También podría gustarte
- UF1260 - Gestión de la recepción de vehículosDe EverandUF1260 - Gestión de la recepción de vehículosAún no hay calificaciones
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- Manufactura Sincrónica y Teoría de Las RestriccionesDocumento5 páginasManufactura Sincrónica y Teoría de Las RestriccionesArlin RosarioAún no hay calificaciones
- Productividad significa optimizar cuellos de botellaDocumento5 páginasProductividad significa optimizar cuellos de botellaDEIMER EDUARDO NU¥EZ NIEBLESAún no hay calificaciones
- Resumen Libro La MetaDocumento3 páginasResumen Libro La MetaKatherynne TiriaAún no hay calificaciones
- Libro La Meta análisisDocumento4 páginasLibro La Meta análisisjuancarvitAún no hay calificaciones
- La MetaDocumento6 páginasLa MetaAlex HernándezAún no hay calificaciones
- Administración de restricciones y teoría de las restricciones (TOCDocumento13 páginasAdministración de restricciones y teoría de las restricciones (TOCJhan Carlos Gonzalez GalindoAún no hay calificaciones
- Comceptos PCCDocumento5 páginasComceptos PCCYoha OlivosAún no hay calificaciones
- Unidad X111Documento6 páginasUnidad X111zeox20110% (2)
- JishukenDocumento2 páginasJishukenAdary RunningwolfAún no hay calificaciones
- Libro La Meta (Eliyahu M. Goldratt) - Resumen de ConceptosDocumento3 páginasLibro La Meta (Eliyahu M. Goldratt) - Resumen de Conceptosandres_arias_silva80% (10)
- La Meta CuetionatrioDocumento6 páginasLa Meta CuetionatriodaviAún no hay calificaciones
- Semana 4 - Optimización de OperacionesDocumento56 páginasSemana 4 - Optimización de Operacionesmilton montalvo100% (1)
- Teoria de Restricciones: Ing. Álvaro Mercado CruzDocumento43 páginasTeoria de Restricciones: Ing. Álvaro Mercado CruzJimmy VelillaAún no hay calificaciones
- Analisis La MetaDocumento3 páginasAnalisis La MetaPatricia Rozas PomalazaAún no hay calificaciones
- Problemas de Alex y mejoras de productividad en plantaDocumento6 páginasProblemas de Alex y mejoras de productividad en plantaJorgest Luis LemaAún no hay calificaciones
- Teoria de RestriccionesDocumento38 páginasTeoria de RestriccionesjoseAún no hay calificaciones
- Takt time vs tiempo de cicloDocumento16 páginasTakt time vs tiempo de cicloLuis Pablo Perez RodasAún no hay calificaciones
- Cómo calcular el tiempo Takt enDocumento39 páginasCómo calcular el tiempo Takt enCARLOS MANUEL SANCHEZ LUNAAún no hay calificaciones
- Unidad 6 Justo A Tiempo ResumenDocumento9 páginasUnidad 6 Justo A Tiempo ResumenAlitaa SppAún no hay calificaciones
- Ejemplos Del JatDocumento6 páginasEjemplos Del JatLucía Cueva GuevaraAún no hay calificaciones
- Ensayo La Meta FinalDocumento5 páginasEnsayo La Meta FinalFernando Collazos SilvaAún no hay calificaciones
- Cuello de BotellaDocumento21 páginasCuello de BotellamaualzxoAún no hay calificaciones
- Tarea de Gestion de La Produccion Ensayo 1 2do ParcialDocumento10 páginasTarea de Gestion de La Produccion Ensayo 1 2do ParcialMAFER ASMALAún no hay calificaciones
- Ensayo La MetaDocumento4 páginasEnsayo La MetaFernando Sainz de AjaAún no hay calificaciones
- Ensayo La MetaDocumento3 páginasEnsayo La MetajimmgomezAún no hay calificaciones
- Teoria RestriccionesDocumento33 páginasTeoria RestriccionesJorge Andres Giron CruzAún no hay calificaciones
- Como Identificar Un Cuello de Botella en ProducciónDocumento8 páginasComo Identificar Un Cuello de Botella en ProducciónJosé RaulAún no hay calificaciones
- 3.5 RestriccionesDocumento5 páginas3.5 RestriccionesMònica SotoAún no hay calificaciones
- Resumen Adm de Las Restricciones.Documento8 páginasResumen Adm de Las Restricciones.Ivanna Perez surielAún no hay calificaciones
- Definición y comparación de mediciones de desempeño globales y operacionales vs contabilidad tradicionalDocumento10 páginasDefinición y comparación de mediciones de desempeño globales y operacionales vs contabilidad tradicionalLuis Jair CervantesAún no hay calificaciones
- Puntos Claves de La Teoría de RestriccionesDocumento2 páginasPuntos Claves de La Teoría de RestriccionesEduardo MarcanoAún no hay calificaciones
- Preguntas de PCC TocDocumento8 páginasPreguntas de PCC TocYoha OlivosAún no hay calificaciones
- 2 para Qué Sirve El Takt TimeDocumento3 páginas2 para Qué Sirve El Takt TimeYaire GonzalezAún no hay calificaciones
- Cuestionario 4Documento3 páginasCuestionario 4Anyelina BeatoAún no hay calificaciones
- Resolución de Preguntas de Cuestionario de La Pelicula LA METADocumento3 páginasResolución de Preguntas de Cuestionario de La Pelicula LA METAAndrea3309Aún no hay calificaciones
- FlujoUnaPiezaDocumento5 páginasFlujoUnaPiezaMarlon Ramón100% (1)
- Ado MugarteDocumento5 páginasAdo MugarteAdrian MugarteAún no hay calificaciones
- Manual de Manufactura EsbeltaDocumento41 páginasManual de Manufactura EsbeltaLuis Mendoza IslasAún no hay calificaciones
- Despilfarro 26 09 2022Documento16 páginasDespilfarro 26 09 2022CARLOS SEBASTIAN DIAZ LESCANOAún no hay calificaciones
- Flujo ContinuoDocumento12 páginasFlujo ContinuoClaudia Morillo LópezAún no hay calificaciones
- Taller Administracion de Las RestriccionesDocumento11 páginasTaller Administracion de Las RestriccionesDaniel Charry Escorcia100% (1)
- Cuestionario de La MetaDocumento6 páginasCuestionario de La MetariuzakielleAún no hay calificaciones
- Libro JAT.Documento17 páginasLibro JAT.JhoNny PiNtoAún no hay calificaciones
- 2 Heijunka PDFDocumento5 páginas2 Heijunka PDFJorge VAún no hay calificaciones
- Sistema Chaku ChakuDocumento11 páginasSistema Chaku ChakuAlejandro VargasAún no hay calificaciones
- Trabajo La MetaDocumento7 páginasTrabajo La MetaLinamaría ArdilaAún no hay calificaciones
- Clase 6-Teorias de fisica de la produccion 1Documento20 páginasClase 6-Teorias de fisica de la produccion 1adrianAún no hay calificaciones
- Meta y mejora continua planta producciónDocumento5 páginasMeta y mejora continua planta producciónDiego CaicedoAún no hay calificaciones
- Administración Del InventarioDocumento30 páginasAdministración Del InventarioTelmoAún no hay calificaciones
- Administración materiales producciónDocumento4 páginasAdministración materiales producciónAxel LavenantAún no hay calificaciones
- La Meta Puntos Importantes A ConsiderarDocumento3 páginasLa Meta Puntos Importantes A Consideraralejo-acosta-castro-9272Aún no hay calificaciones
- One Piece FlowDocumento49 páginasOne Piece FlowFary Janeth Alanco GuzmànAún no hay calificaciones
- Correccion Formulacion ProblemaDocumento3 páginasCorreccion Formulacion ProblemaGino JeanpoolAún no hay calificaciones
- Los Cinco Pasos de Focalizacion de TOC PDFDocumento3 páginasLos Cinco Pasos de Focalizacion de TOC PDFestadiAún no hay calificaciones
- Diseño de Sistemas de Producción: Capitulo 5 Análisis de ProcesosDocumento6 páginasDiseño de Sistemas de Producción: Capitulo 5 Análisis de ProcesosMariana CamposAún no hay calificaciones
- Teoria de Restricciones Cap 12 AgudeloDocumento6 páginasTeoria de Restricciones Cap 12 AgudeloDario Salas UrrestaAún no hay calificaciones
- Cuestionario de Admon de OperacionesDocumento5 páginasCuestionario de Admon de OperacionesEnrique Almaral GamezAún no hay calificaciones
- Gestion EmpresarialDocumento5 páginasGestion EmpresarialGustavo Ac BoAún no hay calificaciones
- Documento PDFDocumento22 páginasDocumento PDFJonathan LopezAún no hay calificaciones
- Mister Tornillo: MTO910424MN8Documento1 páginaMister Tornillo: MTO910424MN8Louis Felipe Barrios BritoAún no hay calificaciones
- La desigualdad social en RDDocumento15 páginasLa desigualdad social en RDorquideamedinamorelAún no hay calificaciones
- Solicitud de cambio de nombre comercial de farmaciaDocumento3 páginasSolicitud de cambio de nombre comercial de farmaciaJimena Roset Atayupanqui Tito0% (1)
- Monografia Sobre Medicina IntegrativaDocumento28 páginasMonografia Sobre Medicina Integrativamilagros leoncia vitor capchaAún no hay calificaciones
- Bootcamp DataDocumento9 páginasBootcamp DataJeyser Suxe BalbinAún no hay calificaciones
- Cuadernillo CefDocumento20 páginasCuadernillo CefKetty TerrelAún no hay calificaciones
- Primera Entrega1 Sistema de Información en Gestión LogisticaDocumento12 páginasPrimera Entrega1 Sistema de Información en Gestión LogisticaCristian Andres BermudezAún no hay calificaciones
- Mi Cocina Escoffier 1 Tomo Pluton Ediciones - CompressDocumento4 páginasMi Cocina Escoffier 1 Tomo Pluton Ediciones - CompressFamilia Peñuela RodriguezAún no hay calificaciones
- Balance Apertura Mario Medina 02-01-2020Documento18 páginasBalance Apertura Mario Medina 02-01-2020Wilber jhoy Vallejos100% (1)
- Introducción A JMFDocumento10 páginasIntroducción A JMFGabriel Farfan MolinaAún no hay calificaciones
- Primer Parcial SegundoDocumento10 páginasPrimer Parcial SegundoMirella Cun MoralesAún no hay calificaciones
- Literatura Española GLENNDocumento195 páginasLiteratura Española GLENNJy Juan CarlosAún no hay calificaciones
- Teoria de Solucion de Conflicto de Las CalificacionesDocumento2 páginasTeoria de Solucion de Conflicto de Las CalificacionesYonathan FuentesAún no hay calificaciones
- Registro de Vehiculos Particulares y Motos 2009Documento14 páginasRegistro de Vehiculos Particulares y Motos 2009miguelAún no hay calificaciones
- Cariología GlosarioDocumento4 páginasCariología GlosarioKaren Paola Intriago ArteagaAún no hay calificaciones
- Ciencias, Tecnologia y SociedadDocumento9 páginasCiencias, Tecnologia y SociedadJefferson Medrano YepesAún no hay calificaciones
- Alfred JarryDocumento7 páginasAlfred JarrySebastian CruzAún no hay calificaciones
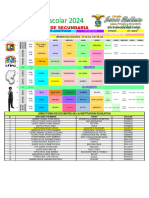
- Horario Colegio 2024 Secundaria - Actualizado-1° AlfaDocumento1 páginaHorario Colegio 2024 Secundaria - Actualizado-1° AlfaCarmen OrellanaAún no hay calificaciones
- CitologiaDocumento31 páginasCitologiamayubi liseth SantosAún no hay calificaciones
- Taller de EstrategiaDocumento5 páginasTaller de Estrategialuisa aguirreAún no hay calificaciones
- Influencia de la posición del margen gingival en la estética de la sonrisaDocumento15 páginasInfluencia de la posición del margen gingival en la estética de la sonrisaCegb Argio LaneAún no hay calificaciones
- Diagrama ABCDocumento6 páginasDiagrama ABCRicardo MendezAún no hay calificaciones
- PresupuestosOperativosDocumento3 páginasPresupuestosOperativosSTEVEN SOLANOAún no hay calificaciones
- AfricaDocumento15 páginasAfricajesusAún no hay calificaciones
- Periodo PrenatalDocumento2 páginasPeriodo PrenatalSonríe mi compañeroAún no hay calificaciones
- Contable Ctubre 12 - Pag B-9 A B-12Documento4 páginasContable Ctubre 12 - Pag B-9 A B-12Bello AmorAún no hay calificaciones
- Manual de Cargas Que Se Debe Implementar en Una Organización y JustificaciónDocumento6 páginasManual de Cargas Que Se Debe Implementar en Una Organización y Justificaciónyisel0% (1)
- Cadena Respiratoria MitocondrialDocumento7 páginasCadena Respiratoria Mitocondrialana guadalupe rodriguez ariasAún no hay calificaciones
- Estrategia de La Organización y Selección de ProyectosDocumento20 páginasEstrategia de La Organización y Selección de ProyectosRafael López100% (2)