También podría gustarte
- 7 Registro de Homologacion Del Soldador Jorge Luis 1 PDFDocumento2 páginas7 Registro de Homologacion Del Soldador Jorge Luis 1 PDFMayra Roman HurtadoAún no hay calificaciones
- Plano Escuela DR - Mariano Gerardo Lopez 250718-Model 02Documento1 páginaPlano Escuela DR - Mariano Gerardo Lopez 250718-Model 02Jose Luis PerezAún no hay calificaciones
- Analisis Pu Quillan Alemania Fase II 4 Bombas 460 V 211021Documento400 páginasAnalisis Pu Quillan Alemania Fase II 4 Bombas 460 V 211021Encontrado EDAún no hay calificaciones
- Plataforma Motor-Reductor CV-016 M2 Rev - BDocumento9 páginasPlataforma Motor-Reductor CV-016 M2 Rev - BCarolina GóngoraAún no hay calificaciones
- Brochure UnoproyectosDocumento13 páginasBrochure UnoproyectosKaren kAún no hay calificaciones
- 1er Parcial PDFDocumento42 páginas1er Parcial PDFVanessa MaderaAún no hay calificaciones
- 05 Primera PlantaDocumento1 página05 Primera PlantaJACK JOHN CHANDUVI CRUZAún no hay calificaciones
- Certificados Planchas Acero Deck TacnaDocumento10 páginasCertificados Planchas Acero Deck TacnaAlexanderPaxAún no hay calificaciones
- Analisis de Un Portico PlanoDocumento22 páginasAnalisis de Un Portico PlanoOmarCruzVillegasAún no hay calificaciones
- Metrado de Porticos Grupo 4Documento25 páginasMetrado de Porticos Grupo 4PIERRE HARRISON SALDA�A GUEVARAAún no hay calificaciones
- Juntas EmpernadasDocumento26 páginasJuntas EmpernadaslisbethAún no hay calificaciones
- HT-001 Cellocord P Ed. 07 E6010Documento1 páginaHT-001 Cellocord P Ed. 07 E6010Moises Alvaro Huacca CcasoAún no hay calificaciones
- Teoria DiseñoaceroDocumento9 páginasTeoria DiseñoaceroDrake Fuentes LlanosAún no hay calificaciones
- Techo Parabolico Propuesta EconomicoDocumento12 páginasTecho Parabolico Propuesta EconomicoCelioVergarayMoryAún no hay calificaciones
- Alexander Chilo HuamaniDocumento1 páginaAlexander Chilo HuamaniBenjamin Enmanuel Mango DAún no hay calificaciones
- PQR #03Documento2 páginasPQR #03AngelTinocoAún no hay calificaciones
- Eett Lubricentro L.A.Documento10 páginasEett Lubricentro L.A.javiynati0% (1)
- WPS 1Documento1 páginaWPS 1StevenRamosAún no hay calificaciones
- RT-01-19 Informe radiográfico soldadura platina 1/2Documento2 páginasRT-01-19 Informe radiográfico soldadura platina 1/2Aidee Leon AlmeidaAún no hay calificaciones
- Actuador Guss & Roch Gas PDFDocumento4 páginasActuador Guss & Roch Gas PDFAbraham BongòAún no hay calificaciones
- AWS D1.1/D1.1M:2010 Sección 3 Precalificación de WPSDocumento67 páginasAWS D1.1/D1.1M:2010 Sección 3 Precalificación de WPSMaría José MeléndezAún no hay calificaciones
- Diseño de Juntas SoldadasDocumento5 páginasDiseño de Juntas SoldadasRodol MarskeAún no hay calificaciones
- Canal C6X10.5Documento1 páginaCanal C6X10.5Marco Andres Ortiz TitoAún no hay calificaciones
- Influencia de La Ductilidad Local de Conexiones Soldadas y Atornilladas en La Ductilidad Global de Las Estructuras de AceroDocumento24 páginasInfluencia de La Ductilidad Local de Conexiones Soldadas y Atornilladas en La Ductilidad Global de Las Estructuras de AceroHugo Gavino GaldósAún no hay calificaciones
- Simbologia de Soldadura PDFDocumento12 páginasSimbologia de Soldadura PDFRoman PerezAún no hay calificaciones
- Radiografia Industria1l Nivel11Documento183 páginasRadiografia Industria1l Nivel11PercyAlexander100% (1)
- Anclajes y EmpalmesDocumento26 páginasAnclajes y EmpalmesramilianAún no hay calificaciones
- Ensayos No DestructivosDocumento13 páginasEnsayos No DestructivosZidani RvAún no hay calificaciones
- Formato Aws d1 1 WPSDocumento8 páginasFormato Aws d1 1 WPSEmmanuel LoayzaAún no hay calificaciones
- Cercha Sap 2000Documento22 páginasCercha Sap 2000Paula Camila Arias CaicedoAún no hay calificaciones
- Ic 1.8 Empalme de Vigas de Igual Peralte en Perfiles Comerciales PDFDocumento4 páginasIc 1.8 Empalme de Vigas de Igual Peralte en Perfiles Comerciales PDFkiller889Aún no hay calificaciones
- Plan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Documento24 páginasPlan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Alfonso LeonardoAún no hay calificaciones
- Especialización en soldadura: Procesos, aplicabilidad y fallasDocumento63 páginasEspecialización en soldadura: Procesos, aplicabilidad y fallasrodrigo camelo100% (1)
- Relacion de Insumos Estructuras MetalicasDocumento7 páginasRelacion de Insumos Estructuras MetalicasJuan Carlos Gomez FloresAún no hay calificaciones
- Fabricación de Puentes Tomando en Cuenta La AWS D1.5 Rev 2 PDFDocumento112 páginasFabricación de Puentes Tomando en Cuenta La AWS D1.5 Rev 2 PDFsergioAún no hay calificaciones
- Reporte de Liquidos Penetrantes PDFDocumento2 páginasReporte de Liquidos Penetrantes PDFAntoni Huaman LopezAún no hay calificaciones
- 152 - Hardox - 500 - MX - Ficha Tecnica PDFDocumento2 páginas152 - Hardox - 500 - MX - Ficha Tecnica PDFAgustin Chavez0% (1)
- Seminario Control de Calidad ICCA FABRICACIONDocumento119 páginasSeminario Control de Calidad ICCA FABRICACIONomartovar81Aún no hay calificaciones
- F-Aac-464 Act.1 (Procedimiento de Torqueo Juntas Estructurales)Documento25 páginasF-Aac-464 Act.1 (Procedimiento de Torqueo Juntas Estructurales)gchaves504100% (1)
- Proceso SMAWDocumento51 páginasProceso SMAWmarco falconAún no hay calificaciones
- Presentación Terminología AWSDocumento29 páginasPresentación Terminología AWSCarlos Naranjo100% (1)
- Construccion II-cap Vi Acero de Refuerzo (r4)Documento125 páginasConstruccion II-cap Vi Acero de Refuerzo (r4)Jean Marcos Cutti HuamaniAún no hay calificaciones
- HT 207 Ok Tigrod 12 64 Ed 09 PDFDocumento1 páginaHT 207 Ok Tigrod 12 64 Ed 09 PDFrafacardAún no hay calificaciones
- PQR y WPSDocumento8 páginasPQR y WPSPablo AndresAún no hay calificaciones
- PTS Termofusión PP750 Spanish 9-2008Documento32 páginasPTS Termofusión PP750 Spanish 9-2008torresdeepAún no hay calificaciones
- Defectos de SoldaduraDocumento11 páginasDefectos de SoldaduraCindy Carolina CiroAún no hay calificaciones
- WPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFDocumento1 páginaWPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFddmb2008Aún no hay calificaciones
- Geometría y tipos de juntas soldadasDocumento28 páginasGeometría y tipos de juntas soldadasWilberto Lobo MarimonAún no hay calificaciones
- Procedimiento de soldadura FCAW A36Documento2 páginasProcedimiento de soldadura FCAW A36Carlos ZapataAún no hay calificaciones
- Ensayo de Bresle para detección de sales en aceroDocumento3 páginasEnsayo de Bresle para detección de sales en aceroarturo avilaAún no hay calificaciones
- Memoria de CalculoDocumento19 páginasMemoria de CalculoAlfredo Benjamín Dionisio CalderonAún no hay calificaciones
- Norma Iso 3506Documento9 páginasNorma Iso 3506Laura GarciaAún no hay calificaciones
- Om WPS 001Documento2 páginasOm WPS 001MARIO ALBAAún no hay calificaciones
- Wps No Ramp-Inox-smaw-001Documento5 páginasWps No Ramp-Inox-smaw-001Pedro Martin Carvajal JiménezAún no hay calificaciones
- WPS5Documento2 páginasWPS5Eduardo LLERENA LOPEZAún no hay calificaciones
- WPS 00-1-22 Gmaw-FcawDocumento2 páginasWPS 00-1-22 Gmaw-FcawLUIS ALBERTO YUPANQUI ESCOBARAún no hay calificaciones
- Wps-Propuestoinox 2Documento2 páginasWps-Propuestoinox 2MatefermatAún no hay calificaciones
- Procedimiento de soldadura para tuberías de acero ASTM A53 GR.BDocumento2 páginasProcedimiento de soldadura para tuberías de acero ASTM A53 GR.Bdenys.castanedatAún no hay calificaciones
- 1.-WPS # Seconi-Asme-001Documento2 páginas1.-WPS # Seconi-Asme-001GermanOrlandoRomeroSuarezAún no hay calificaciones
- 02 - Sesión de Clase 14-09-22 (Métodos Cuantitativos) - DesbloqueadoDocumento22 páginas02 - Sesión de Clase 14-09-22 (Métodos Cuantitativos) - DesbloqueadoFernandoRTarazonaAún no hay calificaciones
- 01 - Sesión de Clase 07-09-22 (Métodos Cuantitativos)Documento30 páginas01 - Sesión de Clase 07-09-22 (Métodos Cuantitativos)FernandoRTarazonaAún no hay calificaciones
- Soporte de VoladizoDocumento1 páginaSoporte de VoladizoFernandoRTarazonaAún no hay calificaciones
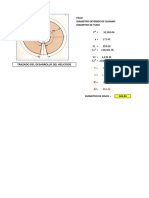
- Desarrollo de Discos de HelicoideDocumento2 páginasDesarrollo de Discos de HelicoideFernandoRTarazonaAún no hay calificaciones
- Planos de PuenteDocumento1 páginaPlanos de PuenteFernandoRTarazonaAún no hay calificaciones
- Planos de PuenteDocumento1 páginaPlanos de PuenteFernandoRTarazonaAún no hay calificaciones
- Planos de PuenteDocumento1 páginaPlanos de PuenteFernandoRTarazonaAún no hay calificaciones
- Estructura Metalica para Techo - Detalles ConstructivosDocumento1 páginaEstructura Metalica para Techo - Detalles ConstructivosFernandoRTarazona100% (1)
- Calculo Velocidad TH EnsaqueDocumento2 páginasCalculo Velocidad TH EnsaqueFernandoRTarazonaAún no hay calificaciones
- Informe JM CH 059 Motorreductor SumitomoDocumento1 páginaInforme JM CH 059 Motorreductor SumitomoFernandoRTarazonaAún no hay calificaciones
- Planos de PuenteDocumento1 páginaPlanos de PuenteFernandoRTarazonaAún no hay calificaciones
- Planos de PuenteDocumento1 páginaPlanos de PuenteFernandoRTarazonaAún no hay calificaciones
- Planos de PuenteDocumento1 páginaPlanos de PuenteFernandoRTarazonaAún no hay calificaciones
- Planos de PuenteDocumento1 páginaPlanos de PuenteFernandoRTarazonaAún no hay calificaciones
- Planos de PuenteDocumento1 páginaPlanos de PuenteFernandoRTarazonaAún no hay calificaciones
- Estructura Metálica 03 EM 32Documento1 páginaEstructura Metálica 03 EM 32FernandoRTarazonaAún no hay calificaciones
- Formulario de Autorización para La Circulación de Vehículos Especiales Y - o El Transporte de Mercancías EspecialesDocumento1 páginaFormulario de Autorización para La Circulación de Vehículos Especiales Y - o El Transporte de Mercancías EspecialesFernandoRTarazonaAún no hay calificaciones
- Planos de PuenteDocumento1 páginaPlanos de PuenteFernandoRTarazonaAún no hay calificaciones
- Detalle SoldaduraDocumento1 páginaDetalle SoldaduraFernandoRTarazonaAún no hay calificaciones
- 1177 0001Documento8 páginas1177 0001FernandoRTarazonaAún no hay calificaciones
- Cronograma de Trabajo de Gruas de 60 y 100 Ton. - MIQ LOGISTICDocumento2 páginasCronograma de Trabajo de Gruas de 60 y 100 Ton. - MIQ LOGISTICFernandoRTarazonaAún no hay calificaciones
- TASA - Nombre Empresa - Informe - v22018Documento85 páginasTASA - Nombre Empresa - Informe - v22018FernandoRTarazonaAún no hay calificaciones
- Relacion MaterialesDocumento2 páginasRelacion MaterialesFernandoRTarazonaAún no hay calificaciones
- Certificados de Calidad de SoldaduraDocumento17 páginasCertificados de Calidad de SoldaduraFernandoRTarazonaAún no hay calificaciones
- Plano de Canoa 02 C-05Documento1 páginaPlano de Canoa 02 C-05FernandoRTarazonaAún no hay calificaciones
- Plano de Canoa 02 C-05Documento1 páginaPlano de Canoa 02 C-05FernandoRTarazonaAún no hay calificaciones
- Relacion de Maquinas y HerramientasDocumento16 páginasRelacion de Maquinas y HerramientasFernandoRTarazonaAún no hay calificaciones
- Plano de Canoa 01 Pp-05Documento1 páginaPlano de Canoa 01 Pp-05FernandoRTarazonaAún no hay calificaciones
- Formato Apa GeneralDocumento18 páginasFormato Apa GeneralJonathan' Cuotto Dellán'Aún no hay calificaciones
- SDS Clax Aqua BlueDocumento13 páginasSDS Clax Aqua Blueoscar marquezAún no hay calificaciones
- Examen de Transmisiones Automaticas BasicoDocumento2 páginasExamen de Transmisiones Automaticas Basicofernando lelal100% (1)
- AGONISTAS Y ANTAGONISTAS DE RECEPTORES COLINÉRGICOS - PracticaDocumento11 páginasAGONISTAS Y ANTAGONISTAS DE RECEPTORES COLINÉRGICOS - PracticaLucero Robles AlarcónAún no hay calificaciones
- El Lider ResonanteDocumento8 páginasEl Lider ResonanteJavier Javier MLAún no hay calificaciones
- Escribe Una Lista de Las Cosas Que Te Gustaría Hacer en InternetDocumento3 páginasEscribe Una Lista de Las Cosas Que Te Gustaría Hacer en InternetDaniela BelalcazarAún no hay calificaciones
- IsomeríaDocumento11 páginasIsomeríaEmigolAún no hay calificaciones
- Fidof 2022Documento18 páginasFidof 2022cecilia sepulvedaAún no hay calificaciones
- Unidad 1 2021 SS 2021Documento91 páginasUnidad 1 2021 SS 2021Adriana SuarezAún no hay calificaciones
- Empleo de Sustancias (Anexo A)Documento137 páginasEmpleo de Sustancias (Anexo A)Jaimito SalazarAún no hay calificaciones
- CECEDocumento57 páginasCECEA. Karina Rojas MárquezAún no hay calificaciones
- Higiene Personal Enf. Carlos FrancoDocumento11 páginasHigiene Personal Enf. Carlos FrancoCarlos CastilloAún no hay calificaciones
- Comportamiento Del Consumidor (Tarea 1)Documento3 páginasComportamiento Del Consumidor (Tarea 1)EnriqueVleeschowerCalasAún no hay calificaciones
- El arte del dibujo: tipos, herramientas y perspectivaDocumento6 páginasEl arte del dibujo: tipos, herramientas y perspectivaFidel FlórezAún no hay calificaciones
- Zonas Económicas Especiales de MéxicoDocumento3 páginasZonas Económicas Especiales de MéxicoJenny Marisel Maquera SuañaAún no hay calificaciones
- Medio Kilo de AzucarDocumento52 páginasMedio Kilo de AzucarSilvana Rubin71% (7)
- Entrega 1 Infografia Responsabilidad Social Empresarial.Documento2 páginasEntrega 1 Infografia Responsabilidad Social Empresarial.YEFRANAún no hay calificaciones
- Catalogo de Presentacion DHAYI SAC 2015 ADocumento32 páginasCatalogo de Presentacion DHAYI SAC 2015 ACarlos Cruz RojasAún no hay calificaciones
- Trabajo Final de Psicologia Social y ComunitariaDocumento6 páginasTrabajo Final de Psicologia Social y ComunitariaWelinthOn HerAún no hay calificaciones
- Avenger 2,0 DistribucionDocumento3 páginasAvenger 2,0 DistribucionMarianaMillánHernándezAún no hay calificaciones
- 207 Abecedario para Cambiar El MundoDocumento82 páginas207 Abecedario para Cambiar El MundoCarolina MuñozAún no hay calificaciones
- Anagramas y palíndromos: juegos de palabrasDocumento3 páginasAnagramas y palíndromos: juegos de palabrasKse NiaAún no hay calificaciones
- Revista Steviana - Volumen 6 - 2014 - Portalguarani PDFDocumento107 páginasRevista Steviana - Volumen 6 - 2014 - Portalguarani PDFPortalGuarani3Aún no hay calificaciones
- Curso Pro ToolsDocumento5 páginasCurso Pro ToolsAngel Cconislla0% (1)
- Monografia de Contaminación Del SueloDocumento48 páginasMonografia de Contaminación Del SueloPeter alexander100% (1)
- PerrovacaDocumento5 páginasPerrovacaJORGE EDWIN PALOMERA GAMIZAún no hay calificaciones
- Politica Inv BISUTERIADocumento5 páginasPolitica Inv BISUTERIALeidy MerchanAún no hay calificaciones
- Problemas Con OpampDocumento7 páginasProblemas Con OpampJean Pierre Alcantara AlvaradoAún no hay calificaciones
- Pruebas de hipótesis: Inferencia estadística para tomar decisionesDocumento21 páginasPruebas de hipótesis: Inferencia estadística para tomar decisionesVivian Katherine Colorado GomezAún no hay calificaciones
- Investigacion 19Documento9 páginasInvestigacion 19DANIEL PURUNCAJAAún no hay calificaciones
- Concepto jurídico sobre anomia legal en materia de Upstream y DownstreamDocumento5 páginasConcepto jurídico sobre anomia legal en materia de Upstream y DownstreamMiguel BuenoAún no hay calificaciones