También podría gustarte
- Fabricacion de Jabon LiquidoDocumento5 páginasFabricacion de Jabon Liquidoarnold inojosa100% (1)
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Apuntes Calculo Potencia MezcladoDocumento9 páginasApuntes Calculo Potencia MezcladoMackrino'z Mkz100% (1)
- Er70s 6Documento1 páginaEr70s 6José Luis Guerra JácomeAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Previo 2. Sustitución Nucleofílica Alifática. Obtención de N-Butilo.Documento4 páginasPrevio 2. Sustitución Nucleofílica Alifática. Obtención de N-Butilo.Arturo MezaAún no hay calificaciones
- Diseño de Un Transportador Electromecanico Recto de GaseosasDocumento82 páginasDiseño de Un Transportador Electromecanico Recto de GaseosasLuis AAún no hay calificaciones
- Tratamiento de Precalentamiento y PoscalentamientoDocumento5 páginasTratamiento de Precalentamiento y PoscalentamientoArnaldoAún no hay calificaciones
- Tratamientos TérmicosDocumento12 páginasTratamientos TérmicosWilliams González100% (1)
- Tratamiento Termico Post SoldaduraDocumento18 páginasTratamiento Termico Post SoldaduraPedro Bravo100% (1)
- DIseño y Cálculo de Un Agitador PDFDocumento79 páginasDIseño y Cálculo de Un Agitador PDFluigee17Aún no hay calificaciones
- Informe 6 - Tratamiento TérmicoDocumento10 páginasInforme 6 - Tratamiento TérmicoLuis Gerardo LSAún no hay calificaciones
- Diseño de Un Aerogenerador de Eje Vertical para Uso Urbano de 3kwDocumento183 páginasDiseño de Un Aerogenerador de Eje Vertical para Uso Urbano de 3kwLuis AAún no hay calificaciones
- Pre CalentamientoDocumento42 páginasPre CalentamientoVictorAún no hay calificaciones
- Lavado de Material de Lab SGS (Azul de Bromotimol) PDFDocumento7 páginasLavado de Material de Lab SGS (Azul de Bromotimol) PDFdlinareszabaleta100% (1)
- Soldadura y Tratamientos TérmicosDocumento9 páginasSoldadura y Tratamientos TérmicosOscar TapiaAún no hay calificaciones
- Tratamiento Termico Post SoldaduraDocumento23 páginasTratamiento Termico Post SoldaduradiegobecerraAún no hay calificaciones
- Unidad 2. Tratamiento Termico Del AceroDocumento21 páginasUnidad 2. Tratamiento Termico Del AceroK.E. MartinezAún no hay calificaciones
- 2 Lab Metal. Fisica II-temple Aceros d3Documento20 páginas2 Lab Metal. Fisica II-temple Aceros d3Antony ChuicaAún no hay calificaciones
- Previo 2Documento5 páginasPrevio 2Victor MarroquinAún no hay calificaciones
- Tratamientos TermicosDocumento11 páginasTratamientos TermicosIván Pérez MartinezAún no hay calificaciones
- Lab Meta2 n1 FINALDocumento26 páginasLab Meta2 n1 FINALJakson LedezmaAún no hay calificaciones
- Informe Tratamientos Térmicos Lab de Metalurgia - Mario Silverio 1089053Documento8 páginasInforme Tratamientos Térmicos Lab de Metalurgia - Mario Silverio 1089053Mario SilverioAún no hay calificaciones
- Tratamiento Térmico SoldaduraDocumento11 páginasTratamiento Térmico SoldaduraRoque MoronAún no hay calificaciones
- Recocido y NormalizadoDocumento37 páginasRecocido y NormalizadoJesus Brito RodríguezAún no hay calificaciones
- Recocido y NormalizadoDocumento32 páginasRecocido y NormalizadoXiomara Llanos CordovaAún no hay calificaciones
- Mordaza para PrensaDocumento6 páginasMordaza para PrensaLuis Miguel Angel Carire Andrade100% (1)
- Recocido y Normalizado de Un Acero AISI9262Documento21 páginasRecocido y Normalizado de Un Acero AISI9262oswaldo sanchezAún no hay calificaciones
- Ciencia de Materiales Expo JuevesDocumento9 páginasCiencia de Materiales Expo JuevesDavid Umbo FernandezAún no hay calificaciones
- Acero - Molibdeno - CromoDocumento6 páginasAcero - Molibdeno - CromoArmando HuarzaAún no hay calificaciones
- Recocido y NormalizadoDocumento7 páginasRecocido y NormalizadoEmiliano Lozano BuenrrostroAún no hay calificaciones
- RevendidoDocumento7 páginasRevendidoEmiliano Lozano BuenrrostroAún no hay calificaciones
- Laboratorio de Metalurgia FisicaDocumento24 páginasLaboratorio de Metalurgia FisicaJuan AraujoAún no hay calificaciones
- Materiales de EstampasDocumento33 páginasMateriales de EstampasLuis Gabriel GallucciAún no hay calificaciones
- Metcalf 1Documento14 páginasMetcalf 1CRISTHIAN CRUZ VILCAAún no hay calificaciones
- Lab 2 Temple Meta 2 PDFDocumento24 páginasLab 2 Temple Meta 2 PDFCesar Vallejos MoncadaAún no hay calificaciones
- TRATAMIENTOS-TERMICOS Part1Documento8 páginasTRATAMIENTOS-TERMICOS Part1Richard MoralesAún no hay calificaciones
- Tratamientos Termicos FinalDocumento24 páginasTratamientos Termicos FinalEdu JavierAún no hay calificaciones
- 2 - Laboratorio Meta II Templado PDFDocumento30 páginas2 - Laboratorio Meta II Templado PDFAnthony GuzmanAún no hay calificaciones
- Tratamiento Térmico Del AceroDocumento13 páginasTratamiento Térmico Del AceroBENJAMIN CAMACHO DAZAAún no hay calificaciones
- Centro de Enseñanza Técnica Y Superior: Escuela de IngenieríaDocumento14 páginasCentro de Enseñanza Técnica Y Superior: Escuela de IngenieríaCarlos B. ArredondoAún no hay calificaciones
- AA 2.1 PF - Elizabeth-Agustin-GalvanDocumento12 páginasAA 2.1 PF - Elizabeth-Agustin-GalvanAGUSTIN G. ELIZABETHAún no hay calificaciones
- Tratamiento Térmico para El Mejoramiento de Resistencia A TracciónDocumento5 páginasTratamiento Térmico para El Mejoramiento de Resistencia A TracciónDylan MedranoAún no hay calificaciones
- Informe de Practicas Tratamientos TermicosDocumento18 páginasInforme de Practicas Tratamientos TermicosWaldir Quispe Yerba100% (1)
- T3 Tratamientos TermicosDocumento11 páginasT3 Tratamientos TermicosJuan ChapacaAún no hay calificaciones
- Tratamiento Térmico para Un MartilloDocumento8 páginasTratamiento Térmico para Un MartilloMartin Bojan Karkic50% (2)
- Ayuda para El Informe .Documento4 páginasAyuda para El Informe .Hillary AguirreAún no hay calificaciones
- Tratamientos TermicosDocumento19 páginasTratamientos TermicosBryan RiotsAún no hay calificaciones
- Tratamientos TermicosDocumento5 páginasTratamientos TermicosCesar EspinozaAún no hay calificaciones
- Metafisica 2Documento14 páginasMetafisica 2Ronald Oyola AlegríaAún no hay calificaciones
- Tratamientos IsotérmicosDocumento4 páginasTratamientos IsotérmicosAnonymous BicekPb8XAún no hay calificaciones
- 1.2 Propiedades SoldaduraDocumento43 páginas1.2 Propiedades SoldaduraVic MorilloAún no hay calificaciones
- Austempering - MartemperingDocumento6 páginasAustempering - MartemperingGuillinta David MiguelAún no hay calificaciones
- Informe 6 TT RecocidoDocumento15 páginasInforme 6 TT RecocidoJset EstevezAún no hay calificaciones
- Informe Tratamientos Termicos y MetalografiaDocumento30 páginasInforme Tratamientos Termicos y MetalografiaDuvan Jesus Molina Corredor100% (1)
- PRACTICA N6 Revenido de Acero Templado Con Austenisacion IncompletaDocumento11 páginasPRACTICA N6 Revenido de Acero Templado Con Austenisacion IncompletaRICHARD DARIO USCATEGUI GAVIDIAAún no hay calificaciones
- Ciclo TermicoDocumento45 páginasCiclo Termicomanuel perezAún no hay calificaciones
- Informe Tratamientos Termicos.Documento11 páginasInforme Tratamientos Termicos.Claudio Nicolas Martinez SalazarAún no hay calificaciones
- LABORATORIODocumento7 páginasLABORATORIOCESAR ALBERTO TABOADA MENDOZAAún no hay calificaciones
- TTDocumento20 páginasTTÁngela María Espinosa CeballosAún no hay calificaciones
- Informe de Laboratorio Tratamientos Termicos TempleDocumento8 páginasInforme de Laboratorio Tratamientos Termicos TempleMayer PuntocomAún no hay calificaciones
- TRATAMIENTOS TERMICOS Actividad 3Documento11 páginasTRATAMIENTOS TERMICOS Actividad 3Demetrius PriceAún no hay calificaciones
- Informe de LaboratorioDocumento16 páginasInforme de Laboratorioricardo porras alvarezAún no hay calificaciones
- DIAGRAMA Fe - C y TRATAMIENTOS TERMICOSDocumento6 páginasDIAGRAMA Fe - C y TRATAMIENTOS TERMICOSPablo JG.Aún no hay calificaciones
- Tratamientos Termicos de Los AcerosDocumento8 páginasTratamientos Termicos de Los AcerosGustavo Alsó100% (1)
- Investigacion T2 20040080Documento9 páginasInvestigacion T2 20040080CALVO AVILA MARÍA FERNANDAAún no hay calificaciones
- Tratamientos Térmicos Elementos PDFDocumento26 páginasTratamientos Térmicos Elementos PDFAlvaro LazoAún no hay calificaciones
- Relaci N Entre El Par Metro Flecha Luz y La Carga CR Tica de Pandeo Lateral para Arcos Parab Licos Biempotrados Bajo Diferentes Hip Tesis de C LculoDocumento11 páginasRelaci N Entre El Par Metro Flecha Luz y La Carga CR Tica de Pandeo Lateral para Arcos Parab Licos Biempotrados Bajo Diferentes Hip Tesis de C LculoLuis AAún no hay calificaciones
- PROCEDIMIENTO DE SOLDADURA CALIFICADO RevDocumento23 páginasPROCEDIMIENTO DE SOLDADURA CALIFICADO RevLuis AAún no hay calificaciones
- Catalogo de GusanosDocumento33 páginasCatalogo de GusanosPedro JuradoAún no hay calificaciones
- Reporte PDFDocumento51 páginasReporte PDFsmendozaAún no hay calificaciones
- Cuaderno de Trabajo - Clase 1 SEPROINCADocumento12 páginasCuaderno de Trabajo - Clase 1 SEPROINCAMatías Bastián Flores Vásquez100% (1)
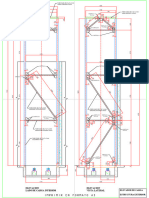
- Estructura Exterior de Elevador de CargaDocumento1 páginaEstructura Exterior de Elevador de CargaLuis AAún no hay calificaciones
- Deshidratación de Un Alimento en Cinta TransportadoraDocumento9 páginasDeshidratación de Un Alimento en Cinta TransportadoraLuis AAún no hay calificaciones
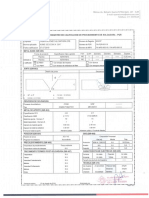
- PQR AlcantaraDocumento10 páginasPQR AlcantaraLuis AAún no hay calificaciones
- 08 MABH Cojinetes y LubricacionDocumento124 páginas08 MABH Cojinetes y LubricacionLuis AAún no hay calificaciones
- RevisionesDocumento1 páginaRevisionesLuis AAún no hay calificaciones
- Ca-Syn-006-D MotovibradorDocumento1 páginaCa-Syn-006-D MotovibradorLuis AAún no hay calificaciones
- Memoria de Calculo de Carro Minero 24.11.23.revDocumento6 páginasMemoria de Calculo de Carro Minero 24.11.23.revLuis AAún no hay calificaciones
- RevisionesDocumento1 páginaRevisionesLuis AAún no hay calificaciones
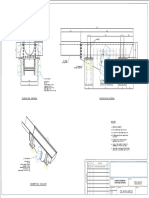
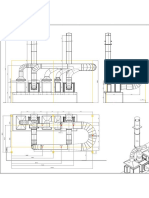
- Plano Arreglo General - Ductos - Soportes - PLANO 1Documento1 páginaPlano Arreglo General - Ductos - Soportes - PLANO 1Luis AAún no hay calificaciones
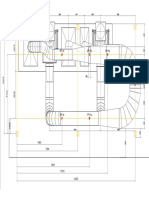
- Plano Arreglo General - Ductos - Soportes - PLANO 2Documento1 páginaPlano Arreglo General - Ductos - Soportes - PLANO 2Luis AAún no hay calificaciones
- Trabajo Especial de Grado. José Arrúe y Elizabeth RiberaDocumento218 páginasTrabajo Especial de Grado. José Arrúe y Elizabeth RiberaLuis AAún no hay calificaciones
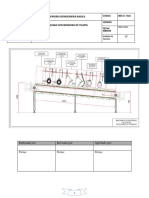
- Memoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Documento12 páginasMemoria de Ingenieria Basica de Maquina Evisceradora de Tilapia 27.05.22Luis AAún no hay calificaciones
- Consejos para Calcular El Caudal Del Compresor 03.07.22Documento3 páginasConsejos para Calcular El Caudal Del Compresor 03.07.22Luis AAún no hay calificaciones
- T-Uide-2326 Diseño de Un Reactor de Metil-MetacrilatoDocumento126 páginasT-Uide-2326 Diseño de Un Reactor de Metil-MetacrilatoLuis AAún no hay calificaciones
- Ac Mecat Espe 034888Documento13 páginasAc Mecat Espe 034888Luis AAún no hay calificaciones
- Maquina de Eviscerdo de Tilapia 14.07.22 Posiciones Inicial, Intermedia y Final de PistonesDocumento1 páginaMaquina de Eviscerdo de Tilapia 14.07.22 Posiciones Inicial, Intermedia y Final de PistonesLuis AAún no hay calificaciones
- MC Maquina Evisceradora 15.04.22Documento6 páginasMC Maquina Evisceradora 15.04.22Luis AAún no hay calificaciones
- Estacioon de Rotura de CabezaDocumento1 páginaEstacioon de Rotura de CabezaLuis AAún no hay calificaciones
- Catalogo Divisiones HospitalesDocumento64 páginasCatalogo Divisiones HospitalesLuis AAún no hay calificaciones
- Plano de Base de Motor Reductor de Molino M-008Documento1 páginaPlano de Base de Motor Reductor de Molino M-008Luis AAún no hay calificaciones
- 13 El Hombre y Los Metales Del Peru Fasciculo 1Documento3 páginas13 El Hombre y Los Metales Del Peru Fasciculo 1Hugo Luis HuamaníAún no hay calificaciones
- Ficha Tecnica Dechlor-Pw - TDDocumento1 páginaFicha Tecnica Dechlor-Pw - TDDavid SáenzAún no hay calificaciones
- Ejercicios de PHDocumento16 páginasEjercicios de PHIsmael Espinoza0% (1)
- FT Bardahl Grasa Juntas HomocineticasDocumento1 páginaFT Bardahl Grasa Juntas HomocineticasMisael PiñaAún no hay calificaciones
- Metal de TransiciónDocumento6 páginasMetal de TransiciónKevin Chambergo OrihuelaAún no hay calificaciones
- Hidratacion Del CementoDocumento16 páginasHidratacion Del CementoLILIANA PATRICIA GARCIA GOMEZAún no hay calificaciones
- LipazasDocumento18 páginasLipazasMiguel Espinosa SaenzAún no hay calificaciones
- Cronograma Final de Sustentaciones Virtuales - 2023-I - Asesor Ing. Marlon CubasDocumento16 páginasCronograma Final de Sustentaciones Virtuales - 2023-I - Asesor Ing. Marlon CubasCARLOS ALBERTO FIGUEROA RODASAún no hay calificaciones
- Historia Qui OrganicaDocumento15 páginasHistoria Qui OrganicaJhanella LafonAún no hay calificaciones
- Enfermedades ProfesionalesDocumento27 páginasEnfermedades ProfesionalesTavo YIAún no hay calificaciones
- Polietileno Baja DensidadDocumento15 páginasPolietileno Baja DensidadDiana Patricia CaballeroAún no hay calificaciones
- Actividad de Superación Pedagógica 2021Documento10 páginasActividad de Superación Pedagógica 2021Rafael VillanuevaAún no hay calificaciones
- Informe #1 Identificación de CarbohidratosDocumento20 páginasInforme #1 Identificación de CarbohidratosDaniel Ricardo CifuentesAún no hay calificaciones
- Cenizas Totales-MallquiDocumento7 páginasCenizas Totales-MallquiJuleyci CaldasAún no hay calificaciones
- Vdocuments - MX Guia de Quimica II Resuelta para Examen Extraordinario Ipn Nivel Medio SuperiorDocumento12 páginasVdocuments - MX Guia de Quimica II Resuelta para Examen Extraordinario Ipn Nivel Medio SuperiorMaria MedinaAún no hay calificaciones
- Paper SEM 13 - The Biochemistry and Effectiveness of Antioxidants in Food, Fruits, and Marine Algae (Lectura Crítica Obligatoria) .En - EsDocumento32 páginasPaper SEM 13 - The Biochemistry and Effectiveness of Antioxidants in Food, Fruits, and Marine Algae (Lectura Crítica Obligatoria) .En - EsCamila EleraAún no hay calificaciones
- Práctica 1 BI-244Documento17 páginasPráctica 1 BI-244CN Kenyu AlexAún no hay calificaciones
- OxidosDocumento19 páginasOxidosBerna QuispeAún no hay calificaciones
- Grupo Siderurgico Reyna S.A.S.: No. Declaracion de Conformidad de Calidad Barras para Refuerzo de ConcretoDocumento1 páginaGrupo Siderurgico Reyna S.A.S.: No. Declaracion de Conformidad de Calidad Barras para Refuerzo de ConcretoSebastián Martínez GarcíaAún no hay calificaciones
- Serie de Actividad de Los Metales)Documento5 páginasSerie de Actividad de Los Metales)David GutierrezAún no hay calificaciones
- Entrega 2 Procesos 2 1,3-ButadienoDocumento19 páginasEntrega 2 Procesos 2 1,3-ButadienoJason SanchezAún no hay calificaciones
- Guia Lab QMC200LDocumento87 páginasGuia Lab QMC200LBrian Butron Fuentes100% (1)
- Principios de La Técnica HPLCDocumento2 páginasPrincipios de La Técnica HPLCgabyvs_28Aún no hay calificaciones
- Practica de ElectroquimicaDocumento8 páginasPractica de ElectroquimicaAna AncobeAún no hay calificaciones
- Manipulacion de Productos Quimicos AA2Documento3 páginasManipulacion de Productos Quimicos AA2Donal CasallasAún no hay calificaciones
- Cueros Toxicos II Greenpeace PDFDocumento31 páginasCueros Toxicos II Greenpeace PDFJotaAún no hay calificaciones