También podría gustarte
- DIseño y Cálculo de Un Agitador PDFDocumento79 páginasDIseño y Cálculo de Un Agitador PDFluigee17Aún no hay calificaciones
- 3687 W WP 000002 - 1 PDFDocumento13 páginas3687 W WP 000002 - 1 PDFlucianaAún no hay calificaciones
- Wps-Propuestoinox 2Documento2 páginasWps-Propuestoinox 2MatefermatAún no hay calificaciones
- Wps Asme UniDocumento7 páginasWps Asme UniMatefermatAún no hay calificaciones
- 3687 W WP 000002 - 2 PDFDocumento13 páginas3687 W WP 000002 - 2 PDFlucianaAún no hay calificaciones
- WPS5Documento2 páginasWPS5Eduardo LLERENA LOPEZAún no hay calificaciones
- WPS TuberiaDocumento2 páginasWPS TuberiaOmar BecerrilAún no hay calificaciones
- WPS - 01-16Documento2 páginasWPS - 01-16denys.castanedatAún no hay calificaciones
- WPS 00-1-22 Gmaw-FcawDocumento2 páginasWPS 00-1-22 Gmaw-FcawLUIS ALBERTO YUPANQUI ESCOBARAún no hay calificaciones
- Om WPS 001Documento2 páginasOm WPS 001MARIO ALBAAún no hay calificaciones
- WPS - La-001-2021 - 6G - Asme Ix - Gtaw - PreliminarDocumento2 páginasWPS - La-001-2021 - 6G - Asme Ix - Gtaw - PreliminarAder ParedesAún no hay calificaciones
- 001-SGT-WPS-6G-SMAW-Rev.01xlsxDocumento2 páginas001-SGT-WPS-6G-SMAW-Rev.01xlsxVictor Hugo Tuanama GarciaAún no hay calificaciones
- Formato VTDocumento5 páginasFormato VTBenjamin GonzalesAún no hay calificaciones
- WPS Gtaw 02Documento1 páginaWPS Gtaw 02juniuni18Aún no hay calificaciones
- Formato Calificacion de ProcedimientoDocumento3 páginasFormato Calificacion de ProcedimientoJose Miguel GarciaAún no hay calificaciones
- Formato de WPSDocumento6 páginasFormato de WPSruth ParedesAún no hay calificaciones
- PQR 104Documento3 páginasPQR 104Jimmy SumamiAún no hay calificaciones
- WPS-PQR MPM Asme IX AlloyDocumento2 páginasWPS-PQR MPM Asme IX AlloyjvilloutaAún no hay calificaciones
- WpsDocumento2 páginasWpsDAEL CASTRO VILLAMIZARAún no hay calificaciones
- NS - 6100 - CN - WPS - Exo - MMK - Qa - 160001 WPS - 0Documento18 páginasNS - 6100 - CN - WPS - Exo - MMK - Qa - 160001 WPS - 0Haug S.A.Aún no hay calificaciones
- Wps No Ramp-Inox-smaw-001Documento5 páginasWps No Ramp-Inox-smaw-001Pedro Martin Carvajal JiménezAún no hay calificaciones
- Sagga A36 A36Documento7 páginasSagga A36 A36SAGGA Projects & EngineeringAún no hay calificaciones
- HAUG WPS ASME Español 2008Documento2 páginasHAUG WPS ASME Español 2008VirgilioAún no hay calificaciones
- TFC-WPS-RUDEL-014-13 SA - 213 T12 PN4 - UnlockedDocumento2 páginasTFC-WPS-RUDEL-014-13 SA - 213 T12 PN4 - UnlockedsergioAún no hay calificaciones
- EPS 0-002 Rev 06Documento2 páginasEPS 0-002 Rev 06lourival arrudaAún no hay calificaciones
- Soldador CalificadoDocumento1 páginaSoldador CalificadoFelix BoyerAún no hay calificaciones
- Ser-2890024-Pro19-016 Especificación Del Procedimiento de Soldadura (Wps y PQR) Según Asme Ix Rev. CDocumento23 páginasSer-2890024-Pro19-016 Especificación Del Procedimiento de Soldadura (Wps y PQR) Según Asme Ix Rev. CDiego CatacoraAún no hay calificaciones
- WPS D1.1 A36 - E71t11Documento2 páginasWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- Wps-Asme-O&m-001-1 WPS SoldaduraDocumento2 páginasWps-Asme-O&m-001-1 WPS SoldaduraJose Alfredo Camacho C.Aún no hay calificaciones
- Eps Rdca-01Documento2 páginasEps Rdca-01jesusAún no hay calificaciones
- WPS Smaw Oh AsmeDocumento2 páginasWPS Smaw Oh AsmeGerardoYanezAún no hay calificaciones
- CT WPS Smaw 004Documento2 páginasCT WPS Smaw 004jean carlosAún no hay calificaciones
- Copia de WpsDocumento2 páginasCopia de WpsWilians Rosales ChavezAún no hay calificaciones
- Asme Ix-Wps-1Documento3 páginasAsme Ix-Wps-1Jhordann EspinozaAún no hay calificaciones
- Relacion y Calificacion de Soldadores - Copia 01 10Documento1 páginaRelacion y Calificacion de Soldadores - Copia 01 10JORGE LUIS MAMANIAún no hay calificaciones
- WPS Asme MCM HC 001Documento2 páginasWPS Asme MCM HC 001MCM PROYECTOS E ING CONSTRUCCIONESAún no hay calificaciones
- Alejandro Pereira Camus ASMEDocumento1 páginaAlejandro Pereira Camus ASMEGerardoYanezAún no hay calificaciones
- MC-001 Asme SmawDocumento1 páginaMC-001 Asme Smawvg chileAún no hay calificaciones
- Sagga A36 A612Documento7 páginasSagga A36 A612SAGGA Projects & Engineering100% (1)
- Homologacion de Soldador de Carlos TorresDocumento2 páginasHomologacion de Soldador de Carlos TorresEdgar DiazAún no hay calificaciones
- WPS GR 11 20Documento2 páginasWPS GR 11 20cesar gonzalez barriosAún no hay calificaciones
- WRT WPS 02Documento2 páginasWRT WPS 02Carlo LaraAún no hay calificaciones
- WPS AsmeDocumento3 páginasWPS AsmeDaniel ZapataAún no hay calificaciones
- Dossier de FabricacionDocumento28 páginasDossier de FabricacionEdgar Sanchez ChamizoAún no hay calificaciones
- WPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4GDocumento1 páginaWPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4Grodolfo100% (1)
- PQR UnimetDocumento8 páginasPQR UnimetCarlos Lluen AquinoAún no hay calificaciones
- LC WPS 01Documento2 páginasLC WPS 01Francis QuispeAún no hay calificaciones
- Registro de Cuadro de Juntas SoldadasDocumento19 páginasRegistro de Cuadro de Juntas SoldadasLuis Alexander Cristobal UbaldoAún no hay calificaciones
- WPS Especificacion Procedimiento SoldaduraDocumento2 páginasWPS Especificacion Procedimiento Soldaduraclaudialeon73Aún no hay calificaciones
- EPS 0-016 Rev 00Documento2 páginasEPS 0-016 Rev 00lourival arrudaAún no hay calificaciones
- Uso de Códigos Al Momento de InspeccionarDocumento1 páginaUso de Códigos Al Momento de Inspeccionarjorge luis rivera arrauttAún no hay calificaciones
- 9519-Q-PS-01 REV.B - Calificación Procedimiento de Soldadura PQR WPSDocumento94 páginas9519-Q-PS-01 REV.B - Calificación Procedimiento de Soldadura PQR WPSAbel muñoz cortesAún no hay calificaciones
- Copia de Copia de WPS FLS Finales 3Documento1 páginaCopia de Copia de WPS FLS Finales 3GerardoYanezAún no hay calificaciones
- Procedimiento Wps 2012 CaldasDocumento2 páginasProcedimiento Wps 2012 CaldasFernandoRTarazonaAún no hay calificaciones
- WPQ w204 Gtaw SmawDocumento1 páginaWPQ w204 Gtaw SmawWilmer Rios Diaz100% (1)
- WPS Superdúplex Weld Procedures Rev 02Documento47 páginasWPS Superdúplex Weld Procedures Rev 02Carlos Eduardo Castillo LanderosAún no hay calificaciones
- WPS UtDocumento1 páginaWPS UtFlorez Machado GhgustavoAún no hay calificaciones
- Hoja 3-4Documento2 páginasHoja 3-4Haug S.A.Aún no hay calificaciones
- Ctimbyc-F-Cal-057 Libreta de Soldadura 4 Cru-110-Coralillo 1x Dual-A2a2-nDocumento2 páginasCtimbyc-F-Cal-057 Libreta de Soldadura 4 Cru-110-Coralillo 1x Dual-A2a2-nsergio guacanemeAún no hay calificaciones
- Fierros Car 4X4-WPS-001-2020Documento2 páginasFierros Car 4X4-WPS-001-2020secomet eirlAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Reporte PDFDocumento51 páginasReporte PDFsmendozaAún no hay calificaciones
- Relaci N Entre El Par Metro Flecha Luz y La Carga CR Tica de Pandeo Lateral para Arcos Parab Licos Biempotrados Bajo Diferentes Hip Tesis de C LculoDocumento11 páginasRelaci N Entre El Par Metro Flecha Luz y La Carga CR Tica de Pandeo Lateral para Arcos Parab Licos Biempotrados Bajo Diferentes Hip Tesis de C LculoLuis AAún no hay calificaciones
- PQR AlcantaraDocumento10 páginasPQR AlcantaraLuis AAún no hay calificaciones
- 08 MABH Cojinetes y LubricacionDocumento124 páginas08 MABH Cojinetes y LubricacionLuis AAún no hay calificaciones
- Memoria de Calculo de Carro Minero 24.11.23.revDocumento6 páginasMemoria de Calculo de Carro Minero 24.11.23.revLuis AAún no hay calificaciones
- Catalogo de GusanosDocumento33 páginasCatalogo de GusanosPedro JuradoAún no hay calificaciones
- Estructura Exterior de Elevador de CargaDocumento1 páginaEstructura Exterior de Elevador de CargaLuis AAún no hay calificaciones
- Cuaderno de Trabajo - Clase 1 SEPROINCADocumento12 páginasCuaderno de Trabajo - Clase 1 SEPROINCAMatías Bastián Flores Vásquez100% (1)
- Ca-Syn-006-D MotovibradorDocumento1 páginaCa-Syn-006-D MotovibradorLuis AAún no hay calificaciones
- RevisionesDocumento1 páginaRevisionesLuis AAún no hay calificaciones
- SOLDARGEN - Tratamiento de Precalentamiento y PoscalentamientoDocumento5 páginasSOLDARGEN - Tratamiento de Precalentamiento y PoscalentamientoLuis AAún no hay calificaciones
- Consejos para Calcular El Caudal Del Compresor 03.07.22Documento3 páginasConsejos para Calcular El Caudal Del Compresor 03.07.22Luis AAún no hay calificaciones
- RevisionesDocumento1 páginaRevisionesLuis AAún no hay calificaciones
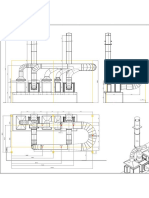
- Plano Arreglo General - Ductos - Soportes - PLANO 2Documento1 páginaPlano Arreglo General - Ductos - Soportes - PLANO 2Luis AAún no hay calificaciones
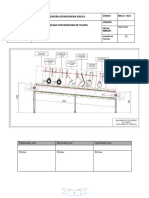
- Deshidratación de Un Alimento en Cinta TransportadoraDocumento9 páginasDeshidratación de Un Alimento en Cinta TransportadoraLuis AAún no hay calificaciones
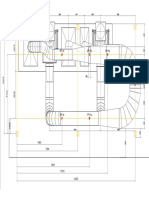
- Plano Arreglo General - Ductos - Soportes - PLANO 1Documento1 páginaPlano Arreglo General - Ductos - Soportes - PLANO 1Luis AAún no hay calificaciones
- Ac Mecat Espe 034888Documento13 páginasAc Mecat Espe 034888Luis AAún no hay calificaciones
- Diseño de Un Aerogenerador de Eje Vertical para Uso Urbano de 3kwDocumento183 páginasDiseño de Un Aerogenerador de Eje Vertical para Uso Urbano de 3kwLuis AAún no hay calificaciones
- MC Maquina Evisceradora 15.04.22Documento6 páginasMC Maquina Evisceradora 15.04.22Luis AAún no hay calificaciones
- Memoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Documento12 páginasMemoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Luis AAún no hay calificaciones
- Maquina de Eviscerdo de Tilapia 14.07.22 Posiciones Inicial, Intermedia y Final de PistonesDocumento1 páginaMaquina de Eviscerdo de Tilapia 14.07.22 Posiciones Inicial, Intermedia y Final de PistonesLuis AAún no hay calificaciones
- Trabajo Especial de Grado. José Arrúe y Elizabeth RiberaDocumento218 páginasTrabajo Especial de Grado. José Arrúe y Elizabeth RiberaLuis AAún no hay calificaciones
- T-Uide-2326 Diseño de Un Reactor de Metil-MetacrilatoDocumento126 páginasT-Uide-2326 Diseño de Un Reactor de Metil-MetacrilatoLuis AAún no hay calificaciones
- Diseño de Un Transportador Electromecanico Recto de GaseosasDocumento82 páginasDiseño de Un Transportador Electromecanico Recto de GaseosasLuis AAún no hay calificaciones
- Catalogo Divisiones HospitalesDocumento64 páginasCatalogo Divisiones HospitalesLuis AAún no hay calificaciones
- Estacioon de Rotura de CabezaDocumento1 páginaEstacioon de Rotura de CabezaLuis AAún no hay calificaciones
- Apuntes Calculo Potencia MezcladoDocumento9 páginasApuntes Calculo Potencia MezcladoMackrino'z Mkz100% (1)
- Plano de Base de Motor Reductor de Molino M-008Documento1 páginaPlano de Base de Motor Reductor de Molino M-008Luis AAún no hay calificaciones
- Examen Casuisticas para Nombramiento Docente 2021Documento20 páginasExamen Casuisticas para Nombramiento Docente 2021Alex jhoel Alvarez zavaleta100% (1)
- Taller 511Documento20 páginasTaller 511xtian080687Aún no hay calificaciones
- Calculos Integrados ExcelDocumento12 páginasCalculos Integrados ExcelLuis A GarciaAún no hay calificaciones
- Diccionario de EmocionesDocumento2 páginasDiccionario de EmocionesMariana100% (1)
- Lab1 Fiel TermistorDocumento5 páginasLab1 Fiel TermistorPaola Andrea BernalAún no hay calificaciones
- Observación y Medida de La Humedad Del AireDocumento2 páginasObservación y Medida de La Humedad Del AirehuicholeAún no hay calificaciones
- Generalidades de La CulataDocumento4 páginasGeneralidades de La CulataHenry JimenezAún no hay calificaciones
- TEMA 1 - Primer Parcial ModelajeDocumento8 páginasTEMA 1 - Primer Parcial ModelajeAngela Silva PatiñoAún no hay calificaciones
- Cartel Cta 2do.Documento4 páginasCartel Cta 2do.roxana choqueAún no hay calificaciones
- ApeSoft - Manual de Cubos Analysis ServicesDocumento18 páginasApeSoft - Manual de Cubos Analysis ServicesjeveckAún no hay calificaciones
- Utf-8 B UmU6IFByb3B1ZXN0YSBwYXJhIGFwbGljYXIgRXZhbHVhY2nDs24gMzYwDocumento2 páginasUtf-8 B UmU6IFByb3B1ZXN0YSBwYXJhIGFwbGljYXIgRXZhbHVhY2nDs24gMzYwJose JajatiAún no hay calificaciones
- Globalización, Interrogantes y Dimensiones PDFDocumento18 páginasGlobalización, Interrogantes y Dimensiones PDFmariaAún no hay calificaciones
- Planeacion Diseño Grafico II - 2o TrimDocumento10 páginasPlaneacion Diseño Grafico II - 2o TrimLety7370Aún no hay calificaciones
- Manual De: Estilo DelDocumento429 páginasManual De: Estilo Delapi-72670058Aún no hay calificaciones
- Mantenimiento de LuminariasDocumento10 páginasMantenimiento de LuminariasMelanie Chico SalasAún no hay calificaciones
- Taller Gestion de RecursosDocumento8 páginasTaller Gestion de RecursosSuSii Gutiérrez RomoAún no hay calificaciones
- Ud 1 El Desarrollo TecnológicoDocumento2 páginasUd 1 El Desarrollo TecnológicoCarmen OrtizAún no hay calificaciones
- Dimensión Social Del TerritorioDocumento3 páginasDimensión Social Del TerritorioRayAún no hay calificaciones
- Celais Garrido Edjair U4Documento39 páginasCelais Garrido Edjair U4Edjair Celais GarridoAún no hay calificaciones
- Como Crear Una Factura en Access 2013Documento21 páginasComo Crear Una Factura en Access 2013Ingeniero AlexisAún no hay calificaciones
- Presentacion (Lalo) AdministraciónDocumento16 páginasPresentacion (Lalo) AdministraciónCarlos CamachoAún no hay calificaciones
- Tecnicas de Modificacion de ConductasDocumento7 páginasTecnicas de Modificacion de ConductasDebora Diaz LopezAún no hay calificaciones
- Gestion de Equipos BiomedicosDocumento4 páginasGestion de Equipos Biomedicosanon_242490661Aún no hay calificaciones
- EsteganografiaDocumento3 páginasEsteganografiaZerő CőOlAún no hay calificaciones
- Metodología de Investigación de AccidentesDocumento7 páginasMetodología de Investigación de AccidentesLIZETH ALEJANDRA SANTANA MENDEZAún no hay calificaciones
- NEGC 400-00 Obras - Varias (V2013-09-27)Documento2 páginasNEGC 400-00 Obras - Varias (V2013-09-27)Jose Luis Moncada GarciaAún no hay calificaciones
- Pauta de Trabajo y Rubrica de Evaluación Trabajo Escrito Ciencias de La Salud 3 y 4 Medio A y B (Bloque A y B) Genetica y Salud (25-09-23)Documento4 páginasPauta de Trabajo y Rubrica de Evaluación Trabajo Escrito Ciencias de La Salud 3 y 4 Medio A y B (Bloque A y B) Genetica y Salud (25-09-23)Jean Paul Delgado AlarconAún no hay calificaciones
- Plan - Estudios-2019 - ANTONIO JOSÉ SANDOVAL GÓMEZDocumento46 páginasPlan - Estudios-2019 - ANTONIO JOSÉ SANDOVAL GÓMEZYenny PerezAún no hay calificaciones
- Primera Entrega de Gerencia de ProduccionDocumento8 páginasPrimera Entrega de Gerencia de ProduccionSebas ChpAún no hay calificaciones
- Reporte, Laboratorio 3. Aparatos de Medida.Documento3 páginasReporte, Laboratorio 3. Aparatos de Medida.Mileidy Diaz BernalAún no hay calificaciones