También podría gustarte
- Metodos de Tratamientos de Emulsiones QuimicosDocumento14 páginasMetodos de Tratamientos de Emulsiones QuimicosMERVIN MELEANAún no hay calificaciones
- Principales Procesos de Refinación de PetróleoDocumento5 páginasPrincipales Procesos de Refinación de PetróleoLuis ParadaAún no hay calificaciones
- Desasfaltado de AceitesDocumento8 páginasDesasfaltado de AceitesJb E. OrtuñoAún no hay calificaciones
- Tratadores TermoelectrostáticosDocumento13 páginasTratadores TermoelectrostáticosJhehan QuintinAún no hay calificaciones
- Exposicion Torres de DestilacionDocumento49 páginasExposicion Torres de DestilacionJuan Arturo Hernandez RamosAún no hay calificaciones
- Destilación ContinuaDocumento15 páginasDestilación ContinuaJuliana CastroAún no hay calificaciones
- HidrogenacionDocumento17 páginasHidrogenacionherbert1717Aún no hay calificaciones
- Tipos de DestilacionDocumento25 páginasTipos de DestilacionPatty GuzmanAún no hay calificaciones
- DEPARAFINADA POR MEK RefinacionDocumento41 páginasDEPARAFINADA POR MEK RefinacionNoelia Alcocer RodriguezAún no hay calificaciones
- Tratadores TérmicosDocumento6 páginasTratadores TérmicosAbel MoralesAún no hay calificaciones
- LOS EQUIPOS de Extraccion Por SOLVENTE.Documento73 páginasLOS EQUIPOS de Extraccion Por SOLVENTE.kelly rosarioAún no hay calificaciones
- Programa de Mantenimiento de Maquinas Deslodadoras para La Extraccion de Aceite de Palma FinalDocumento10 páginasPrograma de Mantenimiento de Maquinas Deslodadoras para La Extraccion de Aceite de Palma FinalAnderson UlloaAún no hay calificaciones
- Deparafinada Por Mek ToluenoDocumento14 páginasDeparafinada Por Mek ToluenoNinoska TarifaAún no hay calificaciones
- Métodos de Tratamiento de Emulsiones QuimicosDocumento8 páginasMétodos de Tratamiento de Emulsiones QuimicosJorbely Villa100% (1)
- Equipo 1.unidad II. Separación de Fluidos.Documento39 páginasEquipo 1.unidad II. Separación de Fluidos.Daniel Vilaseca50% (2)
- Tarea 13 Procesos QuimicosDocumento7 páginasTarea 13 Procesos QuimicosOlaf MoraAún no hay calificaciones
- (Exposicion) EQUIPOS DE TERMOVACIO GRUPO 5Documento55 páginas(Exposicion) EQUIPOS DE TERMOVACIO GRUPO 5Marcos AntonioAún no hay calificaciones
- Anexo 1-Caso Tarea 3Documento11 páginasAnexo 1-Caso Tarea 3Wilson FlorezAún no hay calificaciones
- 2 Tratamiento Del Crudo y Del Agua en El Proceso de ProduccionDocumento42 páginas2 Tratamiento Del Crudo y Del Agua en El Proceso de ProduccionAnonymous 5C0YOjv100% (1)
- Proceso de ReacondicionamientoDocumento9 páginasProceso de ReacondicionamientoNormalva AlvarezAún no hay calificaciones
- Tema 2 Refinerias LLLDocumento16 páginasTema 2 Refinerias LLLAlexander Cuellar CossioAún no hay calificaciones
- Destilación y Centrifugación de AceitesDocumento8 páginasDestilación y Centrifugación de AceitesJoel Paucar SincheAún no hay calificaciones
- Marco Teórico - DestilaciónDocumento15 páginasMarco Teórico - Destilacióngiancarlos morales diazAún no hay calificaciones
- Destilación Fraccionada Del Crudo. Caleb RodeaDocumento14 páginasDestilación Fraccionada Del Crudo. Caleb RodeaCaleb RodeaAún no hay calificaciones
- Desasfaltado Con PropanoDocumento13 páginasDesasfaltado Con PropanoPedro TineoAún no hay calificaciones
- 13 ViscrakingDocumento16 páginas13 ViscrakingjhonAún no hay calificaciones
- Proceso y Esquema de Refino.Documento20 páginasProceso y Esquema de Refino.Soledad AlanocaAún no hay calificaciones
- Extracción de Aceites 1Documento7 páginasExtracción de Aceites 1Manuela Velasquez AcostaAún no hay calificaciones
- Aceites EsencialesDocumento9 páginasAceites EsencialesalexdiropeAún no hay calificaciones
- Planta de Biodiesel RefinoDocumento7 páginasPlanta de Biodiesel RefinoJavierito ViruezAún no hay calificaciones
- Trabajo de ProcesamientoDocumento13 páginasTrabajo de ProcesamientoYusbelis ParraAún no hay calificaciones
- Deparafinada Por Mek-Tolueno Refinacion Del PetroleoDocumento40 páginasDeparafinada Por Mek-Tolueno Refinacion Del PetroleoNoelia Alcocer RodriguezAún no hay calificaciones
- Informe Destilación - Salida de CampoDocumento11 páginasInforme Destilación - Salida de CampoAlejandra UlloaAún no hay calificaciones
- Grupo 2-Unidad 1-Fabricacion de Jabon1Documento26 páginasGrupo 2-Unidad 1-Fabricacion de Jabon1Mixthys RvAún no hay calificaciones
- Tarea Diagramas de FlujoDocumento4 páginasTarea Diagramas de FlujoAlejandra LópezAún no hay calificaciones
- 15 Subproductos de AlmazaraDocumento11 páginas15 Subproductos de AlmazaraAlberto Sada MtzAún no hay calificaciones
- Destilacion CerradaDocumento25 páginasDestilacion CerradaLeidy Tarqui0% (1)
- Informe Grupal-Extraccion Por Arrastre Con Vapor (A.e de Molle)Documento17 páginasInforme Grupal-Extraccion Por Arrastre Con Vapor (A.e de Molle)CarolinaMedranoAún no hay calificaciones
- Extracción Por SolventesDocumento8 páginasExtracción Por SolventesLesli Damaris Bilbao MartellAún no hay calificaciones
- Exa 2 AceitesDocumento4 páginasExa 2 AceitesAlejandro Choquela VenturaAún no hay calificaciones
- Manual de DestilacionDocumento28 páginasManual de DestilaciondorysAún no hay calificaciones
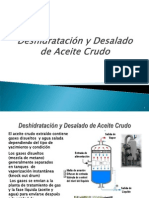
- Deshidratación y Desalado de Aceite CrudoDocumento16 páginasDeshidratación y Desalado de Aceite CrudoJuanAndresMedina100% (2)
- Destilacion PrimariaDocumento17 páginasDestilacion PrimariaCarlos SantiagoAún no hay calificaciones
- Fundamentos BásicosDocumento4 páginasFundamentos BásicosJosé MiguelAún no hay calificaciones
- TratadoresDocumento12 páginasTratadoresLiz MuñozAún no hay calificaciones
- Escuela Politecnica Nacional Ingeniería de MantenimientoDocumento14 páginasEscuela Politecnica Nacional Ingeniería de MantenimientoJuan MolinaAún no hay calificaciones
- Practica #3 Destilación de AlcoholesDocumento6 páginasPractica #3 Destilación de AlcoholesAlejandra BastidasAún no hay calificaciones
- Tema 10 - Sistema de Lubricación Del MotorDocumento30 páginasTema 10 - Sistema de Lubricación Del MotorCarlos GomesAún no hay calificaciones
- Tratamiento Básico de Fracciones Crudas y Equipos de TratamientoDocumento8 páginasTratamiento Básico de Fracciones Crudas y Equipos de TratamientoMiranda Lira ReyesAún no hay calificaciones
- Procesos de Recuperación de AceitesDocumento8 páginasProcesos de Recuperación de AceitesMario VizcarraAún no hay calificaciones
- Tipos de DestilacionDocumento16 páginasTipos de DestilacionKristhian Cuascota AAún no hay calificaciones
- Operaciones UnitariasDocumento12 páginasOperaciones UnitariasRodrigo Herbas LopezAún no hay calificaciones
- Resumen 2do Parcial PTC y PTADocumento8 páginasResumen 2do Parcial PTC y PTAMatiasAún no hay calificaciones
- PdaDocumento16 páginasPdaAlexis Michelle RocaAún no hay calificaciones
- Tratamiento Del CrudoDocumento25 páginasTratamiento Del CrudoRoberto Aquiles Leon PericheAún no hay calificaciones
- Destilacion Trabajo QuimicaDocumento29 páginasDestilacion Trabajo QuimicaOriannyRamosAún no hay calificaciones
- Destilación FraccionadaDocumento15 páginasDestilación Fraccionadapostillo123Aún no hay calificaciones
- Dilucion de Crudos PesadosDocumento4 páginasDilucion de Crudos PesadosGabii Figueroa GonzalezAún no hay calificaciones
- Reutilización de aguas residuales en la industria azucarera y AlcoholeraDe EverandReutilización de aguas residuales en la industria azucarera y AlcoholeraAún no hay calificaciones
- Mantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409De EverandMantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409Calificación: 5 de 5 estrellas5/5 (7)
- Transportador B01 R2Documento1 páginaTransportador B01 R2macbolAún no hay calificaciones
- Ejemplo Proyecto Completo PMBOKDocumento233 páginasEjemplo Proyecto Completo PMBOKangelpovis87% (63)
- Transportador B01 R2Documento1 páginaTransportador B01 R2macbolAún no hay calificaciones
- Repaso Actas Constitucion de ProyectoDocumento17 páginasRepaso Actas Constitucion de ProyectoCristian Garrido CarrascoAún no hay calificaciones
- Ejemplo Proyecto Completo PMBOKDocumento233 páginasEjemplo Proyecto Completo PMBOKangelpovis87% (63)
- Actadeconstituciondelproyectoprojectcharter 131127080747 Phpapp01Documento6 páginasActadeconstituciondelproyectoprojectcharter 131127080747 Phpapp01macbolAún no hay calificaciones
- Repaso Actas Constitucion de ProyectoDocumento17 páginasRepaso Actas Constitucion de ProyectoCristian Garrido CarrascoAún no hay calificaciones
- Ejemplo Proyecto Completo PMBOKDocumento233 páginasEjemplo Proyecto Completo PMBOKangelpovis87% (63)
- Gestion Activo Fijos Viviana MeruaneDocumento124 páginasGestion Activo Fijos Viviana MeruanemacbolAún no hay calificaciones
- Curso 2011 Zapata 1Documento154 páginasCurso 2011 Zapata 1macbolAún no hay calificaciones
- Juntas de DilatacionDocumento44 páginasJuntas de Dilataciondielu14Aún no hay calificaciones
- Actadeconstituciondelproyecto 111109191633 Phpapp01Documento14 páginasActadeconstituciondelproyecto 111109191633 Phpapp01Mauro Calahorrano CárdenasAún no hay calificaciones
- Iniciacion y Planificacion Del ProyectoDocumento43 páginasIniciacion y Planificacion Del Proyectokarinakopp100% (1)
- Simulacion de Un Proceso Industrial Mediante FlexSimDocumento26 páginasSimulacion de Un Proceso Industrial Mediante FlexSimDavid Russo VillarrealAún no hay calificaciones
- Ingeniería de Plantas IndustrialesDocumento45 páginasIngeniería de Plantas IndustrialesmacbolAún no hay calificaciones
- RCM Articulo Confiabilidad Evolucion Abr 18 2011Documento0 páginasRCM Articulo Confiabilidad Evolucion Abr 18 2011Carolina SolisAún no hay calificaciones
- Catalogo Norma NCHDocumento233 páginasCatalogo Norma NCHJose Manuel Carcamo SaezAún no hay calificaciones
- Pic 01 03 05Documento44 páginasPic 01 03 05lsantosrios100% (1)
- Plot PlanDocumento8 páginasPlot Planjoseellargo100% (4)
- Tesis Mantenimiento Basado en RiesgoDocumento214 páginasTesis Mantenimiento Basado en RiesgoÁngel DguezAún no hay calificaciones
- PVEliteDocumento10 páginasPVEliteGaston Correa100% (1)
- Marco Teo RicoDocumento106 páginasMarco Teo RicomacbolAún no hay calificaciones
- Ingeniería de Plantas IndustrialesDocumento45 páginasIngeniería de Plantas IndustrialesmacbolAún no hay calificaciones
- Puente Grúa (Pórtico Con Ruedas) Par Taller MecánicoDocumento145 páginasPuente Grúa (Pórtico Con Ruedas) Par Taller MecánicoHugo Alfredo Ordóñez Chocano94% (16)
- Chimeneas NBE AE 88Documento33 páginasChimeneas NBE AE 88Rodrigo Fuente GarcíaAún no hay calificaciones
- Celis Euan David Israel 2008 11Documento146 páginasCelis Euan David Israel 2008 11macbolAún no hay calificaciones
- Catalogo Grasa MolykoteDocumento94 páginasCatalogo Grasa Molykotemanjes17Aún no hay calificaciones
- TX Mecanismos para Transmision de MovimientoDocumento19 páginasTX Mecanismos para Transmision de Movimientodedos6404100% (11)
- Normas IramDocumento146 páginasNormas IramMoira Karin60% (5)
- 34Documento81 páginas34botaratoAún no hay calificaciones
- Cuestionario 1Documento10 páginasCuestionario 1LualAuditore33% (3)
- Solucionario Guía 2 - Cs Nat - 8voDocumento4 páginasSolucionario Guía 2 - Cs Nat - 8voLiceo República de Italia Enseñanza BásicaAún no hay calificaciones
- Modelo OsiDocumento8 páginasModelo OsiJohanes Sarmiento CuentaOficialAún no hay calificaciones
- Leonardo AtestiguamientoDocumento8 páginasLeonardo Atestiguamientoluissana_santelizAún no hay calificaciones
- FORJADO - MonografiaDocumento16 páginasFORJADO - MonografiaDelia Araoz Quiroz0% (1)
- Taller 4 Semana de Receso Escolar Octubre 2022Documento3 páginasTaller 4 Semana de Receso Escolar Octubre 2022jhoan santiagoAún no hay calificaciones
- Escobar Modulo I DirectivasDocumento3 páginasEscobar Modulo I DirectivasJesús AlejandroAún no hay calificaciones
- Cartilla Cultivo de Bocachico PDFDocumento42 páginasCartilla Cultivo de Bocachico PDFAldemar Arrieta Perez0% (1)
- Prueba TriaxialDocumento10 páginasPrueba TriaxialQuicho QuirogaAún no hay calificaciones
- Cállate y Rudea Cap. 8Documento12 páginasCállate y Rudea Cap. 8Tania SuarezAún no hay calificaciones
- Módulo #7. Tabla Periódica y Propiedades Periódicas.Documento20 páginasMódulo #7. Tabla Periódica y Propiedades Periódicas.Consultores LegalesAún no hay calificaciones
- Semana8 Sep 2012iitensionesssDocumento14 páginasSemana8 Sep 2012iitensionesssIoel QcAún no hay calificaciones
- Conestastcion de La demadna-LABORALDocumento19 páginasConestastcion de La demadna-LABORALNELIDA LUNA ECHEVARRIAAún no hay calificaciones
- PR301-01A3 Manual de Instrucciones v01Documento42 páginasPR301-01A3 Manual de Instrucciones v01Jay Cee RizoAún no hay calificaciones
- Prueba Siec EspañolDocumento2 páginasPrueba Siec EspañolDoris DuranAún no hay calificaciones
- Examen de Recursos Humanos FinalDocumento13 páginasExamen de Recursos Humanos FinalLeda Mora Bogantes0% (1)
- Metabolismo Del GlucógenoDocumento12 páginasMetabolismo Del GlucógenoGabriela SosaAún no hay calificaciones
- Pensamiento SolidarDocumento6 páginasPensamiento SolidarAlvaro Jose Vega PeñatesAún no hay calificaciones
- Fundamentación JustificaciónDocumento4 páginasFundamentación JustificaciónAlonso TovarAún no hay calificaciones
- Geoindicadores 2Documento4 páginasGeoindicadores 2dila gonzalezAún no hay calificaciones
- Catalogo 2022Documento28 páginasCatalogo 2022Yuldor GutierrezAún no hay calificaciones
- Protocolo de BioseguriddDocumento9 páginasProtocolo de BioseguriddMárolys LozanoAún no hay calificaciones
- Sistema Nervioso CentralDocumento7 páginasSistema Nervioso CentralMondongo gokuAún no hay calificaciones
- Estatica de La Particula-1Documento10 páginasEstatica de La Particula-1jl salliAún no hay calificaciones
- Probabilidad 1Documento15 páginasProbabilidad 1Carlos SanchezAún no hay calificaciones
- Formato RadicadoDocumento9 páginasFormato RadicadoEdimer CañonAún no hay calificaciones
- Arotherm Split Manual de Usuario Unidad Interior MH 8kw 1627285 1Documento72 páginasArotherm Split Manual de Usuario Unidad Interior MH 8kw 1627285 1Inmaculada AsensioAún no hay calificaciones
- G1nnMedionAmbientennSaludnynSeguridad 1363507e7062acbDocumento8 páginasG1nnMedionAmbientennSaludnynSeguridad 1363507e7062acberica tatiana raquira cuchivagueAún no hay calificaciones
- Algunas Recomendaciones Elevadores - CatalogoDocumento42 páginasAlgunas Recomendaciones Elevadores - Catalogomiguel angel castro contrerasAún no hay calificaciones
- Guia 5 Lectura Critica Lengua Castellana - 11ºDocumento5 páginasGuia 5 Lectura Critica Lengua Castellana - 11ºedit mariaAún no hay calificaciones