También podría gustarte
- Por Qué El Hidrógeno Es Una Preocupación en SoldaduraDocumento2 páginasPor Qué El Hidrógeno Es Una Preocupación en SoldaduraClaudio LoyolaAún no hay calificaciones
- Trabajo de Exposición de SoldaduraDocumento31 páginasTrabajo de Exposición de SoldaduraJhames M. LeonAún no hay calificaciones
- Recomendaciones para soldar hierro fundido de menos deDocumento1 páginaRecomendaciones para soldar hierro fundido de menos dePaola CrAún no hay calificaciones
- Guía 2 Grado 10Documento9 páginasGuía 2 Grado 10jenny jineth romero romeroAún no hay calificaciones
- Semana 4 Del Curso de SoldaduraDocumento24 páginasSemana 4 Del Curso de Soldadurarodrigo contrerasAún no hay calificaciones
- Procedimiento para Soldar Hierro ColadoDocumento26 páginasProcedimiento para Soldar Hierro ColadoEmmanuel HerreraAún no hay calificaciones
- Soldadura para Aleaciones No FerrosasDocumento10 páginasSoldadura para Aleaciones No FerrosasJoseph Stiven Riveros0% (1)
- Proceso de Soldadura de Hierro Colado o FundidoDocumento18 páginasProceso de Soldadura de Hierro Colado o FundidoCarlos Guillermo Ordóñez Mayorga100% (1)
- Soldadura Por Forjado La Soldadura Por Forjado Tiene Importancia Histórica en El Desarrollo de La Tecnología de ManufacturaDocumento9 páginasSoldadura Por Forjado La Soldadura Por Forjado Tiene Importancia Histórica en El Desarrollo de La Tecnología de ManufacturaCarlosCamposAún no hay calificaciones
- SoldabilidadDocumento65 páginasSoldabilidadelkin GomezAún no hay calificaciones
- Soldabilidad HslaDocumento11 páginasSoldabilidad HslaDavid Rivera TapiaAún no hay calificaciones
- Fundicion y Trabajo en Caliente ManueldgdDocumento13 páginasFundicion y Trabajo en Caliente ManueldgdMaNuel DgdAún no hay calificaciones
- SoldabilidadDocumento34 páginasSoldabilidadeddi0403100% (1)
- Soldadura Con Electrodo de Hierro Fundido y AluminioDocumento6 páginasSoldadura Con Electrodo de Hierro Fundido y AluminioEdwin RocaAún no hay calificaciones
- Reparación de FundicionesDocumento5 páginasReparación de FundicionesJonathan MartinezAún no hay calificaciones
- Cuestionario Lab Soldadura 12Documento12 páginasCuestionario Lab Soldadura 12Antón JaCob Di La RottaAún no hay calificaciones
- Aceros SISA Tratamiento Termico de Aceros EspecialesDocumento4 páginasAceros SISA Tratamiento Termico de Aceros Especialeslunita80sAún no hay calificaciones
- Resumen Fabricación y Uso Del CincelDocumento1 páginaResumen Fabricación y Uso Del CincelJoseph Johann Sarzoso YupanquiAún no hay calificaciones
- Prac 1018juan, Alonso, LaloDocumento40 páginasPrac 1018juan, Alonso, LaloMiguel Angel López NavarreteAún no hay calificaciones
- Soldadura duplex GMAW 5mmDocumento16 páginasSoldadura duplex GMAW 5mmPablo SebastianAún no hay calificaciones
- BielaDocumento35 páginasBielaDaniel Alejandro Bolívar SanzAún no hay calificaciones
- Soldadura de AceroDocumento2 páginasSoldadura de AceroEmmanuel LoperenaAún no hay calificaciones
- Procedimiento para Soldar Una Fundición de Hierro o Hierro ColadoDocumento2 páginasProcedimiento para Soldar Una Fundición de Hierro o Hierro ColadoPo DuAún no hay calificaciones
- Estructura cristalina metalesDocumento9 páginasEstructura cristalina metalesMarkiño CruzAún no hay calificaciones
- Tiempo de CalentamientoDocumento18 páginasTiempo de Calentamientojua ArgolloAún no hay calificaciones
- Aceros SISA Tratamiento Térmico de Aceros Especiales PDFDocumento4 páginasAceros SISA Tratamiento Térmico de Aceros Especiales PDFErick Roldan HermosilloAún no hay calificaciones
- Bbosch GalvanizadoDocumento20 páginasBbosch GalvanizadoGonzalo ContrerasAún no hay calificaciones
- Hierro Fundido y SoldabilidadDocumento41 páginasHierro Fundido y SoldabilidadGean C Mantilla Ramos67% (6)
- Hierro FundidoDocumento14 páginasHierro FundidoJose Luis TorresAún no hay calificaciones
- Tratamientos Termicos Del OroDocumento2 páginasTratamientos Termicos Del OroJose Carlos Yv50% (2)
- Cómo Fundir AluminioDocumento12 páginasCómo Fundir AluminioMary Luz Mamani ArcanaAún no hay calificaciones
- Trabajo en FríoDocumento3 páginasTrabajo en FríoAnny Ocaña0% (1)
- Soldadura HeterogeneaDocumento26 páginasSoldadura HeterogeneaFranko Pacheco PerezAún no hay calificaciones
- Materiales para estampas - Acero y tratamiento térmicoDocumento33 páginasMateriales para estampas - Acero y tratamiento térmicoLuis Gabriel GallucciAún no hay calificaciones
- Proceso Termico de RecocidoDocumento5 páginasProceso Termico de RecocidoAukgapuriHuitoccolloMaxArmandoAún no hay calificaciones
- Pre CalentamientoDocumento42 páginasPre CalentamientoVictorAún no hay calificaciones
- Sustitución de Materiales AviaciónDocumento14 páginasSustitución de Materiales AviaciónDaniel Yesid Vaca RomeroAún no hay calificaciones
- Informe 6 TT RecocidoDocumento15 páginasInforme 6 TT RecocidoJset EstevezAún no hay calificaciones
- SOLDADURA DE ALUMINIO, HIERRO FUNDIDO Y ACERODocumento51 páginasSOLDADURA DE ALUMINIO, HIERRO FUNDIDO Y ACEROLUIS FRANCO GONZALO QUISPE HUANCAAún no hay calificaciones
- Rolado en Calienre y FrioDocumento2 páginasRolado en Calienre y FrioRicardo Alberto Zapata BalcazarAún no hay calificaciones
- La Soldadura de EspárragosDocumento5 páginasLa Soldadura de EspárragosMaria Estrella del MarAún no hay calificaciones
- Tipos de Hornos y Tipos de MaterialesDocumento22 páginasTipos de Hornos y Tipos de Materiales220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- Procesos IndustrialesDocumento3 páginasProcesos IndustrialesBranco QuinecheAún no hay calificaciones
- Soldadura BlandaDocumento9 páginasSoldadura Blandazplon0% (1)
- Soldaduras Especiales UTP Para: Fabricación, Reparación y Mantenimiento en Todo Tipo en La Industria Metal MecánicaDocumento28 páginasSoldaduras Especiales UTP Para: Fabricación, Reparación y Mantenimiento en Todo Tipo en La Industria Metal MecánicaGabriel BallesteroAún no hay calificaciones
- UTPDocumento28 páginasUTPjohn juradoAún no hay calificaciones
- Informe Lab SoldaduraDocumento6 páginasInforme Lab SoldaduraRoyerAngelAún no hay calificaciones
- 770Documento11 páginas770Jose Gregorio FerrerAún no hay calificaciones
- Soldabilidad de Hierro FundidoDocumento29 páginasSoldabilidad de Hierro Fundidobilsait0% (1)
- Soldabilidad de Los Materiales OrtoprotesicosDocumento3 páginasSoldabilidad de Los Materiales OrtoprotesicosJavi MonterrosaAún no hay calificaciones
- SOLDADURA1Documento20 páginasSOLDADURA1Edw Den CrisherAún no hay calificaciones
- Horno de CampanaDocumento20 páginasHorno de Campanaalba rondon100% (2)
- Tratamientos térmicos: recocido, templado y revenidoDocumento80 páginasTratamientos térmicos: recocido, templado y revenidoDulce Fernanda Mendoza CelisAún no hay calificaciones
- Soldabilidad en Los AcerosDocumento40 páginasSoldabilidad en Los AcerosMaximiliano Medina DiazAún no hay calificaciones
- Soldadura FuerteDocumento14 páginasSoldadura FuerteJhonatan Contreras sanabriaAún no hay calificaciones
- Troqueles FabricacionDocumento7 páginasTroqueles FabricacionBrayAndres CastañoAún no hay calificaciones
- Defectos en La SoldaduraDocumento12 páginasDefectos en La SoldaduraDennis ZavaletaAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
- Clase 5 PotenciaDocumento28 páginasClase 5 PotenciaJmb BravoAún no hay calificaciones
- I y II Clase 1 Pia CorreaDocumento8 páginasI y II Clase 1 Pia CorreaJmb BravoAún no hay calificaciones
- Clase 3 PotenciaDocumento59 páginasClase 3 PotenciaJmb BravoAún no hay calificaciones
- Sociedad colonial 2002 por finDocumento14 páginasSociedad colonial 2002 por finJmb BravoAún no hay calificaciones
- Cancionero JAE 3.0 - Web PDFDocumento240 páginasCancionero JAE 3.0 - Web PDFRebekah RuizAún no hay calificaciones
- Manual de Postulación Capital Semilla Emprende "Región de Los Ríos"Documento55 páginasManual de Postulación Capital Semilla Emprende "Región de Los Ríos"Jmb BravoAún no hay calificaciones
- Paso A Paso para Realizar DenunciaDocumento4 páginasPaso A Paso para Realizar DenunciaJmb BravoAún no hay calificaciones
- Suzuki M16A PDF - En.esDocumento50 páginasSuzuki M16A PDF - En.esJmb BravoAún no hay calificaciones
- UntitledDocumento41 páginasUntitledSebastián NiñoAún no hay calificaciones
- Radio Transmisor Ebay UVB6Documento3 páginasRadio Transmisor Ebay UVB6Jmb BravoAún no hay calificaciones
- Métodos Incorrectos y Ofrendas InaceptablesDocumento12 páginasMétodos Incorrectos y Ofrendas InaceptablesJmb BravoAún no hay calificaciones
- Dumas Chávez, HéctorDocumento104 páginasDumas Chávez, HéctorJmb BravoAún no hay calificaciones
- Radio Transmisor Ebay UVB6Documento2 páginasRadio Transmisor Ebay UVB6Jmb BravoAún no hay calificaciones
- Auxiliar ES - 2022-2t-OkDocumento52 páginasAuxiliar ES - 2022-2t-OkMichael Joan LópezAún no hay calificaciones
- Manual Español - Radio Baofeng Uv-89Documento12 páginasManual Español - Radio Baofeng Uv-89Jmb Bravo89% (9)
- Radio Transmisor Ebay UVB6Documento2 páginasRadio Transmisor Ebay UVB6Jmb BravoAún no hay calificaciones
- Programación GB3DA Repetidor en El Baofeng UVDocumento4 páginasProgramación GB3DA Repetidor en El Baofeng UVjohnm746Aún no hay calificaciones
- PassDocumento1 páginaPassJmb BravoAún no hay calificaciones
- Radio Transmisor Ebay UVB6Documento2 páginasRadio Transmisor Ebay UVB6Jmb BravoAún no hay calificaciones
- Aspectos Introductorios A La Inteligencia Artificial - Julio 2023 - Temario y Detalles (1893)Documento3 páginasAspectos Introductorios A La Inteligencia Artificial - Julio 2023 - Temario y Detalles (1893)Renzo Luis Rojas PeñaAún no hay calificaciones
- Ensayos Mecanicos e Implementación Análisis de Vibraciones en Máquinas Rotatorias - Orlando - OlaveDocumento52 páginasEnsayos Mecanicos e Implementación Análisis de Vibraciones en Máquinas Rotatorias - Orlando - OlaveClaudia C .MuñozAún no hay calificaciones
- Taller Sobre Comercializadora Pyd S.A.SDocumento27 páginasTaller Sobre Comercializadora Pyd S.A.SStefani GonzalezAún no hay calificaciones
- 1º Examen de La 1 Evaluación - Técnicas-ResueltoDocumento5 páginas1º Examen de La 1 Evaluación - Técnicas-ResueltoAntonio Herrerías SanabriaAún no hay calificaciones
- Trabajo de Investigacion de Telecomunicaciones PDFDocumento24 páginasTrabajo de Investigacion de Telecomunicaciones PDFAlejandra OrtizAún no hay calificaciones
- Laboratorio 3 Motores TrifasicosDocumento11 páginasLaboratorio 3 Motores TrifasicosMARLON OLAYA GARCIAAún no hay calificaciones
- Comunicación oral no presencialDocumento2 páginasComunicación oral no presencialsergiiogonzAún no hay calificaciones
- Ef MetodologiaDocumento8 páginasEf MetodologiaMichael Junior Cano TaboadaAún no hay calificaciones
- Infocal ProyectoDocumento16 páginasInfocal ProyectoFreddy GomesAún no hay calificaciones
- Manual de Mantenimiento de Mescladora de Arena para Uso Industrial GNDocumento12 páginasManual de Mantenimiento de Mescladora de Arena para Uso Industrial GNJonathan Alejandro Rivera AltamiranoAún no hay calificaciones
- D 39091Documento189 páginasD 39091Victor Alfonso Estrada CastroAún no hay calificaciones
- Canopy de MotorolaDocumento4 páginasCanopy de MotorolaJuan_Pierre_9407Aún no hay calificaciones
- Radio GalenaDocumento16 páginasRadio GalenaKriizthiian HuiisaAún no hay calificaciones
- Tipos de RelacionesDocumento8 páginasTipos de RelacionesAndry BámacaAún no hay calificaciones
- Ensayo de TaxonomiasDocumento11 páginasEnsayo de TaxonomiasErick Guzman RuizAún no hay calificaciones
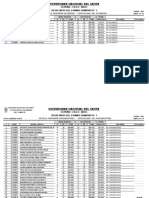
- RESULTADOS POR ESPECIALIDAD EXAMEN SuMATIVO 01 - CEPUNS 2023-IDocumento40 páginasRESULTADOS POR ESPECIALIDAD EXAMEN SuMATIVO 01 - CEPUNS 2023-IValentinovich ValeraAún no hay calificaciones
- Instrumentos de Medición y Comparación en Procedimientos de TrazadoDocumento5 páginasInstrumentos de Medición y Comparación en Procedimientos de TrazadoLuz MarinaAún no hay calificaciones
- Guia Escape Filtro ParticulasDocumento12 páginasGuia Escape Filtro ParticulasLuis Carlos RojasAún no hay calificaciones
- Ficha - Tecnica Mazda mx-5Documento2 páginasFicha - Tecnica Mazda mx-5Karla GonzalezAún no hay calificaciones
- Logística y cadena de suministro: introducción, tipos y característicasDocumento6 páginasLogística y cadena de suministro: introducción, tipos y característicasYolanda GarzaAún no hay calificaciones
- Brother GT3Documento12 páginasBrother GT3Nilton AmacheAún no hay calificaciones
- Tarea 9Documento4 páginasTarea 9Susireth TuestaAún no hay calificaciones
- Listado Ledacom 02 10 18-Unlocked PDFDocumento1 páginaListado Ledacom 02 10 18-Unlocked PDFDELL JQAún no hay calificaciones
- Uso de Nuevas Tecnologías para El AprendizajeDocumento9 páginasUso de Nuevas Tecnologías para El Aprendizajealexander maestreAún no hay calificaciones
- Simuladores Gerenciales BasicaDocumento21 páginasSimuladores Gerenciales BasicaLuis Angel MenesesAún no hay calificaciones
- Test Sistema Focus CMax v0.1Documento3 páginasTest Sistema Focus CMax v0.1SarMaAún no hay calificaciones
- Une en 13183-3-2006Documento3 páginasUne en 13183-3-2006Juan SotoAún no hay calificaciones
- DS ArubaOSDocumento16 páginasDS ArubaOSJuan Carlos CastilloAún no hay calificaciones
- Practicas Pre Dom in Antes y Emergentes de ISCDocumento3 páginasPracticas Pre Dom in Antes y Emergentes de ISCeiza_gonzalezAún no hay calificaciones
- Alarma Comunitaria NormandiaDocumento6 páginasAlarma Comunitaria NormandiaMary Andrade OrtizAún no hay calificaciones