Descargar como docx, pdf o txt
También podría gustarte
- Entrega 1 Modelo Toma de DecisionesDocumento28 páginasEntrega 1 Modelo Toma de DecisionesLina Pérez25% (4)
- 2da Guia I Parcial Financiera I 1102 (Oct 2021)Documento8 páginas2da Guia I Parcial Financiera I 1102 (Oct 2021)Nicolle MejiaAún no hay calificaciones
- CASODocumento6 páginasCASOEvelin RuizAún no hay calificaciones
- Trabajo FinalDocumento19 páginasTrabajo FinalZarethHeysenAún no hay calificaciones
- INFORME 3 TERMOdinamicaDocumento13 páginasINFORME 3 TERMOdinamicaAnonymous r3Jai4kJuAún no hay calificaciones
- Planta piloto-TPN°1 Y 4Documento29 páginasPlanta piloto-TPN°1 Y 4AgustinaAún no hay calificaciones
- Taller Fuentes MovilesDocumento26 páginasTaller Fuentes MovilesEsteban AmezquitaAún no hay calificaciones
- Taller Segundo CorteDocumento47 páginasTaller Segundo CorteBrayan DavidAún no hay calificaciones
- Diagrama de Fases 2Documento17 páginasDiagrama de Fases 2Alexhitoo TlvAún no hay calificaciones
- Informe DestilacionDocumento11 páginasInforme DestilacionMaria Camila Pava PerezAún no hay calificaciones
- Informe Experimento 14Documento11 páginasInforme Experimento 14XXXMAYISTERTUTOXX XDAún no hay calificaciones
- AnaliticaaDocumento8 páginasAnaliticaaANAAún no hay calificaciones
- Laboratorio Curva de AprendizajeDocumento14 páginasLaboratorio Curva de AprendizajeKevin AlanAún no hay calificaciones
- tuberiaHDPE 100 PDFDocumento1 páginatuberiaHDPE 100 PDFJuan CRAún no hay calificaciones
- Experimento 9Documento7 páginasExperimento 9fabio bermudezAún no hay calificaciones
- Grupo - 8 - Calo - Casamen - Flujo LaminarDocumento7 páginasGrupo - 8 - Calo - Casamen - Flujo LaminarEdgar CaloAún no hay calificaciones
- Informe de Laboratorio de Física de MedicionesDocumento11 páginasInforme de Laboratorio de Física de Medicioneslaura villalbaAún no hay calificaciones
- TERMOFLUUIDIODocumento7 páginasTERMOFLUUIDIOJoel Jair Molina SolisAún no hay calificaciones
- Laboratorio 7 Péndulo de ResorteDocumento12 páginasLaboratorio 7 Péndulo de ResorteJOSE GuambañaAún no hay calificaciones
- PremasDocumento1 páginaPremasCarolina MarlaAún no hay calificaciones
- Fase 3 Borrador (Conclusion Graficas)Documento27 páginasFase 3 Borrador (Conclusion Graficas)Alex GarciaAún no hay calificaciones
- Informe Cinetica de Descomposicion Del Peroxido de HidrogenoDocumento7 páginasInforme Cinetica de Descomposicion Del Peroxido de HidrogenoGuillermo SerpaAún no hay calificaciones
- Evaluación Sumativa N°1 Procesos HidrometalúrgicosDocumento5 páginasEvaluación Sumativa N°1 Procesos HidrometalúrgicosKryshna AlvarezAún no hay calificaciones
- Práctica 3Documento15 páginasPráctica 3José PedrazaAún no hay calificaciones
- Secado PlatanoDocumento14 páginasSecado PlatanoEduardo Luis Martínez CastilloAún no hay calificaciones
- Ejemplo AlcDocumento14 páginasEjemplo AlcJVHJVAún no hay calificaciones
- Informe Cinetica de La Descomposicion Del Peroxido FinalDocumento8 páginasInforme Cinetica de La Descomposicion Del Peroxido FinalJuanesVascoAún no hay calificaciones
- Tuberias HDPE Fittex v1Documento1 páginaTuberias HDPE Fittex v1Francisco PastranaAún no hay calificaciones
- Informe 1 PotenciometríaDocumento14 páginasInforme 1 PotenciometríaprissAún no hay calificaciones
- TrefiladoDocumento13 páginasTrefiladoPablo Quiroz TorresAún no hay calificaciones
- Guía Flujo Laminar y Turbulento LBDocumento5 páginasGuía Flujo Laminar y Turbulento LBJAIME PAUL ARIAS BASANTESAún no hay calificaciones
- Informe Laboratorio 3 Determinación de Paracetamol Por Valoración ConductimétricaDocumento16 páginasInforme Laboratorio 3 Determinación de Paracetamol Por Valoración ConductimétricaprissAún no hay calificaciones
- Plan de Soluciones A Cuello de BotellaDocumento8 páginasPlan de Soluciones A Cuello de BotellaRicardo RojasAún no hay calificaciones
- Segunda Entrega Trabajo Colaborativo ProduccionDocumento11 páginasSegunda Entrega Trabajo Colaborativo ProduccionAngie peñaAún no hay calificaciones
- Sistema de Riego AspersiónDocumento14 páginasSistema de Riego AspersiónSergio GomezAún no hay calificaciones
- ViscosimetriaDocumento4 páginasViscosimetriaDiana Malqui RomeroAún no hay calificaciones
- Análisis MultivariadoDocumento7 páginasAnálisis MultivariadoCITLALLI GUADALUPE LANGARICA ALONSOAún no hay calificaciones
- #1 CronometradoDocumento20 páginas#1 CronometradoangelaAún no hay calificaciones
- Paso4 - Trabajo Colaborrativo - Descripcion de La informacion#DeGrupo - 204040 PDFDocumento41 páginasPaso4 - Trabajo Colaborrativo - Descripcion de La informacion#DeGrupo - 204040 PDFAndrea CastilloAún no hay calificaciones
- Proyecto FinalDocumento23 páginasProyecto FinalPaola LombanaAún no hay calificaciones
- Informe2 TermodinamicaDocumento20 páginasInforme2 TermodinamicaTicona Mollo JudithAún no hay calificaciones
- Calculo MeritosDocumento1 páginaCalculo MeritosstarwarsstartrekAún no hay calificaciones
- Proyecto Balanceo de LíneasDocumento24 páginasProyecto Balanceo de LíneasYesenia SanchezAún no hay calificaciones
- C916 Bomba Centrífuga InformeDocumento12 páginasC916 Bomba Centrífuga InformeJorge A. TolozaAún no hay calificaciones
- Parcial 2 g3 2018 IIDocumento14 páginasParcial 2 g3 2018 IIAlvaro Jose Gomez RamosAún no hay calificaciones
- Informe de Producción-Balance de Linea LypDocumento5 páginasInforme de Producción-Balance de Linea LypGiorgio Fortun DiazAún no hay calificaciones
- Régimen Tributario I Tarea IVDocumento8 páginasRégimen Tributario I Tarea IValexandra herreraAún no hay calificaciones
- Tarea - Metodos ProbabilisticosDocumento42 páginasTarea - Metodos ProbabilisticosJuly VillalobosAún no hay calificaciones
- Lab Slinky MeloDocumento8 páginasLab Slinky MeloLeonel Iguaran DiazAún no hay calificaciones
- Modelo de Informe Grupal Finalcerouno-2Documento4 páginasModelo de Informe Grupal Finalcerouno-2DiegoAún no hay calificaciones
- Taller Sobre VelocidadesDocumento20 páginasTaller Sobre VelocidadesJhon Edinson Molina CarrascalAún no hay calificaciones
- Informe Lab 2Documento15 páginasInforme Lab 2Matias JaramilloAún no hay calificaciones
- Práctica 2 - Análisis DimensionalDocumento5 páginasPráctica 2 - Análisis DimensionalSoto Collazo DanielaAún no hay calificaciones
- Practica3 DeterminacionseDocumento12 páginasPractica3 DeterminacionsePaulina TRAún no hay calificaciones
- Formato Estudio Tiempos Andres VillarrealDocumento3 páginasFormato Estudio Tiempos Andres VillarrealAndres VillarrealAún no hay calificaciones
- Práctica 8. PÉNDULO DE RESORTEDocumento8 páginasPráctica 8. PÉNDULO DE RESORTEAngelito VillaAún no hay calificaciones
- Hidratacion ArrozDocumento6 páginasHidratacion ArrozLourdes Francisca Lujan BernabeAún no hay calificaciones
- Hidratacion ArrozDocumento6 páginasHidratacion ArrozCesar Rojas MendozaAún no hay calificaciones
- Practica 3 Laboratorio de ControlDocumento14 páginasPractica 3 Laboratorio de Controllorena.garcia5495Aún no hay calificaciones
- Trabajo de Estadistica Actividad 7 FinalDocumento13 páginasTrabajo de Estadistica Actividad 7 FinalJulianis RomeroAún no hay calificaciones
- Práctica 4Documento23 páginasPráctica 4Tatiana Pila FonsecaAún no hay calificaciones
- Form - Student - FortheComplementIngenieria IndustrialDocumento22 páginasForm - Student - FortheComplementIngenieria IndustrialCristhianAún no hay calificaciones
- Word Con Normas ApaDocumento8 páginasWord Con Normas Apajohanandres.fgAún no hay calificaciones
- Diseño de Experimentos: Estrategias y análisis en ciencias e ingenieríasDe EverandDiseño de Experimentos: Estrategias y análisis en ciencias e ingenieríasAún no hay calificaciones
- Investigación SATDocumento7 páginasInvestigación SATKrista AlvarezAún no hay calificaciones
- Tarea 7 Responsabilidad Ambiental Jennifer DuranDocumento4 páginasTarea 7 Responsabilidad Ambiental Jennifer DuranJennifer Duran100% (1)
- Idea de Negocio Ta2 PDFDocumento15 páginasIdea de Negocio Ta2 PDFAngela Vilcatoma HilarioAún no hay calificaciones
- Monografia de Satisfaccion Al Cliente - InvestigacionDocumento11 páginasMonografia de Satisfaccion Al Cliente - InvestigacionKarla AncoAún no hay calificaciones
- U1A3 AlonsoA AnaLuisaDocumento5 páginasU1A3 AlonsoA AnaLuisaAna ArmasAún no hay calificaciones
- Gestión Disciplinaria en Las OrganizacionesDocumento6 páginasGestión Disciplinaria en Las OrganizacionesVladimir Deléyade Estrada PortalesAún no hay calificaciones
- La Administracion de La Mercadotecnia PDFDocumento8 páginasLa Administracion de La Mercadotecnia PDFYassir MonterrosaAún no hay calificaciones
- Act 4 Cuadro Comparativo MercadotecniaDocumento5 páginasAct 4 Cuadro Comparativo MercadotecniaCarmen MagañaAún no hay calificaciones
- Valoracion DFCDocumento3 páginasValoracion DFCMAJOAún no hay calificaciones
- Procedimiento de Objetos PerdidosDocumento11 páginasProcedimiento de Objetos PerdidosAndresHerreraAún no hay calificaciones
- Caso6 NikeDocumento2 páginasCaso6 NikeCupido De AmorAún no hay calificaciones
- Herramientas de La Administracion ModernaDocumento30 páginasHerramientas de La Administracion ModernaJudith Ventura RodriguezAún no hay calificaciones
- Toaz - Info Actividad 6 Pronostico de Ventas y Puntos de Control de Marketing PRDocumento15 páginasToaz - Info Actividad 6 Pronostico de Ventas y Puntos de Control de Marketing PREylen Pabon AriasAún no hay calificaciones
- Gplo U2 A2 MGVSDocumento3 páginasGplo U2 A2 MGVSmaria guadalupe villalobos saucedoAún no hay calificaciones
- AdministraciónDocumento11 páginasAdministraciónyoibe murilloAún no hay calificaciones
- Modelo Canvas - GloriaDocumento1 páginaModelo Canvas - Gloriarobert100% (2)
- Modelo Canvas Hija MileyDocumento11 páginasModelo Canvas Hija MileyJenifer100% (1)
- Reporte TécnicoDocumento5 páginasReporte TécnicoBrayan FuentesAún no hay calificaciones
- Investigación RND 101800000004Documento29 páginasInvestigación RND 101800000004Victor Hugo LaimeAún no hay calificaciones
- Banner JCC Ingeniería IntegralDocumento2 páginasBanner JCC Ingeniería IntegralJaime Cisneros ChavezAún no hay calificaciones
- GD3-Plan Estratégico en Seguridad VialDocumento20 páginasGD3-Plan Estratégico en Seguridad VialJhojan Nicolay Gonzalez LeonAún no hay calificaciones
- Sistemas de InformacionnDocumento10 páginasSistemas de InformacionnLiliana PérezAún no hay calificaciones
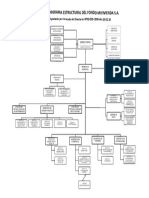
- Plan 10029 2016 Organigrama FMV 2016Documento1 páginaPlan 10029 2016 Organigrama FMV 2016Estefany Vega PoloAún no hay calificaciones
- Subtipos TipografiaDocumento16 páginasSubtipos TipografiaKEVIN JESSETH LUMBRERAS MENDEZAún no hay calificaciones
- Foda 2Documento12 páginasFoda 2wendy cruzAún no hay calificaciones
- Clase 04 - Filtros AvanzadosDocumento26 páginasClase 04 - Filtros AvanzadosJulissa RuedaAún no hay calificaciones