AUTOR: T.S.U.
OMAR UZCATEGUI
ASME CERTIFICADO N 8439903
MODULO 1
FEBRERO 2015
�DEFINICIONES
DEFINICIONES DE TERMINOS DE SOLDADURA
Las definiciones de trminos de soldadura aparecen en
PDVSA PI-06-01-01 y normalizados en AWS A3.0, con
el propsito de crear un vocabulario tcnico comn,
para las comunicaciones orales y escritas.
ACEROS
Aleaciones base hierro (Fe) con contenidos de carbono <2%
ALTA ALEACIN
Aceros cuyo contenido de elementos aleantes supera el 8%
BAJA ALEACIN
Aceros cuyo contenido de elementos aleantes no supera el 5%
�DEFINICIONES
CARBONO EQUIVALENTE
Medida de la tendencia al agrietamiento en aceros al carbono y
de baja aleacin (Soldabilidad)
ELECTRODO
Forma de material de relleno para soldar, que conduce corriente
elctrica al iniciar el arco de soldadura (Puede o no dejar aporte)
ELECTRODO DE BAJO HIDRGENO
Electrodo cuyo depsito sea menor a 5 ml /100 g de hidrgeno
difusible o cuyos contenidos de humedad en el revestimiento no
exceda 0.2% en peso (ASME Seccin II tabla 11)
ELEMENTOS ALEANTES
Elementos agregados con propsitos predeterminados (No incluye
impurezas latentes)
�DEFINICIONES
EWTH
Electrodo de wolframio o tungsteno no consumible.
EWTH-2
Electrodo de wolframio o tungsteno no consumible con 2% de
torio como aleante
MXIMA TEMPERATURA ENTRE PASES
Temperatura ms alta que puede aplicarse a cualquier pase
diferente al pase de raz
MATERIALES FERROSOS
Materiales con contenidos de Hierro (Fe) superiores a 50%
�DEFINICIONES
MNIMO PRECALENTAMIENTO
Temperatura ms baja del metal base antes de iniciar los
procesos de soldadura (En ningn caso se acepta inferior a 10 C
(50 F))
NMERO DE A
Agrupacin de los depsitos de soldadura en base a la
composicin qumica resultante (Viene de Analysis) Puede
obtenerse mediante cartas del fabricante de electrodos o
depsitos, o de anlisis qumicos de las muestras (ASME IX
QW-442)
NMERO DE F
Agrupacin de electrodos o aportes segn sus caractersticas de
uso y el grado de dificultad en su aplicacin (Viene de Filler Metal)
Determinan fundamentalmente la habilidad del soldador (ASME
IX QW-432)
�DEFINICIONES
NMERO DE P
Es una agrupacin de materiales de ASME basado en sus
propiedades mecnicas, composicin qumica y soldabilidad
similar mas no idntica (Parent Material), Creados para
reducir el N de procedimientos de soldadura a ser calificados
ASME IX QW-422)
NMERO DE GRUPO
Sub-divisin del nmero P en grupos segn la resistencia
mecnica de los materiales
NMERO DE SFA
Agrupacin de electrodos o aportes segn caractersticas
mecnicas, de proceso, de aplicacin y de almacenamiento
(ASME IX QW-404.12 - QW-432)
�DEFINICIONES
DUREZA:
Resistencia de un metal a ser penetrado o rayado.
TENACIDAD:
Propiedad de un material de absorber energa por impacto,
antes de alcanzar la ruptura.
DUCTILIDAD
Propiedad de los metales de deformarse plsticamente,
medida por la elongacin o reduccin de rea.
RESISTENCIA MECNICA
Capacidad de un material para aguantar una carga aplicada
(Traccin, Torsin, impacto)
�CAPITULO N 1
INTRODUCCIN A LA SOLDADURA
SOLDADURA EN GENERAL
Podemos definir Soldadura como un proceso de trabajo que
permite unir materiales con un fin predeterminado y bajo
costos razonablemente econmicos (Ingeniera)
FORMAS DE HACER UNA SOLDADURA
�MODULO N 2
SOLDABILIDAD DE LOS METALES
SOLDABILIDAD
La tendencia de un metal a unirse con otro satisfaciendo los
requerimientos pre-determinados y su influencia en su
comportamiento posterior a la soldadura.
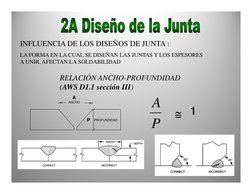
�INFLUENCIA DE LOS DISEOS DE JUNTA :
LA FORMA EN LA CUAL SE DISEAN LAS JUNTAS Y LOS ESPESORES
A UNIR, AFECTAN LA SOLDABILIDAD
RELACIN ANCHO-PROFUNDIDAD
(AWS D1.1 seccin III)
A
ANCHO
PROFUNDIDAD
A
P
�Partes de una Ranura
ngulo de la ranura
ngulo del bisel
ngulo del bisel
Radio de la ranura
Cara de la
ranura
Hombro de la
ranura
Cara de
la raz
Apertura de
la raz
Ranura en V
27/01/2015
Ranura en U
11
�Partes de una Ranura sin respaldo
27/01/2015
12
�Partes de una Ranura con respaldo
27/01/2015
13
�Parte de una soldadura en ranura.
Zac
Cara de la
soldadura
Refuerzo de
cara
Borde
Pases
Capas
Metal base
Garganta
terica
Lnea de
fusin
Garganta
actual y
efectiva
27/01/2015
Raz de la
soldadura
Cara de
la raiz
Refuerzo de
la raiz
14
�INFLUENCIA DEL ESPESOR DE LA JUNTA
1/2
Buena Soldabilidad
Baja Soldabilidad
�INFLUENCIA DE LA DIFERENCIA DE ESPESORES
JUNTA DE TRANSICIN (AWS D1.1 SECCIN II Figura 2.21)
2 Pobre Soldabilidad
1/2
1/2
Mejor Soldabilidad
2
por Diseo de Junta
�JUNTAS DE TRANSICION SEGN AWS
27/01/2015
17
�JUNTAS DE TRANSICION SEGN AWS D1.1
SECCIN II Figura 2.21
27/01/2015
18
�Partes de una soldadura a filete
�AWS D1.1
Garganta Efectiva (Base de los diseos)
Garganta Actual
Base del Filete
Altura del Filete
NOTA: La mayora de los cdigos de construccin
establecen como requerimiento mnimo un tamao de filete
de 0.7 x Espesor del Miembro ms delgado a unir.
�Tamao de una soldadura a filete
AWS DISEO PARA SOLDADURAS (WELDING HANDBOOK)
�Tamao de una soldadura a filete
AWS D1.1 / DISEO PARA SOLDADURAS (WELDING HANDBOOK)
�CARGAS ESTTICAS
a) FILETE CONVEXO
CARGAS DINMICAS
b) FILETE CONCAVO
TIPO DE FILETE SEGN TIPO DE CARGA (GTAW-SMAW)
27/01/2015
23
�INFLUENCIA DE LAS RESTRICCIONES DE LAS JUNTAS
Antes de soldar
Despus de soldar
sin restriccin
sin restriccin
BUENA SOLDABILIDAD
Antes de soldar
con restriccin
Despus de soldar
con restriccin
�REPRESENTACION DE LA DISTORSIN
FUENTE: AWS Residual stress and Distortion
27/01/2015
25
�REPRESENTACION DE LA DISTORSIN
27/01/2015
26
�SECUENCIA DE SOLDADURA PARA
DISMINUIR LA DISTORSIN
FUENTE: AWS Residual stress and Distortion
27/01/2015
27
�SECUENCIA DE SOLDADURA PARA
DISMINUIR LA DISTORSIN
Tcnicas de soldadura para controlar la distorsin:
Muchas veces se tiene que usar ciertas tcnicas en el proceso de soldadura, para
evitar distorsiones o agrietamiento en el material depositado.
Paso del peregrino:
Es una tcnica usada en soldadura con el propsito de evitar distorsiones
longitudinales. En esta tcnica la direccin de avance, es opuesta a la direccin de
relleno. Est tcnica, se utiliza en planchas de fino grosor y dimensiones largas.
�SECUENCIA DE SOLDADURA PARA
DISMINUIR LA DISTORSIN
Tcnicas de bloque:
Esta tcnica, consiste en colocar mltiples cordones cortos de soldadura uno sobre
el otro, con la terminacin de los cordones en forma de cascada o bloque.
Es una tcnica practicada para evitar grietas, debido al esfuerzo de la soldadura.
Con esta forma de terminacin, es posible continuar la soldadura ms tarde, con la
mnima posibilidad de inclusin de escoria o solape.
�SECUENCIA DE SOLDADURA
�SECUENCIAS DE SOLDADURA
�Calor
Buena
Soldabilidad
Calor
Pobre
Soldabilidad
ACERO
La unin de redes cristalinas
diferentes es muy difcil
�INFLUENCIA DE LA VELOCIDAD DE ENFRIAMIENTO
(Formacin de micro
estructuras como Bainita
gruesa y Martensita)
�� LneaI:Nohay
transformacin
perltica,pasadirecto
amartensita
LneaII:
Transformacin
incompletadeperlita,
lafraccinde
austenitaquequeda
setransformaen
martensita
LneaIII:Acero
Perltico
�ANCHO DE LA ZONA A PRECALENTAR
ASME B31.3 PARRAFO 330.1.4 establece al menos 25 mm (1 Pulg).
�ANCHO DE LA ZONA A PRECALENTAR
�ANCHO DE LA ZONA A PRECALENTAR
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
INTERPRETACIN DE SIMBOLOGA Y ESPECIFICACIONES
DE SOLDADURA
SIMBOLOGA BSICA
LADO OPUESTO
COLA
LADO FLECHA
LNEA DE
REFERENCIA
En el sistema AWS, toda junta cuya soldadura se
marque por medio de un smbolo, tendr siempre un
lado de la flecha y un otro lado de la flecha. De
acuerdo con lo anterior, se emplean las expresiones
lado de la flecha, el otro lado y ambos lados para
localizar la soldadura con respecto a la junta.
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
LADO OPUESTO
COLA
LADO FLECHA
LNEA DE
REFERENCIA
Lnea de referencia:
La lnea de referencia de un smbolo de la soldadura
es aquella representada en un plano horizontal unida a
una cola y una flecha y proporciona la orientacin y la
localizacin normalizada de los elementos de un
smbolo de la soldadura.
Flecha:
Para sealar la localizacin de una soldadura, al
colocarse los smbolos del tipo de soldadura en el lado
superior o en el inferior de la lnea de referencia, se
estar indicando en que lado se realizar la soldadura.
�SIMBOLOGIA
F
A
(E)
L - P
T = Especificaciones
E = Garganta efectiva
F = Acabado
A = Angulo del Bisel
L = Longitud de soldadura
P = Espaciamiento centro a centro
LNEA DE
REFERENCIA
�SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
Ejemplo:
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
Ejemplo 1:
Una combinacin de smbolos de soldadura
sencilla.
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
Ejemplo 2:
Una combinacin de smbolos de soldaduras mltiples
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�INTERPRETACIN DE SIMBOLOGA COMPLEMENTARIA
Soldadura en Campo
Soldadura Alrededor
Soldadura Al Ras
Penetracin Total
RT
RT: RADIOGRAFA
LADO FLECHA
�INTERPRETACIN DE SIMBOLOGA Y ESPECIFICACIONES DE SOLDADURA
SMAW
LADO OPUESTO
3/8
PT
PT: LQUIDOS PENETRANTES
�INTERPRETACIN DE SIMBOLOGA Y ESPECIFICACIONES DE SOLDADURA
1 OPERACIN
1/2" 50
SMAW
SAW
60
3/4"
SMAW
60
50
SAW
2 OPERACIN
SOLDADURA INTERMITENTES
AWS D1.1 2.11.2
3"
1/4"
1/4"
3-10
10"
3-10
3"
3"
10"
3"
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
�CAPITULO N 3
SIMBOLOGA DE LA SOLDADURA (AWS A2.4)
Smbolos de perfil y acabado:
El perfil requerido por las soldaduras puede obtenerse
sin recurrir a medios mecnicos. Sin embargo, estos
pueden ser necesarios para lograr el acabado requerido
�LECCIN N 3
SMBOLOS DE ENSAYOS NO-DESTRUCTIVOS (COLA)
AET
EMISIN ACSTICA
ET
CORRIENTES EDDY
LT
PRUEBA DE FUGA
MT
PARTCULAS MAGNTICAS
PT
LQUIDOS PENETRANTES
RT
RADIOGRAFA INDUSTRIAL
UT
ULTRASONIDO
VT
INSPECCIN VISUAL
�TIPOS DE SOLDADURA
- Soldaduras a tope
- Soldaduras a filete
- Soldaduras a solape
- Soldaduras por puntos
- Soldaduras de recargue
�SOLDADURAS A TOPE - TIPOS
1. Soldadura a Tope con Ranura Cuadrada Sencillo y Doble:
SENCILLO
DOBLE
2. Soldadura a Tope con Bisel en V Sencillo y Doble:
BISEL SENCILLO
BISEL DOBLE
Mayor Resistencia
Diseo de Soldaduras a Ranuras:
Espesores hasta 4 mm = Generalmente bordes cuadrados
Espesores de 8 a 16 mm = Bisel simple
Espesores de 16 a 33 mm = Bisel doble
�SOLDADURAS A TOPE - TIPOS
3. Soldadura a Tope con Bisel en U Sencillo y Doble:
SENCILLO
DOBLE
4. Soldadura a Tope con Bisel en J Sencillo y Doble:
SENCILLO
DOBLE
�SOLDADURAS A FILETE
1. Filete En Juntas Tipo T
2. Filete En Juntas Tipo Solape
3. Filete en Juntas en Esquina:
�MAS LENGUAJE DE SOLDADURA APLICABLE AL PROCESO
SMAW
E7018
E = Electrodo
Mnima Posiciones de Revestimiento
y Tipos de
Resistencia Aplicacin
Corrientes
Mecnica
1= Todas.
2= H y P.
3= SC y V
�TIPO DE REVESTIMIENTO
El recubrimiento del electrodo tiene cinco funciones:
.
1. Proteccin: El recubrimiento se descompone para formar una
proteccin gaseosa para el metal fundido.
2. Desoxidacin: Provee una accin de flujo para remover el oxgeno y
otros gases atmosfricos.
3. Aleante: Provee elementos aleantes adicionales para el depsito de
soldadura.
4. Ionizacin: Mejora las caractersticas elctricas para incrementar la
estabilidad del arco.
5. Aislacin: Provee minerales que forman la escoria solidificada provee
una segunda cobertura de proteccin, para disminuir la velocidad de
enfriamiento del metal (el efecto menos importante).
�TIPO DE REVESTIMIENTO
Digito
Tiporevestimiento
Tipo
Corriente
Celulsico(C6H1005)
Potsico
CACC(+)
1
2
3
4
5
6
7
8
CelulsicoPotsico
CACC(+)
SdicoRutlico
CACC()
PotsicoRutlico
CACC()
RutlicoPolvoHierro
CACC(+/)
BajoHidrgenoSdico
CC(+)
BajoHidrgenoPotsico
CACC(+)
PolvoyoxidoHierro
CACC(+)
BajoHidrgenoPolvoHierro
(CaC03)
CACC(+)
�E7018-X
X
puede ser:
A = Molibdeno
B = Cromo
C = Nquel
D = Manganeso
L = Bajo Carbono
�INFLUENCIA EN EL ACERO
A: MOLIBDENO
Mejora notablemente la resistencia a la traccin y la resistencia
a la Fluencia difusiva (creep) a altas temperaturas.
B: CROMO
Sirve para aumentar la dureza y la resistencia a la traccin,
mejora la templabilidad, aumenta la resistencia al desgaste.
C: NICKEL
Evita el crecimiento del grano, formando granos finos para
producir en ellos gran tenacidad en servicios a bajas
temperaturas (SA-333 Gr 1/3 llamados Impact Test).
D: MANGANESO
Mejoran la Templabilidad (Dureza), es desoxidante. Previene la
formacin de sulfuro de hierro, por mayor afinidad qumica con
el azufre, formando sulfuro de manganeso, que es menos
perjudicial
�E7018-X
Ejemplos:
E 7010 A1
E 7018 C1
E 7018 B2
E 8018 C2
E 7018 B2L
E 9018 D1
��ANGULO DEL ELECTRODO
�MAS LENGUAJE DE SOLDADURA APLICABLE AL PROCESO
GTAW-GMAW
ER 7 0 S- 2
ER = Electrodo /
Alambre
Mnima
Resistencia
Mecnica
Alambre
Slido
Composicin
qumica
�EL NMERO DE F (Grado de dificultad) QW 432:
N F Clasificacin AWS
Especificacin SFA
EXX20, EXX24, EXX27
5.1 - 5.5.
EXX12, EXX13, EXX14
5.1 - 5.5.
EXX10, EXX11
5.1 - 5.5.
EXX15, EXX16, EXX18
5.1 - 5.5.
ERXXS-X
5.18
�EL NMERO DE A QW - 442:
Electrodos Agrupados
N de A
Cr
Mo
Ni
Mn
Si
E7018, E6010, ER70S-2, etc.
0.15
1.60
1.0
E7018-A1, E8018, ER80S, etc.
0.15
0.50
0.40-0.65
1.60
1.0
E8018-B1, ER80S-B1, E9018-B1
0.15
0.40-2
0.40-0.65
1.60
1.0
E308, E308L, ER316L, etc.
0.15
14-30
7.5-15
1.60
1.0
NOTA: Los valores simples corresponden a lo mximo permitido.
Los nmeros de A deben ser preferiblemente establecidos
analizando qumicamente los depsitos soldados
�ALMACENAMIENO DE ELECTRODOS
ASME SECCIN IIC
�RESECADO DE ELECTRODOS
�RECOMENDACIONES PARA EL USO DE
ELECTRODOS DE BAJO HIDRGENO
�GRACIASPORSUATENCION
..
.
FINMDULO1