Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Introduccion General A La Tecnologia de Soldeo
Cargado por
Rodrigo CarizTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Introduccion General A La Tecnologia de Soldeo
Cargado por
Rodrigo CarizCopyright:
Formatos disponibles
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA-
T Te em ma a 1 1. .1 1
I
I
N
N
T
T
R
R
O
O
D
D
U
U
C
C
C
C
I
I
N
N
G
G
E
E
N
N
E
E
R
R
A
A
L
L
A
A
L
L
A
A
T
T
E
E
C
C
N
N
O
O
L
L
O
O
G
G
A
A
D
D
E
E
L
L
S
S
O
O
L
L
D
D
E
E
O
O
.
.
A
A
S
S
P
P
E
E
C
C
T
T
O
O
S
S
G
G
E
E
N
N
E
E
R
R
A
A
L
L
E
E
S
S
Actualizado por: Germn Hernndez Riesco
Mayo 2005
Rev. 1
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -1-
Rev.1 Mayo 05
NDICE
1.- PRESENTACIN HISTRICA
2.- TRMINOS Y DEFINICIONES
3.- TIPOS Y POSICIONES DE UNIONES SOLDADAS
4.- CLASIFICACIN DE LOS PROCESOS DE SOLDEO
4.1.- Clasificacin AWS
4.2.- Clasificacin EN ISO 4063
5.- PRESENTACIN ESQUEMTICA DE LOS PRINCIPALES PROCESOS DE SOLDEO Y CORTE
6.- PAUTAS PARA LA ELECCIN SISTEMTICA DE LOS PROCESOS DE SOLDEO
6.1.- Propiedades del material base
6.1.1.- Propiedades fsicas
6.1.2.- Propiedades mecnicas
6.1.3.- Composicin qumica
6.1.4.- Efectos producidos por el proceso de soldeo
6.2.- Tamao y complejidad de la soldadura
6.3.- Lugar de fabricacin
6.4.- Estimacin de costes
6.5.- Aplicaciones
6.6.- Capacitacin de los soldadores
7.- BIBLIOGRAFA
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -2-
Rev.1 Mayo 05
1.- PRESENTACIN HISTRICA
El soldeo es una tecnologa en constante desarrollo, nuevas tcnicas se desarrollan da a da para cumplir
las necesidades que las nuevas situaciones industriales plantean y para resolver los problemas que se
presentan durante los procesos de fabricacin.
Para un observador profano en la materia, este desarrollo tecnolgico se interpreta como una diversidad de
tcnicas, aparentemente no relacionadas entre s, cuya aplicacin depende en gran parte de la capacidad
profesional de los soldadores que las llevan a cabo. La realidad es que la tecnologa del soldeo se fundamenta
sobre conceptos cientficos firmemente establecidos, estos conceptos deben ser comprendidos tanto por los
tcnicos e ingenieros como los soldadores, si queremos que, entre todos, se pueda responder a las
necesidades de la industria moderna.
Aunque los metales han sido utilizados durante miles de aos, nadie est seguro de como se obtuvo el
primer metal til. Pudo ser a partir de restos de meteoritos o, ms probablemente, al calentar inadvertidamente
minerales que contenan cobre, obtenindose una masa de cobre impuro que fcilmente poda conformarse.
Independientemente de su origen, la antigedad del empleo de los metales ha sido confirmada por los
descubrimientos de diferentes piezas de bronce. Hachas, puntas de lanza y ornamentos han sido extrados de
antiguos emplazamientos humanos y los arquelogos han podido demostrar que fueron fabricados y utilizados
durante el periodo que se conoce como Edad de Bronce.
El empleo que pudieron dar al metal descubierto, estuvo limitado por el hecho de que la tecnologa
entonces disponible no ofreca tcnicas capaces de producir grandes piezas totalmente de bronce. Esto no fue
un gran problema para el caso de hachas o dardos, utensilios a los que pudieron acoplar como mango, por
diferentes mtodos, un material de buena resiliencia como la madera, pero el problema de conseguir uniones
aceptables metal a metal qued sin resolver. Independientemente del desarrollo de las tcnicas de soldeo, la
incapacidad de unir pequeas piezas metlicas entre s para conseguir otras de mayor tamao, o ms
complejas de forma, no fue solucionada definitivamente hasta finales del siglo XIX. Fue la revolucin industrial
la que incentiv la introduccin a escala comercial de las tcnicas de remachado, soldeo fuerte y blando,
soldeo por fusin, etc.
Es muy probable que el hombre desde sus primeros contactos con los metales, el oro y cobre nativos
localizados en los placeres, sintiese la necesidad constructiva de unir unas piezas metlicas a otras. No debi
resultarle difcil conseguirlo con el oro, pues debido a su ductilidad y a que no forma xidos superficiales es
fcilmente soldable por martilleado a temperatura ambiente. Por esta tcnica fueron construidas un grupo de
cajas de oro, de aproximadamente 5 cms. de dimetro, datadas del final de la Edad de Bronce (1.300-700
a.C.)., que se encuentran depositadas en el Museo Nacional de Dubln. Con la misma tcnica y en el mismo
perodo fue empastado un diente, calentando previamente un conjunto de laminillas finas de oro para eliminar
los gases absorbidos (vapor de agua y oxgeno) y trabajadas y colocadas con posterioridad en el interior del
diente.
Mayor dificultad debi encontrarse en el soldeo de la plata por percusin, ya que necesita calentarse hasta
500C y trabajarla sobre un yunque para conseguir la unin. Los objetos encontrados de plata, soldados por
esta tcnica, se sitan en los siglos IV-V a. de C.
Con toda seguridad el cobre se resisti a ser unido directamente por martillado, posiblemente incluso en
caliente, debido a las caractersticas del xido que cubre su superficie y sus aleaciones se resistieron a esta
unin, adems por su fragilidad.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -3-
Rev.1 Mayo 05
El soldeo fuerte se utiliz desde tiempos muy tempranos. Consiste ste en la unin de las piezas por medio
de una aleacin con un punto de fusin inferior al de aquellas. A juzgar por los objetos llegados hasta nosotros
los orfebres sumerios del 2.700 a. de C. eran capaces de llevar a cabo esta clase de soldaduras. Parece ser
que tambin los egipcios utilizaron este proceso para unir con plata fundida los tubos de cobre de la tumba de
Herpheres.
Es sorprendente la tcnica y maestra empleada en la construccin de un cuenco etrusco de oro procedente
de Proeneste 700 a. de C., de aproximadamente 100 cm. de dimetro y 8 de profundidad y decorado con ms
de 137.000 esferillas de oro, de hasta 0,1 mm. de dimetro. El soldeo de stas se consigui pintando la base
de oro con una mezcla de cola de pescado, una sal de cobre y un poco de agua. Los corpsculos se ordenan
mientras la cola est todava hmeda, se limpian de la mezcla las zonas lisas de la base y se somete la pieza
a elevadas temperaturas. Con el calor la sal se descompone y se convierte en xido de cobre y la cola se
carboniza. El carbono reduce al xido de cobre a cobre, que en contacto con el oro y a temperatura elevada
forma rpidamente una aleacin oro y cobre que funde a la temperatura de trabajo y produce la unin de las
dos superficies.
El secreto de esta tcnica, utilizada ya por los sumerios, los egipcios de la XII dinasta y, ms adelante, por
los etruscos, se perdi y tuvo que esperar hasta el ao 1933 de nuestra Era para ser redescubierta y, por
cierto, patentada en Inglaterra. Probablemente, estas tcnicas tan especficas y depuradas fueron practicadas
por grupos relativamente reducidos, que desaparecieron con los Imperios.
El soldeo del hierro y del acero por forja no tuvo ms limitacin que la temperatura que es necesario
alcanzar, por encima de 1.000C, para que adquiera el estado pastoso. Una vez en este estado se ponen en
contacto las superficies a unir y se golpean, los golpes expulsan el xido de la unin y se produce el contacto
ntimo de los cristales limpios de ambas caras, que as se entrelazan.
Existen evidencias de que el hombre sold el hierro por forja desde los primeros tiempos de la Edad de
Hierro y ste fue uno de los procedimientos que utilizaron los romanos para fabricar sus espadas. Varias
piezas cilndricas y alambres eran entrelazados juntos y despus calentados y forjados, a veces se plegaban,
de nuevo, sobre s mismas y se repeta el proceso de forja en caliente.
No est claro que las armas fabricadas de esta forma fueran mejores que las hechas por forja directa de un
ncleo de hierro dulce y posteriormente cementadas, pero bien pulidas revelaban una estructura que
constitua en s misma un bello adorno, a la vez que la muestra de la maestra del artesano que las haba
forjado.
En la alta Edad Media, los Vikingos tambin fabricaban sus espadas mediante soldeo por forja de bandas
de hierro que previamente eran carburizadas. De esta forma obtenan una distribucin ms homognea del
carbono que por cementacin.
En el siglo VII los rabes introdujeron en la fabricacin de las espadas la tcnica del "damasquinado". A
travs de Damasco se importaba de la India un tipo de acero moldeado, con posterioridad denominado
"wootz", que contena generalmente un porcentaje medio de carbono muy elevado, en torno a 1,6%. Lingotes
pequeos de este acero se transforman en bandas por forja, las cuales experimentaban durante el proceso
una descarburacin superficial. Con posterioridad, stas se soldaban por forja a temperatura relativamente
baja, del orden de 700C, dando como resultado una estructura heterognea formada por bandas alternadas
ricas y pobres en carbono respectivamente, que se comportaba mejor que la obtenida por otras tcnicas.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -4-
Rev.1 Mayo 05
Durante la Edad Media tambin se fabricaron otras armas por soldeo, las armaduras, especialmente las de
cadenas y los caones, o se moldeaban en bronce o se construan soldando numerosas bandas de hierro.
La relativa importancia adquirida por el soldeo como tcnica de fabricacin durante la Edad Media se debi
al alto costo del acero y al hecho de que los lingotes de hierro obtenidos eran de tamao relativamente
pequeo.
La escasez del material fue disminuyendo y el tamao de los lingotes en aumento, a medida que en los
siglos XII y XIII se introdujo la utilizacin de la energa hidrulica y en siglo XV se invent el alto horno. Este
perfeccionamiento de las tcnicas de fabricacin provoc que decayera al final de la Edad Media la
importancia relativa del soldeo en la elaboracin de los metales.
El desarrollo posterior alent esta tendencia. El soldeo por forja se adapta mal a la unin de los bordes de
grandes planchas, adems, las piezas a unir deban de tener un tamao que las permitiera caber en el hogar
de la forja y ser manipuladas con relativa facilidad. El remachado y roblonado lo fueron sustituyendo
paulatinamente y pas a ser una parte esencial en el arte del herrero pero dej de serlo en la tecnologa de los
metales.
No volvi a recuperar el soldeo su importancia hasta que en las postrimeras del siglo XIX y principios del
XX se hizo posible el soldeo por fusin, al disponerse industrialmente de fuentes calorficas suficientemente
intensas como para producir una fusin localizada de los bordes a unir. De esta forma nacen el soldeo
oxiacetilnico, por arco elctrico y por resistencia.
El soldeo por llama se desarroll cuando fueron posibles el abastecimiento a escala industrial de oxgeno,
hidrgeno y acetileno a precios accesibles, se inventaron los sopletes adecuados y se desarrollaron las
tcnicas de almacenamiento de dichos gases. En el ao 1916 el soldeo oxiacetilnico era ya un proceso
completamente desarrollado, capaz de producir soldaduras por fusin de calidad en chapas finas de acero,
aluminio y cobre desoxidado, existiendo slo ligeras diferencias con los procesos utilizados en la actualidad.
El soldeo por arco con electrodo consumible, el proceso ms importante de soldeo por fusin, es mucho
ms complejo que los otros, por esta razn su desarrollo fue tambin mucho ms lento.
El arco elctrico fue descubierto por Sir Humphrey Davy en 1.801 y presentado en el Royal Institute de
Inglaterra en 1.808. El descubrimiento permaneci durante muchos aos como una mera curiosidad cientfica,
hasta tal punto que el propio Davy no aplic el trmino "arco" al fenmeno hasta veinte aos despus.
Probablemente el primer intento serio para usar el arco elctrico como fuente calorfica para el soldeo lo
realiz A. de Meritens para tratar de unir las placas de plomo de una batera. Conect las placas al polo
positivo de la fuente de corriente y una varilla cilndrica de carbono al negativo, controlando la distancia entre
ellos. El calor liberado, a pesar de las prdidas, fue suficiente para producir la unin de las placas.
En 1.885, N. de Benardos y S. Olszewsky, basndose en los experimentos de De Meritens, patentaron un
proceso de soldeo que emplea electrodos de carbono. El proceso era bsicamente el de De Meritens, a
excepcin de que en este caso el electrodo de carbono se sostena por medio de una pinza aislante que
facilitaba la operacin.
Entre los aos 1.887 y 1.892, se utiliz de forma limitada este proceso en la fabricacin de tanques,
muebles metlicos de jardn, tuberas y locomotoras de ferrocarril. No obstante, su aceptacin fue muy lenta
porque produca uniones duras y frgiles al introducir partculas de carbono en el cordn.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -5-
Rev.1 Mayo 05
En 1.889, N.G. Slavianoff en Rusia y C. Coffin en U.S.A. patentaron dos procesos de soldeo similares, en
donde el electrodo de carbono se reemplazaba por una varilla metlica. El arco se estableca entre la pieza y
la varilla, sta se funda gradualmente y el metal fundido se incorporaba a la unin. Coffin lleg a ser
presidente de la General Electric Company.
El proceso desarrollado simultneamente por Slavianoff y Coffin represent un gran paso hacia adelante, el
electrodo suministraba no solamente el calor necesario para la fusin sino tambin el metal necesario para
rellenar la unin. A pesar de ello, la aplicacin comercial del proceso en los aos siguientes fue lenta por no
haber disponibles electrodos de suficiente calidad.
Los primeros electrodos utilizados fueron alambres desnudos de hierro noruego o sueco que producan
soldaduras dbiles y frgiles. El arco, a menudo, sobrecalentaba el metal de aportacin y se fragilizaba el
cordn de soldadura por reaccin con el aire. Para evitar estas dificultades se desarrollaron electrodos
ligeramente recubiertos con diferentes materiales orgnicos e inorgnicos, no obstante, estos estuvieron
dirigidos ms a estabilizar el arco que a conseguir la proteccin y purificacin del cordn. No fue hasta 1.912
que Strohmenger patent en U.S.A. un electrodo fuertemente recubierto, capaz de producir a escala industrial
soldaduras con buenas propiedades mecnicas. Estos primeros electrodos recubiertos fueron aceptados
lentamente por su costo elevado a causa de que el proceso de recubrimiento supona operaciones costosas
en las que se utilizaban asbestos, alambres finos de aluminio y otros materiales.
En estos primeros tiempos, el soldeo por arco se utiliz fundamentalmente en la reparacin de piezas
desgastadas o daadas. No fue hasta la Primera Guerra Mundial que empez a ser aceptada como tcnica de
unin en la construccin.
En la misma etapa, experiment un gran desarrollo el soldeo por resistencia debido, en gran medida, a que
no planteaba problemas metalrgicos tan graves como el soldeo por arco. En 1.920 ya estaban plenamente
establecidos el soldeo por puntos, utilizado para unir chapas finas solapadas, y el soldeo a tope, empleado en
la fabricacin de los eslabones de cadenas y para la unin de secciones de barras. El desarrollo posterior de
este proceso estuvo dirigido al perfeccionamiento de las mquinas para mejorar el control de los tiempos e
intensidades y en su automatismo y robotizacin.
En los aos posteriores a la primera gran guerra no aumentaron apreciablemente las aplicaciones del
soldeo por arco. En 1.919, fueron patentados unos electrodos recubiertos de papel que ofrecan la ventaja de
no producir escoria.
A partir de 1.930 las aplicaciones del soldeo por arco crecieron rpidamente. En este ao se construye en
Carolina del Sur un barco mercante totalmente soldado que fue el precursor de los miles de barcos soldados
construidos durante la Segunda Guerra Mundial. En la misma poca los alemanes construyen los acorazados
de bolsillo utilizando el soldeo por arco, tres de los cuales fueron botados entre los aos 1.931 y 1.934.
Sobre 1.935 se introduce el empleo de la corriente alterna, que frente a las ventajas que ofreca presentaba
el inconveniente de producir un arco inestable, problema que se solucion desarrollando recubrimientos que
se ionizan con mayor facilidad.
Fue, tambin, durante esta dcada cuando se generaliz el uso del acero inoxidable. Estos materiales eran
difciles de soldar porque el hidrgeno procedente del recubrimiento produca porosidad. Hubieron de ser
desarrollados, para tal fin, electrodos con recubrimientos de bajo contenido en hidrgeno. Al principio de los
aos cuarenta se descubri que estos electrodos producan soldaduras de muy buena calidad y los
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -6-
Rev.1 Mayo 05
recubrimientos de los electrodos de aceros inoxidables se incorporaron a los electrodos de aceros de baja
aleacin.
Durante la dcada de los treinta se llevaron a cabo numerosos intentos para mecanizar el soldeo por arco.
Los primeros consistieron en utilizar como electrodo una varilla desnuda que se alimentaba continuamente, la
proteccin malamente se consegua por medio de una fina capa de fundente que se "pintaba" sobre la pieza.
En 1.932, se empez a utilizar como proteccin un fundente granulado que se depositaba progresivamente por
delante del electrodo. El calor del arco funda y descompona el fundente produciendo la escoria y atmsfera
protectora.
El uso del fundente granular y varilla continua como electrodo dio lugar en 1.935 al nacimiento del proceso
denominado "arco sumergido", cuyas principales aplicaciones fueron en construccin naval y fabricacin de
tubera.
Ni el soldeo con electrodo revestido ni por arco sumergido fueron procesos tiles para soldar metales muy
reactivos como el aluminio y magnesio. La solucin vino, al final de los aos treinta, con el empleo de los
gases inertes como medio de proteccin. El primer proceso con proteccin gaseosa emple un electrodo no
consumible de tungsteno y helio como gas de proteccin, recibi la denominacin de TIG (Tungsten Inert
Gas). Inicialmente se utiliz corriente continua con el electrodo conectado al polo positivo. No obstante, este
sistema produca un sobrecalentamiento del electrodo y transferencia de partculas de tungsteno al cordn. El
cambio de polaridad solvent el problema y permiti sin dificultad el soldeo de materiales como los aceros
inoxidables. El proceso todava se mejor cuando se introdujo el uso de corriente alterna, a la que se
superpone una corriente de alta frecuencia y voltaje para mejorar la estabilidad del arco.
El TIG, que resolvi el problema del soldeo de los metales muy reactivos, no se revel til a la hora de
soldar secciones gruesas o aleaciones altamente conductoras del calor. Para salvar este inconveniente, en
1.948, el electrodo de tungsteno se sustituy por una varilla continua consumible, dando lugar a un nuevo
proceso de soldeo por arco que se denomin MIG (Metal Inert Gas).
El elevado precio de los gases de proteccin, argn y helio, hizo que para el soldeo del acero stos se
sustituyeran por una mezcla ms econmica formada por el gas inerte, oxgeno y anhdrido carbnico, el cual
se descompone y reacciona durante la soldadura produciendo arcos ms estables y ms energticos. Este
nuevo proceso recibi el nombre de MAG (Metal Active Gas) y por su bajo costo fue rpidamente adoptado en
la industria del automvil y en todas aquellas en las que las exigencias de calidad no fueran excesivamente
crticas.
El soldeo con electrodo revestido no pudo, en principio, ser mecanizado debido a que el electrodo no poda
enrollarse en una bobina para ser alimentado continuamente, su recubrimiento se agrietaba y desprenda. El
problema se resolvi en 1.958 cuando la Lincoln Electric desarroll el "alambre tubular". Consiste este
electrodo en una varilla metlica hueca en cuyo ncleo se aloja el fundente, que ofrece la ventaja de ser
fcilmente enrrollable en una bobina y usada en equipos con alimentacin automtica. Este tipo de electrodo
es utilizable con y sin gas de proteccin, as como en los procesos MIG o MAG.
A partir de los aos sesenta los procesos alcanzaron un alto nivel de desarrollo y las investigaciones se
dirigieron hacia mayores automatizaciones, robotizaciones y al control de la calidad por medio de los ensayos
no destructivos, particularmente ultrasonidos, radiografas, lquidos penetrantes y partculas magnticas.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -7-
Rev.1 Mayo 05
En los ltimos aos se han desarrollado procesos de soldeo de alta energa, como son el soldeo por "haz
de electrones" y "lser". Aunque estos procesos son capaces de producir soldaduras que antes no eran
posibles, sus aplicaciones quedan limitadas a campos especficos.
Paralelamente a los avances conseguidos en la tecnologa de los procesos de unin se fue profundizando
en el conocimiento de los procesos fsicos y metalrgicos implicados en el soldeo. El soldeo por fusin, y
especialmente el efectuado por arco elctrico con electrodo revestido, gener un gran nmero de problemas
metalrgicos. Sobre el ao 1.930 se conocieron los requisitos bsicos necesarios en la fabricacin del acero
para poder obtener con l soldaduras de calidad, en particular la desoxidacin, los contenidos bajos de azufre
y fsforo y una proporcin adecuada de manganeso-azufre. Esta circunstancia fue, indudablemente, uno de
los factores que permiti la aplicacin del soldeo a la fabricacin de grandes estructuras de acero.
Durante la Segunda Guerra Mundial se comprob que el hidrgeno disuelto en el cordn de soldadura era
una de las causas de agrietamiento en fro de las uniones soldadas de aceros de baja aleacin. Las
investigaciones en esta lnea, unidas al desarrollo de electrodos de bajo contenido en hidrgeno, hicieron
posible el soldeo de estos aceros.
Las roturas espectaculares producidas en los barcos soldados durante la Segunda Guerra Mundial,
especialmente en la serie Liberty, en donde sobre un total de cerca de 5.000 barcos construidos, 1.289
presentaron roturas importantes y muchos de ellos se rompieron completamente en dos mitades, condujeron a
profundas investigaciones sobre la rotura frgil y, aunque el conocimiento de este problema an no se ha
completado, existe, en la actualidad, la suficiente informacin para su control efectivo.
Estas y otras investigaciones constituyen un slido bloque de conocimientos que dio lugar a la "Metalurgia
de la Soldadura", cuyo dominio es hoy imprescindible para todo aquel que se relacione con el desarrollo y uso
industrial de los metales y sus aleaciones.
En la actualidad, los desarrollos tecnolgicos se centran en la aplicacin de la microelectrnica y de la
informtica, para un mejor control del arco y de los parmetros de soldeo. Ms que la aparicin de nuevos
procesos, se est consiguiendo la ampliacin del campo de aplicacin de los ya existentes a nuevos
materiales no metlicos y a aleaciones metlicas hasta ahora difcilmente soldables, sin olvidar la
mecanizacin, automatizacin, robotizacin y control de los procesos mediante ensayos no destructivos y
registro de los parmetros en tiempo real.
2.- TRMINOS Y DEFINICIONES
Las definiciones de los trminos aqu indicadas, son una seleccin de los ms utilizados, entre los ms de
700 que figuran en el Manual de Terminologa publicado por AENOR como norma UNE 14.100.
El objetivo primordial de este glosario es el de ayudar en la comunicacin de la informacin de las
actividades de soldeo y de la propia soldadura, tanto en su aspecto oral como escrito. Su empleo es
particularmente importante en la escritura de reglamentaciones (cdigos, normas, especificaciones, prcticas
recomendadas, mtodos, clasificaciones y guas) y de cualesquiera otros documentos con ellos relacionados.
Para hacer ms til este glosario, los trminos estn ordenados por orden alfabtico a la manera de un
diccionario convencional. Por otra parte, hay que tener en cuenta que slo aparecen trminos genricos y sus
definiciones, con objeto de que, sin perder el rigor exigido, tenga una adecuada manejabilidad; por lo tanto, no
estn incluidas las numerossimas variantes de los trminos indicados, utilizadas comnmente para describir
las diferentes formas de aplicar los procesos de soldeo, equipos y metales de aportacin.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -8-
Rev.1 Mayo 05
Alambre de soldeo: Material de aportacin obtenido por trefilado y suministrado generalmente enrollado,
formando bobinas.
Angulo de bisel: Angulo formado entre el borde recto preparado de una pieza y un plano perpendicular a la
superficie de la misma.
Angulo de chafln: Vase "ngulo de bisel".
Angulo de trabajo: Angulo que mide la inclinacin del electrodo con respecto al plano perpendicular que
contiene al cordn de soldadura.
Nota: Este ngulo se puede emplear para definir la posicin de los sopletes, pistolas, haces de alta
energa, varillas de soldadura y pistolas de corte y proyeccin trmica.
Anillo soporte: Soporte anular para el cordn de soldadura, utilizado generalmente en el soldeo de
tuberas.
Atmsfera protectora: Entorno de gas protector, que rodea parcial o totalmente a la pieza a soldar, cortar
o proyectar trmicamente, con caractersticas controladas de composicin qumica, punto de roco, presin,
etc. Entre otros ejemplos estn: los gases inertes, hidrocarburos, hidrgeno, vaco, etc.
Bao de metal fundido: Estado lquido previo de una soldadura, que posteriormente solidificar para
formar la unin.
Bisel: Tipo de preparacin de borde en forma angular.
Boquilla de la pistola: Parte extrema de la pistola de soldar o cortar, por donde salen los gases.
Cualificacin del procedimiento: Conjunto de acciones tendentes a comprobar que las uniones soldadas,
realizadas por un determinado procedimiento pueden cumplir unas normas especficas.
Cualificacin del soldador: Demostracin de la habilidad de un soldador para realizar soldaduras
cumpliendo normas establecidas.
Cara de la soldadura: Superficie final de la soldadura por el lado en que fue hecha.
Certificacin de soldador: Testimonio por escrito de que un soldador ha demostrado su capacidad para
soldar, cumpliendo normas establecidas.
Ciclo trmico: Variaciones de la temperatura, entre lmites determinados, a que se somete un producto en
funcin del tiempo.
Conjunto soldado: Grupo de piezas unidas mediante soldadura.
Cordn de soldadura: Metal aportado en una pasada.
Corriente de soldeo: Corriente elctrica que circula por el circuito de soldeo durante la realizacin de una
unin soldada. En el soldeo por resistencia no se incluye, en este concepto, la corriente utilizada durante los
intervalos de pre y postsoldadura. En el soldeo automtico por arco, se excluye la corriente utilizada durante el
inicio, ascenso, descenso y rellenado de crter.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -9-
Rev.1 Mayo 05
Corte oxiacetilnico: Proceso de corte para separar metales, mediante la reaccin qumica entre el
oxgeno y el metal base a temperaturas elevadas. La temperatura necesaria se mantiene mediante la llama
resultante de la combustin del acetileno con el oxgeno.
Corte por arco: Nombre genrico para procesos de corte, que funden los metales a cortar con el calor del
arco elctrico entre un electrodo y el metal base. Vase "corte por plasma" y "corte por arco-aire".
Corte por arco-aire: Proceso de corte por arco, en el cual los metales son fundidos por el calor del arco
elctrico, que se establece entre un electrodo de un grafito y el metal a cortar. La parte fundida es expulsada
por un chorro de aire.
Corte por plasma: Proceso de corte por arco que separa el metal, mediante la fusin de una zona
localizada por un arco restringido y expulsndose el material fundido por la inyeccin a alta velocidad de un
gas caliente e ionizado, que sale por el orificio de la tobera de corte.
Corte trmico: Nombre genrico para procesos de corte, en los que se funde el metal o material al ser
cortado. Vase "corte por arco" y "oxicorte".
Crter: En el soldeo por arco, la depresin al final del cordn de soldadura o del bao de fusin.
Defecto: Discontinuidad o discontinuidades que por s o por efecto acumulativo, pueden hacer que una
pieza o producto no alcance las especificaciones o valores mnimos de aceptacin.
Dilucin: Cantidad de metal base y/o de metal depositado previamente que se incorporan al bao de
fusin, modificando, en su caso, la composicin qumica del metal de aportacin. Se expresa habitualmente en
porcentajes, que representan la cantidad relativa del metal base o del metal depositado previamente que se
incorpora al bao de fusin.
Dimensin de la soldadura: Medidas del cordn de soldadura, especificadas en funcin del tipo de unin.
Discontinuidad: Interrupcin en la estructura de una soldadura, tal como: falta de homogeneidad
mecnica, metalrgica o caractersticas fsicas del material base o de la propia soldadura. Una discontinuidad
no tiene que ser necesariamente un defecto.
Eje de una soldadura: Lnea a lo largo de la soldadura, perpendicular y en el centro geomtrico de su
seccin recta.
Electrodo de grafito: Electrodo empleado en el soldeo o corte por arco, que no produce aporte. Consiste
en una varilla de carbn o grafito, la cual est revestida por cobre u otro material.
Electrodo de soldadura: Componente del circuito de soldeo, a travs del cual pasa la corriente al arco, a la
escoria fundida o al metal base.
Electrodo de volframio: Electrodo empleado en el soldeo o corte por arco, que no produce aporte.
Consiste en una varilla de metal fabricada con volframio o aleaciones de este metal.
Electrodo revestido: Varilla metlica recubierta de una capa exterior (recubrimiento), con componentes
formadores de escoria en el metal aportado por soldadura. El recubrimiento tiene diversas funciones, tales
como: proteccin de la atmsfera exterior, desoxidacin, estabilizacin del arco, facilitar el soldeo en
posiciones distintas a la horizontal y aportar elementos metlicos al cordn de soldadura.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -10-
Rev.1 Mayo 05
Electrodo tubular con relleno metlico: Electrodo metlico de aporte, de forma tubular, relleno de
elementos de aleacin, con eventual adicin de pequeas cantidades de fundentes y estabilizadores de arco.
Puede precisar o no proteccin gaseosa.
Electrodo tubular relleno de fundente: Electrodo metlico de aporte, de forma tubular, relleno de
fundentes. Las funciones de este relleno son tales como: proteccin de la atmsfera exterior, desoxidacin del
bao y estabilizacin del arco.
Especificacin del procedimiento de soldeo: Documento que facilita con detalle las variables requeridas
para asegurar la repetitividad en una aplicacin especfica.
Extremo libre del electrodo: Longitud del electrodo comprendida entre el punto extremo de contacto con la
boquilla y la parte extrema que se funde en el arco, en el soldeo bajo atmsfera protectora o arco sumergido.
Factor de marcha: Relacin entre el tiempo de paso de corriente y la duracin total del ciclo de trabajo de
una mquina.
Falta de fusin: Discontinuidad debida a que no ha llegado a fundir la superficie, del metal base o de los
cordones precedentes, sobre la que se deposita el cordn.
Falta de penetracin en la unin: Penetracin inferior a la especificada en una unin.
Fundente: Producto que se puede aadir durante el proceso de soldeo con la finalidad de proteger, limpiar,
alear o modificar las caractersticas de mojado de las superficies.
Galga de soldadura: Dispositivo diseado para verificar la dimensin y forma de las soldaduras.
Garganta efectiva: Altura del tringulo inscrito en la seccin del cordn de una soldadura en ngulo.
Garganta real: Distancia mnima entre el fondo de la raz de una soldadura de rincn y su cara.
Garganta terica: Distancia mnima entre el origen de la raz de la unin y la hipotenusa del mayor
tringulo que pueda inscribirse dentro de la seccin transversal de la soldadura de rincn.
Gas de proteccin: Gas utilizado para prevenir la contaminacin de la soldadura por la atmsfera.
Grieta: Discontinuidad plana de fractura, caracterizada por un extremo afilado y una relacin alta entre
longitud y anchura. Este tipo de defecto puede presentarse en el metal base, en el metal de soldadura o en la
zona afectada y aflorar o no a la superficie.
Inclusin de escoria: Material slido, no metlico, atrapado en el metal de soldadura o entre el metal de
soldadura y el metal base.
Inserto consumible: Metal de aportacin, colocado antes de soldar, que se funde completamente en la raz
de la unin, convirtindose en parte de la misma.
Metal base: Material que va a ser sometido a cualquier operacin de soldeo, corte, etc.
Metal de aportacin: Material que se aporta en cualquier operacin o proceso de soldeo.
Metal de soldadura: Zona de la unin fundida durante el soldeo.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -11-
Rev.1 Mayo 05
Metal depositado: Metal de aportacin que ha sido aadido durante la operacin de soldeo.
Mordedura: Falta de metal en forma de hendidura, de extensin variable, situada a lo largo de los bordes
de la soldadura.
Nmero de ferrita: Valor que se utiliza para designar el contenido de ferrita delta en la zona de soldadura
de un acero austentico. Puede utilizarse para indicar el tanto por ciento de ferrita delta tanto en peso como en
volumen.
Oxicorte: Nombre genrico para procesos de corte, utilizados para separar o eliminar metales por medio de
la reaccin qumica del oxgeno con el metal base a temperaturas elevadas. En el caso de metales resistentes
a la oxidacin, la reaccin viene facilitada por el empleo de un fundente o polvo metlico.
Pasada: Cada una de las capas que se depositan para realizar una unin soldada con electrodo, soplete,
pistola, haz de alta energa, etc.
Pistola: Util empleado en el soldeo para transferir la energa y eventualmente los gases de proteccin en
los diferentes procedimientos de soldeo.
Plaqueado: Revestimiento de una superficie para obtener propiedades diferentes de las del substrato.
Vase "untado", "recargue" y "recrecimiento".
Plasma: Gas que ha sido calentado hasta alcanzar, como mnimo, un grado de ionizacin parcial, que le
permite conducir una corriente elctrica.
Porosidad: Cavidades formadas por una retencin de gas durante la solidificacin.
Post-calentamiento: Aplicacin de calor despus de la operacin de soldeo, proyeccin trmica o corte,
con finalidad de eliminar tensiones o variar las estructuras metalogrficas.
Precalentamiento: Aplicacin de calor al metal base inmediatamente antes de la operacin de soldeo,
proyeccin trmica o corte, para conseguir la temperatura ptima de trabajo.
Preparacin de la unin: Operacin que consiste en preparar los bordes y disponerlos segn el perfil que
se va a dar a la unin.
Procedimiento cualificado: Aquel que est aceptado en base a cumplir unos determinados requisitos.
Procedimiento de soldeo: Mtodos y prcticas detallados involucrados en la realizacin de un conjunto
soldado. Vase "especificacin del procedimiento de soldeo".
Proyeccin trmica: Nombre genrico para procesos de soldeo o similares, en los que materiales
metlicos o no metlicos, finamente divididos, se depositan en condicin fundida o semifundida para formar un
recubrimiento. El material del recubrimiento puede estar en forma de polvo, varilla o alambre.
Proyecciones: Partculas metlicas, en forma de perlas, expulsadas durante el soldeo por fusin y que no
forman parte del metal de soldadura.
Pulsacin: Perodo de tiempo durante el que acta la corriente, de cualquier polaridad, a travs del circuito
de soldeo.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -12-
Rev.1 Mayo 05
Raz de la soldadura: Son los puntos, en una seccin transversal, resultantes de la interseccin de la parte
posterior de la soldadura con las superficies del metal base.
Raz de la unin: Zona de la unin a soldar en la que las piezas a unir estn ms prximas. En una seccin
transversal, la raz de la junta puede ser un punto, una lnea o un rea.
Recalcado: Deformacin resultante de la aplicacin de presin en soldadura. Puede medirse por un
aumento del porcentaje del rea interfacial, una reduccin de la longitud o una reduccin porcentual del
espesor para uniones a solape.
Recargue: Deposicin de un material de aportacin sobre un metal base (substrato) para obtener las
dimensiones o propiedades deseadas. Aplicacin por soldeo, soldeo fuerte o proyeccin trmica de una capa
de material a una superficie, para obtener las propiedades o las dimensiones deseadas. Vase "plaqueado",
"recrecimiento" y "untado".
Recocido: Tratamiento trmico que implica un calentamiento y un mantenimiento a una temperatura
apropiada, seguido de un enfriamiento hecho en condiciones tales que el metal despus de enfriado a la
temperatura ambiente presenta un estado estructural prximo al estado de equilibrio.
Recrecimiento: Variante de recargue en el que el material se deposita para conseguir las dimensiones
requeridas.
Registro del procedimiento de soldeo: Documento que especifica las variables de soldeo para producir
una unin de ensayo aceptable, y de los resultados de los ensayos efectuados sobre esa unin para cualificar
el procedimiento de soldeo.
Revenido: Tratamiento trmico al que se somete un material metlico despus del temple para buscar un
cierto estado de equilibrio y conseguir las propiedades requeridas.
Secuencias de soldeo: Orden de ejecucin de las uniones o de los cordones en un conjunto soldado.
Soldabilidad: Capacidad de un material para ser soldado bajo las condiciones de fabricacin impuestas a
una determinada estructura diseada adecuadamente y para funcionar satisfactoriamente en las condiciones
de servicio previstas.
Soldador: Persona que realiza el soldeo. Trmino genrico utilizado tanto para los soldadores manuales
como para los operadores de soldeo.
Soldadura: Efecto de aplicar un proceso de soldeo. Coalescencia localizada de metales o no metales,
producida por calentamiento de los materiales a temperaturas adecuadas, con o sin la aplicacin de presin, o
por la aplicacin de presin nicamente, y con o sin el empleo de material de aportacin.
Soldadura autgena: Unin efectuada por fusin y sin aporte de material. Tambin es un trmino,
normalmente mal utilizado, para referirse a las soldaduras fuertes, blandas y soldaduras realizadas con
soplete.
Soldadura en ngulo: Soldadura para unir superficies que formen entre ellas un ngulo recto,
aproximadamente, cuya seccin transversal es sensiblemente triangular, y que se puede realizar en uniones a
solape, en T, o en esquina.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -13-
Rev.1 Mayo 05
Soldadura fuerte: Soldadura realizada por calentamiento a temperatura adecuada de las partes a unir y
utilizando un metal de aportacin que funde a una temperatura por encima de 450
o
C (840
o
F) e inferior a la de
fusin del material base. Las superficies de las piezas a unir deben estar muy prximas entre s, para que el
metal de aportacin difunda por capilaridad entre ellas.
Soldadura por puntos: Unin entre dos superficies a tope o a solape, en la cual la fusin proviene de las
dos caras o de una de ellas.
Soldadura provisional: Soldadura efectuada para sujetar una o varias piezas, de forma temporal, a un
conjunto soldado para su manipulacin o envo a obra.
Soldeo: Accin de realizar una soldadura. Proceso de unin que origina la coalescencia de materiales
calentndolos a temperatura adecuada, con o sin la aplicacin de presin, o por la aplicacin de presin
nicamente, y con o sin el empleo de material de aportacin.
Soldeo automtico: Proceso de unin en el que el operario se limita a fijar los parmetros iniciales de
soldeo y al seguimiento de la operacin.
Soldeo blando: Grupo de procesos de unin, que origina la coalescencia de materiales calentndolos a la
temperatura adecuada de las partes a unir y utilizando un metal de aportacin, que funde a una temperatura
inferior a 450
o
C (840
o
F) e inferior, tambin, a la de fusin del material base. Las superficies de las piezas a unir
deben estar muy prximas entre s, para que el metal de aportacin difunda por capilaridad entre ellas.
Soldeo con CO
2
: Variante del proceso de soldeo por arco con gas, que emplea el CO
2
como gas protector.
Soldeo por rayo lser: Proceso de soldeo que produce una coalescencia de los materiales con el calor
obtenido por la aplicacin de una radiacin lser, que incide sobre la unin.
Soldeo de esprragos: Trmino genrico para designar la unin de un perno, conector, esprrago metlico
o pieza similar, a otra pieza. El soldeo puede efectuarse mediante arco elctrico, friccin u otros procesos, con
o sin la utilizacin de un gas de proteccin.
Soldeo en estado slido: Grupo de procesos de soldeo que producen la coalescencia mediante la
aplicacin de presin a una temperatura inferior a las de fusin de los materiales base y de aportacin.
Soldeo en fro: Proceso de soldeo en estado slido en el que se emplea presin para producir una unin a
temperatura ambiente con una deformacin de mayor o menor grado en la soldadura. Vase "soldeo por forja"
y "soldeo por difusin".
Soldeo fuerte: Grupo de procesos de unin, que origina la coalescencia de materiales calentndolos a la
temperatura adecuada de las partes a unir y utilizando un metal de aportacin que funde a una temperatura
por encima de 450
o
C (840
o
F) e inferior a la de fusin del material base. Las superficies de las piezas a unir
deben estar muy prximas entre s, para que el metal de aportacin difunda por capilaridad entre ellas.
Soldeo hacia adelante: Tcnica de soldeo, en la cual el electrodo o la pistola se dirige en el mismo sentido
que el de avance de la soldadura. Vase "ngulo de trabajo".
Soldeo hacia atrs: Tcnica de soldeo, en la cual el electrodo o pistola se dirige en sentido contrario al de
avance de la soldadura. Vase "ngulo de trabajo".
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -14-
Rev.1 Mayo 05
Soldeo MIG: Trmino habitualmente utilizado para el soldeo semiautomtico con gas inerte.
Soldeo oxiacetilnico: Proceso de soldeo oxigas que utiliza el acetileno como gas combustible. Este
proceso se utiliza sin presin y con o sin metal de aportacin.
Soldeo oxi-gas: Grupo de procesos de soldeo en el que la coalescencia de las piezas se produce por
calentamiento de una llama oxigs. Los procesos se utilizan con o sin aplicacin de presin y con o sin metal
de aportacin.
Soldeo por arco: Grupo de procesos de soldeo que producen la coalescencia de las piezas mediante el
calentamiento con un arco elctrico. Estos procesos se utilizan con o sin aplicacin de presin y con o sin
metal de aportacin.
Soldeo por arco con electrodo de volframio: Procesos de soldeo por arco elctrico, en los que el arco se
establece entre un electrodo de volframio, no consumible, y el bao de fusin. Este proceso se utiliza con
proteccin de gas y sin aplicacin de presin y con o sin material de aportacin. Vase "soldeo por arco con
hilo caliente".
Soldeo por arco con electrodo revestido: Proceso de soldeo por arco elctrico, en el que el arco se
establece entre el electrodo revestido y el bao de fusin. Este proceso se utiliza con la proteccin producida
por la descomposicin del revestimiento del electrodo, sin aplicacin de presin y con la adicin de metal de
aportacin desde el electrodo.
Soldeo por arco con gas: Procesos de soldeo por arco elctrico, en los que el arco se establece entre un
metal de aporte continuo consumible y el bao de fusin. Estos procesos se utilizan con la proteccin
procedente de una fuente de gas externa y sin aplicacin de presin.
Soldeo por arco con alambre caliente: Variante del proceso de soldeo por fusin, en la que el
alambre/electrodo se calienta por resistencia, mediante el paso de una corriente, mientras se aporta al bao
de fusin.
Soldeo por arco con alambre tubular: Proceso de soldeo por arco elctrico, en el que el arco se
establece entre un alambre/electrodo tubular continuo, consumible, y el bao de fusin. Este proceso se utiliza
con la proteccin gaseosa producida por la descomposicin del fundente contenido en el interior del electrodo
tubular, con o sin proteccin adicional de una fuente externa de gas y sin la aplicacin de presin. Vase
"electrodo tubular con relleno metlico" y "electrodo tubular con relleno de fundente".
Soldeo por arco con proteccin gaseosa: Nombre genrico para designar los procesos de soldeo por
electrogs, soldeo por arco con alambre tubular, soldeo por arco con gas, soldeo por arco con electrodo de
tungsteno y soldeo por arco plasma.
Soldeo por arco plasma: Proceso de soldeo por arco elctrico que utiliza un arco constreido entre un
electrodo no consumible y el bao de fusin (arco transferido), o entre el electrodo y la boquilla constrictora
(arco no transferido). La proteccin de gas ionizado, suministrado por la pistola, puede complementarse con
una fuente auxiliar de gas protector. El proceso se utiliza sin aplicacin de presin y con o sin metal de
aportacin. Vase "soldeo por arco con hilo caliente".
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -15-
Rev.1 Mayo 05
Soldeo por arco pulsado: Variante del proceso de soldeo por arco, donde la intensidad de corriente se
programa por pulsos peridicos, de forma que pueden utilizarse grandes impulsos de corta duracin. Vase
"TIG pulsado" y "MIG pulsado".
Soldeo por arco sumergido: Proceso de soldeo por arco que utiliza uno o ms arcos elctricos entre uno
o varios electrodos desnudos y el bao fundido. El arco y el bao fundido se protegen con una capa de
fundente granular depositado sobre las piezas. El proceso se utiliza sin aplicacin de presin y con adicin de
metal de aporte, procedente del electrodo y a veces de otras fuentes, tales como: varillas, fundente o grnulos
metlicos. Vase "soldeo por arco con hilo caliente".
Soldeo por chisporroteo: Proceso de soldeo por resistencia, que produce una soldadura en las caras
enfrentadas de una unin a tope, mediante el paso de densidades de corrientes elevadas en los pequeos
puntos de contacto entre las piezas a unir y por la aplicacin de presin, una vez que se alcanza la
temperatura adecuada. La soldadura se completa por una rpido recalcado de las partes a unir.
Soldeo por difusin: Proceso de soldeo en estado slido que produce la unin mediante la aplicacin de
presin a temperatura elevada sin deformacin aparente o desplazamiento relativo de las piezas. Puede
efectuarse intercalando un metal de aporte entre las superficies a unir. Vase "soldeo en fro" y "soldeo por
forja".
Soldeo por electroescoria: Proceso de soldeo por fusin, que produce coalescencia de los metales con la
fusin de una escoria, que a su vez funde el metal de aportacin y las superficies a unir. El bao de fusin, que
avanza de abajo hacia arriba, est protegido por esta escoria. El proceso se inicia por un arco que calienta la
escoria. Cuando se extingue el arco, la escoria semifundida permite el paso de la corriente de soldeo.
Soldeo por electrogas: Proceso de soldeo por arco, que se establece entre un electrodo de aportacin
continua y el bao fundido. La soldadura se realiza en vertical ascendente, utilizando unos soportes para la
retencin del bao. El proceso se realiza con o sin gas de proteccin y sin aplicacin de presin.
Soldeo por explosin: Proceso de soldeo por presin en estado slido, en el que la unin se produce por
el impacto a alta velocidad de las piezas a unir, como resultado de la detonacin de una carga de
caractersticas adecuadas.
Soldeo por forja: Proceso de soldeo por presin en estado slido que produce una unin por
calentamiento, a la temperatura adecuada, de las piezas a unir y por la aplicacin de un esfuerzo mecnico o
impacto, suficiente como para producir una deformacin plstica permanente en las superficies de contacto.
Soldeo por friccin: Proceso de soldeo a tope por presin en estado slido que produce una unin por
rozamiento entre las dos piezas a soldar, hasta que adquieren la temperatura adecuada momento en el que
cesa el movimiento y se aplica una presin que produce la deformacin plstica en las caras adyacentes.
Soldeo por haz de electrones: Proceso de soldeo por fusin, en el que la energa para producir la
coalescencia de los metales procede de un haz concentrado de electrones a alta velocidad que incide sobre la
unin. Este proceso se puede usar con o sin gas de proteccin y sin aplicacin de presin.
Soldeo por induccin: Proceso de soldeo que produce coalescencia de los materiales mediante el calor
generado por la resistencia que oponen las piezas al paso de una corriente inducida de soldeo, de alta
frecuencia, con o sin aplicacin de presin. El efecto de la corriente de alta frecuencia es concentrar el calor
necesario para el soldeo en una zona determinada.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -16-
Rev.1 Mayo 05
Soldeo por recalcado: Proceso de soldeo por resistencia que produce la coalescencia simultneamente
sobre todo el rea de las superficies en contacto o progresivamente a lo largo de la unin, mediante el calor
que se produce por el paso de la corriente de soldeo a travs de las superficies de contacto. Se aplica presin
durante todo el proceso.
Soldeo por resistencia: Grupo de procesos de soldeo que producen una fusin en la intercara de las
piezas a unir, mediante el calor que se produce por el paso de la corriente de soldeo a travs de las superficies
de contacto y la aplicacin de presin durante el proceso.
Soldeo por termita: Proceso de soldeo que produce la coalescencia de los metales a unir mediante un
metal lquido sobrecalentado, procedente de la reaccin qumica entre un xido metlico y aluminio (termita), y
con o sin aplicacin de presin. El metal de aportacin se obtiene del metal lquido.
Soldeo por ultrasonidos: Proceso de soldeo por presin en estado slido que produce una unin por la
aplicacin localizada de energa mecnica vibratoria de alta frecuencia, mientras las piezas se mantienen
juntas por presin.
Soldeo robotizado: Operacin de soldeo realizada mediante un manipulador reprogramable polivalente, es
decir un robot.
Soldeo semiautomtico por arco: Proceso de unin por arco en el que uno o ms parmetros se
controlan automticamente. El avance del soldeo se controla manualmente. Trmino generalmente usado
para el soldeo MIG, MAG y CO
2
.
Soldeo TIG: Trmino no normalizado para el soldeo por arco con electrodo de volframio y gas inerte.
Soplete: Instrumento que permite dirigir una llama de la forma, potencia y propiedades requeridas, a partir
de la combustin de un gas.
Soplete de corte: Dispositivo empleado para orientar la llama de precalentamiento producida por una
combustin controlada de gases para dirigir y controlar el corte por oxgeno.
Soplo magntico del arco: Desviacin no deseable de la trayectoria del arco, provocada por fuerzas
electromagnticas.
Tcnica de soldeo: Detalles de un procedimiento de soldeo que son controlados por el soldador o el
operador de soldadura.
Temperatura de precalentamiento: Temperatura que debe alcanzar el metal base inmediatamente antes
de que se inicie cualquier proceso de soldeo. En procedimientos de pasadas mltiples, es la temperatura que
debe alcanzarse antes de depositar los siguientes cordones.
Temperatura entre pasadas: En el caso de soldeo con pasadas mltiples, es la temperatura a la que debe
estar el rea que se va a soldar antes de realizar la siguiente pasada.
Tensin en vaco: Diferencia de potencial entre los terminales de salida de una fuente de energa elctrica,
cuando no circula la corriente.
Tensin residual: Tensin presente en un material o una estructura, independientemente de la existencia
de fuerzas exteriores o gradientes trmicos.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -17-
Rev.1 Mayo 05
TIG pulsado: Trmino utilizado habitualmente para designar al proceso de soldeo por arco pulsado con
electrodo de volframio y gas inerte.
Toma de tierra: Conexin elctrica de la carcasa de la mquina de soldeo a tierra para seguridad.
Transferencia globular: Soldeo por arco con gas. Transferencia del metal en la cual el metal fundido,
procedente de un electrodo consumible, se deposita sobre la pieza en forma de gotas gruesas.
Transferencia por cortocircuito: Soldeo por arco con gas. Transferencia del metal en la cual el metal
fundido, procedente de un electrodo consumible, se deposita sobre la pieza por cortocircuitos. Vase
"transferencia globular" y "transferencia por pulverizacin".
Transferencia por pulverizacin: Soldeo por arco con gas. Transferencia del metal en la cual el metal
fundido, procedente de un electrodo consumible, es dirigido axialmente a travs del arco y sobre la pieza en
forma de gotas finas.
Tratamiento de relajacin: Tratamiento trmico destinado a disminuir las tensiones internas y que
comprende un calentamiento y mantenimiento a una temperatura suficiente, seguido de un enfriamiento
apropiado.
Tratamiento trmico: Operacin, o sucesin de operaciones, mediante la cual un producto en estado
slido se somete, parcialmente o en su totalidad, a uno o varios ciclos trmicos para obtener un cambio de sus
propiedades o de su estructura.
Unin: Espacio, a rellenar de metal aportado, entre dos piezas cuyos bordes han sido preparados
convenientemente para tal fin. Por extensin: el resultado de la operacin de soldeo.
Unin a tope: Conjunto soldado en el que las piezas estn alineadas aproximadamente en el mismo plano.
Unin de solape: Soldadura entre dos piezas que estn superpuestas en planos paralelos.
Unin en T: Soldadura entre dos piezas, en la que el borde de una es aproximadamente perpendicular a la
superficie de la otra, en las proximidades de la unin.
Unin soldada en ngulo: Soldadura entre dos superficies que forman un ngulo, en una unin a solape,
en forma de T o en ngulo, y de seccin transversal aproximadamente en forma triangular.
Untado: Variacin del proceso de recargue por el que se deposita un metal, en una o ms capas, para
proporcionar un metal de soldadura compatible metalrgicamente con los siguientes materiales que se
necesitan para la soldadura. Vase "recrecimiento" y "plaqueado".
Zona afectada trmicamente: Porcin del metal base que no ha fundido, pero cuya microestructura o
propiedades mecnicas han sido alteradas por el calor generador durante el proceso de soldeo o corte.
Zona de fusin: Area del metal base fundido, determinada sobre la seccin transversal de una soldadura.
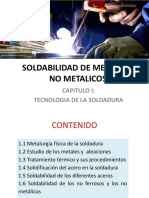
3.- TIPOS Y POSICIONES DE UNIONES SOLDADAS
Las uniones soldadas pueden clasificarse bsicamente en funcin de la posicin relativa de las piezas a
unir, distinguindose as 5 tipos bsicos de uniones como se muestra en la fig. 1.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -18-
Rev.1 Mayo 05
En cuanto a las soldaduras propiamente dichas, pueden clasificarse atendiendo a dos conceptos:
A) Por la forma de la unin
A.1) Soldaduras a tope.
A.2) Soldaduras en ngulo.
A.3) Soldaduras especiales.
B) Por la posicin de la soldadura durante la operacin de soldeo (posiciones de soldeo)
Desde el punto de vista del diseador es la primera clasificacin la que ms inters tendr, dado que el
estado tensional que se genera en la unin soldada viene fuertemente condicionado por la geometra y forma
de la soldadura. En las figuras 2 a 5 se indican las descripciones y denominaciones de las diferentes
posiciones de las uniones soldadas, tales como aparecen en las reglamentaciones ms utilizadas.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
TIPOS DE UNIONES SOLDADAS
DENOMINACIN CROQUIS
TIPO 1
UNIN EN PROLONGACIN
(A TOPE)
TIPO 2
UNIN EN T
(NGULO INTERIOR)
(RINCN)
TIPO 3
UNIN EN SOLAPE
(NGULO INTERIOR)
(RINCN)
TIPO 4
UNIN EN L
(NGULO EXTERIOR)
(ESQUINA)
TIPO 5
UNIN EN BORDE
(SOBRE CANTOS)
FIGURA 1
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -19-
Rev.1 Mayo 05
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -20-
Rev.1 Mayo 05
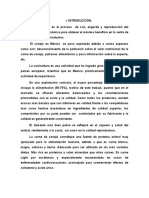
POSICIONES DE LAS UNIONES SOLDADAS
SOLDADURAS DE CHAPAS A TOPE
DENOMINACIN DESCRIPCIN CROQUIS
AWS EN
1G PA CHAPA HORIZONTAL
SOLDADURA PLANA
2G PC CHAPA VERTICAL
SOLDADURA EN CORNISA
3G PG
PF
CHAPA VERTICAL
SOLDADURA EN VERTICAL
4G PE CHAPA HORIZONTAL
SOLDADURA EN TECHO
FIGURA 2
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -21-
Rev.1 Mayo 05
POSICIONES DE LAS UNIONES SOLDADAS
SOLDADURAS DE CHAPAS EN NGULO
DENOMINACIN DESCRIPCIN CROQUIS
AWS EN
1F PA CHAPA INCLINADA
SOLDADURA PLANA
2F PB CHAPA HORIZONTAL
SOLDADURA EN CORNISA
3F PG
PF
CHAPA VERTICAL
SOLDADURA EN VERTICAL
4F PD CHAPA HORIZONTAL
SOLDADURA EN TECHO
FIGURA 3
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -22-
Rev.1 Mayo 05
POSICIONES DE LAS UNIONES SOLDADAS
SOLDADURAS DE TUBERAS A TOPE
DENOMINACIN DESCRIPCIN CROQUIS
AWS EN
1G PA TUBERA HORIZONTAL
MOVIMIENTO ROTACIN
SOLDADURA PLANA
2G PC TUBERA VERTICAL
SIN MOVIMIENTO
SOLDADURA EN CORNISA
5G PG
PF
TUBERA HORIZONTAL
SIN MOVIMIENTO
SOLDADURA PLANA,
VERTICAL Y EN TECHO
6G H-L045 TUBERA INCLINADA
SIN MOVIMIENTO
SOLDADURA VERTICAL
FIGURA 4
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -23-
Rev.1 Mayo 05
POSICIONES DE LAS UNIONES SOLDADAS
SOLDADURAS DE TUBERAS EN NGULO
DENOMINACIN DESCRIPCIN CROQUIS
AWS EN
1F PA TUBERA INCLINADA
MOVIMIENTO DE ROTACIN
SOLDADURA PLANA
2F PB TUBERA VERTICAL
SIN MOVIMIENTO
SOLDADURA EN CORNISA
2FR PB TUBERA HORIZONTAL
MOVIMIENTO ROTACIN
SOLDADURA EN CORNISA
4F PD TUBERA VERTICAL
SIN MOVIMIENTO
SOLDADURA EN TECHO
5F PG
PF
TUBERA HORIZONTAL
SIN MOVIMIENTO
SOLDADURA EN TECHO,
PLANA, EN CORNISA
FIGURA 5
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -24-
Rev.1 Mayo 05
4.- CLASIFICACIN DE LOS PROCESOS DE SOLDEO
No resulta fcil hacer una clasificacin sistemtica de todos los procesos de soldeo a causa de que
actualmente pasan del centenar y, adems, son varios los criterios bajo los cuales pueden ser ordenados:
Por tipos de fuente de energa: arco elctrico, corriente elctrica, efecto J oule, energa mecnica,
energa qumica, energa radiante, etc.
Por los procesos fsicos de unin: fusin, en estado slido, interaccin slido-lquido.
Por los medios de proteccin: fundentes, gases inertes, gases activos, vaco.
Se aade a esta multiplicidad de enfoques la dificultad de que ninguna es totalmente definitiva, son muchos
los procesos en que se superponen dos o ms de estos parmetros. Algunos utilizan dos tipos de energas
diferentes, por ejemplo, elctrica y mecnica, y otros dos tipos de proteccin, gas y fundente.
4.1.- Clasificacin AWS
Esta clasificacin se realiza en etapas consecutivas utilizando en cada una de ellas diferentes factores
definitorios. En primer lugar, se clasifican los procesos atendiendo al tipo de interaccin que se produce entre
las dos partes del metal base y el metal de aportacin, en su caso, para dar lugar a la unin soldada:
1.- SOLDEO POR FUSIN: La unin se consigue por la interaccin entre el metal base y de aportacin,
ambos en fase lquida.
2.- SOLDEO EN ESTADO SLIDO: La unin se consigue por interaccin entre las partes a unir en estado
slido.
3.- SOLDEO FUERTE Y BLANDO: La unin se consigue por interaccin entre el metal base en fase slida
y el metal de aportacin fundido. La diferencia entre soldeo fuerte y blando radica en que en el primero se
utilizan materiales de aportacin con puntos de fusin superiores a 450 C, mientras en el segundo, stos son
inferiores.
Las siguientes etapas clasificatorias se llevan a cabo progresivamente en funcin del:
- TIPO DE ENERGA.
- FUENTE DE ENERGA.
- CON O SIN ESFUERZO MECNICO.
- TIPO DE PROTECCIN.
Las tablas 1, 2 y 3 desarrollan, respectivamente, las clasificaciones para cada uno de los apartados
anteriores.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
TABLA 1. CLASIFICACIN DE LOS PRINCIPALES PROCESOS DE SOLDEO POR FUSIN
TABLA 2. CLASIFICACIN DE LOS PRINCIPALES PROCESOS DE SOLDEO EN ESTADO SLIDO
G
A
S
F
U
N
D
E
N
T
E
F
U
N
D
E
N
T
E
F
U
N
D
E
N
T
E
F
U
N
D
E
N
T
E
V
A
C
I
O
P
R
E
S
I
N
P
R
E
S
I
N
P
R
E
S
I
N
P
R
E
S
I
N
A
R
C
O
R
E
S
I
S
T
E
N
C
I
A
I
N
D
U
C
C
I
N
L
L
A
M
A
R
E
A
C
C
I
N
D
E
P
R
O
D
U
C
T
O
S
S
L
I
D
O
S
P
A
R
T
C
U
L
A
S
E
L
E
C
T
R
O
M
A
G
N
T
I
C
A
S
E
L
C
T
R
I
C
A
Q
U
M
I
C
A
R
A
D
I
A
C
I
N
S
O
L
D
E
O
P
O
R
F
U
S
I
N
T
I
P
O
D
E
P
R
O
T
E
C
C
I
N
P
R
O
C
E
S
O
S
M
I
G
M
A
G
T
I
G
P
A
W
(
A
r
c
o
-
p
l
a
s
m
a
)
S
M
A
W
(
E
l
e
c
t
r
o
d
o
r
e
v
e
s
t
i
d
o
)
S
A
W
(
A
r
c
o
s
u
m
e
r
g
i
d
o
)
F
C
A
W
(
A
l
a
m
b
r
e
t
u
b
u
l
a
r
)
P
E
W
(
P
e
r
c
u
s
i
n
)
S
W
(
E
s
p
r
r
a
g
o
s
)
E
S
W
(
E
l
e
c
t
r
o
e
s
c
o
r
i
a
)
R
S
W
(
P
u
n
t
o
s
)
R
S
E
W
(
C
o
s
t
u
r
a
)
R
P
W
(
P
r
o
t
u
b
e
r
a
n
c
i
a
s
)
F
W
(
C
h
i
s
p
a
)
H
F
R
W
(
A
l
t
a
f
r
e
c
u
e
n
c
i
a
)
H
F
I
W
(
I
n
d
u
c
c
i
n
)
O
A
W
(
O
x
i
a
c
e
t
i
l
n
i
c
a
)
O
H
W
(
O
x
h
d
r
i
c
a
)
O
t
r
o
s
g
a
s
e
s
P
G
W
(
O
x
i
a
c
e
t
i
l
n
i
c
a
y
p
r
e
s
i
n
)
T
W
(
T
e
r
m
i
t
a
)
E
B
W
(
H
a
z
d
e
e
l
e
c
t
r
o
n
e
s
)
L
B
W
(
L
s
e
r
)
E
S
F
U
E
R
Z
O
M
E
C
N
I
C
O
F
U
E
N
T
E
D
E
E
N
E
R
G
A
C
L
A
S
E
D
E
E
N
E
R
G
A
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -25-
Rev.1 Mayo 05
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
TABLA 2. CLASIFICACIN DE LOS PRINCIPALES PROCESOS DE SOLDEO EN ESTADO SLIDO
TABLA 2. CLASIFICACIN DE LOS PRINCIPALES PROCESOS DE SOLDEO EN ESTADO SLIDO
P
R
O
C
E
S
O
S
H
P
W
(
P
r
e
s
i
n
e
n
c
a
l
i
e
n
t
e
)
H
P
W
(
P
r
e
s
i
n
e
n
c
a
l
i
e
n
t
e
)
F
O
W
(
F
o
r
j
a
)
R
O
W
(
L
a
m
i
n
a
c
i
n
)
D
F
W
(
D
i
f
u
s
i
n
)
E
X
W
(
E
x
p
l
o
s
i
n
)
F
R
W
(
F
r
i
c
c
i
n
)
U
S
W
(
U
l
t
r
a
s
o
n
i
d
o
s
)
C
W
(
E
n
f
r
o
)
G
A
S
V
A
C
I
O
G
A
S
V
A
C
I
O
P
R
E
S
I
N
E
X
P
L
O
S
I
N
P
R
E
S
I
N
Y
D
E
F
O
R
M
A
C
I
N
P
R
E
S
I
N
F
R
I
C
C
I
N
E
L
C
T
R
I
C
A
Q
U
M
I
C
A
M
E
C
N
I
C
A
P
R
E
S
I
N
Y
D
E
F
O
R
M
A
C
I
N
P
R
E
S
I
N
Y
D
E
F
O
R
M
A
C
I
N
S
O
L
D
E
O
E
N
E
S
T
A
D
O
S
L
I
D
O
T
I
P
O
D
E
P
R
O
T
E
C
C
I
N
E
S
F
U
E
R
Z
O
M
E
C
N
I
C
O
F
U
E
N
T
E
D
E
E
N
E
R
G
A
T
I
P
O
D
E
E
N
E
R
G
A
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -26-
Rev.1 Mayo 05
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
TABLA 3. CLASIFICACIN DE LOS PRINCIPALES PROCESOS DE SOLDEO FUERTE Y BLANDO
TABLA 2. CLASIFICACIN DE LOS PRINCIPALES PROCESOS DE SOLDEO EN ESTADO SLIDO
P
R
O
C
E
S
O
S
R
B
(
F
u
e
r
t
e
p
o
r
r
e
s
i
s
t
e
n
c
i
a
)
R
S
(
B
l
a
n
d
a
p
o
r
r
e
s
i
s
t
e
n
c
i
a
)
D
B
(
F
u
e
r
t
e
p
o
r
i
n
m
e
r
s
i
n
)
D
S
(
B
l
a
n
d
a
p
o
r
i
n
m
e
r
s
i
n
)
I
B
(
F
u
e
r
t
e
p
o
r
i
n
d
u
c
c
i
n
)
I
S
(
B
l
a
n
d
a
p
o
r
i
n
d
u
c
c
i
n
)
F
B
(
F
u
e
r
t
e
e
n
h
o
r
n
o
)
F
S
(
B
l
a
n
d
a
e
n
h
o
r
n
o
)
D
B
(
F
u
e
r
t
e
p
o
r
i
n
m
e
r
s
i
n
)
T
B
(
F
u
e
r
t
e
p
o
r
s
o
p
l
e
t
e
)
D
S
(
B
l
a
n
d
a
p
o
r
i
n
m
e
r
s
i
n
)
T
S
(
B
l
a
n
d
a
p
o
r
s
o
p
l
e
t
e
)
F
B
(
F
u
e
r
t
e
e
n
h
o
r
n
o
)
F
S
(
B
l
a
n
d
a
e
n
h
o
r
n
o
)
U
S
(
B
l
a
n
d
a
p
o
r
u
l
t
r
a
s
o
n
i
d
o
s
)
F
U
N
D
E
N
T
E
F
U
N
D
E
N
T
E
G
A
S
F
U
N
D
E
N
T
E
V
A
C
I
O
F
U
N
D
E
N
T
E
U
L
T
R
A
S
O
N
I
D
O
S
P
R
E
S
I
N
P
R
E
S
I
N
P
R
E
S
I
N
R
E
S
I
S
T
E
N
C
I
A
I
N
D
U
C
C
I
N
R
A
D
I
A
C
C
I
N
E
L
C
T
R
I
C
A
Q
U
M
I
C
A
M
E
C
N
I
C
A
S
O
L
D
E
O
F
U
E
R
T
E
Y
B
L
A
N
D
O
G
A
S
F
U
N
D
E
N
T
E
V
A
C
I
O
L
L
A
M
A
R
A
D
I
A
C
C
I
N
F
U
N
D
E
N
T
E
G
A
S
T
I
P
O
D
E
P
R
O
T
E
C
C
I
N
E
S
F
U
E
R
Z
O
M
E
C
N
I
C
O
F
U
E
N
T
E
D
E
E
N
E
R
G
A
C
L
A
S
E
D
E
E
N
E
R
G
A
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -27-
Rev.1 Mayo 05
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -28-
Rev.1 Mayo 05
4.2.- Clasificacin EN ISO 4063
En la Norma Internacional EN ISO 4063 cada proceso se identifica con un nmero de referencia. Cubre
los principales grupos de procesos (un dgito), grupos (dos dgitos) y subgrupos (tres dgitos). El nmero de
referencia de cualquier proceso consta de tres dgitos como mximo. Este sistema intenta ser una ayuda
para la informatizacin, planos, documentos de trabajo, especificaciones de procedimiento de soldeo, etc.
A continuacin se indican los nmeros de referencia y las designaciones de los procesos ms utilizados.
N Referencia Designacin N Referencia Designacin
1
11
111
112
114
12
121
122
124
125
13
131
135
136
137
14
141
15
151
152
2
21
22
221
23
24
25
3
31
311
312
313
Soldeo por arco
Soldeo por arco sin proteccin
gaseosa y electrodo de aporte
Soldeo por arco con electrodo
revestido
Soldeo por gravedad con electrodo
revestido
Soldeo por arco con alambre tubular
autoprotegido
Soldeo por arco sumergido
Soldeo por arco sumergido con un
alambre electrodo
Soldeo por arco sumergido con banda
electrodo
Soldeo por arco sumergido con
adicin de polvo metlico
Soldeo por arco sumergido con
alambre tubular
Soldeo por arco protegido con gas y
electrodo de aporte
Soldeo por arco con gas inerte;
soldeo MIG
Soldeo por arco con gas activo;
soldeo MAG
Soldeo por arco con alambre tubular y
proteccin de gas activo
Soldeo por arco con alambre tubular y
proteccin de gas inerte
Soldeo con proteccin gaseosa y
electrodo no consumible
Soldeo por arco con gas inerte y
electrodo de volframio; soldeo TIG
Soldeo por arco plasma
Soldeo MIG por arco plasma
Soldeo por arco plasma con polvo
Soldeo por resistencia
Soldeo por puntos
Soldeo por costura
Soldeo por costura a solape
Soldeo por proyecciones
Soldeo por chisporroteo
Soldeo a tope por resistencia
Soldeo por llama
Soldeo oxigs
Soldeo oxiacetilnico
Soldeo oxipropano
Soldeo oxhdrico
4
41
42
44
441
45
48
5
51
511
512
52
521
522
7
71
72
73
74
77
78
782
783
784
785
786
787
788
8
81
82
821
83
84
86
87
871
88
Soldeo por presin
Soldeo por ultrasonidos
Soldeo por friccin
Soldeo por alta energa mecnica
Soldeo por explosin
Soldeo por difusin
Soldeo por presin en fro
Soldeo por haz de alta energa
Soldeo por haz de electrones
Soldeo por haz de electrones en vaco
Soldeo por haz de electrones sin
vaco
Soldeo lser
Soldeo lser de estado slido
Soldeo lser de gas
Otros procesos de soldeo
Soldeo aluminotrmico
Soldeo por electroescoria
Soldeo por electrogs
Soldeo por induccin
Soldeo por percusin
Soldeo de esprragos
Soldeo de esprragos por resistencia
Soldeo de esprragos por arco
inducido con frula cermica o gas de
proteccin
Soldeo de esprragos por arco
inducido de ciclo corto
Soldeo de esprragos por arco
inducido con descarga de
condensadores
Soldeo de esprragos con descarga
de condensadores con ignicin de la
boquilla
Soldeo de esprragos por arco
inducido con collarn fusible
Soldeo de esprragos por friccin
Corte y resanado
Corte con llama
Corte por arco
Corte por arco aire
Corte con plasma
Corte con lser
Resanado con llama
Resanado con arco
Resanado con arco aire
Resanado con plasma
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -29-
Rev.1 Mayo 05
N Referencia Designacin N Referencia Designacin
9
91
911
912
913
914
915
916
918
919
924
94
941
942
Soldeo fuerte, soldeo blando y
cobresoldeo
Soldeo fuerte
Soldeo fuerte con infrarrojos
Soldeo fuerte por llama
Soldeo fuerte en horno
Soldeo fuerte por inmersin
Soldeo fuerte en bao de sales
Soldeo fuerte por induccin
Soldeo fuerte por resistencia
Soldeo fuerte por difusin
Soldeo fuerte en vaco
Soldeo blando
Soldeo blando por infrarrojos
Soldeo blando por llama
943
944
945
946
947
948
949
951
952
954
97
971
972
Soldeo blando en horno
Soldeo blando por inmersin
Soldeo blando en bao de sales
Soldeo blando por induccin
Soldeo blando por ultrasonidos
Soldeo blando por resistencia
Soldeo blando por difusin
Soldeo blando por ola
Soldeo blando con soldador
(herramienta soldadora)
Soldeo blando en vaco
Cobresoldeo
Cobresoldeo con gas
Cobresoldeo con arco
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -30-
Rev.1 Mayo 05
5. PRESENTACIN ESQUEMTICA DE LOS PRINCIPALES PROCESOS DE SOLDEO
Y CORTE
SOLDEO OXIACETILNICO
TIPO DE OPERACIN: Manual
COSTO DEL EQUIPO: 0,2
(Soldeo c/elect. Revestido =1)
EQUIPO: Cilindros de Oxgeno y de Gas
Combustible, Vlvulas y Expansores, Soplete.
CARACTERSTICAS:
TASA DE DEPOSICIN: 0,2 a 1 kg/h
ESPESORES DE SOLDADURA: 0,5 a 3 mm
POSICIONES: Todas
TIPOS DE UNIONES: Todas
DILUCIN: De 2 a 20%
CONSUMIBLES:
Oxgeno
Gas combustible
Varilla
Fundentes
APLICACIONES TPICAS:
Soldeo de tubos de pequeo dimetro y espesor.
Soldeo de revestimientos resistentes a la abrasin.
VENTAJAS:
- Bajo coste
- Porttil;
- No necesita energa elctrica;
- Control de la Operacin.
LIMITACIONES:
- Requiere habilidad del soldador
- Tasa de deposicin baja
- Sobrecalentamiento
SEGURIDAD:
Riesgo de explosin de los cilindros de gases
(llama)
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -31-
Rev.1 Mayo 05
SOLDEO CON ELECTRODO REVESTIDOS
TIPO DE OPERACIN: Manual
COSTO DEL EQUIPO: 1
EQUIPO: Generador, transformador, rectificador
CARACTERSTICAS:
TASA DE DEPOSICIN: 1 a 5 kg/h
ESPESORES DE SOLDADURA: >2 mm
POSICIONES: Todas (depende del revestimiento)
TIPOS DE UNIONES: Todas
DILUCIN: De 10 a 30 %
RANGO DE CORRIENTE: 75 a 300 A
CONSUMIBLES:
- Electrodos de 1 a 6 mm de
- Revestimientos de 1 a 5 mm de espesor.
- Gran variedad de aportaciones.
APLICACIONES TPICAS:
Soldeo de la mayora de los metales y aleaciones utilizadas en calderera, tuberas, estructuras y
recubrimientos.
VENTAJAS:
- Bajo costo
- Versatilidad;
- Operatividad en posiciones de difcil acceso.
LIMITACIONES:
- Lento, debido a la baja tasa de deposicin y
necesidad de retirada de la escoria.
- Requiere habilidad manual del soldador.
SEGURIDAD:
El arco elctrico emite radiaciones visibles y ultravioletas. Riesgo de sacudidas elctricas, quemaduras y
proyecciones. Gases (atmsfera protectora).
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -32-
Rev.1 Mayo 05
SOLDEO POR ARCO SUMERGIDO
TIPO DE OPERACIN: Automtica
COSTO DEL EQUIPO: 10
(Soldeo con electrodo revestido =1)
EQUIPO: Generador, transformador, rectificador.
Silo de fundente Aspirador.
Cabezal de soldeo: formado por panel, alimentacin
de alambre y alimentacin elctrica.
CARACTERSTICAS:
TASA DE DEPOSICIN:
Alambre =6 a 15 kg/h
Fleje =8 a 20 kg/h
ESPESORES DE SOLDADURA: >5 mm
POSICIONES: Plana y horizontal
TIPOS DE UNIONES: a tope y en ngulo
DILUCIN:
Alambre =50 a 80%
Fleje =5 a 20%
RANGO DE CORRIENTE: 350 A 2000 a
CONSUMIBLES:
Alambre
Fleje
Fundente
APLICACIONES TPICAS:
Soldeo de los aceros al carbono y de baja aleacin en la fabricacin de recipientes a presin, tubos con
soldadura y tanques de almacenamiento.
Revestimientos resistentes a la abrasin, erosin y corrosin.
VENTAJAS:
- Tasa de deposicin elevada.
- Buena terminacin.
- Soldaduras con buen grado de compacidad.
LIMITACIONES:
- Requiere ajuste preciso de las piezas.
- Limitado a las posiciones plana y horizontal.
- La tenacidad de la soldadura puede ser baja.
SEGURIDAD:
Pocos problemas. El arco est protegido por el fundente.
1.- Fundente
2.- Alimentacin de fundente
3.- Llegada de corriente
4.- Motor de alimentacin
5.- Alambre
6.- Escoria
7.- Cordn de soldadura
8.- Fuente de energa
9.- Soporte del fundente
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -33-
Rev.1 Mayo 05
SOLDEO TIG
TIPO DE OPERACIN: Manual o Automtico
COSTO DEL EQUIPO: 1,5 (manual) a
10 (automtico)
(Soldeo c/elect. Revestido =1)
EQUIPO: Rectificador, generador, transformador,
pistola.
Cilindros de gases equipos de desplazamiento
automtico.
CARACTERSTICAS:
TASA DE DEPOSICIN: 0,2 a 1,3 kg/h
ESPESORES DE SOLDADURA: 0,1 a 50 mm
POSICIONES: Todas
TIPOS DE UNIONES: Todas
DILUCIN:
Con aportacin =2 a 20%
Sin aportacin =100%
RANGO DE CORRIENTE: 10 a 400 A
CONSUMIBLES:
Varillas
Gases
Electrodos de volframio (tungsteno)
APLICACIONES TPICAS:
Soldeo de la 1 pasada de tuberas de aceros aleados, aceros inoxidables y aleaciones de nquel.
Soldeo de equipos de Al, Ti y aleaciones de Ni.
Soldeo de tubos a placa de los intercambiadores de calor.
Soldeo interno de reactores de urea en acero inoxidable y Ti.
VENTAJAS:
- Produce soldaduras de mejor calidad.
LIMITACIONES:
- Baja tasa de deposicin.
- Requiere soldadores muy bien entrenados.
SEGURIDAD:
Emisin intensa de radiacin ultra-violeta.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -34-
Rev.1 Mayo 05
SOLDEO MIG/MAG
TIPO DE OPERACIN: Semiautomtica o
automtica
EQUIPO: Rectificador, generador, transformador,
pistola, cilindro de gas, unidad de alimentacin de
alambre, unidad de desplazamiento (automtico).
CARACTERSTICAS:
TASA DE DEPOSICIN: 1 a 15 kg/h
ESPESORES DE SOLDADURA:
Cortocircuito 0,5 mm
Rociado Axial 6 mm
POSICIONES: Todas
TIPOS DE UNIONES: Todas
DILUCIN: 10 a 30%
RANGO DE CORRIENTE: 60 a 500 A
CONSUMIBLES:
Alambre: 0,5 a 1,6 mm
Tubular ..... 2 mm
Gases: Argn
Helio
CO
2
Mezclas: A CO
2
APLICACIONES TPICAS:
Soldeo tuberas y partes internas de recipientes a presin.
Soldeo de estructuras metlicas.
VENTAJAS:
- Alta tasa de deposicin.
- Pocas operaciones de terminacin; no
necesita retirada de escoria.
- Bajo contenido de hidrgeno combinado con
alta energa.
LIMITACIONES:
- Limitado a la posicin plana, excepto en la
transferencia por cortocircuito o por arco
pulsado.
- Riesgo de que ocurra falta de fusin.
SEGURIDAD:
Gran emisin de radiacin ultra-violeta y proyecciones metlicas.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -35-
Rev.1 Mayo 05
SOLDEO POR ELECTRO-ESCORIA
TIPO DE OPERACIN: Automtica
COSTO DEL EQUIPO: 20
(Soldadura c/elect. Revestido =1)
EQUIPO: Generador, transformador, rectificador.
Unidad de alimentacin de alambre.
Unidad de desplazamiento.
CARACTERSTICAS:
ESPESORES DE SOLDADURA: > 20 mm.
(tcnicamente viable)
POSICIONES: Vertical
TIPOS DE UNIONES: A tope
En ngulo
DILUCIN: 50 a 60%
RANGO DE CORRIENTE: 450 a 1500 A
CONSUMIBLES:
Alambres (1 ms)
Fundente
Toberas
APLICACIONES TPICAS:
Soldeo de uniones longitudinales de reactores de gran espesor de acero al carbono o de acero de baja
aleacin.
VENTAJAS:
- Ejecucin rpida de juntas en chapas
gruesas.
- No necesita preparacin de bordes.
LIMITACIONES:
- Limitada a la posicin vertical.
- Requiere tratamiento trmico de
normalizacin debido al sobrecalentamiento.
SEGURIDAD:
Riesgo de derramamiento del metal lquido.
1.- Metal base
2.- Zapatas de corte refrigeradas
3.- Metal de aporte
4.- Escoria fundida
5.- Metal fundido
6.- Soldadura
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -36-
Rev.1 Mayo 05
SOLDEO POR ELECTRO-GAS
TIPO DE OPERACIN: Automtica
COSTO DEL EQUIPO: 20
(Soldadura c/elect. Revestido =1)
EQUIPO: Generador, transformador, rectificador,
normalmente CC, pistola de soldeo, cilindros de gas,
unidad de alimentacin de alambre.
Unidad de desplazamiento.
CARACTERSTICAS:
TASA DE DEPOSICIN: 10 kg/h
ESPESORES DE SOLDADURA: 10 100 mm
POSICIONES: Vertical
TIPOS DE UNIONES: A tope
En ngulo
DILUCIN: 10 a 30%
CONSUMIBLES:
Alambres
Gases
APLICACIONES TPICAS:
Soldeo de uniones verticales de tanques de almacenamiento.
Soldaduras verticales en unin de bloques en construccin naval.
VENTAJAS:
- Tasa de deposicin elevada (en 15 a 20 min.
se sueldan las uniones verticales de un
tanque).
- Permite la soldadura de chafln en V.
LIMITACIONES:
- Limitado a la posicin vertical.
- Baja tenacidad de la soldadura (grano
grueso).
SEGURIDAD:
Gran emisin de radiacin ultra-violeta y proyecciones metlicas.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -37-
Rev.1 Mayo 05
OXICORTE
TIPO DE OPERACIN: Manual o automtica EQUIPO: Cilindros de gases. Vlvulas y expansores.
Sopletes.
CARACTERSTICAS:
VELOCIDAD DE CORTE: 10 a 30 m/h
ESPESOR DE CORTE: 1 a 360 mm
POSICIONES: Todas
CONSUMIBLES:
Oxgeno
Gas combustible
APLICACIONES TPICAS:
Corte y achaflanado de chapas de acero al carbono y de baja aleacin.
Tubos.
VENTAJAS:
- Bajo costo
- Porttiles
LIMITACIONES:
- Limitados a los aceros al carbono y de baja
aleacin.
- Distorsiones de la pieza.
SEGURIDAD:
Quemado acelerado debido al enriquecimiento de O
2
en la atmsfera.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -38-
Rev.1 Mayo 05
CORTE CON ELECTRODO DE CARBN
TIPO DE OPERACIN: Manual o automtica EQUIPO: Rectificador, generador, alimentador de
aire comprimido.
Porta electrodo especial para chorro de aire.
CARACTERSTICAS:
ESPESOR DE CORTE: hasta 50 mm
POSICIONES: Todas
RANGO DE CORRIENTE: 80 a 1600 A
CONSUMIBLES:
Electrodo de carbn revestido de cobre
APLICACIONES TPICAS:
Resanado de soldaduras a tope en tanques y recipientes a presin de aceros al carbono y aceros de baja
aleacin.
Retirada del revestimiento de acero inoxidable en chapas plaqueadas.
VENTAJAS:
- Corte rpido.
- Emplea los mismos equipos de soldeo que
con electrodo revestido.
LIMITACIONES:
- Corte impreciso.
- Riesgo de contaminaciones (Cu del
electrodo/lquido expulsado por el aire rico
en carbono).
- La operacin requiere limpieza a
continuacin.
SEGURIDAD:
Emisin de radiaciones visibles y ultravioleta.
Proyecciones a alta temperatura.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -39-
Rev.1 Mayo 05
CORTE CON PLASMA
TIPO DE OPERACIN: Manual o automtica EQUIPO: Fuente de energa. Agua de refrigeracin.
Cilindros de gases. Sopletes.
CARACTERSTICAS:
VELOCIDAD DE CORTE: 10 a 450 m/h
ESPESOR DE CORTE: 6 a 150 mm
RANGO DE CORRIENTE: 70 a 1000 A
CONSUMIBLES:
Nitrgeno
Oxgeno
APLICACIONES TPICAS:
Corte de aceros al carbono, aceros inoxidables y aluminio.
VENTAJAS:
- Corta aceros inoxidables y aluminio
LIMITACIONES:
-------------
SEGURIDAD:
Prevencin contra: brillo del arco, salpicaduras, humos.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
6.- PAUTAS PARA LA ELECCIN SISTEMTICA DE LOS PROCESOS DE SOLDEO
Hoy en da existe una gran cantidad de tcnicas de unin y el problema no es como llevar a cabo las
uniones, sino seleccionar la ms adecuada para cada tipo de trabajo. Cada proceso tiene sus propios
atributos y deben ser valorados diferentes aspectos tales como resistencia, facilidad de fabricacin, coste,
resistencia a la corrosin y aspecto, antes de tomar la decisin final en funcin de las aplicaciones
especficas de cada producto.
El proyectista de un puente, por ejemplo, deber tener en cuenta que las uniones estarn sometidas a
cargas variables debidas al paso de los vehculos. Tambin pensar en un sistema de unin que sea lo ms
rpido y fcil posible. El hecho de que algunas uniones tengan que llevarse a cabo en obra puede ser un
factor limitativo. Por ello, aunque el soldeo en ngulo y a tope se emplee en gran extensin para la
fabricacin de vigas, puede especificar que ciertas uniones crticas de obra sean remachadas, con el nimo
de un buen control de calidad y facilidad de trabajo en situaciones difciles.
FIGURA 6
VIGA SOLDADA EN NGULO CON UNIONES DEL ALMA REMACHADAS
Por el contrario, el fabricante de vehculos se esforzar en la bsqueda de tcnicas de unin que puedan
ser introducidas en las lneas de fabricacin en serie, en las que se combinen la velocidad con la
reproducibilidad y fiabilidad.
La seleccin de un proceso de soldeo requiere un conocimiento previo de todos ellos y de sus
caractersticas y condicionamientos operativos. Con frecuencia pueden utilizarse varios procesos para un
determinado trabajo. El problema radica en seleccionar el ms conveniente en funcin de su operatividad y
costo. No obstante, estos dos factores pueden no ser totalmente compatibles y forzar una solucin de
compromiso. La eleccin debe de llevarse a cabo teniendo en cuenta las siguientes consideraciones:
1. El material o materiales a unir y su soldabilidad.
2. Tamao y complejidad de la soldadura.
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -40-
Rev.1 Mayo 05
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -41-
Rev.1 Mayo 05
3. Aplicaciones.
4. Lugar de fabricacin: taller o campo.
5. Estimacin de costos.
6. Capacitacin de los soldadores.
6.1. Propiedades del Material Base
La naturaleza, estado de tratamiento y forma de los materiales a ser soldados condicionan la eleccin del
proceso pues ste puede modificar, en funcin de sus caractersticas y de aquellos efectos metalrgicos y
mecnicos que potencialmente pueda llegar a generar, las propiedades fsicas y mecnicas del material y
su composicin qumica.
6.1.1. Propiedades fsicas
Generalmente, la soldabilidad es inversamente proporcional a la conductividad elctrica y trmica del
material. Si la conductividad elctrica es elevada no pueden ser utilizados procesos que aprovechan la
resistencia elctrica del material para generar calor (efecto J oule), por ejemplo, la soldadura por resistencia
elctrica por puntos (RSW). Si la conductividad trmica del material es alta deben de utilizarse
precalentamientos ms severos y procesos con un aporte energtico rns elevado.
Tiene tambin una influencia significativa el coeficiente de dilatacin trmica. Cuanto mayor es su valor,
mayores son las dilataciones y contracciones durante el soldeo y, en funcin de la rigidez de las partes a
unir, mayores sern las tensiones residuales generadas y las deformaciones.
6.1.2. Propiedades mecnicas
Los materiales se agrietan cuando son incapaces de soportar los esfuerzos a que estn sometidos. Su
capacidad a resistirlos est en funcin de su ductilidad, y la cuanta de aquellos depende del proceso de
soldeo utilizado. Los materiales que poseen durezas elevadas o limites elsticos altos son ms difciles de
soldar.
La seleccin de un material se hace en funcin de las condiciones a las que va a estar sometido en servi-
cio. Si durante la fabricacin de la estructura o elemento del que va a formar parte se le somete a un
proceso de soldeo, generalmente traumtico en si mismo porque supone calentamientos y enfriamientos
muy rpidos, puede alterarse considerablemente su microestructura y consecuentemente sus propiedades.
Si adems, se aade material de aportacin, normalmente de composicin qumica diferente al material
base, nos encontramos con dos zonas de caractersticas muy diferentes a las del material base. Una, la
zona del material base que estuvo sometida durante el soldeo a la temperatura necesaria, durante el tiempo
suficiente, como para experimentar transformaciones microestructurales, que recibe el nombre de ZONA
AFECTADA TERMICAMENTE (ZAT). La otra, el CORDON DE SOLDADURA, constituido por el material de
aportacin y la porcin del material base que se incorpora al bao de fusin y que, salvo que se someta a
un tratamiento trmico posterior, posee una estructura bruta de solidificacin.
Es fcil entrever que tanto el cordn de soldadura como la ZAT pueden llegar a presentar propiedades ta-
les como dureza, resistencia a la traccin, resiliencia, resistencia a la fluencia, resistencia al desgaste, resis-
tencia a la corrosin, etc., diferentes a las del material base.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -42-
Rev.1 Mayo 05
La microestructura de la ZAT depende del tiempo que el material permaneci por encima de la
temperatura de transformacin y de la velocidad de enfriamiento, la del cordn de soldadura de su velocidad
de enfriamiento.
Los procesos con rendimientos trmicos bajos, como es la soldadura oxiacetilnica, necesitan tiempos de
soIdeo prolongados, que producen zonas afectadas trmicamente de considerable anchura y tiempos eleva-
dos de permanencia a temperaturas por encima de la de transformacin.
La velocidad de enfriamiento depende en gran medida del proceso usado. En general, los procesos que
aportan una gran cantidad de energa dan lugar a velocidades de enfriamiento lentas. As, las velocidades
ms lentas de enfriamiento se consiguen en las soldaduras por electroescoria y oxiacetilnica. El arco
sumergido produce velocidades de enfriamiento intermedias entre estos y los procesos por arco con
electrodos revestidos y con gas. Las velocidades de enfriamiento ms elevadas se obtienen en las
soldaduras por haz de electrones y lser, procesos que producen volmenes de metal fundido pequeos
comparados relativamente con la superficie de las caras a ser unidas.
6.1.3. Composicin qumica
Las temperaturas de liquidus, solidus y la separacin entre ambas dependen de la composicin qumica y
son un factor ms a considerar. Si el intervalo de solidificacin (la regin slido-lquido del diagrama de fa-
ses) es grande, el tiempo de solidificacin se prolonga, permitiendo la segregacin de los elementos de
aIeacin e impurezas y dando lugar a que la ltima porcin de liquido en solidificar lo haga a temperatura
relativamente baja. Esta circunstancia conduce a que exista todava una parte del cordn de soldadura en
fase liquida cuando las tensiones debidas a la contraccin trmica de las partes a unir sean ya
considerables, pudiendo llegar a producirse una separacin de stas y originarse un agrietamiento. En estos
casos debe optarse por un proceso de soldeo sin fusin o tratar de conseguir velocidades de solidificacin
elevadas.
Algunas aleaciones contienen componentes de bajo punto de fusin que pueden llegar a evaporarse a las
temperaturas que es necesario alcanzar para fundir el material base. Por ejemplo, durante el soldeo de los
latones la vaporizacin de cinc puede dar lugar a la aparicin de porosidad, adems de producir vapores
txicos. Cuando las aleaciones de cobre poseen elementos voltiles como el cinc, cadmio y fsforo los
problemas pueden reducirse usando procesos con velocidades elevadas de soldeo y materiales de aporta-
cin con bajo contenido en estos elementos. En otras ocasiones, se acude a procedimientos que no produ-
cen la fusin del material base, como el soldeo fuerte.
Los metales altamente reactivos, como el titanio, aluminio y circonio son difciles de soldar, pues
producen xidos refractarios que llegan a interrumpir el proceso de soldeo. En stos debe optarse por
procesos que utilicen como proteccin del bao una atmsfera inerte para evitar su oxidacin. Adems,
estos procesos ofrecen la ventaja de no utilizar fundentes cuyos residuos pudieran dar lugar a fuentes
potenciales de corrosin.
6.1.4. Efectos producidos por el proceso de soldeo
La mayora de los procesos de unin requieren, en mayor o menor cuanta, el calentamiento del material
base, siendo ms elevado en aquellos que requieren la fusin de los mismos. Esta circunstancia puede lle-
gar a introducir cualquiera de los siguientes efectos:
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -43-
Rev.1 Mayo 05
- Tensiones residuales: Fundamentalmente se generan por la contraccin del metal liquido durante su
solidificacin y posterior enfriamiento. Pueden afectar a la geometra de la pieza y llegar a producir su
agrietamiento.
Crecimiento de grano y/o recristalizacin en la ZAT.
Modificaciones estructurales en la ZAT motivadas por las transformaciones de las fases presentes.
Disolucin y precipitacin de partculas, o un aumento del tamao de las ya precipitadas,
producindose cambios en el tamao, morfologa y distribucin del precipitado.
Disolucin de gases que pueden dar lugar a porosidad, compuestos qumicos y fragilidad, segn los
casos.
Fusin parcial localizada en los lmites de grano que provoca la fragilidad en caliente.
Todos estos efectos estn ntimamente relacionados con el proceso utilizado en funcin de las
caractersticas de la fuente trmica y del sistema de proteccin del bao empleados.
Los procesos que producen grandes cantidades de metal fundido inducen a la implantacin de tensiones
residuales mayores, mientras que aquellos que poseen un rendimiento trmico pequeo y necesitan
tiempos de soIdeo relativamente largos pueden provocar el crecimiento de grano y la modificacin de los
precipitados presentes.
La contaminacin atmosfrica del metal fundido puede reducir considerablemente las propiedades de la
soldadura. El agua procedente de la humedad ambiente se descompone en hidrgeno y oxgeno en el arco.
El hidrgeno produce fragilidad en los aceros y aleaciones de titanio, y porosidad en las aleaciones de
aluminio y cobre. El oxigeno y nitrgeno producen efectos perniciosos en la mayora de las aleaciones
industriales dando lugar a porosidad e inclusiones de xidos y nitruros. En los aceros inoxidables el
nitrgeno favorece la formacin de austenita, eliminando la ferrita delta que previene el riesgo de
agrietamiento en caliente.
La pureza del metal depositado depende del proceso de soldeo utilizado. Los cordones ms limpios se
obtienen en el soldeo por haz de electrones por llevarse a cabo en vaco. No obstante, la gran mayora de
los procesos por fusin utilizan como medios de proteccin gases o fundentes. El soldeo por arco con gas y
arco-plasma utilizan helio y argn como gases inertes protectores. Cuando estos gases estn en buenas
condiciones aslan perfectamente el metal fundido.
En el soldeo con gas de los aceros se utilizan gases reactivos, que contienen entre 1% y 5% de oxigeno y
hasta 25% de dixido de carbono para mejorar la transferencia del metal de aportacin, estabilizar el arco y
abaratar costos. Los metales de aportacin usados en este caso deben contener elementos desoxidantes
(aluminio, titanio o circonio) para prevenir la porosidad y la oxidacin de los elementos de aleacin
presentes en el metal fundido.
Los procesos por arco con electrodos revestidos, arco sumergido, electroescoria e hilo tubular, utilizan
fundentes como agentes protectores. Son sustancias complejas que se descomponen y se funden durante
el soIdeo produciendo una atmsfera gaseosa sobre el bao fundido y una escoria lquida cuya densidad y
punto de fusin son inferiores al metal lquido para permitir que flote y permanezca lquida mientras el metal
solidifica, protegindolo una vez se ha disipado la atmsfera protectora creada. Adems, la escoria lquida
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -44-
Rev.1 Mayo 05
reacciona con el metal fundido modificando sus contenidos de oxgeno, nitrgeno, azufre, manganeso y
otros elementos de aleacin.
Los procesos que utilizan fundentes como elementos protectores necesitan que entre pasada y pasada, y
durante el soIdeo, se extraiga la escoria solidificada para que sta no quede atrapada entre cordones y
disminuya las caractersticas de la unin soldada.
6.2. Tamao y Complejidad de la Soldadura
Otro aspecto importante a tener en cuenta, a la hora de la eleccin del proceso, es el tamao y
complejidad de la soldadura a ejecutar. Son factores a considerar el espesor de las chapas o piezas a unir,
la posicin en que se ha de llevar a cabo la ejecucin de la soldadura, la longitud del cordn y la
preparacin de los bordes de la unin.
La unin de piezas de espesores elevados aconseja la utilizacin de procesos con alto aporte de energa
y gran penetracin, tales como arco sumergido, electroescoria o la soldadura por termita. Inversamente,
para espesores finos deben emplearse procesos con aporte de energa bajo y fcilmente regulable, como
son el de por arco con electrodo de volframio y el arco plasma.
La posicin de la soldadura afecta severamente la seleccin del proceso. Por ejemplo, la soldadura bajo
techo no puede efectuarse con procesos que produzcan grandes volmenes de metal fundido, como son
arco sumergido y electroescoria, limitados por sus propios condicionamientos a las posiciones plana o
vertical, respectivamente, ni arco con electrodo revestido empleando electrodos que no han sido diseados
para esta posicin. Otros procesos, como la soldadura por friccin, exigen que al menos una de las partes a
ser unidas pueda ser sometida a rotacin.
Cuando tienen que fabricarse grandes series y las condiciones de las soldaduras lo permiten, debe de
optarse por procesos que permitan la automatizacin y robotizacin a fin de abaratar costos.
6.3. Lugar de fabricacin
No todos los procesos de soldeo tienen la misma versatilidad, algunos pueden ser empleados en casi
todos los lugares y medios ambientes, mientras el uso de otros est limitado porque requieren instalaciones
y equipos complejos.
La seleccin para una localizacin determinada viene condicionada por factores como: medio ambiente,
movilidad de los equipos, disponibilidad de energa elctrica, agua, aire, otros gases, etc.
El soldeo por arco con electrodo revestido es el ms simple y verstil de todos los procesos. El equipo
necesario se reduce a una fuente de energa elctrica, que puede ser un generador autnomo, los cables y
la pinza. Este proceso se utiliza ampliamente en fabricacin y reparaciones, indistintamente, en el taller y en
el campo.
El arco sumergido se ha empleado como complemento del electrodo revestido, tanto en el taller corno el
campo, en aquellos trabajos que permitan la mecanizacin y automatizacin del proceso.
El soldeo por arco con gas utiliza alambre continuo en bobina que supone, al menos, una
semiautomatizacin del proceso. Aunque el equipo es algo ms complejo que el de electrodo revestido, es
tambin transportable con relativa facilidad.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -45-
Rev.1 Mayo 05
Ultimamente, el soldeo por arco con electrodo de volframio se ha desarrollado como un proceso comple-
mentario al de electrodo revestido, especialmente para uniones de aluminio, magnesio, titanio y otros meta-
les refractarios y para aquellas soldaduras que requieren una elevada calidad.
La utilizacin del soldeo por resistencia est limitada a la fbrica, debido a la energa elctrica necesaria y
las caractersticas de los equipos.
El soldeo por electroescoria se aplica slo a uniones a tope, en posicin vertical o prxima a sta, y a
chapas a partir de espesores relativamente gruesos. El equipo necesario y las instalaciones limitan a este
proceso a ser utilizado en taller, aunque se han llevado a cabo soldaduras en el campo para la fabricacin
de grandes tanques de almacenamiento.
El soldeo blando y fuerte, en su aplicacin manual, emplea equipos sencillos y fcilmente transportables
que permite su aplicacin en cualquier lugar.
Los equipos utilizados en los procesos de haz de electrones y por rayo lser, limitan su utilizacin a locali-
zaciones fijas, lo mismo que sucede con aquellos empleados en la soldadura por chisporroteo, friccin y
difusin.
Existen cuatro mtodos de aplicacin de los procesos de soldeo, para lo que hay que tener en cuenta si
las funciones principales (mantenimiento del arco, alimentacin del metal de aporte, desplazamiento del
arco y seguimiento de la unin) las efecta un operario o una mquina.
Estos cuatro mtodos son.
Manual
El operario controla todas las funciones.
Semiautomtico
La mquina mantiene el arco y alimenta el metal de aporte; el operario controla el
desplazamiento y la longitud del arco.
Mecanizado
La mquina mantiene el arco, alimenta el metal de aporte y controla la velocidad de
desplazamiento; el operario dirige el arco y normalmente controla la operacin.
Automtico
La mquina tiene el control total del proceso. El operador, normalmente, slo carga y descarga la
mquina y establece el inicio del ciclo de soldeo.
La tabla 4 indica los posibles mtodos de aplicacin de los procedimientos de soldeo por fusin ms
utilizados. Por ejemplo, el soldeo con electrodos revestidos se considera generalmente como un
procedimiento manual, pero puede mecanizarse o automatizarse mediante el empleo de alimentadores por
gravedad. El soldeo por arco protegido por gas y con alambres tubulares se efectan, por lo general, de
forma semiautomtica, no pueden aplicarse de forma manual, pero s pueden emplearse de forma
mecanizada o automtica. Los procedimientos de soldeo por arco sumergido, rayos lser y haz de
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -46-
Rev.1 Mayo 05
electrones se utilizan, normalmente, de forma mecanizada pero pueden tambin emplearse de forma
totalmente automtica.
MTODO DE APLICACIN PROCESO DE
SOLDEO Manual Semiautomtico Mecanizado Automtico
311 - OFW Ms usual No utilizado Poco usado Poco usado
111 - SMAW Ms usual No utilizado No utilizado Casos
especiales
141 - GTAW y 151 -
PAW
Ms usual Posible, pero raro Utilizado Utilizado
121 - SAW Imposible Poco usado Ms usual Usual
131/135 - GMAW y
136/137 - FCAW
Imposible Ms usual Utilizado Usual
51 - EBW Imposible Imposible Ms usual Utilizado
52 - LBW Imposible Imposible Ms usual Utilizado
TABLA 4
MTODOS DE APLICACIN DE ALGUNOS PROCESOS DE SOLDEO
6.4. Estimacin de costes
En el uso industrial, cada proceso tiene un rea de aplicacin donde ofrece ventajas econmicas, pero
las reas son amplias y presentan solapamientos considerables sobre todo en los procesos por arco
elctrico y electrodo consumible.
Muchos fabricantes disponen de varios procesos de soldeo. Es importante la eleccin adecuada para
cada aplicacin a fin de obtener el mnimo costo.
La importancia relativa de la seleccin de un proceso, como un factor del coste total, se entiende
fcilmente cuando se evala unido a otros factores: mano de obra, materiales consumibles, coste del
equipo, velocidades de deposicin, tiempo real de soldeo, calidad de la soldadura, gastos generales, etc. El
proceso es un medio para conseguir un fin y representa una variable en el coste total, ya que varios
procesos pueden conducir al mismo resultado.
El coste est ntimamente relacionado con el tipo, cantidad y calidad del producto. Se pueden obtener
grandes producciones con costes muy bajos en ciertos procesos de soldeo por resistencia automatizados,
pero los equipos son caros y exigen una gran inversin. Podran obtenerse resultados econmicos finales
parecidos con costes ms elevados por soldadura y menor inversin. Esta circunstancia enfatiza el hecho
de que el proceso representa una variable importante en la determinacin del coste total de las operaciones
de soldeo.
6.5. Aplicaciones
La eleccin del proceso de soldeo depende, en gran medida, del tipo de trabajo a realizar. Existe un
conjunto de cdigos y normas que delimitan los diferentes campos y condiciones de aplicacin de los
distintos procesos.
Para la construccin de estructuras, edificios y puentes, suelen utilizarse generalmente los procesos con
electrodo revestido, arco sumergido y con gas. En la construccin en fbrica de recipientes a presin, tan-
ques de almacenamiento y tuberas, que suponen un gran porcentaje del campo de aplicacin de la
soldadura, cuyo destino son las industrias del petrleo, petroqumica, qumica y produccin de energa, la
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -47-
Rev.1 Mayo 05
eleccin del proceso viene delimitada por el diseo, costes y los cdigos y normas que rigen la fabricacin.
En el campo, los procesos utilizados ms frecuentemente son con electrodo revestido y con electrodo de
volframio, con aplicaciones limitadas del arco sumergido y con gas.
En la construccin naval el proceso ms utilizado es el de electrodo revestido aunque crecen progresiva-
mente las aplicaciones del arco sumergido y con gas. En algunos casos especficos tambin se utiliza el de
electroescoria.
La industria aeronutica y aerospacial utiliza fundamentalmente el soldeo por arco con electrodo de
volframio, debido a los materiales empleados, produccin y los requerimientos de calidad exigidos.
En las industrias del automvil y ferrocarril se usan todos los procesos de soIdeo a causa de los muchos
tipos de materiales y las mltiples aplicaciones a que se destinan. En las cadenas de montaje de
automviles se emplea bsicamente el soldeo por resistencia y en la industria del ferrocarril los procesos
con electrodo revestido, con gas y arco sumergido. En el tendido de las vas frreas se emplea
especficamente el soldeo por termita.
PROCEDIMIENTO APLICACIONES
Soldeo por gas (311 - OFW) Chapas finas, chapas y tuberas de aceros al carbono y de baja aleacin.
Fundiciones de hierro. Aleaciones de cobre, nquel, aluminio o zinc.
Soldeo con electrodos
revestidos (111 - SMAW) y
con alambres tubulares
(136/137 - FCAW)
Tanques de almacenamiento, barcos, estructuras de edificios, puentes,
maquinaria, tuberas y recipientes a presin fabricados con aceros al
carbono y de baja aleacin, aceros de alta resistencia, aceros inoxidables
y aleaciones resistentes al calor.
Soldeo por arco protegido con
gas (131/135 - GMAW)
Las mismas que el procedimiento anterior, adems de aleaciones de
cobre, aluminio, titanio y materiales refractarios.
Soldeo por arco sumergido
(121 - SAW)
Secciones gruesas de aceros al carbono, aceros de baja aleacin y aceros
inoxidables.
Soldeo por arco protegido con
gas con electrodo de volframio
(141 - GTAW) y soldeo por
plasma (151 - PAW)
Prcticamente todos los metales y aleaciones de seccin delgada y donde
se precisa una soldadura de elevada calidad.
Soldeo por haz de electrones
(51 - EBW) y por rayo lser
(52 - LBW)
Prcticamente todos los metales y aleaciones, soldaduras estrechas y
profundas en secciones gruesas, soldadura de lminas finas y donde se
precise un buen control. Se emplean en la industria del automvil,
aeroespacial, electrnica y productos de consumo.
TABLA 5
APLICACIONES DE LOS PROCEDIMIENTOS DE SOLDEO POR FUSIN MS UTILIZADOS
6.6. Capacitacin de los soldadores
Otro factor a valorar en la seleccin es el nivel de capacitacin de los soldadores disponibles en cada uno
de los procesos a utilizar.
Muchas de las aplicaciones han de efectuarse de acuerdo con las normas y cdigos especficos que exi-
gen la cualificacin de los soldadores u operadores de mquinas de soldeo.
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -48-
Rev.1 Mayo 05
SOLDEO POR ARCO OTROS PROCESOS CRITERIO DE
SELECCIN SMAW FCAW GMAW SAW GTAW PAW OFW EBW LBW
Consideraciones de diseo
Estructura principal
Estructura secundaria
No crtico
Metales disimilares
B
A
A
B
B
A
A
B
B
A
A
B
B
B
B
C
A
B
C
A
A
B
C
A
C
B
B
C
A
B
B
A
A
B
B
A
Configuracin de la unin
A tope
En T
En bordes
En ngulo
A
A
B
B
A
A
B
B
A
A
B
B
A
B
C
C
A
B
A
B
A
B
A
B
A
B
B
B
A
B
A
C
A
B
A
C
Posicin de soldeo A A A C A A B C B
Portabilidad del equipo 3 3 3 3 3 3 4 1 1
Coste 1 2 2 3 2 2 1 4 4
Factor de operacin 1 3 3 4 2 2 2 4 4
Velocidad de aportacin 2 3 3 4 1 1 1 1 1
Aprovechamiento del metal de
aporte
1
2
3
4
4
4
3
4
4
Espesores a soldar, mm
0,02 a 0,5
0,5 a 1,25
1,25 a 2,5
2,5 a 6
6 a 12
12 a 24
24 a 60
>60
Gruesos a delgados
D
C
B
B
A
A
A
A
B
D
C
C
B
A
A
A
A
B
D
B
B
A
A
A
A
A
B
D
D
D
C
B
B
A
A
C
B
A
A
A
B
C
C
C
A
B
A
A
A
B
C
C
C
A
D
B
B
B
B
B
C
C
B
A
A
A
A
A
A
A
A
A
A
A
A
A
B
C
C
D
A
Material a soldar
Acero carbono
Acero baja aleacin
Acero alta resistencia
Acero inoxidables, Serie 300
Aluminio
A
B
B
B
D
A
B
B
B
B
A
B
B
B
B
A
B
B
B
D
B
B
B
A
A
B
B
B
A
A
B
C
D
C
C
C
B
B
A
A
B
B
C
A
C
A Ms adecuado, B Satisfactorio, C Uso restrigido, D No recomendado
1 El ms bajo, 4 El ms alto.
TABLA 6
GUA GENERAL PARA SELECCIONAR UN PROCESO DE SOLDEO POR FUSIN
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -49-
Rev.1 Mayo 05
PROCESO DE SOLDEO (AWS)
GMAW B
MATERIAL
E
S
P
E
S
O
R
S
M
A
W
S
A
W
S
T
B P S F
C
A
W
G
T
A
W
P
A
W
E
S
W
E
G
W
R
W
F
W
O
F
W
D
F
W
F
R
W
E
B
W
L
B
W
T
B
F
B
I
B
R
B
D
B
I
R
B
D
F
B
S
Acero
carbono
S
I
M
T
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X
X
X
X
X
X
Acero baja
aleacin
S
I
M
T
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X X X
X
X
X
X
X
Acero
inoxidable
S
I
M
T
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X X X
X
X
X
X
X
Acero
fundido
I
M
T
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Nquel y
sus
aleaciones
S
I
M
T
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X X X
X
X
X
X
X
Aluminio y
sus
aleaciones
S
I
M
T
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X X
X
X
X X
X
X
X
X
X
Titanio y
sus
aleaciones
S
I
M
T
X
X
X
X
X
X
X
X
X
X
X X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X X
X
X
X
Cobre y sus
aleaciones
S
I
M
T
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X X
X
X
X
X
X
X
X
Magnesio y
sus
aleaciones
S
I
M
T
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
Aleaciones
refractarias
S
I
M
T
X
X
X
X X X
X
X
X
X
X
X
X
X
X X X X
X
CDIGO DEL PROCESO
SMAW: Soldeo por arco con electrodo
revestido
SAW: Soldeo por arco sumergido
GMAW: Soldeo por arco con gas (ST.- Arco
spray; B.- Arco globular; P.- Arco pulsado;
S.- Cortocircuito)
FCAW: Soldeo por arco con alambre
tubular
GTAW: Soldeo por arco con electrodo de
volframio
PAW: Soldeo por arco plasma
ESW: Soldeo por electroescoria
EGW: Soldeo por electrogas
RW: Soldeo por resistencia
FW: Soldeo por chisporroteo
OFW: Soldeo oxigs
DFW: Soldeo por difusin
FRW: Soldeo por friccin
EBW: Soldeo por haz de
electrones
LBW: Soldeo por rayo lser
B: Soldeo fuerte
S: Soldeo blando
ESPESORES
S Chapa fina: hasta 3 mm
I Chapa intermedia: 3 a 6 mm
M Chapa de espesor medio: 6 a
19 mm
T Chapa de espesor fuerte:
superior a 19 mm
X - Recomendado
TABLA 7
RECOMENDACIONES GENERALES DE UTILIZACIN DE LOS PROCESOS DE SOLDEO
ASOCIACIN ESPAOLA DE SOLDADURA Y TECNOLOGAS DE UNIN
-CURSO DE FORMACIN DE INGENIEROS EUROPEOS/INTERNACIONALES DE SOLDADURA- Tema 1.1 -50-
Rev.1 Mayo 05
7.- BIBLIOGRAFA
F.A. CALVO. "La Espaa de los Metales. Notas para una historia". CENIM. Madrid. 1964.
F.A. CALVO Y J .M. GUILLEMANY. "La Metalurgia desde su historia". A.T.E.T. Madrid. 1984.
DAVIES A.C. "Welding Science and Technology". Cambridge Universtiy Presa.
HISTORIA DE LA HUMANIDAD. (UNESCO). Editorial Planeta. 1979.
P.T. HOULDCROFT. "Tecnologa de los procesos de soldadura". Biblioteca CEAC de Mecnica. 1980.
J .F. LANCASTER. "The Metallurgy of Welding Brazing and Soldering
1
'. George Alen and Unwin Ltd. Lon-
dres. 1965.
METALS HAN DBOOK.
9
e Edicin. Amercian Society for Metals. 1983.
M. REINA GOMEZ. "Soldadura de los aceros. Aplicaciones". Grficas Lormo. Madrid. 1988.
SINDO KOU. "Welding Metallurgy". J ohn Wily and Sons. N.Y. 1987.
THE PROCEDURE HANDBOOK OF ARC WELDING. The Lincoln Electric Company. 1973.
R.F. TYLECOTE. "The Prehistory of Metallurgy in the British Isles". The Institute of Metals. Londres. 1986.
R.F. TYLECOTE. "A History of Metallurgy". The Metals Society. Londres. 1976.
WELDING HAN DBOOK. 8' Edicin. American Welding Society. 1987.
También podría gustarte
- Elaboración de Durazno en AlmibarDocumento3 páginasElaboración de Durazno en Almibarmikisime74% (23)
- Caso Caso Coca Logística InversaDocumento13 páginasCaso Caso Coca Logística InversaFanny Jaime Sanchez75% (4)
- IWE - Tema 1.1 Introducción General PDFDocumento79 páginasIWE - Tema 1.1 Introducción General PDFCesar Ramos100% (2)
- Tema 15 - Procesos de Corte y Preparación de Bordes PDFDocumento122 páginasTema 15 - Procesos de Corte y Preparación de Bordes PDFElmar Cuellar75% (4)
- Pintura ElectrostaticaDocumento4 páginasPintura ElectrostaticaPercyAlexanderAún no hay calificaciones
- Nique y Aleaciones de NiquelDocumento106 páginasNique y Aleaciones de NiquelRodrigo CarizAún no hay calificaciones
- Analisis MetalograficosDocumento42 páginasAnalisis MetalograficosRodrigo CarizAún no hay calificaciones
- 3.06. Comportamiento de Estructuras Soldadas Bajo Diferentes CargasDocumento139 páginas3.06. Comportamiento de Estructuras Soldadas Bajo Diferentes CargasRENZO RAI RIOS ROQUEAún no hay calificaciones
- Dra Calleja Salud Gestacion HomeopatiaDocumento4 páginasDra Calleja Salud Gestacion HomeopatiaPara EmhAún no hay calificaciones
- Aceros y FundicionesDocumento29 páginasAceros y FundicionesCristhian MezaAún no hay calificaciones
- IWE - Tema 2.21.titanio y Otros Metales y Aleaciones - Rev4Documento51 páginasIWE - Tema 2.21.titanio y Otros Metales y Aleaciones - Rev4Marco AntonioAún no hay calificaciones
- Fallas en Acero para Herramientas (w1) Tratado Termicamente Con Temple y RevenidoDocumento5 páginasFallas en Acero para Herramientas (w1) Tratado Termicamente Con Temple y RevenidoSandraAún no hay calificaciones
- 6 - Introducción Al Proceso de Soldeo Con Protección Gas PDFDocumento91 páginas6 - Introducción Al Proceso de Soldeo Con Protección Gas PDFIñaki JaritAún no hay calificaciones
- Revista Cesol 152 Ocultos WEBDocumento80 páginasRevista Cesol 152 Ocultos WEBLuisAún no hay calificaciones
- Proyecto Final Casos-GruposDocumento1 páginaProyecto Final Casos-GruposDavid MariateguiAún no hay calificaciones
- 1 Fabricacion y Denominacion de Los AcerosDocumento41 páginas1 Fabricacion y Denominacion de Los AcerosEdson Eduardo Medina de la Cruz100% (2)
- Inspeccion de SolDocumento48 páginasInspeccion de Solkevin moreiraAún no hay calificaciones
- IWE - Tema 2.19.níquel y Aleaciones de Níquel - Rev4Documento117 páginasIWE - Tema 2.19.níquel y Aleaciones de Níquel - Rev4Marco AntonioAún no hay calificaciones
- Corrosión Metálica en ConstrucciónDocumento172 páginasCorrosión Metálica en ConstrucciónMiguel Angel GarciaAún no hay calificaciones
- Documento ICS26Documento32 páginasDocumento ICS26RAMIRO GARCIA CANCELAAún no hay calificaciones
- Indicadores de Gestión de MantenimientoDocumento7 páginasIndicadores de Gestión de MantenimientoSta Cruz Saya Lmr JohnAún no hay calificaciones
- Documento ICS11Documento26 páginasDocumento ICS11RAMIRO GARCIA CANCELAAún no hay calificaciones
- RecubrimientosDocumento48 páginasRecubrimientosRodrigo CarizAún no hay calificaciones
- Mccu-206 Material 003Documento44 páginasMccu-206 Material 003manuel bolivarAún no hay calificaciones
- Introducción Al Soldeo Por Arco Protegido Con Gas (I) PDFDocumento26 páginasIntroducción Al Soldeo Por Arco Protegido Con Gas (I) PDFnagola10100% (1)
- La Soldadura Por Fricción - AgitacionDocumento8 páginasLa Soldadura Por Fricción - AgitacionlauramurilloAún no hay calificaciones
- IWE - Tema 3.2 Fundamento de La Resistencia de Materiales - Rev4Documento68 páginasIWE - Tema 3.2 Fundamento de La Resistencia de Materiales - Rev4Marco AntonioAún no hay calificaciones
- Arco MetalDocumento125 páginasArco MetalAnonymous KyKRtwh6Aún no hay calificaciones
- IWE - Tema 1.2. Rev3 - DEF OXIGASDocumento40 páginasIWE - Tema 1.2. Rev3 - DEF OXIGASJorge HernándezAún no hay calificaciones
- Tesis: Universidad Nacional Daniel Alcides Carrión Facultad de IngenieríaDocumento113 páginasTesis: Universidad Nacional Daniel Alcides Carrión Facultad de Ingenieríacarlosv2806Aún no hay calificaciones
- UD16 Rev02Documento71 páginasUD16 Rev02Melvinia ShieldsAún no hay calificaciones
- Soldadura de Construcciones Metálicas PDFDocumento131 páginasSoldadura de Construcciones Metálicas PDFDavid Quispe LlachiAún no hay calificaciones
- SoldabilidadDocumento65 páginasSoldabilidadelkin GomezAún no hay calificaciones
- Homologacion de Procedimiento de SoldaduraDocumento106 páginasHomologacion de Procedimiento de SoldaduraAlvaro GapAún no hay calificaciones
- 1E-Fenómenos de AgrietamientoDocumento37 páginas1E-Fenómenos de AgrietamientoAlfredo BigolottiAún no hay calificaciones
- Qué Diferencias Poseen Los Aceros Inoxidables Entre SiDocumento3 páginasQué Diferencias Poseen Los Aceros Inoxidables Entre SiluisAún no hay calificaciones
- Clasificacion de Los AcerosDocumento17 páginasClasificacion de Los AcerosESTUARDO MAMANI TORRESAún no hay calificaciones
- U4-Soldabilidad Aceros Al CarbonoDocumento18 páginasU4-Soldabilidad Aceros Al CarbonoRoberto DavisAún no hay calificaciones
- tallernnPROCESOSnDEnCORTEnaprendiz 5362748a164aa9cDocumento56 páginastallernnPROCESOSnDEnCORTEnaprendiz 5362748a164aa9cServimas PC100% (1)
- Seguridad en El TallerDocumento46 páginasSeguridad en El TallerYeiby LandinezAún no hay calificaciones
- Tema 8. Tratamientos TérmicosDocumento22 páginasTema 8. Tratamientos TérmicosMonx RegnumAún no hay calificaciones
- 08 Um Metalurgia Fisica de La Soldadura PDFDocumento140 páginas08 Um Metalurgia Fisica de La Soldadura PDFSamuelOsedaAún no hay calificaciones
- 2 Ensayos Mecanicos y Su Aplicacion A La Caracterizacion de Uniones Soldadas PDFDocumento69 páginas2 Ensayos Mecanicos y Su Aplicacion A La Caracterizacion de Uniones Soldadas PDFJhon Castro100% (1)
- Metalurgia de La Soldadura ActualizDocumento148 páginasMetalurgia de La Soldadura ActualizAnonymous qMLK5yxZsFAún no hay calificaciones
- Manual de Corte y Amolado de TuberíasDocumento82 páginasManual de Corte y Amolado de TuberíasJhonatan Salcedo JsgAún no hay calificaciones
- Alineación de Presicion LaserDocumento73 páginasAlineación de Presicion LaserChelo RomeroAún no hay calificaciones
- Procesos de Soldadura Modulo 1Documento80 páginasProcesos de Soldadura Modulo 1EnderAún no hay calificaciones
- Curso de Soldadura 1ADocumento100 páginasCurso de Soldadura 1AJhon JunesAún no hay calificaciones
- Documento ICS25Documento32 páginasDocumento ICS25RAMIRO GARCIA CANCELAAún no hay calificaciones
- Cesol 161 MayoAgosto2020 REVISTA OcultosDocumento50 páginasCesol 161 MayoAgosto2020 REVISTA OcultosJorge HernándezAún no hay calificaciones
- Diaz Jorge Analisis Falla Ejes Equipos IndustrialesDocumento109 páginasDiaz Jorge Analisis Falla Ejes Equipos IndustrialesReinaldo Javier Ramirez ValienteAún no hay calificaciones
- Unidad 19Documento22 páginasUnidad 19pmendonça_18Aún no hay calificaciones
- Programa de Capacitación Senati MIG MAGDocumento3 páginasPrograma de Capacitación Senati MIG MAGГуставо Аранда МендосаAún no hay calificaciones
- Formato QW-482Documento3 páginasFormato QW-482Jason PalmerAún no hay calificaciones
- Mantenimiento de Grupos ElectrogenosDocumento66 páginasMantenimiento de Grupos ElectrogenosEdwin Torres100% (2)
- Mecd Mecd-408 Material 002Documento131 páginasMecd Mecd-408 Material 002luis ordoñez rodriguezAún no hay calificaciones
- Propuesta Escuela de Soldadores SALFA - Kupfer - LincolnDocumento13 páginasPropuesta Escuela de Soldadores SALFA - Kupfer - LincolnGermánZapataNahuelAún no hay calificaciones
- Cisold Sap Guia IntroductoriaDocumento61 páginasCisold Sap Guia Introductoriaingwilson75Aún no hay calificaciones
- Aceros Debilmnte Aleados Resistente A Bajas TemperaturasDocumento44 páginasAceros Debilmnte Aleados Resistente A Bajas TemperaturasRodrigo Cariz100% (2)
- Documento ICS1Documento14 páginasDocumento ICS1RAMIRO GARCIA CANCELAAún no hay calificaciones
- IWE - Tema 1.1. Rev4 - DEF POSICIONESDocumento79 páginasIWE - Tema 1.1. Rev4 - DEF POSICIONESJorge HernándezAún no hay calificaciones
- IWE - Tema 1.1. Rev5Documento79 páginasIWE - Tema 1.1. Rev5Andrea FPresaAún no hay calificaciones
- Introducción A La Tecnología de Soldeo (I)Documento32 páginasIntroducción A La Tecnología de Soldeo (I)Israel Díaz Villacañas100% (1)
- Trabajo EscritoDocumento24 páginasTrabajo Escritoapi-241892690Aún no hay calificaciones
- T-3-11-Rev 1Documento29 páginasT-3-11-Rev 1Elmar CuellarAún no hay calificaciones
- Introducción A Las Tecnologías de La Soldadura PDFDocumento52 páginasIntroducción A Las Tecnologías de La Soldadura PDFElmar CuellarAún no hay calificaciones
- Procesos Especiales de Soldadura 04Documento101 páginasProcesos Especiales de Soldadura 04Elmar CuellarAún no hay calificaciones
- Procesos Especiales de Soldadura 01Documento76 páginasProcesos Especiales de Soldadura 01Elmar CuellarAún no hay calificaciones
- Soldadura Por Resistencia 01Documento180 páginasSoldadura Por Resistencia 01Elmar Cuellar0% (1)
- Análisis de Escenarios de Cambio Climático en AsturiasDocumento108 páginasAnálisis de Escenarios de Cambio Climático en AsturiasmarcvenzAún no hay calificaciones
- Exposición MetaloidesDocumento33 páginasExposición MetaloidesGuadalupe CalderónAún no hay calificaciones
- Imagen de Hombre y Mujer en Revistas MasculinasDocumento15 páginasImagen de Hombre y Mujer en Revistas MasculinasDavid Garcia CanoAún no hay calificaciones
- Apuntes GeofisicaDocumento16 páginasApuntes GeofisicaEli MataAún no hay calificaciones
- Efectos de Sonido CaserosDocumento8 páginasEfectos de Sonido CaserosGeoeliezer AcAún no hay calificaciones
- C60T161A7M.INDUCCION 5G. ESPAÑOL - Servicio Tecnico FagorDocumento29 páginasC60T161A7M.INDUCCION 5G. ESPAÑOL - Servicio Tecnico FagorServicio Técnico FagorAún no hay calificaciones
- Informe 11 Analsis TerminadoDocumento15 páginasInforme 11 Analsis TerminadoCesar Arrunategui TorresAún no hay calificaciones
- Capacitación Básica Explosivos FamesaDocumento39 páginasCapacitación Básica Explosivos FamesaIsakRiveraAún no hay calificaciones
- LAB 3 Maduracion Artificial de FrutasDocumento28 páginasLAB 3 Maduracion Artificial de FrutasElvia Gómez Villacorta67% (3)
- Informe Sobre Visita Al SenaDocumento7 páginasInforme Sobre Visita Al SenaSebastian HoyosAún no hay calificaciones
- Folleto Fenologia Site ProduceDocumento51 páginasFolleto Fenologia Site ProduceTomas Aguilar Aranda100% (1)
- Análisis Sensorial de Los Alimentos - Artículo EncrucijadasDocumento18 páginasAnálisis Sensorial de Los Alimentos - Artículo EncrucijadasAlejandra Beatriz PicalloAún no hay calificaciones
- ILWISDocumento71 páginasILWISMich HuaynocaAún no hay calificaciones
- Ficha Técnica Masilla Plástica LITEFLEX V202 092018Documento1 páginaFicha Técnica Masilla Plástica LITEFLEX V202 092018eriopelleAún no hay calificaciones
- Manual de Aplicación Magnaflux (Español)Documento2 páginasManual de Aplicación Magnaflux (Español)patolazoAún no hay calificaciones
- Unidad 1. Etapa 2 Describir El ProductoDocumento6 páginasUnidad 1. Etapa 2 Describir El ProductoVivian Liseth Rodriguez Rey100% (1)
- De Sousa 2005 Quo Vadis PlanificaciónDocumento20 páginasDe Sousa 2005 Quo Vadis PlanificaciónAntonio_H.Aún no hay calificaciones
- Diseño Molde para Hornear TortasDocumento13 páginasDiseño Molde para Hornear TortasindianarondonAún no hay calificaciones
- IrrigacionesDocumento44 páginasIrrigacioneshumels samata condoriAún no hay calificaciones
- Elaboracion de CajetaDocumento8 páginasElaboracion de CajetaFa GonzalezAún no hay calificaciones
- LaminadoDocumento31 páginasLaminadoJonathan Elias MoralesAún no hay calificaciones
- Certificados de Calidad de Productos ParaisoDocumento23 páginasCertificados de Calidad de Productos ParaisoLisbeth Choquepuma ViverosAún no hay calificaciones
- Informe DurezaDocumento13 páginasInforme DurezaDa'vid FernandezAún no hay calificaciones
- AAL15Documento313 páginasAAL15Isaias Carlos Olivares PizarroAún no hay calificaciones
- Cun I CulturaDocumento56 páginasCun I CulturaBrayan Enrique BurgosAún no hay calificaciones
- WASSERMANN-El Estudio de CasosDocumento9 páginasWASSERMANN-El Estudio de CasosanalugoyaAún no hay calificaciones
- Presentacion Comercial - Tecnica KTM 390 DukeDocumento55 páginasPresentacion Comercial - Tecnica KTM 390 Dukecuervo89Aún no hay calificaciones