También podría gustarte
- 2 PP MATERIALES FERRICOS - PPSXDocumento22 páginas2 PP MATERIALES FERRICOS - PPSXhugodbAún no hay calificaciones
- Apunte Aceros y Fundiciones ClassroomDocumento3 páginasApunte Aceros y Fundiciones ClassroomCamila Marisol LópezAún no hay calificaciones
- Acero 1Documento65 páginasAcero 1angelabosanAún no hay calificaciones
- TP Materiales #3Documento12 páginasTP Materiales #3IsabelAún no hay calificaciones
- Fierros de ConstruccionDocumento23 páginasFierros de ConstruccionMelissa Ramirez100% (2)
- Unidad 1 Proceso de Fabricacion Del Hierro y AceroDocumento27 páginasUnidad 1 Proceso de Fabricacion Del Hierro y AceroYESSICA PEREZ JASSOAún no hay calificaciones
- Conformabilidad de MetalesDocumento8 páginasConformabilidad de MetalesCristian GarcíaAún no hay calificaciones
- Informe de Visita Técnica A Fundidora MejíaDocumento8 páginasInforme de Visita Técnica A Fundidora MejíaFeLipe MaldOnadoAún no hay calificaciones
- Tubería Sin CosturaDocumento17 páginasTubería Sin CosturaSara MontoyaAún no hay calificaciones
- Metales Ferrosos y No FerrososDocumento60 páginasMetales Ferrosos y No FerrososRafael HernandezAún no hay calificaciones
- I Unidad Proceso de Fundicion y PirometalurgiaDocumento20 páginasI Unidad Proceso de Fundicion y PirometalurgiaAnnie Black MussaAún no hay calificaciones
- Forjado de MetalesDocumento10 páginasForjado de MetalesjesusAún no hay calificaciones
- Presentación Procesos de FabricacionDocumento42 páginasPresentación Procesos de Fabricacionjavier aldereteAún no hay calificaciones
- Apuntes de ConformadoDocumento28 páginasApuntes de ConformadoMarcelo SalinasAún no hay calificaciones
- BielaDocumento35 páginasBielaDaniel Alejandro Bolívar SanzAún no hay calificaciones
- Conformado en Caliente y en FríoDocumento11 páginasConformado en Caliente y en Fríojoseymonica2010Aún no hay calificaciones
- Pastillas CarburadasDocumento35 páginasPastillas CarburadasGonzalo Perez Fernandez60% (5)
- Elaboración PlasticaDocumento59 páginasElaboración PlasticaTractor HumientoAún no hay calificaciones
- Trabajo en Frio y en CalienteDocumento12 páginasTrabajo en Frio y en CalienteCarlosCampos100% (2)
- 1 Proceso de Formado en CalienteDocumento15 páginas1 Proceso de Formado en CalienteANDRE1091Aún no hay calificaciones
- Carpinteria MetalicaDocumento63 páginasCarpinteria MetalicajssjjsjsAún no hay calificaciones
- Tubería Sin CosturaDocumento18 páginasTubería Sin CosturaSara MontoyaAún no hay calificaciones
- Acero 2367Documento21 páginasAcero 2367arlyAún no hay calificaciones
- Procesos Más Comunes de ManufacturaDocumento6 páginasProcesos Más Comunes de ManufacturaclajanbarAún no hay calificaciones
- Cuestionario de Metales, Nomenclatura Y CompuestosDocumento22 páginasCuestionario de Metales, Nomenclatura Y Compuestosclaudia alejandraAún no hay calificaciones
- Materiales Estructurales - AceroDocumento19 páginasMateriales Estructurales - AceroKevin SáenzAún no hay calificaciones
- Introduccion de ForjaDocumento13 páginasIntroduccion de ForjaLourdes Q. Arizaca0% (1)
- INTRODUCCIONDocumento13 páginasINTRODUCCIONAndres OrtusteAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- TECNO MetalesDocumento29 páginasTECNO MetalesalexAún no hay calificaciones
- 3 - Industria Siderúrgica - FundicionesDocumento14 páginas3 - Industria Siderúrgica - FundicionesSofi BelloAún no hay calificaciones
- 6ta PC IcmDocumento16 páginas6ta PC IcmJean Pierre Morote SánchezAún no hay calificaciones
- Unidad 1: Proceso de Obtención de Hierro y El AceroDocumento14 páginasUnidad 1: Proceso de Obtención de Hierro y El AceroWences Peniche100% (1)
- 1.2 Funcionamiento Del Proceso y Otros ProductosDocumento23 páginas1.2 Funcionamiento Del Proceso y Otros ProductoscynthiaAún no hay calificaciones
- Fundicion, Hornos, RecubrimientoDocumento38 páginasFundicion, Hornos, RecubrimientoNicolas Castellanos HernandezAún no hay calificaciones
- Aceros Calmados y EfervecentesDocumento16 páginasAceros Calmados y Efervecentessagraus@gmail.com100% (1)
- Laboratorio de Fundicion LatonDocumento26 páginasLaboratorio de Fundicion LatonAlejandra CastellanosAún no hay calificaciones
- Materiales Ferrosos y No FerrososDocumento7 páginasMateriales Ferrosos y No Ferrososa3522110400Aún no hay calificaciones
- Taller MecánicoDocumento17 páginasTaller MecánicoAngel CevallosAún no hay calificaciones
- Tarea 4 Materiales Parcial Ledvin Jassiel Perdomo Rivera 200910810048Documento14 páginasTarea 4 Materiales Parcial Ledvin Jassiel Perdomo Rivera 200910810048Ledvin PerdomoAún no hay calificaciones
- 1.tecnología de FundicionesDocumento33 páginas1.tecnología de FundicionesSofía RodriguezAún no hay calificaciones
- Trabajo en CalienteDocumento10 páginasTrabajo en CalienteJefferson PinanjotaAún no hay calificaciones
- 1.tratamientos Térmicos 1Documento52 páginas1.tratamientos Térmicos 1Luis Antonio Triana MuñozAún no hay calificaciones
- Resumen Cap 12 - 13 - 14Documento23 páginasResumen Cap 12 - 13 - 14zet wonAún no hay calificaciones
- Temple y RecocidoDocumento12 páginasTemple y RecocidoÁlvaroSebastiánAún no hay calificaciones
- Aplicaciones de La Metalurgia de Los Polvos Enviar RafaDocumento10 páginasAplicaciones de La Metalurgia de Los Polvos Enviar RafaFrancisco Cota CotaAún no hay calificaciones
- Procesos de ManufacturaDocumento65 páginasProcesos de ManufacturaGerman MartinezAún no hay calificaciones
- Laminado ExposiciónDocumento27 páginasLaminado ExposiciónFredi Andres Aguilar GranadosAún no hay calificaciones
- Procesos de Formado en CalienteDocumento94 páginasProcesos de Formado en CalienteGUILLERMOAún no hay calificaciones
- Aceros - Tema 3 PDFDocumento5 páginasAceros - Tema 3 PDFFrank Alcarraz MuchaAún no hay calificaciones
- Aleaciones y MetalesDocumento20 páginasAleaciones y MetalesingencalidadAún no hay calificaciones
- Materiales FerrososDocumento5 páginasMateriales FerrososJonathan Alejandro Tobar GutiérrezAún no hay calificaciones
- Administracion Sobre Analisis de Metalurgia CatDocumento40 páginasAdministracion Sobre Analisis de Metalurgia CatAndres JarrinAún no hay calificaciones
- El Tallerde Carpintería MetalicaDocumento6 páginasEl Tallerde Carpintería MetalicaWalter Salvador GuzmanAún no hay calificaciones
- MHCT1conformado 19490653Documento12 páginasMHCT1conformado 19490653JOSE ANGUIANO GARZONAún no hay calificaciones
- Materiales CIA General de AcerosDocumento237 páginasMateriales CIA General de AcerosFreddy AntonioAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
- 5 SesionDocumento27 páginas5 SesionAndrea GomezAún no hay calificaciones
- Tratamientos Termicos en Los AcerosDocumento39 páginasTratamientos Termicos en Los AcerosAndrea GomezAún no hay calificaciones
- Corrosión en Las Estructuras de AceroDocumento65 páginasCorrosión en Las Estructuras de AceroAndrea GomezAún no hay calificaciones
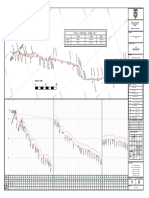
- ESCALA 1:1000 100 50 0: Desarenador CT:1926.340Documento6 páginasESCALA 1:1000 100 50 0: Desarenador CT:1926.340Andrea GomezAún no hay calificaciones
- LalaDocumento5 páginasLalaAnderson UrbaezAún no hay calificaciones
- Tesis CostosDocumento133 páginasTesis CostosDavid Padilla100% (2)
- Arcos de Acero RigidoDocumento16 páginasArcos de Acero RigidoLibni VerjelAún no hay calificaciones
- Pavimentos: Fallas de Los PavimentosDocumento203 páginasPavimentos: Fallas de Los PavimentosJean MirandaAún no hay calificaciones
- PROYECTO U.E SAN PABLO 2018 AgostDocumento63 páginasPROYECTO U.E SAN PABLO 2018 AgostAlfredo RodriguezAún no hay calificaciones
- Lodocreto, Analisis, Diseño y ConstrucionDocumento71 páginasLodocreto, Analisis, Diseño y ConstrucionPaolo Figueroa70% (10)
- Estructuras Hidraulicas IndividualDocumento9 páginasEstructuras Hidraulicas IndividualDanmer Quiroz SánchezAún no hay calificaciones
- Cbba. - Arani Capítulo #1 Introducción A Vías FerreasDocumento62 páginasCbba. - Arani Capítulo #1 Introducción A Vías FerreasHans Duran100% (1)
- LAS TEJAS CERÁMICAS CURVAS ANTIGUAS Tesis Master Almudena Garcia GonzalezDocumento115 páginasLAS TEJAS CERÁMICAS CURVAS ANTIGUAS Tesis Master Almudena Garcia Gonzalezsonia100% (2)
- Estructuras 3Documento8 páginasEstructuras 3Jair PrietoAún no hay calificaciones
- Montaje de Bomba de Inyección 416cDocumento14 páginasMontaje de Bomba de Inyección 416cWilson Aguilar MuñozAún no hay calificaciones
- Ensayos en Obra.Documento9 páginasEnsayos en Obra.YolFran Ramos GonzalezAún no hay calificaciones
- NTP 111-031 2021 PDFDocumento76 páginasNTP 111-031 2021 PDFIPJAún no hay calificaciones
- Modulo de Gestion UrbanaDocumento3 páginasModulo de Gestion Urbanalucia azpirozAún no hay calificaciones
- Usina de ArtesDocumento15 páginasUsina de ArtesMateo Ferrer CortizoAún no hay calificaciones
- 3.3.3. Diseño Estructural Tanque ImhoffDocumento9 páginas3.3.3. Diseño Estructural Tanque ImhoffEnrique Padilla PanduroAún no hay calificaciones
- N CTR Car 1-08-004 01 Sin Act RegDocumento19 páginasN CTR Car 1-08-004 01 Sin Act Regricardo orozco perdomoAún no hay calificaciones
- Marcos Estructurales RigidosDocumento8 páginasMarcos Estructurales RigidosAlexis Godoy YañezAún no hay calificaciones
- 1994 Volumen RGDocumento13 páginas1994 Volumen RGChiara NaderAún no hay calificaciones
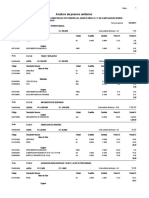
- Analisis de Precios UnitariosDocumento8 páginasAnalisis de Precios UnitariosMyE SACAún no hay calificaciones
- Tasacion SalamancaDocumento22 páginasTasacion SalamancaCarlos LicetaAún no hay calificaciones
- Ejercicio M6 - T4 - Huber Rodas HuertaDocumento3 páginasEjercicio M6 - T4 - Huber Rodas HuertaHuber Ivan Rodas HuertaAún no hay calificaciones
- De Concertinas (Recuperado Automáticamente)Documento8 páginasDe Concertinas (Recuperado Automáticamente)pablo zegarraAún no hay calificaciones
- Al Éxito de La Cubierta de Southern Cross StationDocumento8 páginasAl Éxito de La Cubierta de Southern Cross StationWalter A. RodriguezAún no hay calificaciones
- Proyecto de Galpones Con EjerciciosDocumento51 páginasProyecto de Galpones Con EjerciciosAlfonso Sciarretta100% (1)
- 6 ApuDocumento26 páginas6 ApuJaime alberto laverdy montenegroAún no hay calificaciones
- Silabo AUTODESK REVIT ARQUITECTURA BIMDocumento11 páginasSilabo AUTODESK REVIT ARQUITECTURA BIMjordanpmAún no hay calificaciones
- Propuesta de Hoja de Ruta para Implementar Building Information ModelingDocumento5 páginasPropuesta de Hoja de Ruta para Implementar Building Information ModelingAlejandro TeránAún no hay calificaciones
- 01-Topografia Automatizada FIC UNI-Estacion Total 2019 PDFDocumento15 páginas01-Topografia Automatizada FIC UNI-Estacion Total 2019 PDFJhon Diego Sayritupac RodriguezAún no hay calificaciones