También podría gustarte
- Tesis - 2017Documento50 páginasTesis - 2017Castillo LuisAún no hay calificaciones
- Proyecto de Mejora Investigacion TecnoloógicaDocumento45 páginasProyecto de Mejora Investigacion TecnoloógicaCarlosAún no hay calificaciones
- Proyecto de Mejora - Moreno Ibañez, AlinsonDocumento36 páginasProyecto de Mejora - Moreno Ibañez, AlinsonHAROL RASUL ARMANDO SALINAS CORDOVAAún no hay calificaciones
- 621202-Hernandez Canessa Keysy KatherineDocumento103 páginas621202-Hernandez Canessa Keysy KatherineArata OkazakyAún no hay calificaciones
- Proyecto TextimaxDocumento49 páginasProyecto TextimaxRudy franAún no hay calificaciones
- 001099974PY Proyecto Modelo2023Documento62 páginas001099974PY Proyecto Modelo2023Jesus Lázaro HuamaniAún no hay calificaciones
- 001132085PYDocumento47 páginas001132085PYLuis x6968Aún no hay calificaciones
- Mejora de Metodos CARITA TIPO Polo BoxDocumento65 páginasMejora de Metodos CARITA TIPO Polo BoxKEVIN ANTHONY GUTARRA S�NCHEZ67% (3)
- Elias Zuniga Tacac 19 - 04 - 22Documento14 páginasElias Zuniga Tacac 19 - 04 - 22Joseph Elias Zuniga TacacAún no hay calificaciones
- Proyecto Final Edinson (Recuperado Automáticamente)Documento33 páginasProyecto Final Edinson (Recuperado Automáticamente)Dar Kick LoveAún no hay calificaciones
- Textiles CamonesDocumento55 páginasTextiles CamonesHiroshi_NEO100% (3)
- 001166902py PDFDocumento66 páginas001166902py PDFNeyda CernaAún no hay calificaciones
- 000443394PYlayout e Inventario 201820Documento63 páginas000443394PYlayout e Inventario 201820CamilaAún no hay calificaciones
- DOE 2 Grupo 6Documento11 páginasDOE 2 Grupo 6Segundo VillenaAún no hay calificaciones
- Investigacion Proyecto FinalDocumento78 páginasInvestigacion Proyecto FinalAlison ToribhAún no hay calificaciones
- Proyecto de MejoraDocumento45 páginasProyecto de MejoraHua Cahu C JuanAún no hay calificaciones
- "Implementaciones de Paneles Solares Y El Ahorro Económico: Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento11 páginas"Implementaciones de Paneles Solares Y El Ahorro Económico: Servicio Nacional de Adiestramiento en Trabajo Industrialflowmix714Aún no hay calificaciones
- Proyecto de MejoraDocumento57 páginasProyecto de MejoraAbel YabarAún no hay calificaciones
- ProyectoDocumento17 páginasProyectoADRIAN ALEJANDRO GRANILLO GALLARDOAún no hay calificaciones
- Mejora de Propuesta de Residuos Atravez de Un Sistema Automatizado en El Proceso de Desvalvado de Concha de Abanicoen La Empresa S.A.CDocumento33 páginasMejora de Propuesta de Residuos Atravez de Un Sistema Automatizado en El Proceso de Desvalvado de Concha de Abanicoen La Empresa S.A.CWilson Ramirez GarciaAún no hay calificaciones
- Informe Final AdministrativaDocumento30 páginasInforme Final AdministrativaJorge Flores ParraAún no hay calificaciones
- Tesis SenatiDocumento39 páginasTesis SenatiCarlos Quispe YllpaAún no hay calificaciones
- Entrega Primer Avance Proyecto de CostosDocumento8 páginasEntrega Primer Avance Proyecto de CostosJulian Camilo AVILA CONTRERASAún no hay calificaciones
- Proyecto Final Senati FabiolaDocumento95 páginasProyecto Final Senati Fabiolaadam21alex50% (4)
- Trabajo Final de Herramientas de CalidadDocumento19 páginasTrabajo Final de Herramientas de CalidadJose Luis Auccatoma GuardiaAún no hay calificaciones
- GRUPO 1 (2) CalidadDocumento42 páginasGRUPO 1 (2) Calidadfredy carpioAún no hay calificaciones
- Proyecto FinalfepDocumento22 páginasProyecto FinalfepDaniel HernandezAún no hay calificaciones
- Año de La Universalización de La Salud": Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento91 páginasAño de La Universalización de La Salud": Servicio Nacional de Adiestramiento en Trabajo IndustrialDora GarciaAún no hay calificaciones
- Año de La Universalización de La Salud": Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento91 páginasAño de La Universalización de La Salud": Servicio Nacional de Adiestramiento en Trabajo IndustrialDora GarciaAún no hay calificaciones
- Proyecto de Mejora y o InnovacionDocumento147 páginasProyecto de Mejora y o Innovacionper555100% (1)
- ACTIVIDAD DE APRENDIZAJE 7 Evidencia 5Documento8 páginasACTIVIDAD DE APRENDIZAJE 7 Evidencia 5Kathe CoronadoAún no hay calificaciones
- Cgeu-241 Entregable T001Documento15 páginasCgeu-241 Entregable T001Anderson Chunga GuarnizAún no hay calificaciones
- Cap. II Tevez - Valdivia - Vargas CarpioDocumento26 páginasCap. II Tevez - Valdivia - Vargas CarpioGenderson Vargas CaipoAún no hay calificaciones
- MODELO Entrega Final Métodos MoranDocumento52 páginasMODELO Entrega Final Métodos MoranLuhana carolina Ormeño ramosAún no hay calificaciones
- 02 Modelo - Avance 01.09.23Documento14 páginas02 Modelo - Avance 01.09.23Jose Rueda YalleAún no hay calificaciones
- 973437Documento37 páginas973437LEOAún no hay calificaciones
- 001212992PYDocumento70 páginas001212992PYMiguel LeyvaAún no hay calificaciones
- Entregable 1 Entregar 24Documento47 páginasEntregable 1 Entregar 24Anthony LopezAún no hay calificaciones
- "Implementaciones de Paneles Solares Y El Ahorro Económico: Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento43 páginas"Implementaciones de Paneles Solares Y El Ahorro Económico: Servicio Nacional de Adiestramiento en Trabajo Industrialflowmix714Aún no hay calificaciones
- Informe 3 UltimoDocumento22 páginasInforme 3 Ultimofabio.ayala.16Aún no hay calificaciones
- Proyecto de Innovacion Mejora SenatisanjunademirafloresDocumento45 páginasProyecto de Innovacion Mejora SenatisanjunademirafloresYuri Ivan PuchoAún no hay calificaciones
- Pro Mejora Final Mejorado Por Francisco Ubillus 1Documento129 páginasPro Mejora Final Mejorado Por Francisco Ubillus 1JUAN CHAMPACAún no hay calificaciones
- Foda CoppelDocumento11 páginasFoda CoppelLeonardo Arturo Monroy Santiago100% (1)
- EMPRESA EL CARMEN - Quinto Entregable 1.1Documento44 páginasEMPRESA EL CARMEN - Quinto Entregable 1.1Adriu XtlvAún no hay calificaciones
- Ejemplo de TrabajoDocumento54 páginasEjemplo de TrabajojfddlafjldfjlfjadfalAún no hay calificaciones
- Ultimo Avance de TesisDocumento64 páginasUltimo Avance de TesisGrecia TejadaAún no hay calificaciones
- Avance - Del - Proyecto Modificado y MejoradoDocumento32 páginasAvance - Del - Proyecto Modificado y Mejoradoluismiguelgarciaventura9Aún no hay calificaciones
- T1 Informacion General de La EmpresaDocumento8 páginasT1 Informacion General de La EmpresaFidO CarlosAún no hay calificaciones
- Proyectodeinnovacionsenati-Empresa CAPDocumento19 páginasProyectodeinnovacionsenati-Empresa CAPJancito ReyesAún no hay calificaciones
- Sustentacion de MejoraDocumento86 páginasSustentacion de MejoraJeison Tena SuarezAún no hay calificaciones
- Trabajo Calzado MarcesDocumento32 páginasTrabajo Calzado Marces3dw1n1Aún no hay calificaciones
- Proyecto de MejoraDocumento96 páginasProyecto de MejoraManuelMjrEstebanAsenciosAún no hay calificaciones
- Mejora Continua InvDocumento43 páginasMejora Continua InvAnibal Miranda Garzon0% (1)
- Informe Final Practicas 1Documento72 páginasInforme Final Practicas 1Asley Kely Ore QuintanaAún no hay calificaciones
- Desarrollo Del AnteproyectoDocumento31 páginasDesarrollo Del Anteproyectoluis loaizaAún no hay calificaciones
- Proyecto de Mejora de Alicorp VTVDocumento58 páginasProyecto de Mejora de Alicorp VTVGenderson Vargas CaipoAún no hay calificaciones
- Dulce Antojo Primera Entrega PDFDocumento14 páginasDulce Antojo Primera Entrega PDFDe La Tribu NipiAún no hay calificaciones
- Normas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)De EverandNormas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)Aún no hay calificaciones
- Elaboración de la documentación técnica. IFCT0410De EverandElaboración de la documentación técnica. IFCT0410Aún no hay calificaciones
- Política Efectivo y Equivalentes UNAD CONTABLEDocumento3 páginasPolítica Efectivo y Equivalentes UNAD CONTABLEMarly JuncaAún no hay calificaciones
- Iva - ProrrateoDocumento7 páginasIva - ProrrateoEsteban Sosa PedrazaAún no hay calificaciones
- Plantilla PITCH Junio 2021Documento8 páginasPlantilla PITCH Junio 2021KEILYS FERNANDEZAún no hay calificaciones
- Resumen Proceso de Creacion de La Ley 544Documento70 páginasResumen Proceso de Creacion de La Ley 544John Luis Santana50% (2)
- Durabilidad Un Enfoque Integral KT UMAG 2016.03.18 2Documento73 páginasDurabilidad Un Enfoque Integral KT UMAG 2016.03.18 2Marco Antonio Ramos RodriguezAún no hay calificaciones
- Contabilidad Intermedia I - 2013 IiDocumento77 páginasContabilidad Intermedia I - 2013 IiIngrid LevanoAún no hay calificaciones
- Coagulasa FijaDocumento5 páginasCoagulasa FijaBrian Muñoz100% (1)
- Evaluación Final Implementación de La EstrategiaDocumento6 páginasEvaluación Final Implementación de La EstrategiaAngela AceroAún no hay calificaciones
- Entregable 2 Karla Villicaña - DesarrollosocialycientificoDocumento5 páginasEntregable 2 Karla Villicaña - DesarrollosocialycientificoKarla VillicañaAún no hay calificaciones
- Terminal de Buses de OsijekDocumento5 páginasTerminal de Buses de OsijekMartin RiosAún no hay calificaciones
- Final de PresupuestoDocumento8 páginasFinal de PresupuestoAndres ZapataAún no hay calificaciones
- Funciones Del Personal de VentasDocumento29 páginasFunciones Del Personal de VentasMonserrat EnríquezAún no hay calificaciones
- Caso de Estudio 3 PDFDocumento1 páginaCaso de Estudio 3 PDFbryanAún no hay calificaciones
- Guia, Martha Alles-Entrevista Por CompetenciasDocumento8 páginasGuia, Martha Alles-Entrevista Por CompetenciasAnalista Competencias100% (1)
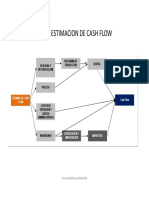
- Flujo Estimacion de Cash Flow PDFDocumento6 páginasFlujo Estimacion de Cash Flow PDFFernando VásquezAún no hay calificaciones
- Tabla de Retenciones IslrDocumento2 páginasTabla de Retenciones IslrMaria Gabriela Duarte TejeraAún no hay calificaciones
- Ind-T030 - 46115923 - T Hidalgo Macedo Jhonny ManuelDocumento98 páginasInd-T030 - 46115923 - T Hidalgo Macedo Jhonny ManuelJuan Carlos Noza MelgarAún no hay calificaciones
- EconomiaDocumento4 páginasEconomiaTeresaAún no hay calificaciones
- LCA Guia Octavo Primer Periodo 21Documento18 páginasLCA Guia Octavo Primer Periodo 21Mauricio Lara ParraAún no hay calificaciones
- Final Entrega Costos Estandar - AbcDocumento17 páginasFinal Entrega Costos Estandar - AbcJorge NaranjoAún no hay calificaciones
- Títulos de CréditoDocumento15 páginasTítulos de Créditoesni10Aún no hay calificaciones
- Triptico Sociedad CooperativasDocumento2 páginasTriptico Sociedad CooperativasHarry O100% (1)
- Tabulacion, Family DayDocumento7 páginasTabulacion, Family DayanataliaAún no hay calificaciones
- Tema 3 GescalDocumento23 páginasTema 3 GescalGUZMAN URQUIDI Leyla AlissonAún no hay calificaciones
- Solemne-Sección 6-Cálculo II-ICO-UDP-1°2020 PDFDocumento2 páginasSolemne-Sección 6-Cálculo II-ICO-UDP-1°2020 PDFJaviera Figueroa MansoAún no hay calificaciones
- Mapeo Sobre Requisitos de Los Manuales Operativos de Una Empresa.Documento10 páginasMapeo Sobre Requisitos de Los Manuales Operativos de Una Empresa.Scarlth FunezAún no hay calificaciones
- Santos Juan Canche Oxte - Mid - Conyugal - Not 69Documento12 páginasSantos Juan Canche Oxte - Mid - Conyugal - Not 69ram_2222Aún no hay calificaciones
- Entregable 2 Cesar Cabrera UribeDocumento29 páginasEntregable 2 Cesar Cabrera UribeJefe CabreraAún no hay calificaciones
- Apuntes Compras y AprovisionamientoDocumento22 páginasApuntes Compras y Aprovisionamientocompañia camaleonAún no hay calificaciones
- Tokenización - ICOsDocumento20 páginasTokenización - ICOsMilagros Zoe TapiaAún no hay calificaciones