También podría gustarte
- Cap 3-2 Hornos y Tec Fusión OkDocumento91 páginasCap 3-2 Hornos y Tec Fusión Okdiego omar rodriguezAún no hay calificaciones
- Cap IIIA Unid de Fus y TF 2022-1Documento69 páginasCap IIIA Unid de Fus y TF 2022-1Jose Antonio MartinezAún no hay calificaciones
- HornosFundicion 2024-1Documento36 páginasHornosFundicion 2024-1Leo SixAún no hay calificaciones
- Procesos Siderúrgicos Acería EléctricaDocumento32 páginasProcesos Siderúrgicos Acería EléctricaIsmael Labra TrejoAún no hay calificaciones
- Horno de Cubilote Sin Coque Arreglado PDFDocumento18 páginasHorno de Cubilote Sin Coque Arreglado PDFJesús Rojas BernabelAún no hay calificaciones
- Curso: Refractarios Y Hornos Metalúrgicos: Modulo IiiDocumento81 páginasCurso: Refractarios Y Hornos Metalúrgicos: Modulo IiiPiero MendozaAún no hay calificaciones
- Aluminio 2011Documento39 páginasAluminio 2011hernando gelvesAún no hay calificaciones
- Horno CucharaDocumento9 páginasHorno CucharaConstanza San MartinAún no hay calificaciones
- CT7 Hornos para Aceros - Prof. BerthaDocumento8 páginasCT7 Hornos para Aceros - Prof. BerthaOscar UribeAún no hay calificaciones
- Cap 3Documento10 páginasCap 3Richard ApazaAún no hay calificaciones
- Hierro Esponja 2011Documento80 páginasHierro Esponja 2011Marco Antonio Ojeda PradoAún no hay calificaciones
- Semana 5 (Teoría) - Alto Horno Hierro EsponjaDocumento87 páginasSemana 5 (Teoría) - Alto Horno Hierro EsponjaPochito Anacleto Grandote PardoAún no hay calificaciones
- Aleacion de Aluminio ExpoDocumento29 páginasAleacion de Aluminio ExpoKeit BacaAún no hay calificaciones
- Aluminio 2011Documento37 páginasAluminio 2011ETAún no hay calificaciones
- Fabric Acero 210812Documento24 páginasFabric Acero 210812ciro.garciaAún no hay calificaciones
- Horno de Cubilote Sin Coque - ArregladoDocumento18 páginasHorno de Cubilote Sin Coque - ArregladoCarlos AriasAún no hay calificaciones
- Superaleaciones Base CobaltoDocumento4 páginasSuperaleaciones Base CobaltoKarinaFloresMorales100% (1)
- Manufactura 1 Presentacion Extra PDFDocumento39 páginasManufactura 1 Presentacion Extra PDFJ'uan M'anuel V'mAún no hay calificaciones
- 2019 Clases 6, 7, 8 COBRE Okok PDFDocumento117 páginas2019 Clases 6, 7, 8 COBRE Okok PDFedgarAún no hay calificaciones
- Aceria - Electrica - MONO - 2009 15 A 23Documento8 páginasAceria - Electrica - MONO - 2009 15 A 23Kike Torres De GanteAún no hay calificaciones
- El Proceso Más Económico para La Obtención Del AceroDocumento8 páginasEl Proceso Más Económico para La Obtención Del AceroCM NuryAún no hay calificaciones
- El Libro de Siderurgia de NicolásDocumento14 páginasEl Libro de Siderurgia de Nicoláswaño wañoAún no hay calificaciones
- Colmac Coil. Comparando La Construccion de Los EvaporadoresDocumento31 páginasColmac Coil. Comparando La Construccion de Los EvaporadoresDanny GarciaAún no hay calificaciones
- S290-Microclean EsDocumento5 páginasS290-Microclean EsChristian NoraBuenaAún no hay calificaciones
- Práctica 8 - Grupo 5 - Fundición de AluminioDocumento7 páginasPráctica 8 - Grupo 5 - Fundición de AluminioMilagros OlazabalAún no hay calificaciones
- Metalurgia de La Soldadura Clase 2Documento56 páginasMetalurgia de La Soldadura Clase 2Jose VasquezAún no hay calificaciones
- Hierro Esponja 2018Documento79 páginasHierro Esponja 2018Rosario Pilar De La Cruz CastellanosAún no hay calificaciones
- Agentes Recarburantes en Horno de InduccionDocumento19 páginasAgentes Recarburantes en Horno de InduccionLuis Ignacio Quintana CarhuanchoAún no hay calificaciones
- 01 Fusion-PPT1Documento38 páginas01 Fusion-PPT1Victor Raul Villca BetetaAún no hay calificaciones
- 03 Termometalurgia Cu 2006Documento104 páginas03 Termometalurgia Cu 2006AngelaCristinaRochaArancibiaAún no hay calificaciones
- Fabricación Del Acero - Paula Rojas - 000416Documento59 páginasFabricación Del Acero - Paula Rojas - 000416Cristian Gallegos MuñozAún no hay calificaciones
- EXPOSIDERURGIADocumento9 páginasEXPOSIDERURGIAAldair GarciaAún no hay calificaciones
- Análisis de Material de ASTM A105Documento18 páginasAnálisis de Material de ASTM A105marvyn tacanga mendezAún no hay calificaciones
- Manuel David Murillo Tamayo INFORME 6Documento9 páginasManuel David Murillo Tamayo INFORME 6David MurilloAún no hay calificaciones
- DURALUMINIODocumento23 páginasDURALUMINIOLuis Fernando Hilario Bruno100% (1)
- Preguntas SiderurgiaDocumento9 páginasPreguntas SiderurgiaZulma Dayana Puerto CristanchoAún no hay calificaciones
- Soldadura A GasDocumento9 páginasSoldadura A Gasanon-620136100% (3)
- Aleaciones de Aluminio Zin ExaDocumento8 páginasAleaciones de Aluminio Zin ExaGuillermoChuquihuancaHuayllaniAún no hay calificaciones
- Sider Clases 2018 - 4.1 Reduccion DirectaDocumento57 páginasSider Clases 2018 - 4.1 Reduccion DirectaIAm Josue100% (1)
- HornosDocumento8 páginasHornosluis1009Aún no hay calificaciones
- Unidad 2 - MC 115 - 2020-2-Aceros AleadosDocumento78 páginasUnidad 2 - MC 115 - 2020-2-Aceros AleadosCristian Junior Incacutipa PerezAún no hay calificaciones
- Benchmarking de Hornos Eléctricos de ArcoDocumento29 páginasBenchmarking de Hornos Eléctricos de ArcoJorge MadiasAún no hay calificaciones
- TitanioDocumento15 páginasTitanioAnonymous eimccCPAún no hay calificaciones
- Practica 1Documento13 páginasPractica 1DaLcAún no hay calificaciones
- Rodillos de Laminación FINAL (Autoguardado)Documento58 páginasRodillos de Laminación FINAL (Autoguardado)Elkyn GoyenecheAún no hay calificaciones
- 4 Pirometalurgia 04 PDFDocumento35 páginas4 Pirometalurgia 04 PDFAndyVilchezMenaAún no hay calificaciones
- Las Ventajas en El Uso Del AluminioDocumento3 páginasLas Ventajas en El Uso Del AluminioWalter J Naspirán CastañedaAún no hay calificaciones
- Unidad 4.2 Aceración en HAE-Metalurgia Secundaria-Colada ContinuaDocumento37 páginasUnidad 4.2 Aceración en HAE-Metalurgia Secundaria-Colada ContinuaCarlos GutierrezAún no hay calificaciones
- Preguntas FundiciónDocumento5 páginasPreguntas FundiciónRashOteroM100% (1)
- Hornos Utilizados en La Fabricación de Aleaciones Ferrosas Y No FerrosasDocumento18 páginasHornos Utilizados en La Fabricación de Aleaciones Ferrosas Y No FerrosasJonathan CarpioAún no hay calificaciones
- SIDERURGIA FinalDocumento63 páginasSIDERURGIA FinalAllison JuarezAún no hay calificaciones
- Tratamiento TermicoDocumento8 páginasTratamiento TermicoDario MetalurgicaAún no hay calificaciones
- Horno Electrico de Reduccion A Resistencia de CargaDocumento29 páginasHorno Electrico de Reduccion A Resistencia de CargaBladimirAún no hay calificaciones
- Determinacion Gravimetrica Del AluminioDocumento20 páginasDeterminacion Gravimetrica Del AluminioGerson Aguilar OliverahAún no hay calificaciones
- Refinación de Cucharas y Acondicionamiento de EscoriasDocumento105 páginasRefinación de Cucharas y Acondicionamiento de Escoriaspaco100% (1)
- CONSULTA Hornos de FundiciónDocumento10 páginasCONSULTA Hornos de FundiciónMarcelo Javier Lucas CalderonAún no hay calificaciones
- Taller 12 - Aleaciones No FerrosasDocumento5 páginasTaller 12 - Aleaciones No FerrosasValentina RojasAún no hay calificaciones
- AluminotermiaDocumento12 páginasAluminotermiaStar Gum50% (4)
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Caida de Presion Por FriccionDocumento89 páginasCaida de Presion Por FriccionAlibeth Alvarez100% (1)
- Contenido de Agua y Predición de HidratosDocumento46 páginasContenido de Agua y Predición de HidratosDuban Castro FlorezAún no hay calificaciones
- Lista de Virreyes Del Perú Desde 1544 Hasta 1824Documento7 páginasLista de Virreyes Del Perú Desde 1544 Hasta 1824Carlos MinanoAún no hay calificaciones
- Clasificación de Los Mecanismos de ProduccionDocumento12 páginasClasificación de Los Mecanismos de ProduccionVictor FernandezAún no hay calificaciones
- TAREA 3 - IDENTIFICAR PROCEDIMIENTOS Y TÉCNICAS PARA LA MEDICIÓN DE CONTAMINANTES (Aporte Individual)Documento10 páginasTAREA 3 - IDENTIFICAR PROCEDIMIENTOS Y TÉCNICAS PARA LA MEDICIÓN DE CONTAMINANTES (Aporte Individual)Alejo UribeAún no hay calificaciones
- Examen Admision UNT Premios Excelencia 2016 IDocumento20 páginasExamen Admision UNT Premios Excelencia 2016 IOleggValVilAún no hay calificaciones
- Oxigen oDocumento10 páginasOxigen oAidaAún no hay calificaciones
- Magnitudes Atómico-MolecularesDocumento2 páginasMagnitudes Atómico-MolecularesKaren KlugeAún no hay calificaciones
- PRACTICA LABORATORIO Volumen MolarDocumento11 páginasPRACTICA LABORATORIO Volumen MolarAgar Tr3b0lAún no hay calificaciones
- Ejerciciios de Mol MoleculasDocumento6 páginasEjerciciios de Mol MoleculasCristina ComarcaAún no hay calificaciones
- Tipos de BiodigestoresDocumento4 páginasTipos de Biodigestoresgabriela cortes pomarAún no hay calificaciones
- TD OPTIFLEX7200 Es 191025 4007078001 R02 WEB 1000635055 1Documento76 páginasTD OPTIFLEX7200 Es 191025 4007078001 R02 WEB 1000635055 1Oscar Soledad UribeAún no hay calificaciones
- Lab 1.identidad de Un FluidoDocumento7 páginasLab 1.identidad de Un FluidoDel Castillo Muñoz GreyciAún no hay calificaciones
- HumidificaciónDocumento18 páginasHumidificaciónGenesis DiazAún no hay calificaciones
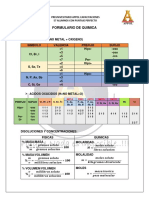
- Formulario de QuimicaDocumento3 páginasFormulario de QuimicaAnthony JácomeAún no hay calificaciones
- Taller de Procesos Termodinámicos 201820Documento4 páginasTaller de Procesos Termodinámicos 201820Jairo Mesa ChaparroAún no hay calificaciones
- Hot TapDocumento16 páginasHot TapAlex Sanca Ponce100% (1)
- Algunos Aspectos Practicos para La Identificacion de Analitos Por Cromatografia de Gases A Coplada A Espectrometria de MasasDocumento19 páginasAlgunos Aspectos Practicos para La Identificacion de Analitos Por Cromatografia de Gases A Coplada A Espectrometria de MasasAlexandra TorresAún no hay calificaciones
- Termodinamica Trabajo MonograficoDocumento12 páginasTermodinamica Trabajo MonograficoKevin YauriAún no hay calificaciones
- 6° Basico Ciencias Naturales Cambios de EstadoDocumento20 páginas6° Basico Ciencias Naturales Cambios de EstadoBrianny MerinoAún no hay calificaciones
- Principios Fisicos de Intercambio GaseosoDocumento54 páginasPrincipios Fisicos de Intercambio GaseosoKathe SanchezAún no hay calificaciones
- Grupo8-Procesos Adiabáticos IndustrialesDocumento15 páginasGrupo8-Procesos Adiabáticos IndustrialesAlonso ZVAún no hay calificaciones
- Orden y Uso de Los ReactivosDocumento5 páginasOrden y Uso de Los ReactivosMarycielo Huanca RiveraAún no hay calificaciones
- ENSAYO Cambios de La Materia PDFDocumento2 páginasENSAYO Cambios de La Materia PDFLopez Leyder0% (1)
- Compresion de GasDocumento13 páginasCompresion de GasYimar MAún no hay calificaciones
- Proceso Criogenico y FraccionamientoDocumento17 páginasProceso Criogenico y FraccionamientoDavid Soto M100% (1)
- Capitulo Vi. Fisica II. Temperatura y DilataciónDocumento41 páginasCapitulo Vi. Fisica II. Temperatura y DilataciónOmar León100% (2)
- Propiedades de La Materia Guia 13Documento5 páginasPropiedades de La Materia Guia 13fercho8012Aún no hay calificaciones
- MSDS ArgonDocumento11 páginasMSDS ArgonalejandraAún no hay calificaciones