También podría gustarte
- Medicion de Acabado SuperficialDocumento9 páginasMedicion de Acabado Superficialmar dAún no hay calificaciones
- Dibujo Técnico. Acabado Superficial. Tratamientos y Mecanizados Especiales.Documento19 páginasDibujo Técnico. Acabado Superficial. Tratamientos y Mecanizados Especiales.ricardobrtlm81% (42)
- Parte 4Documento22 páginasParte 4Santiago OrbeaAún no hay calificaciones
- Tipos y Necesidades de Acabados SuperficialesDocumento15 páginasTipos y Necesidades de Acabados SuperficialesWinson Marza VeraAún no hay calificaciones
- Acabados SuperficialesDocumento4 páginasAcabados SuperficialesDiana VillamizarAún no hay calificaciones
- Acabados SuperficialesDocumento7 páginasAcabados SuperficialesFrânçïsçô DâvïdAún no hay calificaciones
- RUGOSIDADESDocumento5 páginasRUGOSIDADESCarlos Andres VásquezAún no hay calificaciones
- Tipos Acabados SuperficialesDocumento15 páginasTipos Acabados SuperficialesFlorita Fonseca ValverdeAún no hay calificaciones
- Marco Teorico de Reporte de PracticaDocumento4 páginasMarco Teorico de Reporte de PracticaTania MendezAún no hay calificaciones
- Tolerancia, Rugosidad y Tratamientos Metalurgicos.Documento2 páginasTolerancia, Rugosidad y Tratamientos Metalurgicos.yuditAún no hay calificaciones
- Tolerancias y AcabadosDocumento16 páginasTolerancias y AcabadosLaura RamirezAún no hay calificaciones
- Lab 4 ManufacturaDocumento11 páginasLab 4 ManufacturaPedro RodriguezAún no hay calificaciones
- Unidad VDocumento11 páginasUnidad VNorely Escobar MerinoAún no hay calificaciones
- Características Del Acabado SuperficialDocumento50 páginasCaracterísticas Del Acabado SuperficialDans Pedroza0% (1)
- Acabados Superficiales y Tratamientos TermicosDocumento22 páginasAcabados Superficiales y Tratamientos TermicosAlfredo SanchesAún no hay calificaciones
- Acabados SuperficialesDocumento4 páginasAcabados SuperficialesJorge L. Camacho BautistaAún no hay calificaciones
- Características Del Acabado Superficial (Página 2) - MonografiasDocumento12 páginasCaracterísticas Del Acabado Superficial (Página 2) - Monografiasf.l.f.100% (1)
- Superficies A MaquinarDocumento7 páginasSuperficies A MaquinargerardoAún no hay calificaciones
- UD2. Tolerancias IV. Tol Superficiales019-20Documento26 páginasUD2. Tolerancias IV. Tol Superficiales019-20hectorAún no hay calificaciones
- Estados SuperficialesDocumento9 páginasEstados SuperficialesMario AsquithAún no hay calificaciones
- DocumentoDocumento2 páginasDocumentoLeonardo De la Cruz pascacioAún no hay calificaciones
- Acabados SuperficialesDocumento20 páginasAcabados SuperficialesWilfrido HidalgoAún no hay calificaciones
- Informe Cad CAMDocumento20 páginasInforme Cad CAMKatty PintoAún no hay calificaciones
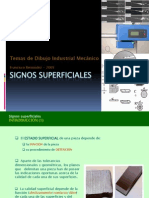
- Signos SuperficialesDocumento8 páginasSignos SuperficialesLuis E.SAún no hay calificaciones
- Doc13 Simbologias Sanchez SanchezDocumento3 páginasDoc13 Simbologias Sanchez SanchezAndres SanchezAún no hay calificaciones
- RugosidadDocumento10 páginasRugosidadEsther Pacheco EscobedoAún no hay calificaciones
- TribologiaDocumento14 páginasTribologiaViktorEnriqueNMAún no hay calificaciones
- Signos SuperficialesDocumento8 páginasSignos SuperficialesIsela VegaAún no hay calificaciones
- Reprentación Rugosidad Tolerancia y AjusteDocumento16 páginasReprentación Rugosidad Tolerancia y AjusteAlbrecht HerradoraAún no hay calificaciones
- RugosidadDocumento20 páginasRugosidadoscgonzalezAún no hay calificaciones
- ACABADODocumento18 páginasACABADOadrianaAún no hay calificaciones
- Elemento Del Simbolo de SuperficieDocumento11 páginasElemento Del Simbolo de SuperficieAngel Galindo100% (1)
- Ajustes Tolarancias Acabados SuperficialesDocumento31 páginasAjustes Tolarancias Acabados SuperficialesJuan Chapaca0% (1)
- Nuevo Documento de Microsoft WordDocumento8 páginasNuevo Documento de Microsoft WordJunior ObandoAún no hay calificaciones
- Caracteristicas Acabado SuperficialDocumento37 páginasCaracteristicas Acabado SuperficialCarlos Pastrana0% (1)
- Simbología de Acabados SuperficialesDocumento16 páginasSimbología de Acabados SuperficialesDensy Primo Hernandez50% (2)
- 2 - Acabado o Terminación SuperficialDocumento22 páginas2 - Acabado o Terminación SuperficialMariano Mayor100% (1)
- Aspereza, Grados de Aspereza, Moleteado, EtcDocumento10 páginasAspereza, Grados de Aspereza, Moleteado, EtcRoonyDarioSZAún no hay calificaciones
- Signos Superficiales de CalidadDocumento4 páginasSignos Superficiales de CalidadMarco Antonio Jordán AguadoAún no hay calificaciones
- Acabados Superficiales de TrabajoDocumento5 páginasAcabados Superficiales de TrabajomaryAún no hay calificaciones
- Calidades SuperficialesDocumento7 páginasCalidades SuperficialeswidinsonAún no hay calificaciones
- Calidades SuperficialesDocumento8 páginasCalidades SuperficialesHernandez ReyesAún no hay calificaciones
- Superficies Funcionales y No FuncionalesDocumento15 páginasSuperficies Funcionales y No FuncionalesRodolfo J. BuenrostroAún no hay calificaciones
- Estados SuperficialesDocumento12 páginasEstados SuperficialesYassine DoudouAún no hay calificaciones
- Teoria Rugosidad IgDocumento22 páginasTeoria Rugosidad IgAnaAún no hay calificaciones
- Rugosidad Datos GeneralesDocumento12 páginasRugosidad Datos GeneralesCarlosGaitanHernandezAún no hay calificaciones
- Manual Del Curso Ajustes y ToleranciasDocumento84 páginasManual Del Curso Ajustes y ToleranciasChristine Brown33% (3)
- Indicaciones de RugosidadDocumento17 páginasIndicaciones de RugosidadOscar CruzAún no hay calificaciones
- Acabado SuperficialDocumento30 páginasAcabado Superficialroger_villegas_m4783Aún no hay calificaciones
- 2.9 RugosidadDocumento9 páginas2.9 RugosidadZąiidą 'HernandezAún no hay calificaciones
- Teoria Rugosidad Ig PDFDocumento22 páginasTeoria Rugosidad Ig PDFAnonymous 2SQDbt2Aún no hay calificaciones
- Superficies Funcionales y No FuncionalesDocumento9 páginasSuperficies Funcionales y No FuncionalesAldo Jiménez RegisAún no hay calificaciones
- Tolerancias Geométricas y Dimensionales PDFDocumento37 páginasTolerancias Geométricas y Dimensionales PDFVICTOR HUGO ANGULO LIZALDAAún no hay calificaciones
- 4.1.signos SuperficialesDocumento26 páginas4.1.signos SuperficialesMohamedLamin0% (2)
- RugosidadDocumento8 páginasRugosidadMarco ZepedaAún no hay calificaciones
- Estados SuperficialesDocumento12 páginasEstados SuperficialesCarlos JimenezAún no hay calificaciones
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Operaciones de mecanizado manual. FMEE0208De EverandOperaciones de mecanizado manual. FMEE0208Aún no hay calificaciones
- Fundamentos de Vibración de FundacionesDocumento13 páginasFundamentos de Vibración de FundacionesNetoAún no hay calificaciones
- V - 322155 - Mecanica de Fluidos e Hidraulica - SilaboDocumento8 páginasV - 322155 - Mecanica de Fluidos e Hidraulica - SilaboGiuliana ACAún no hay calificaciones
- CompactadoraDocumento3 páginasCompactadoraYunior OrtiZzAún no hay calificaciones
- Tarea 3 de ElectricidadDocumento8 páginasTarea 3 de ElectricidadQuirod JavierAún no hay calificaciones
- Fahodipa - Examen II UIS I 2020 PDFDocumento1 páginaFahodipa - Examen II UIS I 2020 PDFsteven lopezAún no hay calificaciones
- Sensor de TemperaturaDocumento2 páginasSensor de TemperaturaJESUS ISAAC PEREZ CRUZAún no hay calificaciones
- Impacto Ambiental Del CobreDocumento3 páginasImpacto Ambiental Del CobreLeyda Jimenez100% (1)
- Laboratorio de Neumatica No2Documento13 páginasLaboratorio de Neumatica No2Angel BlancoAún no hay calificaciones
- Crédito DamanhurDocumento7 páginasCrédito Damanhurjamster33Aún no hay calificaciones
- Odontoliga 404 HonorioDocumento9 páginasOdontoliga 404 HonorioOrlando ClementeAún no hay calificaciones
- Planta Separadora de Liquidos de Rio GrandeDocumento18 páginasPlanta Separadora de Liquidos de Rio GrandeDaniel Zambrana FabricAún no hay calificaciones
- 2daesp DinamicaEstructural-1GDLDocumento43 páginas2daesp DinamicaEstructural-1GDLjblingenieroAún no hay calificaciones
- Problematica de La Basura en Quito PDFDocumento2 páginasProblematica de La Basura en Quito PDFcristiang12Aún no hay calificaciones
- Teram A I SymbolsDocumento12 páginasTeram A I SymbolsLinda ZepedaAún no hay calificaciones
- FM-SIG-P-LI-001 - Mantenimiento de Bombas CentrifugasDocumento4 páginasFM-SIG-P-LI-001 - Mantenimiento de Bombas CentrifugasDavid RocaAún no hay calificaciones
- As 89619 FT C 613662 KMX MX 1128 2Documento14 páginasAs 89619 FT C 613662 KMX MX 1128 2Juan José Flores HerreraAún no hay calificaciones
- Sensores PasivosDocumento40 páginasSensores PasivosCesar VeraAún no hay calificaciones
- GuíaDocumento6 páginasGuíaCatalina FernándezAún no hay calificaciones
- NTP 400Documento9 páginasNTP 400Rodrigo González SilvaAún no hay calificaciones
- Densímetros Nucleares Troxler 3430 y 3440 - Mecánica Científica, S.ADocumento4 páginasDensímetros Nucleares Troxler 3430 y 3440 - Mecánica Científica, S.AfidelgeoAún no hay calificaciones
- Señales CTM DetalladoDocumento22 páginasSeñales CTM DetalladoMarcial MamaniAún no hay calificaciones
- Infografia de La Contaminación Ambiental.Documento11 páginasInfografia de La Contaminación Ambiental.Darikson TorresAún no hay calificaciones
- Clima InformeDocumento25 páginasClima InformeKathy Lozano Luna VictoriaAún no hay calificaciones
- NOJA OSM 15,27,38 Manual EspañolDocumento121 páginasNOJA OSM 15,27,38 Manual Españoljoeman1967% (3)
- 5 Reglas de Oro para Trabajar Sin TensiónDocumento6 páginas5 Reglas de Oro para Trabajar Sin Tensiónrpercy01Aún no hay calificaciones
- ImispaDocumento545 páginasImispaAurisAún no hay calificaciones
- AVL Dispeed 2000Documento1 páginaAVL Dispeed 2000carlos_0291Aún no hay calificaciones
- INGEMECANICA.COMDocumento87 páginasINGEMECANICA.COMLuis Alted HurtadoAún no hay calificaciones
- Actividad Semana 2 SensoresDocumento4 páginasActividad Semana 2 SensoresRodulf RangelAún no hay calificaciones
- Calculo Aplicado Al Proyecto.Documento39 páginasCalculo Aplicado Al Proyecto.Cristian Saavedra100% (3)