También podría gustarte
- Trocola FinalDocumento29 páginasTrocola FinalArnol Conor100% (1)
- Detalle de La Banca-MDocumento1 páginaDetalle de La Banca-MManuel Aurelio Esparza MonroyAún no hay calificaciones
- Laboratorio Curva de AprendizajeDocumento14 páginasLaboratorio Curva de AprendizajeKevin AlanAún no hay calificaciones
- 9 - Guia de Laboratorio - #9Documento5 páginas9 - Guia de Laboratorio - #9Eros Matias DavilaAún no hay calificaciones
- Taller de Control de Calidad - Control MultivariadoDocumento7 páginasTaller de Control de Calidad - Control MultivariadoAnaMaJiménezRojasAún no hay calificaciones
- Word de GGS y RRDocumento7 páginasWord de GGS y RRDaphne IgnaciaAún no hay calificaciones
- Practica 1 Uso Del FlexometroDocumento10 páginasPractica 1 Uso Del FlexometroAngel Del Angel Del AngelAún no hay calificaciones
- Ahumada Ytaz Mater ImpactoDocumento8 páginasAhumada Ytaz Mater ImpactoAndres Mateo Ahumada DiazAún no hay calificaciones
- Tabela de Perfil Enrigecido ComercialDocumento1 páginaTabela de Perfil Enrigecido ComercialIgor SilvaAún no hay calificaciones
- Tabla de Presiones de VaporDocumento3 páginasTabla de Presiones de VaporAdalberto RuizAún no hay calificaciones
- tuberiaHDPE 100 PDFDocumento1 páginatuberiaHDPE 100 PDFJuan CRAún no hay calificaciones
- Vaciado de TanqueDocumento8 páginasVaciado de TanqueJulian PinchaoAún no hay calificaciones
- Planta piloto-TPN°1 Y 4Documento29 páginasPlanta piloto-TPN°1 Y 4AgustinaAún no hay calificaciones
- Armado 10Documento1 páginaArmado 10lolaghAún no hay calificaciones
- Areas de AcerosDocumento1 páginaAreas de AcerosAnacarmen Samaniego PalaciosAún no hay calificaciones
- TrefiladoDocumento13 páginasTrefiladoPablo Quiroz TorresAún no hay calificaciones
- Tablas de Area Bajo La CurvaDocumento3 páginasTablas de Area Bajo La CurvaWendy ZamarripaAún no hay calificaciones
- EH-Tabla - Barras de AceroDocumento2 páginasEH-Tabla - Barras de AceroAlee-26Aún no hay calificaciones
- Presentacion Teoria de Colas MM1Documento12 páginasPresentacion Teoria de Colas MM1ANGIE DANIELA ROMO JARAMILLOAún no hay calificaciones
- Cociente de Varianzas PDFDocumento8 páginasCociente de Varianzas PDFJhimi VargasAún no hay calificaciones
- RT 020204 0104 v3 Provision de Agua FriaDocumento15 páginasRT 020204 0104 v3 Provision de Agua FriaZalazar Sofía EuniceAún no hay calificaciones
- Trabajo Final Estadis.Documento19 páginasTrabajo Final Estadis.Esperanza GonzalezAún no hay calificaciones
- Tabla de Carga Perfil UDocumento1 páginaTabla de Carga Perfil UmjofliaAún no hay calificaciones
- Informe de Laboratorio de Física de MedicionesDocumento11 páginasInforme de Laboratorio de Física de Medicioneslaura villalbaAún no hay calificaciones
- TALLERDocumento60 páginasTALLERValerie JerezAún no hay calificaciones
- Perdidas Por Friccion AccesoriosDocumento1 páginaPerdidas Por Friccion Accesoriosbernardo escorciaAún no hay calificaciones
- Curvas de AprendizajeDocumento10 páginasCurvas de Aprendizajekerly brionesAún no hay calificaciones
- Tabla de Presión de Vapor para AmoniacoDocumento1 páginaTabla de Presión de Vapor para Amoniacogabriel augusto arteaga loaizaAún no hay calificaciones
- Lab9 Inundación FLUVIALDocumento11 páginasLab9 Inundación FLUVIALKariito CyAún no hay calificaciones
- Práctica A1 Reduccion de AnchoDocumento14 páginasPráctica A1 Reduccion de AnchoMilton SaltosAún no hay calificaciones
- Práctica 2 B15Documento6 páginasPráctica 2 B15Chay BraAún no hay calificaciones
- CuadraticaDocumento5 páginasCuadraticaRichard F MurielAún no hay calificaciones
- Tabla de Presiones de VaporDocumento3 páginasTabla de Presiones de Vaporfali9855Aún no hay calificaciones
- Formato - Reporte FINALDocumento5 páginasFormato - Reporte FINALdanielamartinezp17Aún no hay calificaciones
- Taller Parámetros Cinéticos ASIGNACIÓNDocumento2 páginasTaller Parámetros Cinéticos ASIGNACIÓNMateo RUEDA MUÑOZAún no hay calificaciones
- Laboratorio de Mecánica de Suelos IiDocumento4 páginasLaboratorio de Mecánica de Suelos IiKevin VGAún no hay calificaciones
- Tabla Para La Prueba Duncan RαpDocumento3 páginasTabla Para La Prueba Duncan RαpJorge CalvoAún no hay calificaciones
- Practica7 TCDocumento7 páginasPractica7 TCAdilene CabelloAún no hay calificaciones
- Practica N°3Documento10 páginasPractica N°3ALEJANDRA GUTIERREZ SAAVEDRAAún no hay calificaciones
- Lab HidraulicaDocumento6 páginasLab HidraulicaJuli Gomez TorresAún no hay calificaciones
- Simulacion ManualDocumento3 páginasSimulacion ManualMaydelen Davila PintoAún no hay calificaciones
- Régimen Tributario I Tarea IVDocumento8 páginasRégimen Tributario I Tarea IValexandra herreraAún no hay calificaciones
- Tabla Método de HunterDocumento2 páginasTabla Método de HunterTico A BvAún no hay calificaciones
- Taller Acueductos Segundo CorteDocumento10 páginasTaller Acueductos Segundo CorteNelson Stiven Velasco SilvaAún no hay calificaciones
- Propuesta de Optimización de Servicio de La Gasolinera FortalezaDocumento18 páginasPropuesta de Optimización de Servicio de La Gasolinera FortalezaDaniel SanchezAún no hay calificaciones
- Ensayo Corte DirectoDocumento5 páginasEnsayo Corte DirectoblakeAún no hay calificaciones
- Tabla de Distribucion de FrecuenciasDocumento7 páginasTabla de Distribucion de FrecuenciasFRANCISCOAún no hay calificaciones
- Practica 1 Ii Parcial 2022-2Documento3 páginasPractica 1 Ii Parcial 2022-2ItaloAún no hay calificaciones
- Abaco Diseño QuemadoresDocumento7 páginasAbaco Diseño QuemadoresEdson TapiaAún no hay calificaciones
- Comtuvalvula Catalogo General PDFDocumento24 páginasComtuvalvula Catalogo General PDFLelis Paredes GarridoAún no hay calificaciones
- CENTRO DE MASA CENTRO COMERCIAL ModificadoDocumento3 páginasCENTRO DE MASA CENTRO COMERCIAL ModificadoDavidJoelPorrasBecerraAún no hay calificaciones
- Tubos Iso 1127Documento1 páginaTubos Iso 1127blasssm7Aún no hay calificaciones
- Taller Control de ProcesosDocumento10 páginasTaller Control de ProcesosJonathan Salinas0% (1)
- Parcial Metodos NumericosDocumento11 páginasParcial Metodos NumericosjulianaAún no hay calificaciones
- Segundo Informe de Laboratorio Suelos IDocumento2 páginasSegundo Informe de Laboratorio Suelos Ijesus castilloAún no hay calificaciones
- Estadística AlejDocumento10 páginasEstadística AlejRafael HerreraAún no hay calificaciones
- Grupo #9 TriaxialDocumento14 páginasGrupo #9 TriaxialJose Andres Duitama ParraAún no hay calificaciones
- Eva 1Documento15 páginasEva 1Daphne IgnaciaAún no hay calificaciones
- Taller Segundo CorteDocumento47 páginasTaller Segundo CorteBrayan DavidAún no hay calificaciones
- Tuberias HDPE Fittex v1Documento1 páginaTuberias HDPE Fittex v1Francisco PastranaAún no hay calificaciones
- Conservación preventiva en museos: evaluación de riesgosDe EverandConservación preventiva en museos: evaluación de riesgosAún no hay calificaciones
- Introducción a los Algoritmos y las Estructuras de Datos 3: Introducción a los Algoritmos y las Estructuras de Datos, #3De EverandIntroducción a los Algoritmos y las Estructuras de Datos 3: Introducción a los Algoritmos y las Estructuras de Datos, #3Aún no hay calificaciones
- Inicio Sobre Nosotros Producto: Inicio Producto Piezas de Hierro Fundido Fundición de Hierro DúctilDocumento6 páginasInicio Sobre Nosotros Producto: Inicio Producto Piezas de Hierro Fundido Fundición de Hierro DúctilRobertoQuintanaVasconezAún no hay calificaciones
- Manual Torno ArienDocumento37 páginasManual Torno ArienGui PerAún no hay calificaciones
- Lista de Precios de Tuberia 2017Documento6 páginasLista de Precios de Tuberia 2017Enoc Sober On Cort EsAún no hay calificaciones
- RecocidoDocumento11 páginasRecocidoWalter SilvaAún no hay calificaciones
- Uniones AtornilladasDocumento8 páginasUniones AtornilladasmolinammarAún no hay calificaciones
- Cat Marzo 2023 27 - 02 - 2023 2 2 2 2 PDFDocumento38 páginasCat Marzo 2023 27 - 02 - 2023 2 2 2 2 PDFJuan Segura RojasAún no hay calificaciones
- PlanTilla de Excel para Control de StocksDocumento7 páginasPlanTilla de Excel para Control de StocksJc CharlieAún no hay calificaciones
- Torno Control NuméricoDocumento17 páginasTorno Control Numéricomappo1974Aún no hay calificaciones
- 106-Tornillo para Metales DiversosDocumento1 página106-Tornillo para Metales DiversosERIKSON EGUSQUIZAAún no hay calificaciones
- Brocas Manual PDFDocumento14 páginasBrocas Manual PDFTeodoroAún no hay calificaciones
- Tarea - Torno, Frezas, Cepillo, Taladro y RectificadoDocumento20 páginasTarea - Torno, Frezas, Cepillo, Taladro y RectificadoLuis SanchezAún no hay calificaciones
- Trabajo Final de Maquinas BasicasDocumento8 páginasTrabajo Final de Maquinas BasicasALFREDO NINA NINAAún no hay calificaciones
- Herramientas Turno NocheDocumento1 páginaHerramientas Turno NocheJIMMY ALAN HURTADO VALERIOAún no hay calificaciones
- Diagrama BimanualDocumento6 páginasDiagrama Bimanualmirian.lizbeth.galvan.juarezAún no hay calificaciones
- Teoria Del FresadoDocumento35 páginasTeoria Del FresadoAnibal DazaAún no hay calificaciones
- Reporte #1 de Lab Proceso Maquinas HerramientasDocumento4 páginasReporte #1 de Lab Proceso Maquinas HerramientasJEAN CARLOS DE LEON JIMENEZAún no hay calificaciones
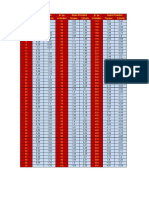
- Tablas de Pasos de Rosca para Distintos Tipos de RoscasDocumento4 páginasTablas de Pasos de Rosca para Distintos Tipos de RoscasOscar Navas100% (1)
- Cuaderno de Informes Semana 04Documento13 páginasCuaderno de Informes Semana 04Deyson IngaAún no hay calificaciones
- Ficha Técnica de Perno HelicoidalDocumento1 páginaFicha Técnica de Perno HelicoidalEdson LayzaAún no hay calificaciones
- Conexiones Por SoldaduraDocumento4 páginasConexiones Por SoldaduraGerardo MartinezAún no hay calificaciones
- Hoja Proceso Acero 705Documento3 páginasHoja Proceso Acero 705Sara PaolaAún no hay calificaciones
- Costos Unitarios CayanDocumento17 páginasCostos Unitarios CayanYeison Oscar Luera QuilicheAún no hay calificaciones
- U4 Control Numerico Por ComputadoraDocumento56 páginasU4 Control Numerico Por Computadoraedson osmar cervantes espinosaAún no hay calificaciones
- Capitulo 4Documento6 páginasCapitulo 4Piero VillantoyAún no hay calificaciones
- Investigacion Desprendimiento de Viruta Por Maquinado Convencional y CNCDocumento10 páginasInvestigacion Desprendimiento de Viruta Por Maquinado Convencional y CNCSergio Ovando LopezAún no hay calificaciones
- A 536 Especificación Estándar para Fundición de Hierro Dúctil1 1Documento4 páginasA 536 Especificación Estándar para Fundición de Hierro Dúctil1 1Camilo SanaAún no hay calificaciones
- 8T-0360 - Perno - UNIMAQ S.ADocumento2 páginas8T-0360 - Perno - UNIMAQ S.AJuvenal SurcoAún no hay calificaciones
- ROSCAS HistoriaDocumento7 páginasROSCAS HistoriaFranciscoDanielRamirezFloresAún no hay calificaciones