También podría gustarte
- ISO Sistemas de Tolerancia para Los Límites y AjustesDocumento4 páginasISO Sistemas de Tolerancia para Los Límites y AjustesFernandoAún no hay calificaciones
- Calidad de La Tolerancia, Chahin Alapizco Jesus Haydar, Manufactura Avanzada 3 A 4 PMDocumento5 páginasCalidad de La Tolerancia, Chahin Alapizco Jesus Haydar, Manufactura Avanzada 3 A 4 PMJesus Haydar Chahin AlapizcoAún no hay calificaciones
- Ajustes Del Sistema Internacional AnsiDocumento4 páginasAjustes Del Sistema Internacional AnsiCarlos HernandezAún no hay calificaciones
- Materiales de InsertosDocumento7 páginasMateriales de InsertosdantesAún no hay calificaciones
- Introducción A Los Insertos para TornoDocumento10 páginasIntroducción A Los Insertos para Tornojace1960Aún no hay calificaciones
- Nomenclatura de Afilado de CuchillaDocumento13 páginasNomenclatura de Afilado de CuchillaLuis AllaucaAún no hay calificaciones
- Ajustes y ToleranciasDocumento8 páginasAjustes y Toleranciasmarco jesus cadena valentinAún no hay calificaciones
- Sesión 1 Tolerancias y Ajuste PDFDocumento37 páginasSesión 1 Tolerancias y Ajuste PDFWilder MolinaAún no hay calificaciones
- Tolerancias y AjustesDocumento5 páginasTolerancias y AjustesEmanuel RivasAún no hay calificaciones
- Ajustes y ToleranciasDocumento8 páginasAjustes y Toleranciasmarco jesus cadena valentinAún no hay calificaciones
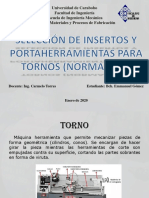
- Seleccion de Insertos y Portaherramientas para Tornos, de Acuerdo A La ISODocumento34 páginasSeleccion de Insertos y Portaherramientas para Tornos, de Acuerdo A La ISOgdfg100% (1)
- 3.1 Simbologia en Planos - Ricaño - Sanchez - Carlos AdrianDocumento17 páginas3.1 Simbologia en Planos - Ricaño - Sanchez - Carlos AdrianAdrian Ricaño SanchezAún no hay calificaciones
- Grado Internacional de La ToleranciaDocumento7 páginasGrado Internacional de La ToleranciaLeo SantamariaAún no hay calificaciones
- Seleccion de Insertos y Portaherramientas IsoDocumento34 páginasSeleccion de Insertos y Portaherramientas IsoEmmanuel Gimez100% (1)
- Determinacion de Tolerancias Normas ISODocumento14 páginasDeterminacion de Tolerancias Normas ISOManuel Alejandro Sánchez BecerrilAún no hay calificaciones
- Tolerancias DimensionalesDocumento19 páginasTolerancias DimensionalesJosé M EstebanAún no hay calificaciones
- UNIDAD 1 Ajustes y ToleranciasDocumento19 páginasUNIDAD 1 Ajustes y ToleranciasXavier MecAún no hay calificaciones
- Selección de Ajustes Iso en Funcion de Las Condiciones LímiteDocumento25 páginasSelección de Ajustes Iso en Funcion de Las Condiciones LímiteMary RivAún no hay calificaciones
- Tolerancias Dimensionales - Teoría y ProblemasDocumento14 páginasTolerancias Dimensionales - Teoría y ProblemasDaniel Castañeda100% (1)
- Elemento de Maquinas T11. Tolerancias y AjustesDocumento44 páginasElemento de Maquinas T11. Tolerancias y AjustesBrianAún no hay calificaciones
- Uniones Roscadas MontillaDocumento16 páginasUniones Roscadas MontillaJuanes JecoAún no hay calificaciones
- Presentación Ajustes y ToleranciasDocumento30 páginasPresentación Ajustes y ToleranciasAnonymous s8uUw1Aún no hay calificaciones
- 1 Ajustes-ToleranciasDocumento36 páginas1 Ajustes-ToleranciasAlbert FlowersAún no hay calificaciones
- Tema 7 TOL DIMENDocumento47 páginasTema 7 TOL DIMENpmoreno_406559Aún no hay calificaciones
- Insertos de Corte-2024Documento38 páginasInsertos de Corte-2024Fernando Pastén FernándezAún no hay calificaciones
- 03 M&SM 2 Complemento Ajus-TolerDocumento57 páginas03 M&SM 2 Complemento Ajus-TolerDiego Andrés BaquedanoAún no hay calificaciones
- Informe Ajustes y ToleranciasDocumento6 páginasInforme Ajustes y ToleranciasMarcos RodrigoAún no hay calificaciones
- Tolerancias y AjustesDocumento17 páginasTolerancias y AjustesTania MorenoAún no hay calificaciones
- MEC05-Ajustes y ToleranciasDocumento43 páginasMEC05-Ajustes y Toleranciasc07170100% (1)
- Ajustes y Tolerancias (PELADORA de AJOS)Documento9 páginasAjustes y Tolerancias (PELADORA de AJOS)John Chavez MirandaAún no hay calificaciones
- Tarea 2 Dibujo TecnicoDocumento13 páginasTarea 2 Dibujo TecnicoYul Paucar BerrocalAún no hay calificaciones
- Tolerancias DimensionalesDocumento8 páginasTolerancias DimensionalesJean Pierre CarrionAún no hay calificaciones
- Tolerancias Dimensionales y Geométricas.Documento30 páginasTolerancias Dimensionales y Geométricas.Mario Sanchez LazaroAún no hay calificaciones
- ACT#3.-Infografia, Diseño y Dibujo Asistido Por ComputadoraDocumento5 páginasACT#3.-Infografia, Diseño y Dibujo Asistido Por Computadoracaballeroleo1117Aún no hay calificaciones
- ToleranciasDocumento10 páginasToleranciasKeny PeraltaAún no hay calificaciones
- Ajustes y ToleranciasDocumento13 páginasAjustes y ToleranciasManuel JuarezAún no hay calificaciones
- Acotaciones 1Documento44 páginasAcotaciones 1Hugo Martinez RivasAún no hay calificaciones
- Documento 10Documento12 páginasDocumento 10Hugo Venegas OrtegaAún no hay calificaciones
- DefinicionesDocumento2 páginasDefinicionesJessica LopezAún no hay calificaciones
- TOLERANCIASDocumento37 páginasTOLERANCIASjesusAún no hay calificaciones
- Ajuste y ToleranciaDocumento52 páginasAjuste y ToleranciaLuisangel NavaAún no hay calificaciones
- Normas para Las Tolerancias y AjustesDocumento14 páginasNormas para Las Tolerancias y Ajusteskeila trejo100% (1)
- Corte TérmicoDocumento17 páginasCorte TérmicoJANOAún no hay calificaciones
- Normas para El Dibujo MecanicoDocumento66 páginasNormas para El Dibujo MecanicoGenesis SznoAún no hay calificaciones
- Ajustes y ToleranciasDocumento50 páginasAjustes y ToleranciasRodolfo Zuñiga RetanaAún no hay calificaciones
- Ajustes y ToleranciasDocumento13 páginasAjustes y ToleranciasMiguel Gonzalez100% (1)
- Tolerancias DimensionalesDocumento22 páginasTolerancias DimensionalesSupuTamadreAún no hay calificaciones
- Tolerancias TECSUPDocumento27 páginasTolerancias TECSUPdabalejoAún no hay calificaciones
- C5.1-Tolerancias-Dm1 2018Documento23 páginasC5.1-Tolerancias-Dm1 2018Joel PPPAún no hay calificaciones
- Calculos y Condiciones Requeridos para El Diseño de Un TroquelDocumento7 páginasCalculos y Condiciones Requeridos para El Diseño de Un TroquelVazz MAún no hay calificaciones
- Tolerancias Dimensionales.Documento40 páginasTolerancias Dimensionales.Rodolfo J. Buenrostro100% (1)
- Insertos para TornosDocumento6 páginasInsertos para TornosManderano Vargas Rene MiguelAún no hay calificaciones
- Juntas MecanicoDocumento12 páginasJuntas MecanicoJair Palacin SuárezAún no hay calificaciones
- ANSI-ASME B1.20.1 1983 Rosca Conica de CañeriaDocumento14 páginasANSI-ASME B1.20.1 1983 Rosca Conica de CañeriaErnesto Màrquez BAún no hay calificaciones
- Ajuste, Tolerancia y AcabadoDocumento8 páginasAjuste, Tolerancia y AcabadoJose De Jesus Avendaño AlavezAún no hay calificaciones
- Tolerancias y AjustesDocumento36 páginasTolerancias y AjustesAlex Luiz Zavala100% (1)
- Ajustes y ToleranciasDocumento38 páginasAjustes y Toleranciasfrancoalzogaray1980Aún no hay calificaciones
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Trabajo Grupal LogísticaDocumento6 páginasTrabajo Grupal LogísticajhonathyanAún no hay calificaciones
- Patología Bucal, Tumores BenignosDocumento48 páginasPatología Bucal, Tumores Benignosliliana loyolaAún no hay calificaciones
- Curso de Investigación de La Ciencia ContableDocumento22 páginasCurso de Investigación de La Ciencia ContableEduardo Pinedo ValenciaAún no hay calificaciones
- Fibra OpticaDocumento9 páginasFibra OpticaLuz Dary AceroAún no hay calificaciones
- Diccionario FarmacológicoDocumento4 páginasDiccionario FarmacológicoandresAún no hay calificaciones
- Certificado SB-SMC-STP-ZE-ES - RD1699 - 661-Es-15Documento1 páginaCertificado SB-SMC-STP-ZE-ES - RD1699 - 661-Es-15Francisco LopezAún no hay calificaciones
- Contenidos - SantacosDocumento5 páginasContenidos - SantacoslisbethAún no hay calificaciones
- Simulacrovlep #01 Solucion 2015-IIDocumento15 páginasSimulacrovlep #01 Solucion 2015-IIJillian DunnAún no hay calificaciones
- PulmonesDocumento4 páginasPulmonesRonald Villanueva LivaqueAún no hay calificaciones
- Guevara y Carballo 2008 IDF Estado CojedesDocumento11 páginasGuevara y Carballo 2008 IDF Estado CojedesPablo Garcia LopezAún no hay calificaciones
- El Homenaje en Jardines y Parques EscultDocumento228 páginasEl Homenaje en Jardines y Parques EscultMaría Elena Masís MuñozAún no hay calificaciones
- Plantas MedDocumento148 páginasPlantas MedNohely Ruth Molina HuaquistoAún no hay calificaciones
- Estimulación Visual y Auditiva en La Primera InfanciaDocumento8 páginasEstimulación Visual y Auditiva en La Primera InfanciaPaz Herreros Santos100% (1)
- Ensayo Gestión de La ProducciónDocumento18 páginasEnsayo Gestión de La ProducciónEduardo BlancoAún no hay calificaciones
- Vida y Obra Del Compositor Colombiano Efraín OrozcoDocumento23 páginasVida y Obra Del Compositor Colombiano Efraín OrozcoAriel NaviaAún no hay calificaciones
- FICHAS - Del 18noviembre1GRADODocumento8 páginasFICHAS - Del 18noviembre1GRADOAracely VillalvaAún no hay calificaciones
- Biomecanica de Columna Lumbar (Modo de AdDocumento11 páginasBiomecanica de Columna Lumbar (Modo de AdAlejandro Folch100% (1)
- Palomino CRW PDFDocumento128 páginasPalomino CRW PDFAriana Montoya RubioAún no hay calificaciones
- La Venta Del AsnoDocumento4 páginasLa Venta Del AsnoGio HernándezAún no hay calificaciones
- M 10 PETS 014 LOSAS ZAPATAS PEDESTALES Y SARDINELES DE CONCRETO ARMADOdocx 16513600891 1docx 16516838742 1docx 16517054051Documento7 páginasM 10 PETS 014 LOSAS ZAPATAS PEDESTALES Y SARDINELES DE CONCRETO ARMADOdocx 16513600891 1docx 16516838742 1docx 16517054051Paolita Teffi AlvarezAún no hay calificaciones
- La CalchonaDocumento21 páginasLa Calchonakaren MaravillaAún no hay calificaciones
- Taules FàrmacsDocumento8 páginasTaules FàrmacsAnna GarcíaAún no hay calificaciones
- Pae OncologiaDocumento4 páginasPae Oncologiacalos100% (1)
- Análisis de Pedro ParamoDocumento7 páginasAnálisis de Pedro ParamoFeny HenriquezAún no hay calificaciones
- Biología La CelulaDocumento7 páginasBiología La CelulaEmily Cedeño CedeñoAún no hay calificaciones
- Baumgart Cap 1Documento15 páginasBaumgart Cap 1florenciaAún no hay calificaciones
- Herbario Jardín Botánico José Celestino MutisDocumento52 páginasHerbario Jardín Botánico José Celestino MutisAlejandroHigueraAún no hay calificaciones
- InvestigaciDocumento45 páginasInvestigaciChelsea A. Acosta FloresAún no hay calificaciones
- El Grupo BackusDocumento41 páginasEl Grupo BackusJesse SchultzAún no hay calificaciones
- Boriska y Su Relato IncreíbleDocumento10 páginasBoriska y Su Relato IncreíbleYanetAún no hay calificaciones