y clases de presin y puede determinar analogas entre materiales
relacionados.
A304.7.3 Componentes No metlicos con Partes a Presin Metlicas. Los
componentes que no estn cubiertos por los estndares en la Tabla A326.1, en los
cuales las partes metlicas y no metlicas contienen la presin, deben ser
evaluados segn los requerimientos aplicables del prrafo 304.7.2, as como los
del prrafo A304.7.2.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 213
Fecha: mayo 2002
PARTE 3
REQUERIMIENTOS DE SERVICIO CON FLUIDOS PARA
COMPONENTES DE PIPING NO METLICOS
A305 CAERAS
Para un Servicio de Fluido Normal se pueden usar caeras clasificadas no
metlicas, sujetas a las limitaciones del material con presin y al prrafo A323.4.
Caeras no clasificadas solamente pueden ser usadas en conformidad con el
prrafo A302.2.3.
A306 FITTINGS NO METLICOS, CURVAS DE CAERAS, EN CASQUETES,
BRIDAS DE REBORDE (LAPS), CONEXIONES DE ARRANQUES
General. Se pueden utilizar fittings, curvas, caeras en casquetes, bridas de
reborde y conexiones de arranques en conformidad con los prrafos A306.1 hasta
A306.5. Las caeras y dems materiales utilizados en tales componentes deben
ser apropiados para el proceso de manufactura y el fluido del servicio.
A306.1 Fittings de Caeras
A306.1.1 Fittings Mencionados Los fittings mencionados pueden ser utilizados
en Servicios con Fluidos Normales sujetos a las limitaciones respecto de los
materiales.
A306.1.2 Fittings No Mencionados. Pueden ser usados solamente de acuerdo a
lo que indica el prrafo A302.2.3.
A306.2 Curvas de Caeras.
A306.2.1 General. Una curva de caera realizada en conformidad con el prrafo
A332 y verificada para la presin de diseo en conformidad con el prrafo
A304.2.1, debe ser apropiada para el mismo servicio de la caera de la cual se
fabric.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 214
Fecha: mayo 2002
A306.2.2 Curvas Corrugadas y Otras. Las curvas de otros diseos (tales como
plegadas o corrugadas) deben ser calificadas para presin de diseo segn se
requiere en el prrafo a304.7.2.
A306.3 Caeras en Casquetes.
A excepcin de lo especificado en el prrafo 306.3.2, se puede utilizar una curva
en casquetes, conforme a A304.2.3, para un Servicio de Fluido Normal.
A306.4 Bridas de Reborde Expandidas o Fabricadas
Los siguientes requerimientos no son aplicables a los fittings conforme al prrafo
A306.1.
A306.4.1 Bridas de Reborde Expandidas.
(a) Se deben satisfacer los requerimientos de los prrafos 306.4.1 (a) y (b).
(b) El material de las las bridas de reborde debe ser apropiado para las
condiciones del servicio. Se debe calificar la presin de diseo segn se
requiere en el prrafo A304.7.2.
A306.4.2 Bridas de Reborde Expandidas. No deben ser utilizadas en caeras
no metlicas.
A306.5 Conexiones de Arranques Fabricados.
Los siguientes requerimientos no son aplicables a los fittings conforme al prrafo
A306.1.
A306.5.1 General. Para un Servicio de Fluido Normal se puede utilizar una
conexin de arranque fabricada por medio de la unin (bonding) del arranque
directamente a la caera con, o sin, refuerzo, como se establece en el prrafo
328.5.4 y se muestra en la Figura 328.5.4, siempre que la presin de diseo sea
calificada como se requiere en el prrafo A304.7.2.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 215
Fecha: mayo 2002
A306.5.2 Requerimientos Especficos. Las conexiones de arranques fabricados
deben ser realizadas segn lo especificado en el prrafo A328.5.
A307 VALVULAS Y COMPONENTES ESPECIALIZADOS NO METLICOS.
El prrafo 307 es aplicable en su totalidad, a excepcin de que en el prrafo
307.1.2 la referencia a los prrafos A302.2.3 y A304.7.2 reemplaza a la referencia
a los prrafos 302.2.3 y 304.7.2, respectivamente.
A308 FLANGES, PALETAS (BLANKS), CARAS DE FLANGE Y
EMPAQUETADURAS.
A308.1 General.
Es aplicable el prrafo 308.1, a excepcin de que en el prrafo 308.1.2 la
referencia al prrafo A302.2.3 reemplaza la referencia al prrafo 302.2.3.
A308.2 Flanges No metlicos.
A308.2.1 General.
(a) Los flanges no metlicos deben ser adecuados, con apropiadas caras,
empaquetadoras y apernado, para desarrollar el rating completo de la unin y
soportar las cargas externas esperadas.
(b) El proyectista debe consultar al manufacturador acerca de los ratings de
flanges no metlicos.
A308.2.2 Flanges Roscados. Estn sujetos a los requerimientos para uniones
roscadas del prrafo A314.
A308.3 Caras de Flanges.
El prrafo 308.3 es aplicable en su totalidad.
A308.4 Limitaciones de las Empaquetaduras.
Ver adems el Apndice F, prrafo F308.4
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 216
Fecha: mayo 2002
A308.4.1 Revestimiento utilizado como Cara o Empaquetadura.
El material de revestimiento extendido sobre la cara del flange y utilizado como
una empaquetadura debe conformar los requerimientos del prrafo 308.4.
A309 APERNADO
El apernado incluye pernos, prisioneros, esprragos, pernos guas, tuercas y
arandelas. Ver Apndice F, prrafo F309.
A309.1 General.
El prrafo 309.1 es aplicable en su totalidad.
A309.2 Apernado Especfico.
Se puede utilizar cualquier apernado que satisfaga los requerimientos del prrafo
309.1 con cualquier combinacin de materiales de flanges y caras de flanges. El
conjunto de la unin debe conformar los requerimientos del prrafo A335.2
A309.3 Agujeros Perforados en Componentes No Metlicos.
Se pueden usar agujeros para apernado de retencin a presin en componentes
no metlicos siempre que la presin de diseo sea calificada en conformidad con
el prrafo A304.7.2.
PARTE 4
REQUERIMIENTOS PARA SERVICIOS CON FLUIDO PARA
UNIONES DE PIPING NO METLICAS
A310 GENERAL
El prrafo 310 es aplicable en su totalidad.
A311 UNIONES (BONDING) EN PLSTICOS
A311.1 General
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 217
Fecha: mayo 2002
Las uniones deben satisfacer los requerimientos del prrafo A328 y la inspeccin
debe satisfacer los requerimientos del prrafo A341.4.1 para uso en Servicio de
Fluido Normal, sujetos a las limitaciones del material.
A311.2 Requerimientos Especficos.
A311.2.1 Uniones de Filete. Pueden ser utilizados solamente en conjunto con un
procedimiento calificado de soldadura trmica con gas (ver prrafo A328.5.2).
A311.2.2 Uniones de Sello. Se pueden usar solamente para prevenir la filtracin
en una unin roscada y solamente si se ha demostrado que no producir daos en
los materiales unidos.
A311.2.3 Uniones Limitadas al Servicio de Fluidos Categora D. Las uniones
examinadas en conformidad con el prrafo 341.4.2 pueden ser utilizadas
solamente para servicio de Fluido Categora D.
A312 UNIONES ENFLANCHADAS.
El proyectista debe consultar al manufacturador acerca de los ratings de uniones
enflanchadas en piping no metlico y en piping con revestimiento no metlico.
A313 UNIONES EXPANDIDAS
El prrafo 313 es aplicable en su totalidad.
A314 UNIONES ROSCADAS
A314.1 General.
Una unin roscada es apropiada para el Servicio de Fluido Normal, sujeta a las
limitaciones del material y a los requerimientos del prrafo A314. No se debe
utilizar ninguna unin que corresponda al prrafo 314.1 (d).
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 218
Fecha: mayo 2002
A314.2 Requerimientos Especficos.
A314.2.1 Caeras Termoplsticas. Las uniones roscadas deben satisfacer todo
lo siguiente.
(a) La pared de la caera debe tener como mnimo el espesor Schedule 80,
segn lo define ASTM D 1785.
(b) Las roscas macho deben ser NPT, ASME B1.20.1
(c) Las roscas deben estar en conformidad con los estndares correspondientes
de la Tabla A326.1
(d) Se deben usar un lubricante de rosca y un sellante apropiados.
A314.2.2 Piping de Resina con Fraguado Trmico Reforzada (RTR).
Las uniones roscadas en caeras de RTR deben satisfacer los siguientes
requerimientos.
(a) Las roscas macho deben ser cortadas de fbrica o moldeadas en extremos de
caera de pared gruesa especiales
(b) Las roscas hembras deben ser cortadas de fbrica o moldeadas en los fittings.
(c) No se permite el roscado de extremos en caeras de RTR, excepto cuando
tales roscas se limitan a la funcin de cierre mecnico con las roscas hembra
de fbrica o moldeadas, en la parte inferior de los fittings con alojamientos
profundos.
(d) Cuando sea necesario proporcionar conexiones con piping metlico roscado
se pueden utilizar niples roscados cortados de fbrica o moldeados,
acoplamientos, o adaptadores unidos a caeras RTR de extremos lisos y
fittings.
A314.2.3 Piping de Mortero Plstico Reforzado.
No se permiten las uniones roscadas en piping de mortero plstico reforzado
(RPM).
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 219
Fecha: mayo 2002
A315 UNIONES DE TUBING
El prrafo 315 es aplicable en su totalidad, sujeto a las limitaciones de material,
excluyendo 315.2 (b) respecto de las severas condiciones cclicas, y reemplazo de
referencia a Tabla 326.1 y prrafo 304.7.2 por referencia a Tabla A326.1 y prrafo
A304.7.2, respectivamente.
A316 UNIONES CALAFATEADAS
El prrafo 316 es aplicable en su totalidad.
A318 UNIONES ESPECIALES
Se consideran uniones especiales todas las no cubiertas en el Captulo VII, Parte
4.
A318.1 General.
El prrafo 318.1 es aplicable en su totalidad, a excepcin de que en el prrafo
318.1.2 la referencia al prrafo A304.7.2 reemplaza la referencia al prrafo
304.7.2.
A318.2 Requerimientos Especficos.
El prrafo 318.2 es aplicable con excepcin del prrafo 318.2.3.
A318.3 Piping con Revestimiento No Metlico.
A318.3.1 Soldadura de Piping Metlico.
(a) General. Se pueden utilizar uniones realizadas en conformidad con las reglas
del prrafo A329.1 en Servicios de Fluidos Normales, sujetas a limitaciones de
material.
(b) Requerimientos Especficos. Se deben limitar las soldaduras a aquellas que no
afecten la eficacia del revestimiento.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 220
Fecha: mayo 2002
A318.3.2 Revestimientos Acampanados.
(a) General. Los extremos acampanados de los revestimientos realizados en
conformidad con el prrafo A329.2 pueden ser utilizados en Servicio de Fluido
Normal, sujeto a limitaciones de material.
(b) Requerimientos Especficos. El acampanados se debe limitar a aplicaciones
que no afecten la efectividad del revestimiento.
A318.4 Uniones de Sello de Elastmero Flexible.
Los sellos de elastmero flexible que satisfagan lo establecido a continuacin,
pueden ser utilizados en el Servicio de Fluido Normal, sujetos a las limitaciones
del material.
(a) Los sellos para uniones en piping termoplsticas deben satisfacer los
requerimientos de ASTM D 3139.
(b) Los sellos en uniones en piping de RTR y RPM deben satisfacer los
requerimientos de ASTM D 4161.
PARTE 5
FLEXIBILIDAD Y SOPORTE
A319 FLEXIBILIDAD DE PIPING NO METLICO
A319.1 Requerimientos.
A319.1.1 Requerimientos Bsicos. Los sistemas de piping deben ser diseados
para evitar que la dilatacin o contraccin trmica, el aumento de presin o el
movimiento de los soportes del piping y de los terminales causen:
(a) falla del piping o de los soportes por deformacin o fatiga
(b) filtracin en uniones
(c) tensiones dainas o deformacin en el piping o en los equipos conectados
(bombas, por ejemplo), producto de los empujes y momentos excesivos en el
piping.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 221
Fecha: mayo 2002
A319.1.2 Requerimientos Especficos.
(a) En el prrafo A319 se entrega gua, conceptos e informacin para ayudar al
proyectista en el aseguramiento de la adecuada flexibilidad de los sistemas de
piping. No se presentan criterios especficos limitantes del esfuerzo ni
mtodos de anlisis de esfuerzo, dado que el comportamiento de la mayora
de los no metales bajo tensin difiere considerablemente del de los metales
cubiertos en el prrafo 319 y est menos definido para el anlisis matemtico.
(b) Los sistemas de piping deben ser diseados e instalados de manera que se
minimicen los esfuerzos por flexin resultantes del desplazamiento por
expansin, contraccin y otros movimientos. Este concepto se refiere
especialmente a los soportes, terminales y dems limitaciones, as como a las
tcnicas descritas en A319.7. ver tambin A319.2.2(b).
(c) En PPI Informe Tcnico TR-21 se encuentra ms informacin a cerca del
diseo de piping termoplstico.
A319.2 Conceptos.
A319.2.1 Deformacin por Desplazamiento. Los conceptos de deformaciones
impuestas por las restricciones a la dilatacin o contraccin trmica y al
movimiento exterior, descritos en el prrafo 319.2.1, se aplican en principio a los
no-metales. Sin embargo, generalmente no es vlido suponer que se pueden
predecir las tensiones a lo largo del piping a partir de estas deformaciones debido
al comportamiento completamente elstico de los materiales del piping.
(a) En termoplsticos y piping de RTR y RPM, las deformaciones por
desplazamiento probablemente no producen falla inmediata pero pueden
provocar una deformacin daina. Especialmente en piping termoplstico, la
deformacin progresiva puede producirse como resultado de los ciclos
trmicos repetidos o por una prolongada exposicin a altas temperaturas.
(b) En pipings frgiles (tales como porcelana, vidrio, etc.) y algunos pipings de
RTR y RPM, los materiales muestran un comportamiento rgido y desarrollan
altos niveles de desplazamiento hasta un punto de rompimiento repentino
debido al exceso de deformacin..
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 222
Fecha: mayo 2002
A319.2.2 Esfuerzos de Desplazamiento.
(a) Comportamiento Elstico. En el caso de los no-metales con frecuencia no es
vlida la suposicin de que la deformaciones por desplazamiento producen
esfuerzos proporcionales sobre un rango suficientemente amplio para justificar
un anlisis de esfuerzo elstico. En pipings frgiles, las deformaciones
producen inicialmente esfuerzos elsticos relativamente grandes. Sin embargo,
se debe mantener baja la deformacin total por desplazamiento dado que la
sobrecarga produce principalmente fallas, ms que deformacin plstica. En
los pipings de termoplstico o resina con fraguado trmico, generalmente las
deformaciones producen esfuerzos del tipo sobrecarga (plstico), incluso con
valores relativamente bajos de deformacin por desplazamiento total. Si se
selecciona un mtodo de anlisis de flexibilidad que supone el comportamiento
elstico, el proyectista debe ser capaz de demostrar su validez para el sistema
de piping en consideracin y debe establecer lmites de seguridad para
tensiones calculadas.
(b) Comportamiento por Deformacin Excesiva. Los esfuerzos no se pueden
considerar como proporcionales a las deformaciones por desplazamiento a lo
largo del sistema de piping, en el cual se puede presentar una cantidad
excesiva de deformacin en porciones localizadas [un sistema desbalanceado;
ver prrafo 319.2.2(b)], o en el cual no se puede suponer el comportamiento
elstico del material del piping. La deformacin excesiva debe ser minimizada
con la disposicin del sistema y los desplazamientos excesivos deben ser
minimizados por medio de uniones especiales o dispositivos de expansin (ver
prrafo A319.7)
A319.2.3 Deformacin Intencional en Fro. (Cold spring). La deformacin
intencional en fro corresponde a la deformacin intencional del piping durante el
montaje para producir un desplazamiento inicial deseado, o esfuerzo. La
deformacin en fro puede ser beneficiosa para balancear la magnitud del esfuerzo
bajo condiciones de desplazamiento extremas e iniciales. Cuando se aplica una
deformacin en fro en forma apropiada, hay menos probabilidades de una
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 223
Fecha: mayo 2002
deformacin excesiva durante la operacin inicial. Tambin hay menor desviacin
de las dimensiones de instalacin durante la operacin inicial, de manera que los
elementos de suspensin no son desplazados de sus settings originales. No se
permite ninguna consideracin por la deformacin intencional en fro en los
clculos del rango de esfuerzo, o en el clculo de empujes y momentos.
A319.3 Propiedades para el Anlisis de Flexibilidad.
A319.3.1 Informacin acerca de la Dilatacin Trmica. El Apndice C presenta
coeficientes de dilatacin trmica para varios no-metales. Los valores ms
precisos, en algunas circunstancias, deben ser obtenidos de los manufacturadores
de los componentes. Si se utilizan estos valores en el anlisis de esfuerzo, se
deben determinar los desplazamientos trmicos en conformidad con lo establecido
en el prrafo 319.3.1.
A319.3.2 Mdulo de Elasticidad. El Apndice C presenta informacin
representativa acerca del mdulo de elasticidad bajo traccin E para varios no-
metales segn se obtiene bajo las condiciones tpicas de tasa de deformacin en
laboratorio. Debido a su viscoelasticidad, los mdulos efectivos de plsticos bajo
las condiciones reales de uso, dependern tanto del curso especfico de la
deformacin (o carga) con el tiempo como de las caractersticas especficas del
plstico. El manufacturador puede entregar valores ms precisos acerca de los
clculos de trabajo y del corto plazo, del mdulo de elasticidad efectivo para
condiciones de carga y de temperatura dadas. El mdulo tambin puede variar
con la orientacin de la probeta, especialmente en el caso de resinas con
refuerzos de filamentos. Para materiales y temperaturas no clasificados, consultar
los documentos de ASTM o PPI, adems de la informacin del manufacturador.
A319.3.3 Constante de Poisson. La constante de Poisson vara ampliamente
dependiendo del material y de la temperatura. Por esta razn, es posible que las
formulas simplificadas usadas para el anlisis del esfuerzo en los metales no
tengan validez para los no-metales.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 224
Fecha: mayo 2002
A319.3.4 Dimensiones. Se deben utilizar los espesores nominales y los
dimetros exteriores de las caeras y de los fittings para los clculos de
flexibilidad.
A319.4 Anlisis.
A319.4.1 Sin requerimiento de Anlisis Formal. No se requiere un anlisis
formal de un sistema de piping que:
(a) Duplica, o reemplaza, sin cambios significativos, un sistema operativo con un
registro de servicio exitoso.
(b) Puede ser fcilmente juzgado como adecuado por comparacin con sistemas
analizados previamente, o
(c) Es instalado con un margen de flexibilidad inherente conservador, emplea
mtodos de unin o dispositivos de juntas de expansin, o emplea una
combinacin de ambos mtodos, en conformidad con las instrucciones del
manufacturador.
A319.4.2 Requerimientos de un Anlisis Formal. En el caso de un sistema de
piping que no satisface los criterios anteriores, el proyectista debe demostrar la
adecuada flexibilidad por medio de un anlisis de esfuerzo simplificado,
aproximado, o general, utilizando un mtodo vlido para el caso especfico. Si se
puede demostrar un comportamiento sustancialmente elstico para el sistema del
piping [ver prrafo A319.2.2(a)], son aplicables los mtodos presentados en el
Prrafo 319.4.
A319.5 Reacciones. El prrafo 319.5 se considera aplicable si se puede
demostrar que un anlisis de esfuerzo formal es vlido para el caso especfico.
A319.6 Movimientos.
Se debe prestar atencin especial al movimiento (desplazamiento o rotacin) del
piping respecto de los soportes y puntos de tolerancia estrecha. Se deben
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 225
Fecha: mayo 2002
considerar los movimientos de la caera principal en la conexin de un arranque
menor para determinar la necesidad de flexibilidad en el arranque.
A319.7 Medios para Aumentar la Flexibilidad.
La disposicin del piping con frecuencia proporciona una adecuada flexibilidad
inherente a travs de los cambios de direccin, mientras que los desplazamientos
producen principalmente deformaciones de baja magnitud por torsin y doblado.
Generalmente la cantidad de deformacin por tensin o compresin (que puede
producir reacciones mayores) es pequea.
Cuando el piping carece de flexibilidad inherente o est desbalanceado, se debe
proporcionar flexibilidad adicional mediante uno, o ms, de los siguientes mtodos:
curvas, circuitos, desniveles; uniones flexibles; juntas de expansin deslizantes,
con fuelles o corrugadas; u otros dispositivos que permitan el movimiento angular,
rotatorio o axial. Se deben proporcionar anclajes apropiados, amarras u otros
dispositivos, segn sea necesario para resistir las fuerzas producidas por la
presin del fluido, la resistencia friccional al movimiento y otras causas.
A321 SOPORTES DEL PIPING
El prrafo 321 tiene aplicacin en su totalidad.
A321.5 Soportes para Piping No Metlico
A321.5.1 General. Adems de los requerimientos aplicables del prrafo 321, los
soportes, guas y anclajes deben ser seleccionados y aplicados en cumplimiento
con los principios y requerimientos del prrafo A319 y lo siguiente:
(a) el piping debe ser soportado, guiado y anclado en forma tal que prevenga los
daos. Se deben evitar las cargas localizadas y reas estrechas de contacto
entre el piping y los soportes. En los lugares con riesgo de dao al piping se
deben instalar rellenos entre el piping y los soportes.
(b) Las vlvulas y equipos que transmiten cargas excesivas al piping deben tener
soportacin independiente.
(c) Se debe considerar la proteccin mecnica en reas con trfico.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 226
Fecha: mayo 2002
(d) Se deben considerar las recomendaciones de los manufacturadores respecto
de los soportes.
A321.5.2 Soportes para Piping Termoplstico, RTR y RPM. Los soportes deben
ser espaciados para evitar el pandeo o deformacin excesivos con la temperatura
de diseo y en el perodo de vida til del sistema de piping. Cuando corresponda,
se deben considerar disminuciones en el mdulo de elasticidad con aumento de
temperatura y deformacin bajo carga (creep) del material con el tiempo. El diseo
y la ubicacin de los soportes deben considerar el coeficiente de dilatacin
trmica.
A321.5.3 Soportes para Piping Frgil. El piping frgil, tal como vidrio, debe tener
una buena soportacin, pero debe estar libre de limitaciones para la dilatacin u
otro movimiento. No se debe proporcionar ms de un anclaje en cualquier porcin
recta sin una junta de expansin.
PARTE 6
SISTEMAS
A322 SISTEMAS DE PIPING ESPECFICOS
A322.3 Piping Instrumental.
El prrafo 322.3 es aplicable en su totalidad a excepcin de las referencias al
prrafo A301 y A302.2.4 que reemplazan las referencias a los prrafos 301 y
302.2.4, respectivamente.
A322.6 Sistemas de Alivio de Presin.
El prrafo 322.6 es aplicable en su totalidad, a excepcin del prrafo 322.6.3. Vea
el prrafo A322.6.3 ms abajo.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 227
Fecha: mayo 2002
A322.6.3 Proteccin contra el Exceso de Presin. Corresponde el prrafo
322.6.3, excepto que la presin de alivio mxima debe estar en conformidad con el
prrafo A302.2.4.
PARTE 7
MATERIALES
A323 REQUERIMIENTOS GENERALES
A323.1 Materiales y Especificaciones.
Corresponde el prrafo 323.1, excepto por el prrafo 323.1.4. Ver prrafo A323.1.4
a continuacin.
A323.1.4. Materiales Recuperados. Se pueden usar componentes de piping
recuperados, siempre que sean apropiadamente identificados y cumplan con una
especificacin publicada (ver prrafo 323.1.1), y satisfagan los requerimientos de
este Cdigo. El usuario debe verificar que los componentes sean apropiados para
el servicio. Se debe realizar la limpieza e inspeccin suficiente para determinar el
espesor de pared mnimo disponible y la carencia de los problemas indicados a
continuacin, hasta un punto aceptable para el servicio especfico:
(a) imperfecciones
(b) reduccin de las propiedades mecnicas
(c) adsorcin de sustancias dainas
A323.2 Limitaciones de Temperatura, No - Metales
El proyectista debe verificar que los materiales que satisfacen los otros
requerimientos del Cdigo son apropiados para el servicio en todo el rango de la
temperatura de operacin. Vea tambin Notas de las Tablas B-1 hasta B-5 en el
Apndice B.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 228
Fecha: mayo 2002
A323.2.1 Lmites Superiores de Temperaturas, Materiales Mencionados.
(a) Salvo lo indicado en (b), un material mencionado no debe ser utilizado a una
temperatura de diseo superior a la mxima para la que se muestra un valor
de esfuerzo o rating, o superior a la temperatura mxima recomendada en la
Tabla A323.4.2C para materiales RTR y en la Tabla A323.4.3 para
termoplsticos usados como revestimientos.
(b) Se puede utilizar un material clasificado a una temperatura superior que la
mxima establecida en (a) cuando no existe prohibicin en el Apndice B, o
en alguna otra parte del Cdigo, y si el proyectista verifica la eficacia del
material en conformidad con el prrafo 323.2.4.
TABLA A323.2.2
REQUERIMIENTOS PARA PRUEBAS DE TENACIDAD A BAJ A TEMPERATURA
EN NO-METALES
En adicin a los requerimientos de la especificacin del material
Tipo de Material
Columna A
En, o sobre, la
Temperatura
Mnima
Clasificada
Columna B
Inferior a Temperatura mnima Clasificada
Materiales no-
metlicos
mencionados
Ningn
requerimiento
adicional
El proyectista debe tener resultados de pruebas con, o
inferior a, la menor temperatura de servicio esperada,
los cuales aseguran que los materiales y las uniones
tienen resistencia adecuada y son apropiados a la
temperatura mnima de diseo.
Materiales no
mencionados
Un material no mencionado debe cumplir con una especificacin
publicada. Cuando la composicin, propiedades y forma del producto
son comparables a aquellas de un material mencionado, se deben
satisfacer los requerimientos del material mencionado correspondiente.
Otros materiales no mencionados deben ser calificados segn se
requiere en al Columna B.
A 323.2.2 Lmites de Temperatura Inferiores, Materiales Mencionados.
(a) Generalmente se deben realizar pruebas en los materiales para ser usados a
temperaturas de diseo mnimas, inferiores a ciertos lmites, para determinar
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 229
Fecha: mayo 2002
que poseen la resistencia apropiada para ser usados en piping bajo este
Cdigo. La Tabla A323.2.2 presenta estos requerimientos.
(b) Cuando los materiales estn calificados para su uso a temperaturas inferiores
a la temperatura mnima del Apndice B, los esfuerzos permisibles, o
presiones, no deben exceder los valores para las temperaturas ms bajas
mostradas.
(c) Vea tambin los lmites recomendados en la Tabla A323.4.2C para
termoplsticos usados como revestimientos.
A323.2.3 Lmites de Temperatura, Materiales No Mencionados.
El prrafo 323.2.3 es aplicable.
A323.2.4 Verificacin de Eficacia (serviceability). Cuando se utiliza un material
no mencionado, o cuando se utiliza un material mencionado por sobre o debajo de
los lmites en el Apndice B o Tabla A323.4.2C o Tabla A323.4.3, el proyectista
debe cumplir con los requerimientos del prrafo 323.2.4.
A323.4 Requerimientos del Servicio con Fluido para Materiales No Metlicos.
A323.4.1 General.
(a) Se deben proteger los materiales no metlicos contra temperaturas excesivas,
choque, vibracin, pulsacin y abuso mecnico en todos los servicios con
fluidos.
(b) Los requerimientos del prrafo A323.4 se aplican a partes con presin. No se
aplican a materiales utilizados para soportes y empaquetaduras. Ver tambin
Apndice F, prrafo FA323.4.
A323.4.2 Requerimientos Especficos.
(a) Termoplsticos.
1. No deben ser utilizados para servicios con fluidos inflamables sobre la
superficie.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 230
Fecha: mayo 2002
2. Deben ser protegidos cuando se utilizan en Servicios con Fluidos distintos a la
Categora D.
3. PVC y CPVC no deben ser utilizados para servicios con aire comprimido, u otro
gas comprimido.
(b) Piping de Mortero Plstico Reforzado (RPM). Este piping debe ser protegido
cuando se utiliza para un Servicio de Fluido distinto a Categora D.
(c) Resinas con Fraguado Trmico Reforzadas (RTR). Se debe proteger este
piping cuando se utiliza para servicios de fluidos txicos o inflamables. La
Tabla A323.4.2C entrega las temperaturas recomendadas para las resinas con
fraguado trmico reforzadas.
(d) Vidrio borosilicato y Porcelana.
1. Deben ser protegidos cuando se utilizan en servicios con fluidos txicos o
inflamables.
2. Deben ser protegidos contra grandes y rpidos cambios de temperatura en
servicios de fluidos.
A323.4.3 Piping con Revestimiento No Metlico
(a) Piping metlico con revestimiento no metlico. Regulado por los requerimientos
para servicio con fluido para el material base (exterior) en el prrafo 323.4, a
excepcin de lo establecido en (d) ms abajo.
(b) Piping No Metlico con Revestimiento No metlico. Regulado por los
requerimientos para servicio con fluido para el material base (exterior) en el
prrafo A323.4.2, a excepcin de lo establecido en (d) ms abajo.
(c) Materiales de Revestimientos No Metlicos. El revestimiento puede ser de
cualquier material que, a juicio del usuario, sea apropiado para el servicio
especfico y para el mtodo de manufactura y montaje del piping. Los
requerimientos del servicio de fluido en el prrafo A323.4.2 no son aplicables a
los materiales utilizados como revestimientos.
(d) Las propiedades de los materiales base y de los revestimientos, y de cualquier
unin entre ellos, deben ser considerados para establecer las limitaciones de
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 231
Fecha: mayo 2002
temperatura. La Tabla A323.4.3 entrega lmites de temperatura recomendados
para materiales termoplsticos usados como revestimientos.
A323.5 Deterioro de los Materiales en Servicio.
El prrafo 323.5 es aplicable en su totalidad.
A325 MATERIALES MISCELANEOS
El prrafo 325 es aplicable en su totalidad.
TABLA 323.4.2C
LIMITES DE TEMPERATURA RECOMENDADOS PARA CAERAS DE RESINA
CON FRAGUADO TRMICO REFORZADAS
NOTA:
(1) Estos lmites de temperatura son aaplicables solamente a materiales mencionado y no
reflejan evidencia de uso exitoso en servivios de fluidos especficos a estas
temperaturas. El proyectista debera consultar al manufacturador respecto de
aplicaciones especficas, particularmente como enfocar los lmites de temperaturas.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 232
Fecha: mayo 2002
TABLA A323.4.3
LIMITES DE TEMPERATURA RECOMENDADOS TERMOPLSTICOS
UTILIZADOS COMO RECUBRIMIENTOS
NOTAS:
(1) Estos lmites de temperatura se basan en pruebas de materiales y no reflejan
necesariamente evidencia de usos exitosos como recubrimientos de componentes de
recubrimientos en servicios de fluidos especficos a estas temperaturas. El proyectista
debera debera consultar al manufacturador respecto de aplicaciones especficas,
particularmente como enfocar los lmites de temperaturas.
(2) Vea el prrfao A326.6 respecto a definiciones de materiales.
PARTE 8
COMPONENTES DE PIPING Y ESTNDARES
A326 DIMENSIONES Y RATINGS DE COMPONENTES
A326.1 Requerimientos.
El prrafo 326 es aplicable en su totalidad, a excepcin de las referencias a la
Tabla A326.1 y al Apndice B que reemplazan las referencias a la Tabla 326.1 y al
Apndice A, respectivamente.
A326.3 Abreviaturas en la Tabla A326.1 y Apndice B.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 233
Fecha: mayo 2002
Las abreviaturas tabuladas ms abajo se utilizan en este Captulo para
reemplazar las frases extensas en el texto y en los ttulos de los estndares de la
Tabla A326.1 y el Indice de Especificaciones para el Apndice B. Las marcadas
con (*) estn en conformidad con ASTM D 1600, Terminologa Relacionada con
Abreviaturas, Siglas y Cdigos para Trminos Relacionados con Plsticos.
Abreviatura Trmino__________
*ABS AcnyIonitrile-Butadiene-Styrene
*CAB Cellulose Acetate-Butyrate
CP Chlorinated Polyether
*CPVC Chlorinated PoIy (VinyI Chloride)
ECTFE Ethylene-Cblorotrifiuoroethylene
ETFE Ethylenc-Tetrafluoroetliylene
*FEP Perfluoro (Ethylene-Propylene) copolymer
PB Polybutylene
*PE Polyethylene
PFA Pufluoro (Alkoxyalkane) copolymer
*POM Polyacetal. PoLy (Oxymethylene)
POP PoIy (Phenylene Oxide)
*PP Polypropylene
*PPS PoIy (Phenylene Sulfide)
PR Pressure Rated
*PTFE Polytetrafluoroethylene
*PVC Poly (Vinyl Chloride)
*PVDC PoIy (Vinylidene Chloride)
*PVDP PoIy (Vinylidene Fluoride)
RPM Rejnforced Ptastic Mortar
RTR Reinforced Thetmosetting Resin
SDR Standard Dimensional Ratio
TABLA A326.1
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 234
Fecha: mayo 2002
Estndares de Componentes
Designacin
Estndar o Especificacin [Nota (2))__
Nonmetallic Fittings
Process Glass Pipe and Fittings ASTM C 599
Threaded PVC Plastic Pipe Fittings, Sch 80 ASTM D 2464
PVC Plastic Pipe Fittings, Sch 40 ASTM D 2466
Socket-Type PVC Plastic Pipe Fittings, Sch 80 ASTM D 2467
Socket-Type ABS Plastic Pipe Fittings, Sch 40 ASTM D 2468
Thermoplastic Gas Pressure Pipe, Tubing, and Fittings ASTM D 2513
Reinforced Epoxy Resin Gas Pressure Pipe and Fittings ASTM D 2517
Plastic Insert Fittings for PE Plastic Pipe ASTM D 2609
Socket-Type PE Fittings for Outside Diameter-Controlled PE Pipe and Tubing ASTM D 2683
CPVC Plastic Hot and Cold Water Distribution Systems ASTM D 2846
Butt Heat Fusion PE Plastic Fittings for PE Plastic Pipe and Tubing ASTM D 3261
PB Plastic Hot-Water Distribution Systems ASTM D 3309
Fiberglass RTR Pipe Fittings for Nonpressure Applications (Nota (3)] ASTM D 3840
RTR Flanges ASTM D 4024
Contact Molded Fiberglass RTR Flanges (Nota (3)] ASTM D 5421
PIFE Plastic-Lined Ferrous Metal Pipe and Fittings [Notas (4), (5)] ASTM F 423
Threaded CPVC Plastic Pipe Fittings, Sch 80 ASTM F 4137
Socket-Type CPVC Plastic Pipe Fittings, Sch 40 ASIM F 438
Socket-Type CPVC Plastic Pipe Fittings, Sch 80 ASTM F 439
PVDF Plastic-Lined Ferrous Metal Pipe and Fittings [Notes (4), (5)] ASTM F 491
Propylene and PP Plastic-Lined Ferrous Metal Pipe and Fittings (Notes (4), (5)] ASTM F 492
FEP Plastic-Lined Ferrous Metal Pipe and Fittings (Notes (4), (5)] ASTM F 546
PVOC Plastic-Lined Ferrous Metal Pipe and Fittings (Notes (4), (5)] ASTM F 599
PFA Plastic-Lined Ferrous Metal Pipe and Fittings (Notes (4), (5)] ASTM F 781
Electrofusion Type Polyethylene Fittings for Outside Diameter Controlled Polyethylene Pipe and Tubing ASTM F 1055
Plastic-Lined Ferrous Metal Pipe, Fittings, and Flanges (Note (4), (5)) ASTM F 1545
Nonmetallic Pipes and Tubes
PE Line Pine API 15LE
Thermoplastic Line Pipe (PVC and CPVC) API 15LP
Low Pressure Fiberglass Line Pipe API 15LR
Reinforced Concrete Low-Head Pressure Pipe ASTM C 361
Process Glass Pipe and Fittings
ASTM C 599
ABS Plastic Pipe, Sch 40 and 80 ASTM D 1527
PVC Plastic Pipe, Sch 40, 80 and 120 ASTM D 1785
PE Plastic Pipe, Sch 40 ASTM D 2104
PE Plastic Pipe (SIDR-PR) Based on Controlled lnside Diameter ASTM D 2239
PVC Plastic Pressure-Rated Pipe (SDR Series) ASTM D 2241
ABS Plastic Pipe (SOR-PR) ASTM D 2282
Classification for Machine-Made RTR Pipe ASTM D 2310
PE Plastic Pipe, Sch 40 & 80, Based Qn Outside Diameter ASTM D 2447
Thermoplastic Gas Pressure Pipe, Tubing, and Fittings ASTM D 2513
Reinforced Epoxy Resin Gas Pressure Pipe and Fittings ASTM D 2517
PB Plastic Pipe (SOR-PR) ASTM D 2662
PB Plastic Tubing ASTM D 2666
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 235
Fecha: mayo 2002
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 236
Fecha: mayo 2002
PARTE 9
FABRICACIN, MONTAJE E INSTALACIN
A327 GENERAL
Los materiales y los componentes son preparados para el montaje y la instalacin
mediante uno, o ms, de los procesos de fabricacin de los prrafos A328, A329,
A332 y A334. Cuando se utiliza cualquiera de estos procesos en el montaje y en la
instalacin, los requerimientos son los mismos de la fabricacin.
A328 UNIN (BONDING) DE PLSTICOS.
El prrafo A328 es aplicable solamente a uniones en piping de termoplstico RTR
y RPM. Las uniones (bonding) deben satisfacer los requerimientos de los prrafos
A328.1 hasta A328.7 y los requerimientos aplicables del prrafo A311.
A328.1 Responsabilidad de la Unin (bonding)
Cada empleador es responsable de las uniones (bonding) realizadas por el
personal de su organizacin y, a excepcin de lo indicado en los prrafos A328.2.2
y A328.2.3, debe conducir los pruebas de calificacin de rendimiento requeridas
para calificar las especificaciones de procedimiento de unin (BPS) y a los
trabajadores y operadores especficos.
A328.2 Calificaciones de Uniones (Bonding)
(a) Se requiere la calificacin del BPS a usar y del rendimiento de los trabajadores
y operadores. Para calificar un BPS, se deben completar exitosamente todas
las pruebas e inspecciones especificadas en ese respecto y en el prrafo
A328.2.5.
(b) Adems del procedimiento para realizar la unin, el BPS debe especificar al
menos lo siguiente:
1. todos los materiales y suministros (incluyendo requerimientos de
almacenamiento)
2. herramientas y accesorios (incluyendo el cuidado y manipulacin adecuados)
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 237
Fecha: mayo 2002
3. requerimientos ambientales (por ej. temperatura, humedad y mtodos de
medicin)
4. preparacin de la unin
5. requerimientos dimensionales y tolerancias
6. tiempo de curado
7. proteccin del trabajo
8. pruebas e inspecciones distintas de las requeridas por el prrafo A328.2.5
9. criterios de aceptacin para el conjunto para prueba completo
A328.2.2 Calificacin de Procedimientos realizada por Otros.
Se puede utilizar una BPS calificada por otros y sujeta a la aprobacin especfica
del Inspector, siempre que:
(a) El Inspector est en conocimiento de que la BPS calificada propuesta ha sido
preparada y ejecutada por una organizacin reconocida responsable con
experiencia en el campo de las uniones (bonding).
(b) Por medio de su firma, el empleador acepta el registro de calificaciones (PQR)
y la BPS como propios
(c) El empleador cuenta en la actualidad con, el menos, un trabajador calificado
(bonder), que ha pasado satisfactoriamente una prueba de calificacin de
desempeo usando la BPS calificada propuesta.
A328.2.3 Calificacin de Desempeo realizada por Otros. Sin la aprobacin
especfica del Inspector, un empleador no debe aceptar una prueba de
calificacin de desempeo realizada por un trabajador (bonder) para otro
empleador. Si se otorga la autorizacin, sta se limita al trabajo en el piping que
usa una BPS igual o equivalente. Un empleador que acepte tales pruebas de
calificacin de desempeo debe obtener una copia del registro de pruebas del
empleador anterior que muestre el nombre del empleador que calific al trabajador
(bonder), la fecha de tal calificacin y la fecha de la ltima unin (bonding)
realizada por el trabajador en piping de presin bajo tal calificacin de desempeo.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 238
Fecha: mayo 2002
A328.2.4 Registros de Calificacin.
El empleador debe mantener un registro, disponible para el dueo, o su agente, y
para el Inspector, del BPS usado y de los trabajadores (bonders) empleados, con
las fechas y resultados de las calificaciones de BPS y del desempeo.
A328.2.5 Pruebas de Calificacin. Como lo especifica el prrafo A328.2.1(a), las
pruebas deben ser realizadas para calificara cada BPS y el desempeo de cada
trabajador (bonder). Los montajes de prueba deben estar en conformidad con (a),
ms abajo, y el mtodo de prueba debe satisfacer lo indicado en (b) o en (c).
(a) Montaje de Prueba. El montaje debe ser fabricado de un tamao de caera en
conformidad con la BPS y debe contener al menos una de cada tipo de unin
identificada en la BPS. Se puede preparar ms de un montaje de prueba si es
necesario acomodar todos los tipos de uniones, o para asegurar que al menos
una de cada tipo de unin se cargue en direccin circunferencial y longitudinal.
El tamao de la caera y de los fittings en el montaje debe ser como se indica
a continuacin.
1. Cuando la caera ms grande a ser unida es de 110mm (NPS 4) o menor, el
montaje de prueba debe tener el mayor de los tamaos a unir.
2. Cuando el tamao mayor a unir es superior a 110mm, el tamao del montaje
de prueba debe ser de 110mm o el 25% del tamao mayor de piping a ser
unido, cualesquiera ser mayor.
(b) Mtodo de Prueba de Estallado (Prueba de Estallado). El montaje de prueba
debe ser sometido a una prueba de estallado en conformidad con las secciones
aplicables de ASTM D 1599.
5
Se puede aumentar el tiempo de estallido de este
estndar. La prueba se considera satisfactoria si la falla se inicia fuera de
cualquiera de las uniones.
___________________________________________
5 Los ttulos de los estndares y especificaciones aparecen en la Tabla A326.1, excepto
por el Estndar ASTM D 1599 y ASTM D 2855, Practice for making solvent-cemented
J oints with PVC Pipe and Fitings.
____________________________________________________
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 239
Fecha: mayo 2002
(c) Mtodo de Prueba Hidrosttica. El montaje de prueba debe ser sometido a
presin hidrosttica de al menos P
T
por no menos de una hora sin presentar
filtraciones, o separacin de uniones.
(1) Para termoplsticos, P
T
debe ser determinado en conformidad con la Ecuacin
(27):
(S
S
+ S
H
)
P
T
= 0.80 T ------------
D T (27)
En donde
D =dimetro exterior de la caera
T =espesor nominal de la caera
S
S
=tensin de estallido promedio a corto plazo en conformidad con ASTM
D 1599,5 de la Tabla B-1 si est mencionada, distinta a la
informacin del manufacturador.
S
H
=
resistencia hidrosttica promedio a largo plazo (LTHS) en conformidad
con ASTM D 2837. Usar el doble de la tensin de diseo HDB 23C
(73F) de la Tabla B-1 si est mencionada, o la informacin del
manufacturador.
(2) para RTR (laminado y con filamentos) y RPM, P
T
debe ser el triple de la
presin permisible del manufacturador para los componentes a unir.
(3) la prueba debe ser conducida de manera que se aplique carga en la unin en
direccin circunferencial y longitudinal.
A328.2.6 Re-calificacin de Desempeo.
Se requiere una renovacin de la calificacin del desempeo cuando:
(99) (a) el trabajador (bonder) no ha utilizado el proceso de unin especfico por seis
A00 meses o ms, o
(a) existe alguna razn especfica para cuestionar la habilidad del individuo para
realizar uniones (bonds) conforme a la BPS.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 240
Fecha: mayo 2002
A328.3 Materiales de Unin (Bonding) y Equipos.
A328.3.1 Materiales. No se deben usar materiales deteriorados por su exposicin
al aire, por almacenamiento prolongado o porque no se esparcen en forma pareja,
para realizar uniones.
A328.3.2 Equipo. Las herramientas y accesorios deben estar en condicin tal que
puedan realizar sus funciones satisfactoriamente.
A328.4 Preparacin para Realizar las Uniones (bonding).
La BPS debe definir la preparacin y debe especificar los requerimientos:
(a) corte
(b) limpieza
(c) precalentamiento
(d) preparacin de extremos
(e) ajuste
(99) A328.5 Requerimientos de la Unin (bonding).
A328.5.1 General.
(a) Las uniones deben ser realizadas solamente en conformidad con una
especificacin de procedimiento (BPS) escrita que haya sido calificada en
conformidad con el prrafo A328.2. Se debe consultar a los manufacturadores
de los materiales de piping, de uniones (bonding) y de equipos para la
preparacin de la BPS.
(b) Las uniones deben ser realizadas solamente por personal calificado con el
entrenamiento y experiencia apropiados en el uso de la BPS correspondiente
y que hayan aprobado satisfactoriamente una prueba de desempeo.
(c) A cada persona calificada (bonder) se le debe asignar un smbolo de
identificacin. Salvo especificacin contraria en el diseo de ingeniera, cada
unin con presin, o su rea adyacente, debe ser marcada con el smbolo de
la persona correspondiente. No se debe usar estampados y la pintura o tinta
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 241
Fecha: mayo 2002
no deben ser dainas para el material del piping. En lugar del marcado, se
pueden archivar registros apropiados.
(d) La calificacin en una BPS no califica a los operadores o trabajadores para
otros procedimientos de unin.
(e) El prrafo A328 no cubre las uniones longitudinales.
A328.5.2 Uniones mediante Soldadura Trmica con Gas en Piping
Termoplstico
5
.
(a) Preparacin. Se debe limpiar todo el material extrao de las superficies. Para
soldaduras a tope, los bordes deben ser biselados de 20 a 40 grados con
1mm de cara raz (1/32 pulg.) y brecha raz.
(b) Procedimiento. Se debe utilizar la BPS calificada.
(c) Conexiones de arranques. Se debe hacer una conexin de arranque fabricada
insertando un arranque en el agujero de la caera principal. Las dimensiones
de la unin deben conformar el dibujo (c) de la Fig. 328.4.4. El agujero en la
caera principal debe tener un bisel de 45 grados. Como alternativa, se puede
hacer una conexin de arranque fabricada utilizando un poncho de refuerzo
con un socket integral.
A328.5.3 Uniones mediante Solvente Cementicio en Piping Termoplstico
5
.
(a) Preparacin. Se deben limpiar las superficies de PVC y CPVC con un pao
limpio con acetona, o metiletilquetona. La limpieza previa al procedimiento
debe cumplir con ASTM D 2235. Se recomienda un ajuste levemente apretado
entre la caera y el socket del fitting y la tolerancia diametral entre la caera y
el socket no debe exceder 1.0 mm (0.04 pulg.). Se debe chequear el ajuste
antes de aplicar el solvente cementicio.
(b) Procedimiento. Las uniones deben ser realizadas en conformidad con alBPS
calificada. ASTM D 2855 proporciona una base apropiada para el desarrollo
de tal procedimiento. Los solventes cementicios para PVC, CPVC, y ABS
deben cumplir con ASTM D 2564, D 2846 y D 2235, respectivamente. La
aplicacin del cemento en ambas superficies produce una unin continua con
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 242
Fecha: mayo 2002
evidencia visual de cemento, al menos, a ras con el extremo exterior del
dimetro interior del fitting alrededor de todo el permetro de la unin. Vea la
Fig. A328.5.3.
(c) Conexiones de Arranques. Se debe realizar una conexin de arranque con un
poncho de refuerzo manufacturado con un socket integral. El poncho de
refuerzo debe ser unido con solvente cementicio a la caera principal en toda
su superficie de contacto.
A328.5.4 Uniones mediante Fusin en Piping Termoplstico
5
.
(a) Preparacin. Se debe limpiar todo material extrao de las superficies.
(b) Procedimiento. Se deben realizar las uniones en conformidad con la BPS
calificada. Los procedimientos generales en ASTM D 2657, Tcnicas I Unin
Socket por Fusin, II- Unin a Tope por Fusin y III- Unin con Poncho de
Refuerzo por Fusin, proporcionan una base apropiada para el desarrollo del
procedimiento. El calentamiento uniforme de ambas superficies y el montaje
de estas superficies debe producir una unin homognea continua con un
pequeo filete de material fundido en los lmites exteriores de la unin. Vea la
Fig. A328.5.4 relacionada con una unin socket por fusin y una unin de tope.
Se deben usar accesorios para alinear los componentes cuando se realizan las
uniones.
(c) Conexiones de Arranques Fabricados. Slo se permiten cuando no se dispone
de fittings moldeados.
A 328.5.5 Uniones mediante Electrofusin en Piping Termoplstico.
(a) Preparacin. Se debe limpiar todo material extrao de las superficies.
(b) Procedimiento. Las uniones deben ser realizadas en conformidad con la BPS
calificada. Los procedimientos generales en ASTM F 1290, Tcnica I-
Procedimiento para Acoplamiento y Tcnica II-Procedimiento para Poncho de
Refuerzo, proporcionan una base apropiada para el desarrollo de tal
procedimiento. Vea la Fig. A328.5.5.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 243
Fecha: mayo 2002
A328.5.6 Uniones mediante Adhesivos en Piping de RTR y RPM.
(a) Procedimiento. Las uniones deben ser realizadas en conformidad con la BPS
calificada. La aplicacin del adhesivo a las superficies y el montaje de estas
superficies debe producir una unin continua entre ellas y un sello sobre todos
los cortes para proteger el refuerzo contra el fluido del servicio. Vea la Fig.
A328.5.6.
(b) Conexiones de Arranques. Se debe fabricar una conexin de arranque con un
poncho de refuerzo manufacturado con un socket, o la longitud integral de la
caera del arranque apropiada para una tobera, o acoplamiento. El agujero en
la caera principal debe ser realizado con una sierra apropiada; los bordes
cortados del agujero deben estar sellados con adhesivo antes de unir el
poncho de refuerzo a la caera principal.
A328.5.7 Uniones de Tope y Encintadas en Piping
5
de RTR y RPM.
(a) Procedimiento. Las uniones deben ser realizadas en conformidad con la BPS
calificada. La aplicacin de capas de refuerzo saturadas con resina catalizada
en las superficies produce una estructura continua con ellas. Se deben sellar
los cortes para proteger el refuerzo contra el fluido del servicio. Vea la Figura
A328.5.7.
(b) Conexin de Arranque. Realice el agujero con una sierra apropiada en la
caera principal para insertar el arranque fabricado.
A328.6 Reparacin de Unin (bonding).
Se deben reparar, o reemplazar, los materiales defectuosos, uniones u obra de
mano que no satisfaga los requerimientos de este Cdigo y del diseo de
ingeniera. Ver adems el prrafo 341.3.3.
A328.7 Uniones de Sello.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 244
Fecha: mayo 2002
Si se sellan uniones roscadas en conformidad con el prrafo A311.2.2, el trabajo
debe ser realizado por personal calificado, y se deben cubrir todas las roscas
expuestas con la unin de sello.
A 329 FABRICACIN DE PIPING CON REVESTIMIENTO NO METLICO.
A329.1 Soldadura en Piping Metlico.
A329.1.1 General.
(a) El prrafo A329.1 es aplicable solamente a los sub-ensambles soldados de
piping metlico que han sido previamente revestidos con un material no
metlico.
(b) Se puede utilizar soldadura que cumple con el prrafo A329.1, en conformidad
con el prrafo A318.3.1.
A329.1.2 Requerimientos de Soldadura Especficos. La soldadura debe cumplir
con los requerimientos del prrafo 328 y los siguientes requerimientos adicionales.
(a) Las modificaciones realizadas durante la preparacin de la soldadura para
satisfacer las recomendaciones del manufacturador, deben estar
especificadas en el diseo de ingeniera.
(b) La soldadura debe ser realizada en forma tal que mantenga la continuidad del
revestimiento y su efectividad.
(c) Si el revestimiento est daado, debe ser reparado o reemplazado.
(d) La calificacin para una BPS con un material de revestimiento especfico, no
califica al trabajador para otros procedimientos de soldadura que involucren
diferentes materiales de revestimiento.
A329.2 Expansin de Revestimientos No metlicos.
A329.2.1 General.
(a) El prrafo A329.2 es aplicable solamente a expansiones de revestimientos en
piping que han sido revestidos previamente con materiales no metlicos.
(b) Se puede utilizar la expansin que cumple con el prrafo A329.2, en
conformidad con el prrafo A318.3.2.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 245
Fecha: mayo 2002
(c) El ensanchamiento debe ser realizado solamente en conformidad con la
especificacin de procedimiento de expansin, y solamente por operadores
calificados con entrenamiento y experiencia apropiada en el uso de la
especificacin de procedimiento aplicable.
A332 DOBLADO Y MOLDEADO
A332.1 General.
El prrafo 332.1 es aplicable en su totalidad.
A332.2 Doblado.
Se aplica el prrafo 332.2, a excepcin del prrafo 332.2.2
A332.3 Moldeado.
Se aplica el prrafo 332.3, a excepcin del tratamiento trmico.
A334 UNIN DE PIPING NO PLSTICO
A334.1 Piping de Vidrio de Borosilicato .
Piezas pequeas no enflanchadas utilizadas para corregir las diferencias entre los
planos de fabricacin y las dimensiones en terreno pueden ser cortadas y
terminadas en terreno.
A334.2 Reparacin de Defectos.
Se deben reparar o reemplazar los materiales defectuosos, uniones y obra de
mano en caeras no plsticas que no satisfacen los requerimientos del prrafo
A334, o del diseo de ingeniera.
Se deben examinar las reparaciones o reemplazos, terminados, sujetos a las
mismas limitaciones de imperfecciones que el trabajo original.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 246
Fecha: mayo 2002
A335 MONTAJE E INSTALACIN
A335.1 General.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 247
Fecha: mayo 2002
El prrafo 335.1.1 es aplicable en su totalidad.
A335.2 Uniones Enflanchadas y Mecnicas.
El prrafo 335.2 es aplicable en su totalidad.
A335.2.5 Uniones Apernadas No metlicas.
(a) Las uniones apernadas en piping no metlico pueden ser montadas con una
combinacin de material de flange y caras de flanges, excepto cuando no se
usan flanges de cara plana y empaquetaduras de cara completa:
(1) Se debe tomar en consideracin la resistencia de los flanges, las cargas
sostenidas, las deformaciones por desplazamiento y las cargas ocasionales
descritas en los prrafos A302.3.4 y A302.3.5
(2) Se debe especificar una secuencia de apernado apropiada
(b) Se deben especificar lmites apropiados para el torque de los pernos, los
cuales no deben ser excedidos.
(c) Se deben usar arandelas planas debajo de las cabezas de los pernos y de las
tuercas.
A335.2.6 Piping Metlico con Revestimiento No Metlico.
Cuando se montan uniones mecnicas en piping metlico con revestimiento no
metlico, se debe poner atencin a los medios para mantener la continuidad
elctrica entre las secciones de la caera, dado que se puede producir la
inflamacin de los vapores. Ver Apndice F, prrafo FA323.4(a)
A335.3 Uniones Roscadas.
Se aplica el prrafo 335.3, excepto por el prrafo 335.3.2. Vea el prrafo A335.3.2.
A335.3.2 Uniones para Sellos. El sello en una unin roscada debe ser realizado
sin compuesto para rosca. Una junta con compuesto para rosca que filtra durante
la prueba de hermeticidad, debe ser sellada en conformidad con el prrafo A328.6,
siempre que se retire todo el compuesto de las roscas expuestas.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 248
Fecha: mayo 2002
A335.3.4 General, Piping No Metlico. Se deben usar herramientas de
circunferencia completa u otras para apretar las uniones de caeras roscadas. Se
deben ocupar herramientas y dispositivos que no daen las superficies de la
caera.
A335.3.5 Piping de RTR y RPM. Cuando se montan uniones roscadas en piping
de RTR y RPM, en donde las roscas pueden estar expuestas a lquidos que
atacan el material de refuerzo, se deben revestir las roscas con suficiente resina
para cubrir por completo el espacio entre la caera y el fitting.
A335.4 Uniones en Tuberas.
A335.4.1 Uniones Ensanchadas en Tubera de Termoplstico.
Adems de la preparacin conforme al prrafo 335.4.1, las uniones ensanchadas
deben ser realizadas en conformidad con ASTM D 3140, Uniones Ensanchadas
para Poliolefinas.
A335.4.2 Uniones de Tubing Sin Ensanchamiento y de Compresin. El prrafo
335.4.2 es aplicable.
A335.5 Uniones Calafateadas.
El prrafo 335.5 es aplicable.
A335.6 Uniones Especiales.
El prrafo 335.6 es aplicable, excepto que no se permiten las uniones expandidas.
A335.6.3 Uniones con Sello de Elastmero Flexible. El montaje de uniones con
sello de elastmero flexible debe conformar las recomendaciones del
manufacturador y lo indicado a continuacin.
(a) Las superficies de sello y de asiento deben estar libres de imperfecciones.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 249
Fecha: mayo 2002
(b) Todo lubricante utilizado para facilitar el montaje de la unin debe ser
compatible con los componentes de la unin y con el servicio especfico.
(c) Se deben proporcionar tolerancias apropiadas y restricciones para el piping (si
no son integrales en el diseo de la unin) para prevenir la separacin de las
uniones cuando se produzca dilatacin debido a los efectos de la presin y/o
trmicos.
A335.8 Montaje de Piping Frgil.
Se deben tomar precauciones para evitar rayar el piping no metlico frgil durante
su manipulacin y soportacin. Se deben reemplazar todos los componentes
rayados o astillados. Se deben tomar precauciones en la manipulacin de
caeras de acero con revestimiento de vidrio y de cemento, dado que el
revestimiento se puede daar, o quebrar, por golpes que no rompen ni mellan la
caera.
A335.8.1 Piping de Vidrio de Borosilicato. Adems de las precauciones
indicadas en el prrafo A335.8, los componentes del piping de vidrio de
borosilicato deben ser protegidos contra las salpicaduras de soldadura. Se deben
reemplazar todos los componentes daados en esta forma. Los flanges y los
insertos amortiguadores deben ser ajustados y alineados cuidadosamente en la
caera, fittings y extremos de vlvulas. Las empaquetaduras deben ser de la
construccin recomendada para la unin. La instalacin y el torque de los pernos
deben cumplir con las recomendaciones del manufacturador.
A335.9 Limpieza del Piping.
Ver Apndice F, prrafo F335.9
PARTE 10
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 250
Fecha: mayo 2002
INSPECCIN, EXMEN Y PRUEBAS.
A340 INSPECCIN
El prrafo 340 es aplicable en su totalidad.
A341 EXMEN
A341.1 General.
Es aplicable el prrafo 341.1.
A341.2 Responsabilidad del Examen.
El prrafo 341.2 es aplicable en su totalidad.
A341.3 Requerimientos para el Examen.
A341.3.1 Responsabilidad del Examen. Se aplica el prrafo 341.3.1, excepto por
(a) y (b) que corresponden solamente a metales.
A341.3.2 Criterios de Aceptacin. Los criterios de aceptacin deben ser los
establecidos en el diseo de ingeniera y deben, al menos, satisfacer los
requerimientos aplicables para uniones (bonds) de la Tabla A341.3.2 y los dems
requerimientos en el Cdigo.
TABLA A341.3.2
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 251
Fecha: mayo 2002
CRITERIOS DE ACEPTACIN PARA UNIONES (BONDS)
RTR y RPM
Tipo Termoplstico _____________ [Nota (1)]
De Soldadura Solvente Fusin Adhesivo
Imperfeccin Trmica con Gas Cementicio por Calor Cementicio
Grietas No permitido No aplicable No aplicable No aplicable
Areas sin relleno No permitido No permitido No permitido No permitido
Areas no unidas No aplicable No permitido No permitido No permitido
Inclusiones de No permitido No aplicable No aplicable No aplicable
Material carbonizado
Inclusiones de material No permitido No aplicable No aplicable No aplicable
De aporte no fundido
Protuberancia de No aplicable Cemento, 50% Material fundido, Adhesivo, 25%
Material en dimetro 25%
Interior de caera,
% de espesor de pared
de caera
NOTA (1) RTR =resina con fraguado trmico reforzada
RPM = mortero plstico reforzado
A341.3.3 Componentes y Obra de Mano Defectuosos. El prrafo 341.3.3 se
aplica en su totalidad.
A341.3.4 Muestreo Progresivo para Exmenes. El prrafo 341.3.4 es aplicable
en su totalidad.
A341.4 Extensin del Examen Requerido
A341.4.1 Exmenes Requeridos Normalmente. Se debe examinar el Piping en
Servicio de Fluido Normal hasta el grado especificado en esta norma, o hasta
cualquier grado mayor especificado en el diseo de ingeniera. Los criterios de
aceptacin son los establecidos en el prrafo A341.3.2, salvo especificacin
contraria.
(a) Examen Visual. Se debe examinar como mnimo lo siguiente, conforme al
prrafo 344.2:
1. materiales y componentes en conformidad con el prrafo 341.4 (a) (1)
2. al menos el 5% de la fabricacin. En el caso de las uniones (bonds), debe estar
representado cada tipo de unin realizada por cada sujeto
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 252
Fecha: mayo 2002
3. el 100% de las uniones (bonds) distintas de las circunferenciales, excepto
aquellas en componentes realizados con una especificacin mencionada.
4. Montaje e instalacin de piping en conformidad con los prrafos 341.4.1 (a) (4),
(5) y (6).
(b) Otros Exmenes. Se debe examinar durante el proceso un mnimo de 5% de
todas las uniones (bonded) en conformidad con el prrafo 344.7,
seleccionando las uniones en forma tal para asegurar que todos los tipos de
uniones y trabajos sean examinados.
(c) Certificacin y Registros. Se aplica el prrafo 341.4.1(c).
A341.4.2 Exmenes Servicio con Fluido Categora D. El piping y los
elementos para el Servicio con Fluido categora D, como se designa en el diseo
de ingeniera, deben ser examinados visualmente de manera que el examinador
pueda verificar que los componentes, materiales y obra de mano satisfacen los
requerimientos de este Cdigo y del diseo de ingeniera.
A341.5 Exmenes Suplementarios.
A341.5.1 General. El diseo de ingeniera puede especificar cualquier mtodo de
examen aplicable, descrito en el prrafo 344, para complementar el examen
requerido por el prrafo A341.4. El diseo de ingeniera debe especificar la
cantidad de examen complementario y los criterios de aceptacin que difieran de
los del prrafo A341.3.2.
A341.5.2 Exmenes para Resolver Incertezas.
El prrafo 341.5.3 es aplicable.
A342 PERSONAL PARA LOS EXMENES
El prrafo 342 es aplicable en su totalidad.
A343 PROCEDIMIENTOS DE EXMENES
El prrafo 343 es aplicable en su totalidad.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 253
Fecha: mayo 2002
A344 TIPOS DE EXMENES
A344.1 General.
El prrafo 344 es aplicable en su totalidad.
A344.2 Examen Visual.
El prrafo 344.2 es aplicable en su totalidad.
A344.5 Examen Radiogrfico
Se puede utilizar el examen radiogrfico en conformidad con el prrafo 344.1.2.
A344.6 Examen Ultrasnico
Se puede utilizar en conformidad con el prrafo 344.1.2
A344.7 durante el Proceso.
El prrafo 344.7 es aplicable en su totalidad.
A345 PRUEBAS
A345.1 Prueba de Hermeticidad Requerida.
(a) Antes de la operacin inicial, cada sistema de piping debe ser probado para
asegurar su hermeticidad. La prueba debe consistir en una prueba de
hermeticidad hidrosttica en conformidad con el prrafo A345.4, a excepcin
de lo indicado.
(b) Son aplicables los prrafos 345.1 (a) y (b).
A345.2 Requerimientos Generales para la Prueba de Hermeticidad.
Los requerimientos del prrafo A345.2 son aplicables a ms de un tipo de prueba
de hermeticidad.
A345.2.1 Limitaciones de la Presin. Son aplicables los prrafos 345.2.1 (b) y
(c) solamente.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 254
Fecha: mayo 2002
A345.2.2 Otros Requerimientos de Prueba.
(a) el prrafo 345.2.2(a) es aplicable
(b) se debe considerar la posibilidad de fractura por fragilidad cuando se conducen
pruebas de hermeticidad en materiales frgiles o a baja temperatura.
(c) Los prrafos 345.2.3 hasta 345.2.7 son aplicables.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 255
Fecha: mayo 2002
+++++++++++++++++++++++++++++++++++++++++++
A345.3 Preparacin para la Prueba de Hermeticidad.
El prrafo 345.3 es aplicable en su totalidad, considerando uniones (bonds) en lugar de
soldaduras y excluyendo las juntas de expansin.
A345.4 Prueba de Hermeticidad Hidrosttica.
A345.4.1 Fluido de Prueba. El prrafo 345.1 es aplicable.
A345.4.2 Presin de Prueba.
(a) Piping No Metlico. A excepcin de lo indicado en el prrafo 345.4.3(b), la presin de
prueba hidrosttica en todo el sistema de piping debe ser superior a 1.5 veces la
presin de diseo, pero no debe exceder 1.5 veces la presin mxima del
componente de clasificacin menor en el sistema.
(b) Piping Termoplstico. El prrafo 345.4.2 (b) es aplicable para los sistemas de piping
en los cuales la temperatura de diseo es superior a la temperatura de prueba,
excepto que S y S
T
deben ser de la Tabla B-1 en lugar de A-1.
(c) Piping Metlico con Revestimiento No Metlico. Es aplicable el prrafo 345.4.2.
A345.4.3 Prueba Hidrosttica de Piping con estanques como un Sistema.
El prrafo 345.4.3 es aplicable.
A345.5 Prueba de Hermeticidad Neumtica.
A345.5.1 Precauciones. Adems de los requerimientos del prrafo 345.5.1, se permite
una prueba neumtica del piping no metlico solamente con aprobacin del dueo, y se
deben considerar las precauciones del Apndice F, prrafo FA323.4.
A345.5.2 Otros Requerimientos.
(a) Son aplicables los prrafos 345.5.2 hasta 345.5.5
(b) No se deben realizar pruebas neumticas en piping de PVC y CPVC.
A345.6 Prueba de Hermeticidad Hidrosttica-Neumtica
Cuando se aplica esta prueba esta prueba , se deben satisfacer los requerimientos del
prrafo a345.5 y la presin de en la parte con agua del piping no debe exceder los
valores calculados en conformidad con los prrafos A345.4.2 o 345.4.2, segn
corresponda.
A345.7 Prueba de Hermeticidad para Servicio Inicial.
El prrafo 345.7 es aplicable en su totalidad solamente para servicio de Fluido categora
D.
A345.8 Prueba de Hermeticidad de Alta Sensibilidad.
Es aplicable el prrafo 345.8.
A346 REGISTROS
Es aplicable el prrafo 346 en su totalidad.
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 256
Fecha: mayo 2002
PETROX S.A. REFINERA DE PETRLEO
Divisin Ingeniera de Proyectos ASME B31.3
Traductora: Ana Mara Buchholz Mller ( buchholz@ctcreuna.cl) 257
Fecha: mayo 2002
También podría gustarte
- Asme b31.9 EspanolDocumento98 páginasAsme b31.9 EspanolCarlos Lagos80% (5)
- Código Asme y API 1104Documento12 páginasCódigo Asme y API 1104richardAún no hay calificaciones
- Doblado de Tubería Según ASME B31.4Documento2 páginasDoblado de Tubería Según ASME B31.4Juan Villavicencio67% (3)
- Código B31, Clasificacion de Los Fluidos de ServicioDocumento4 páginasCódigo B31, Clasificacion de Los Fluidos de ServicioJuan Sebastián Nuñez Morales100% (3)
- Enginzone-ASME B31.1 - Tuberías de Vapor y Sistemas de Potencia.Documento1 páginaEnginzone-ASME B31.1 - Tuberías de Vapor y Sistemas de Potencia.Jonathan Espinoza MejiaAún no hay calificaciones
- Calculos Asme b16.5Documento22 páginasCalculos Asme b16.5Joce LuisAún no hay calificaciones
- Curso API 577Documento3 páginasCurso API 577Remmy Torres Vega50% (2)
- Articulo API 579 Aipm-CD Del Carmen-ComimsaDocumento16 páginasArticulo API 579 Aipm-CD Del Carmen-ComimsaGaldino González SolanoAún no hay calificaciones
- Codigo Asme 2013Documento5 páginasCodigo Asme 2013Benja NG0% (1)
- Preguntas ASMEDocumento6 páginasPreguntas ASMEwili_ab8040Aún no hay calificaciones
- Evaluacion de Tuberia Por b31gDocumento98 páginasEvaluacion de Tuberia Por b31gFrancisco GarcíaAún no hay calificaciones
- Curso API 570Documento3 páginasCurso API 570Diana VargasAún no hay calificaciones
- PDFDocumento1177 páginasPDFJR RZAún no hay calificaciones
- SAIDI Pipes Fittings Flanges Esp PDFDocumento6 páginasSAIDI Pipes Fittings Flanges Esp PDFApolineoAún no hay calificaciones
- Sustento de Tubería Con Especificación PSL 1Documento12 páginasSustento de Tubería Con Especificación PSL 1Falcon JoeAún no hay calificaciones
- Curso Online Dual de Formación para Inspector API 570 REV 2 20enero NDT-1Documento7 páginasCurso Online Dual de Formación para Inspector API 570 REV 2 20enero NDT-1Gustavo Romero100% (1)
- Protocolo para Pruebas Hidrostaticas para Ductos de HidrocarburosDocumento5 páginasProtocolo para Pruebas Hidrostaticas para Ductos de Hidrocarburosgeny965809100% (1)
- Asme Viii Presentación MuestraDocumento30 páginasAsme Viii Presentación MuestraWalter Quispe100% (1)
- OverlayDocumento7 páginasOverlayMarco TorresAún no hay calificaciones
- Traducción de API 653 - Parte Vs 2012Documento48 páginasTraducción de API 653 - Parte Vs 2012Luis CONDORI SOTOAún no hay calificaciones
- Temario Cwi - Modulo Basico - 2015Documento16 páginasTemario Cwi - Modulo Basico - 2015darkkratosAún no hay calificaciones
- Ensayos Mecanicos AsmeDocumento0 páginasEnsayos Mecanicos AsmeOrlando Delgado HuamaliAún no hay calificaciones
- ASME B31 8 TUBERIAS DE TRANSPORTE Y DISTRIBUCION DE GAS 2014 Rollino 2014 PDFDocumento2 páginasASME B31 8 TUBERIAS DE TRANSPORTE Y DISTRIBUCION DE GAS 2014 Rollino 2014 PDFYadir SánchezAún no hay calificaciones
- Niveles Inspector SoldaduraDocumento22 páginasNiveles Inspector SoldaduraWilliam Berrospi Garcia100% (1)
- Memorias Del Codigo API 570Documento120 páginasMemorias Del Codigo API 570donaldoguerreroAún no hay calificaciones
- Curso Particulas MagneticasDocumento40 páginasCurso Particulas Magneticassaantafecito100% (1)
- Guia Rápida Condigo Asme S. Viii Div 1Documento183 páginasGuia Rápida Condigo Asme S. Viii Div 1richard_580Aún no hay calificaciones
- Procedimiento de PH para Tuberias Fatesa-Pht-01-2019.Documento15 páginasProcedimiento de PH para Tuberias Fatesa-Pht-01-2019.ANTONIO CAMACHOAún no hay calificaciones
- Código Asme para Tuberías A PresiónDocumento76 páginasCódigo Asme para Tuberías A PresiónAndrea Rengifo100% (4)
- Api 650 Tanques de AlmacenamientoDocumento5 páginasApi 650 Tanques de Almacenamientotacosanchezbrayan100% (1)
- Curso de Integridad Mecanica en Equipos EstaticosDocumento1 páginaCurso de Integridad Mecanica en Equipos EstaticosLeonardo Chambilla VegaAún no hay calificaciones
- Hidrostática Día 2 Nov 2022Documento30 páginasHidrostática Día 2 Nov 2022Cespedes CecilhioAún no hay calificaciones
- Inspección Visual de Soldaduras en Recipientes A PresiónDocumento70 páginasInspección Visual de Soldaduras en Recipientes A Presiónanon_837675228100% (1)
- Memoria de Cálculo Del Sistema de Seguridad y AlivioDocumento4 páginasMemoria de Cálculo Del Sistema de Seguridad y AlivioFlor GiovagnoliAún no hay calificaciones
- Calificación de RadiografiasDocumento9 páginasCalificación de RadiografiasLeonardo Rodriguez100% (1)
- Gestión de Integridad de Ductos - Día 2 280421Documento280 páginasGestión de Integridad de Ductos - Día 2 280421Juan de la CruzAún no hay calificaciones
- ASME BPVC 2015 Section VIII Part 1-3.en - EsDocumento13 páginasASME BPVC 2015 Section VIII Part 1-3.en - EsEmmanuel Jesus Marquez ReaAún no hay calificaciones
- Código-Asme-Seccion-Viii-Division-1 PDFDocumento127 páginasCódigo-Asme-Seccion-Viii-Division-1 PDFJohan Bernal Chavez C.Aún no hay calificaciones
- Diseño de Recipientes A PresiónDocumento92 páginasDiseño de Recipientes A PresiónMauricio Cascella100% (1)
- Integridad de TuberíasDocumento7 páginasIntegridad de TuberíasFrancisco Valiente100% (1)
- Swe-Plat-Prod-218 Pruebas de Presion A Valvulas (Rev.1)Documento14 páginasSwe-Plat-Prod-218 Pruebas de Presion A Valvulas (Rev.1)dark2072100% (1)
- Liquidos PenetrantesDocumento120 páginasLiquidos PenetrantesRoberto Chang PalmaAún no hay calificaciones
- Guided Waves For Inspection of Metal ComponentsDocumento8 páginasGuided Waves For Inspection of Metal ComponentsCarlosA.Reyes100% (1)
- Ficha 09 - Inertización de Depósitos de GLPDocumento1 páginaFicha 09 - Inertización de Depósitos de GLPJosé PerezAún no hay calificaciones
- B31 3-RollinoDocumento211 páginasB31 3-RollinoJosé Juan Jiménez AlejandroAún no hay calificaciones
- Dia 2 Lima Inspeccion Reparacion Tanques AlmacDocumento197 páginasDia 2 Lima Inspeccion Reparacion Tanques AlmacGabriel Alfredo Granda VilelaAún no hay calificaciones
- Curso de Reparacion de Equipos y Tuberias deDocumento26 páginasCurso de Reparacion de Equipos y Tuberias deAngello Santander Peralta100% (1)
- Ultrasonidos: Nivel IIDe EverandUltrasonidos: Nivel IICalificación: 5 de 5 estrellas5/5 (1)
- Asme B31.3Documento257 páginasAsme B31.3Jorge Navas VargasAún no hay calificaciones
- b31 Español.Documento242 páginasb31 Español.Nono_geotecAún no hay calificaciones
- b31 Español.Documento240 páginasb31 Español.carlospelaezAún no hay calificaciones
- Asme B31.3 Curso InspectoresDocumento95 páginasAsme B31.3 Curso Inspectoresmarhoy9100% (1)
- Asme B31.3Documento11 páginasAsme B31.3Monica SuarezAún no hay calificaciones
- Curso b31.3 AsmeDocumento186 páginasCurso b31.3 AsmeAlvaro Parihuancollo Encinas100% (2)
- Asme B31 3 Curso InspectoresDocumento97 páginasAsme B31 3 Curso InspectoresJuan Rubio100% (1)
- Asme B31Documento378 páginasAsme B31José Juan Jiménez Alejandro100% (3)
- ASME B31.8 Curso PDFDocumento223 páginasASME B31.8 Curso PDFSEGO4EVER100% (1)
- Informe de Curso de Capacitación Rev.0Documento4 páginasInforme de Curso de Capacitación Rev.0Arturo LanderoAún no hay calificaciones
- IntroducASME B 31Documento65 páginasIntroducASME B 31MarceloTocco100% (1)
- Tabla 3.8 - FTSCH300Documento1 páginaTabla 3.8 - FTSCH300Michel LopezAún no hay calificaciones
- Especificaciones Tecnicas de Instalaciones ElectricasDocumento19 páginasEspecificaciones Tecnicas de Instalaciones ElectricasMichel LopezAún no hay calificaciones
- TorchesDocumento13 páginasTorchesintimatescorpioAún no hay calificaciones
- Manual de Liquidos Penetrantes 1 PDFDocumento118 páginasManual de Liquidos Penetrantes 1 PDFMichel LopezAún no hay calificaciones
- Membrana Celular Reporte PDFDocumento25 páginasMembrana Celular Reporte PDFMichel LopezAún no hay calificaciones
- DS 25502 Plantas de ProcesoDocumento58 páginasDS 25502 Plantas de ProcesoAlejandritadhAún no hay calificaciones
- Presentación Ultrasonido Phased Array - TOFDDocumento24 páginasPresentación Ultrasonido Phased Array - TOFDCARLOS ENRIQUE SUAREZ NAVAS100% (3)
- SSO-P 02.03 Análisis Seguro de Tareas (AST) PDFDocumento5 páginasSSO-P 02.03 Análisis Seguro de Tareas (AST) PDFMichel LopezAún no hay calificaciones
- Certificacion SNT-TC PDFDocumento1 páginaCertificacion SNT-TC PDFMichel LopezAún no hay calificaciones
- Cat ElectrodosDocumento94 páginasCat Electrodososopaco2010100% (4)
- Inspeccion Visual de Soldadura PDFDocumento4 páginasInspeccion Visual de Soldadura PDFMichel LopezAún no hay calificaciones
- CINTOLODocumento31 páginasCINTOLOMichel Lopez50% (2)
- Inspeccion Visual de Soldadura PDFDocumento4 páginasInspeccion Visual de Soldadura PDFMichel LopezAún no hay calificaciones
- Cracking of WeldsDocumento16 páginasCracking of WeldsMichel LopezAún no hay calificaciones
- Manual ConarcoDocumento8 páginasManual ConarcoMichel LopezAún no hay calificaciones
- El ÁtomoDocumento10 páginasEl ÁtomoLucia AntoniazziAún no hay calificaciones
- Capacidad y CapacitoresDocumento11 páginasCapacidad y CapacitoresestelaAún no hay calificaciones
- Dimension Amien ToDocumento22 páginasDimension Amien Toalterego_xyAún no hay calificaciones
- Diseño de CanalesDocumento20 páginasDiseño de CanalesJuan Andres Neira VillanuevaAún no hay calificaciones
- David Alcaide Cerezo Diseño de Sistemas Mecanismos Actividad 1Documento9 páginasDavid Alcaide Cerezo Diseño de Sistemas Mecanismos Actividad 1David Alc CAún no hay calificaciones
- Actividad 3 Tabla PeriodicaDocumento4 páginasActividad 3 Tabla PeriodicadayanaAún no hay calificaciones
- Informe de Pruebas Flotación ESTECDocumento7 páginasInforme de Pruebas Flotación ESTECCesar Marino Basurto ContrerasAún no hay calificaciones
- Simulacion Destilacion ContinuaDocumento8 páginasSimulacion Destilacion Continuaxiomara cobo alvarado0% (1)
- Fosforilación OxidativaDocumento57 páginasFosforilación OxidativaCamila AndradeAún no hay calificaciones
- Examen Acdb 2 15sup 1 Actividad Suplementaria Desarrolle El Cuestionario Relacionado Con Calor y TermodinamicaDocumento5 páginasExamen Acdb 2 15sup 1 Actividad Suplementaria Desarrolle El Cuestionario Relacionado Con Calor y TermodinamicaDaniel JarrinAún no hay calificaciones
- Guia de FisicaDocumento7 páginasGuia de Fisicavjimenez_19094Aún no hay calificaciones
- Diagramas de Proceso de Tratamiento de FangosDocumento125 páginasDiagramas de Proceso de Tratamiento de FangosRaul A. Abraham T.Aún no hay calificaciones
- Acero, Diagrama de Fase Acero-HierroDocumento21 páginasAcero, Diagrama de Fase Acero-HierroKatherine Alejandra Duarte BezaAún no hay calificaciones
- G186 - Anexo 1 Ejercicios y Formato Tarea 2 - (761) - KeinaGonzalezDocumento13 páginasG186 - Anexo 1 Ejercicios y Formato Tarea 2 - (761) - KeinaGonzalezJesus TolozaAún no hay calificaciones
- Wilmer Ortega - 1950191Documento9 páginasWilmer Ortega - 1950191wilmer alexander ortega pabonAún no hay calificaciones
- La Historia Del AscensorDocumento8 páginasLa Historia Del AscensorRobix uwu uwuAún no hay calificaciones
- Guia para El ParcialDocumento3 páginasGuia para El ParcialAna SanzAún no hay calificaciones
- Introduccion Equilibrio EstaticoDocumento5 páginasIntroduccion Equilibrio EstaticoJhomiraRoñaAún no hay calificaciones
- CalorimetriaDocumento11 páginasCalorimetriaLuisana JimenezAún no hay calificaciones
- Laboratorio 2.1 Resolución de Problemas Con Gases Ideales Empleando El Método de BisecciónDocumento9 páginasLaboratorio 2.1 Resolución de Problemas Con Gases Ideales Empleando El Método de BisecciónEnrique DelgadoAún no hay calificaciones
- Sistemas Embebidos Hoja Guia 7 2023ADocumento4 páginasSistemas Embebidos Hoja Guia 7 2023AAngel YumbilloAún no hay calificaciones
- 07 Prueba Física Leyes de Newton 2° MedioDocumento3 páginas07 Prueba Física Leyes de Newton 2° MedioWinston ContulianoAún no hay calificaciones
- A6. PH, Turbiedad, Color, Conductividad y CloroDocumento7 páginasA6. PH, Turbiedad, Color, Conductividad y Clorohector mario gutierrez zapata0% (1)
- Reporte de Resultados Laboratorio Química InorgánicaDocumento3 páginasReporte de Resultados Laboratorio Química InorgánicaLeydy AllisonAún no hay calificaciones
- Flopam Fo 4690 NWS Ab 30 PDFDocumento14 páginasFlopam Fo 4690 NWS Ab 30 PDFEXequiel de FreitasAún no hay calificaciones
- Taller SecadoDocumento7 páginasTaller SecadoLaura Ximena Vargas GutiérrezAún no hay calificaciones
- Hoja de Calculo de Beggs and BrillDocumento45 páginasHoja de Calculo de Beggs and BrillKarla Quiroz VelascoAún no hay calificaciones
- Simbolo RadiacionDocumento3 páginasSimbolo RadiacionRodomaxAún no hay calificaciones
- Laboratorio N 3 YodoDocumento4 páginasLaboratorio N 3 Yodosonia zurita romero0% (1)
- Ejercicios Átomos y Sistema PeriódicoDocumento14 páginasEjercicios Átomos y Sistema PeriódicoKillerz 657Aún no hay calificaciones