También podría gustarte
- Factura Suzuki 1Documento1 páginaFactura Suzuki 1Dayro Avila67% (3)
- SomaDocumento182 páginasSomarodrigobugueno83% (6)
- Manual SOMA VFinalDocumento145 páginasManual SOMA VFinalNicolas Selti100% (1)
- Ensayo Sobre Los Sistema de Información Gerencial-44Documento4 páginasEnsayo Sobre Los Sistema de Información Gerencial-44Nicolas SanchezAún no hay calificaciones
- SomaDocumento182 páginasSomacapry_cornio@yahoo.comAún no hay calificaciones
- Actividad 7 Informe de Las Obligaciones y de Los ContratosDocumento6 páginasActividad 7 Informe de Las Obligaciones y de Los ContratosCarolina Paez100% (1)
- Ejercicio 9Documento4 páginasEjercicio 9karla50% (2)
- Actividad Evaluativa Eje 1Documento17 páginasActividad Evaluativa Eje 1La Andrea Bello100% (1)
- Academia Lean - Confirmación de Procesos y de RolDocumento7 páginasAcademia Lean - Confirmación de Procesos y de Roldrox_paAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa ConceptualWalter IglesiasAún no hay calificaciones
- QRC GB01 Intro A GBDocumento5 páginasQRC GB01 Intro A GBMajo BárcenasAún no hay calificaciones
- MapaDocumento1 páginaMapaErick GomoraAún no hay calificaciones
- On Track HiltiDocumento7 páginasOn Track Hiltifdo.casanovaAún no hay calificaciones
- 1301 Introduccion Estructura Organizacional Modulo GLDocumento26 páginas1301 Introduccion Estructura Organizacional Modulo GLAlison CardonaAún no hay calificaciones
- Ficha de DirecciónDocumento5 páginasFicha de DirecciónAldo Yair Casasola Cruz.Aún no hay calificaciones
- You Exec - Process Optimization Methodologies FreeDocumento7 páginasYou Exec - Process Optimization Methodologies FreeMaría José PainenAún no hay calificaciones
- Manual Soma - VkpiDocumento157 páginasManual Soma - Vkpicesar sanhAún no hay calificaciones
- S10-Fase Controlar Six SigmaDocumento18 páginasS10-Fase Controlar Six SigmaJorge Rojas GeldresAún no hay calificaciones
- Evaluación de Desempeño y CompetenciasDocumento2 páginasEvaluación de Desempeño y CompetenciasMery MeryAún no hay calificaciones
- Clase 10 - Mapas EstratégicosDocumento46 páginasClase 10 - Mapas EstratégicosSteve Vega100% (1)
- 1-. Presentación Luis SoconiniDocumento44 páginas1-. Presentación Luis SoconiniAdiel RamosAún no hay calificaciones
- Tema5Documento34 páginasTema5MauricioAún no hay calificaciones
- En WBNR Other Srdem64684Documento27 páginasEn WBNR Other Srdem64684estudio estudioAún no hay calificaciones
- Metodos Agiles y Scrum - A4Documento2 páginasMetodos Agiles y Scrum - A4javier_bustamante_toledo5557Aún no hay calificaciones
- TMO - Siniestros Salud - Dictamen - Weekly 10Documento19 páginasTMO - Siniestros Salud - Dictamen - Weekly 10dralex77rossAún no hay calificaciones
- 16 PrácticasDocumento1 página16 PrácticasMauricio MatusAún no hay calificaciones
- Sesión 4 - Educación y EmpresaDocumento24 páginasSesión 4 - Educación y EmpresaAlexander Soriano FernandezAún no hay calificaciones
- Metas - Área OrganizacionalDocumento6 páginasMetas - Área OrganizacionaljuanpablovmAún no hay calificaciones
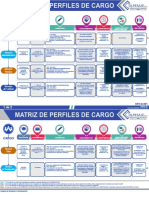
- Matriz de PerfilesDocumento2 páginasMatriz de PerfilesAndres David HerradaAún no hay calificaciones
- Tema 5Documento21 páginasTema 5danisamauraAún no hay calificaciones
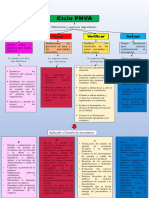
- PHVADocumento1 páginaPHVAandres felipe GuerraAún no hay calificaciones
- PR - PM - 06 - V - Supervisor v3.5Documento105 páginasPR - PM - 06 - V - Supervisor v3.5Luis Omar Shermann Cueto100% (1)
- Metodología de Las 5'sDocumento1 páginaMetodología de Las 5'sYaretzi RodriguezAún no hay calificaciones
- METODOLOGÍASDocumento16 páginasMETODOLOGÍASFabricio PedrazaAún no hay calificaciones
- Mapa Conceptual Liderazgo 2021 v2Documento2 páginasMapa Conceptual Liderazgo 2021 v2Lizet GarcíaAún no hay calificaciones
- AlseaDocumento21 páginasAlsearociolopezmtzAún no hay calificaciones
- Gestion Por Procesos y Mejora Continua - BrochureDocumento9 páginasGestion Por Procesos y Mejora Continua - BrochurejwilmerpsAún no hay calificaciones
- Mapa Conceptual Evaluación de DesempeñoDocumento1 páginaMapa Conceptual Evaluación de DesempeñoKarinaAún no hay calificaciones
- UNI L6S Sesion02Documento44 páginasUNI L6S Sesion02Ramos JoséAún no hay calificaciones
- CV. Lic. Jacob JuárezDocumento4 páginasCV. Lic. Jacob JuárezJacob juarezAún no hay calificaciones
- Ciclo de Deming ALMADocumento3 páginasCiclo de Deming ALMAalma lopezAún no hay calificaciones
- Taller Fundamentos Desarrollo 2021Documento59 páginasTaller Fundamentos Desarrollo 2021Jessica RodriguezAún no hay calificaciones
- 001 01 Pc3a9rez Gestic3b3n Por Procesos Cc3b3mo Utilizar Iso 9001 2000 para Mejorar La Gestic3b3n de La Organiz P+íginas Eliminadas 251 297Documento53 páginas001 01 Pc3a9rez Gestic3b3n Por Procesos Cc3b3mo Utilizar Iso 9001 2000 para Mejorar La Gestic3b3n de La Organiz P+íginas Eliminadas 251 297Cristopher AndrewAún no hay calificaciones
- Entrenamiento FLP ACNDocumento16 páginasEntrenamiento FLP ACNdaniel albornozAún no hay calificaciones
- GuiaRapidasBOS Revision y Cambio 07052020Documento17 páginasGuiaRapidasBOS Revision y Cambio 07052020paolo100% (1)
- PDF 20230519 071851 0000Documento1 páginaPDF 20230519 071851 0000kerenhapud cochezvillaAún no hay calificaciones
- PosterDocumento1 páginaPosterMario A. Alvarez RomeroAún no hay calificaciones
- CAF Azure Partner Day v1.0Documento44 páginasCAF Azure Partner Day v1.0estudio estudioAún no hay calificaciones
- Mapa BarajasDocumento1 páginaMapa BarajasFransisco ManuelsAún no hay calificaciones
- Actividad 1 - Sánchez Gómez Edson ArturoDocumento4 páginasActividad 1 - Sánchez Gómez Edson ArturoEdson Sánchez GómezAún no hay calificaciones
- Actividad 1.2Documento8 páginasActividad 1.2MELANIE ANAIS ARIAS BAQUE100% (1)
- Actividad 1 Metodologia TaniaDocumento1 páginaActividad 1 Metodologia TaniaCarlos AndresAún no hay calificaciones
- 100000G42T GestiondeOperaciones CronogramaDocumento6 páginas100000G42T GestiondeOperaciones CronogramaGregorio Garrido AresteguiAún no hay calificaciones
- Estancia Empresarial DesarrolloDocumento14 páginasEstancia Empresarial DesarrolloANTONIO SALAZARAún no hay calificaciones
- 7 Taller de Mapa Estratégico e IndicadoresDocumento26 páginas7 Taller de Mapa Estratégico e IndicadoresRolando PinargoteAún no hay calificaciones
- Proyecto Mapa MentalDocumento2 páginasProyecto Mapa MentalandresAún no hay calificaciones
- Presentacion Six Sigma Black BeltDocumento33 páginasPresentacion Six Sigma Black BeltRodrigoAún no hay calificaciones
- AA4-EV3. Taller ¿Ajustes Al Proceso de Diagnóstico A Partir Del Plan de Acción de MejoraDocumento2 páginasAA4-EV3. Taller ¿Ajustes Al Proceso de Diagnóstico A Partir Del Plan de Acción de Mejoraignaciost1234Aún no hay calificaciones
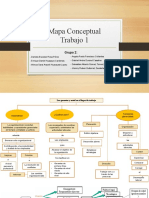
- Mapa Conceptual Trabajo 1Documento4 páginasMapa Conceptual Trabajo 1Daniela EscobarAún no hay calificaciones
- Sesión de Clases 03 - 23 - 4Documento38 páginasSesión de Clases 03 - 23 - 4Jimmy Jhon Fernandez ZavaletaAún no hay calificaciones
- Tema VI Evaluación Del DesempeñoDocumento37 páginasTema VI Evaluación Del DesempeñoJorge MercedesAún no hay calificaciones
- Trabajo Mapa ConceptualDocumento8 páginasTrabajo Mapa ConceptualFrancisco EscobarAún no hay calificaciones
- Cuadernillo Gerente de Experiencia Del ClienteDocumento7 páginasCuadernillo Gerente de Experiencia Del ClienteMcDonald ParaguayAún no hay calificaciones
- Tarea 3 Estrategia de NegociosDocumento4 páginasTarea 3 Estrategia de NegociosLISSETTE TEIXEIRA100% (1)
- Tablas dinámicas. Optimice su trabajo. Excel 2019-365De EverandTablas dinámicas. Optimice su trabajo. Excel 2019-365Aún no hay calificaciones
- Matemática Financiera Clase 21 TallerDocumento15 páginasMatemática Financiera Clase 21 TallermpquinteAún no hay calificaciones
- 2.4 Mof Clasam SaludDocumento19 páginas2.4 Mof Clasam SaludTaty SamaniegoAún no hay calificaciones
- Economia 2 Pensando Como Economista Preguntas de RepasoDocumento5 páginasEconomia 2 Pensando Como Economista Preguntas de RepasoOscar Daniel Angulo Bazán50% (2)
- Concepto Revisor FiscalDocumento2 páginasConcepto Revisor Fiscalesned arango moralesAún no hay calificaciones
- Requisitos Agente Aduanero 2 (Caucaiii)Documento2 páginasRequisitos Agente Aduanero 2 (Caucaiii)kira_l_2007Aún no hay calificaciones
- Curriculum Vitae Laboratorio Coaquira Hnos. Cace 2018 PDFDocumento14 páginasCurriculum Vitae Laboratorio Coaquira Hnos. Cace 2018 PDFCarlos Coaquira CaceAún no hay calificaciones
- Semc Cuadernillo 1Documento16 páginasSemc Cuadernillo 1Cristian PazAún no hay calificaciones
- Estados FinancierosDocumento69 páginasEstados FinancierosEunice Jocabet Fernandez PerezAún no hay calificaciones
- EMBARGO RETENTIVO (Trabajo Final)Documento10 páginasEMBARGO RETENTIVO (Trabajo Final)Luis CanarioAún no hay calificaciones
- Solucion Taller 1 Guia 9Documento15 páginasSolucion Taller 1 Guia 9Monita Prince ArrietaAún no hay calificaciones
- Brief ... MEDIO AMBIENTE PDFDocumento11 páginasBrief ... MEDIO AMBIENTE PDFJohanna ManceroAún no hay calificaciones
- Matriz de Requisitos LegalesDocumento16 páginasMatriz de Requisitos LegalessalvatierragaryAún no hay calificaciones
- Unidad2 pdf4Documento7 páginasUnidad2 pdf4Angie Fernanda CifuentesAún no hay calificaciones
- Instructivo para La Inspección de Vehiculos.Documento3 páginasInstructivo para La Inspección de Vehiculos.Oscar ErazoAún no hay calificaciones
- Informe Tributario Asociacion en Participacion 2023Documento6 páginasInforme Tributario Asociacion en Participacion 2023Julio YépezAún no hay calificaciones
- Ensayo 1 Historia EconomicaDocumento8 páginasEnsayo 1 Historia EconomicaRafael MarzoAún no hay calificaciones
- Algunas Estrategias InnovadorasDocumento1 páginaAlgunas Estrategias Innovadorasjuan camilo garcia fernandezAún no hay calificaciones
- Parque Industrial 053 - AdepiaDocumento48 páginasParque Industrial 053 - Adepiaoctopus7619Aún no hay calificaciones
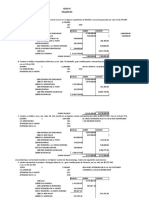
- Libro DiarioDocumento3 páginasLibro DiarioLisi Aracely Aldana LorenzoAún no hay calificaciones
- Finanzas 2024Documento4 páginasFinanzas 2024morp2218Aún no hay calificaciones
- Informe Regional V Conferencia Latinoamericana de Saneamiento LATINOSAN 2019 PDFDocumento33 páginasInforme Regional V Conferencia Latinoamericana de Saneamiento LATINOSAN 2019 PDFAldhair Alexander OsorioAún no hay calificaciones
- Escritura PromesaDocumento4 páginasEscritura PromesaElizabethAún no hay calificaciones
- Proyecto de Inversion para La Elaboración de Tortas de Gelatina en 3D "Gelatimix".Documento7 páginasProyecto de Inversion para La Elaboración de Tortas de Gelatina en 3D "Gelatimix".gabrielAún no hay calificaciones
- 4 - Ambito de Aplicacion de La Ley General de Mineria PDFDocumento11 páginas4 - Ambito de Aplicacion de La Ley General de Mineria PDFmiguel angel quispe coilaAún no hay calificaciones
- 2619a Id Ar Et 10001 (PDF) - 0Documento17 páginas2619a Id Ar Et 10001 (PDF) - 0alexiscofield182Aún no hay calificaciones