También podría gustarte
- Instrumentos para Medición Angular y LinealDocumento27 páginasInstrumentos para Medición Angular y LinealEl aleczis50% (2)
- Mantenimiento Preventivo de Equipo Pesado Móvil-Tema 1 PDFDocumento24 páginasMantenimiento Preventivo de Equipo Pesado Móvil-Tema 1 PDFDiego AltamiranoAún no hay calificaciones
- 1.3 Funciones y Responsabilidades Del Departamento de MantenimientoDocumento4 páginas1.3 Funciones y Responsabilidades Del Departamento de Mantenimientojose gomez100% (1)
- Mantenimieto Industrial Grupo 2Documento31 páginasMantenimieto Industrial Grupo 2luismiguelpuppiugazAún no hay calificaciones
- IndicAdores MAQUINARIA MINERADocumento53 páginasIndicAdores MAQUINARIA MINERAMarco Vega Gutiérrez100% (2)
- UNIDAD V Mant. Correctivo y PreventivoDocumento42 páginasUNIDAD V Mant. Correctivo y PreventivoAugusto D. Chavez NuñezAún no hay calificaciones
- PLC1101 202 Actividad 2Documento38 páginasPLC1101 202 Actividad 2valentina urrutiaAún no hay calificaciones
- 5 - Gestión y Organización Del Mantenimiento de Los Sistemas Del BuqueDocumento27 páginas5 - Gestión y Organización Del Mantenimiento de Los Sistemas Del BuqueAlvaro Lopez FernandezAún no hay calificaciones
- Administracion Del Mantenimiento IndustrialDocumento46 páginasAdministracion Del Mantenimiento IndustrialIvana ManchameAún no hay calificaciones
- Estrategias de Mantenimiento - AlumnosDocumento39 páginasEstrategias de Mantenimiento - AlumnosAnonymous J91akzWHAún no hay calificaciones
- Mantenimiento - Gestión de Los EquiposDocumento8 páginasMantenimiento - Gestión de Los EquiposMIguel Angel Arias ChavezAún no hay calificaciones
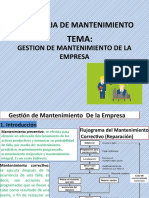
- Gestión mantenimiento empresaDocumento30 páginasGestión mantenimiento empresaIsma Rivera100% (2)
- Planeacion Del Mantenimiento PDFDocumento40 páginasPlaneacion Del Mantenimiento PDFsteivermAún no hay calificaciones
- Mantenimiento IndustrialDocumento322 páginasMantenimiento Industrialwilmaraf90% (10)
- Avance MantenimientoDocumento16 páginasAvance MantenimientoEnrique VargasAún no hay calificaciones
- Mantenimiento Industrial VirtualDocumento20 páginasMantenimiento Industrial VirtualJosé MiguelAún no hay calificaciones
- INGENERIA DEL MANTENIMIENTO (Autoguardado)Documento92 páginasINGENERIA DEL MANTENIMIENTO (Autoguardado)Eyner GonzalesAún no hay calificaciones
- UD 02. Técnicas de Mantenimiento - v2Documento16 páginasUD 02. Técnicas de Mantenimiento - v2rafa_arsenicoAún no hay calificaciones
- Actividad 2Documento6 páginasActividad 2andres manuelAún no hay calificaciones
- Mantenimiento - 7 - Mantenimiento, Funciones, Objetivos y TiposDocumento5 páginasMantenimiento - 7 - Mantenimiento, Funciones, Objetivos y TiposArmandoAún no hay calificaciones
- mantenimientoDocumento17 páginasmantenimientoIng. José ParedesAún no hay calificaciones
- 1 - Introduccion Aspectos Basicos de Mantencion Curso AprendizDocumento22 páginas1 - Introduccion Aspectos Basicos de Mantencion Curso AprendizPaz Belèn Gajardo SanhuezaAún no hay calificaciones
- Estrategias de MantencionDocumento43 páginasEstrategias de MantencionFelipe Esteban Montiel Concha100% (2)
- Mantenimiento de Equipos Electromecanicos 2Documento24 páginasMantenimiento de Equipos Electromecanicos 2Wagner Aguirre RiveraAún no hay calificaciones
- Planeacion de MantenimientoDocumento22 páginasPlaneacion de MantenimientoBERSAIN HERNANDEZ ONTIVEROSAún no hay calificaciones
- Propuesta Del Plan de Mantenimiento-Fisac (Parte 2)Documento41 páginasPropuesta Del Plan de Mantenimiento-Fisac (Parte 2)FidelísimoAún no hay calificaciones
- Examen FinalDocumento5 páginasExamen FinalEdwin CelisAún no hay calificaciones
- Apunte Mantenimiento 2019 y TPDocumento23 páginasApunte Mantenimiento 2019 y TPFabian Gustavo TostAún no hay calificaciones
- Planificación del mantenimiento correctivo por averíasDocumento24 páginasPlanificación del mantenimiento correctivo por averíasrichardcamusAún no hay calificaciones
- PRINCIPIOS DE MANTENCIÓN CTMDocumento36 páginasPRINCIPIOS DE MANTENCIÓN CTMLuana Cespedes MolinaAún no hay calificaciones
- Mantenimiento PreventivoDocumento25 páginasMantenimiento PreventivoRODRIGO ALBERTO NUÑEZ CASTILLOAún no hay calificaciones
- Gestión y Planificación en Mantenimiento Industrial 01Documento42 páginasGestión y Planificación en Mantenimiento Industrial 01Iber NavarroAún no hay calificaciones
- Capitulo I Ingenieria de Mantenimiento Introduccion 1Documento256 páginasCapitulo I Ingenieria de Mantenimiento Introduccion 1Kevin eddie parillo vargasAún no hay calificaciones
- Tipos y Modelos de MantenimientoDocumento46 páginasTipos y Modelos de Mantenimientowilliam0% (1)
- Gestion de Mantenimiento - DescripciónDocumento206 páginasGestion de Mantenimiento - DescripciónJose LuisAún no hay calificaciones
- Mantenimiento PlanificadoDocumento27 páginasMantenimiento PlanificadoRoller RubioAún no hay calificaciones
- Tipos y Niveles de Mantenimiento 1Documento3 páginasTipos y Niveles de Mantenimiento 1cristobaltraxAún no hay calificaciones
- Resumen Presentacion JuevesDocumento11 páginasResumen Presentacion JuevesSerchMusicfXAún no hay calificaciones
- Optimización mantenimiento correctivo mediante procedimientos reparaciónDocumento5 páginasOptimización mantenimiento correctivo mediante procedimientos reparaciónJorge Enrique SalazarAún no hay calificaciones
- MANTENIMIENTODocumento156 páginasMANTENIMIENTOEnrik AC100% (1)
- Mantenimiento PreventivoDocumento9 páginasMantenimiento PreventivoHiram WolfAún no hay calificaciones
- 7importancia MantenimientoDocumento20 páginas7importancia MantenimientoAlan Nuñez DalletoAún no hay calificaciones
- Tipos de Mantenimiento - MMM - NTODocumento14 páginasTipos de Mantenimiento - MMM - NTONatalia Tavera OrozcoAún no hay calificaciones
- Requisitos para el mantenimiento de equiposDocumento22 páginasRequisitos para el mantenimiento de equiposMaría CamilaAún no hay calificaciones
- Plan de Mantenimiento preventivo - 2023Documento12 páginasPlan de Mantenimiento preventivo - 2023Percy CheroAún no hay calificaciones
- Mantenimiento Preventivo: Técnicas y BeneficiosDocumento26 páginasMantenimiento Preventivo: Técnicas y BeneficiosVictoria Gutierrez86% (7)
- MANTENIMIENTO (4) .PPT Clase 1111Documento81 páginasMANTENIMIENTO (4) .PPT Clase 1111ADAN CHIRINOSAún no hay calificaciones
- Cap Tulo 4 MVIDocumento25 páginasCap Tulo 4 MVITERCERO GARCIAAún no hay calificaciones
- Mantenimiento Preventivo (Conceptos Modelos Análisis)Documento18 páginasMantenimiento Preventivo (Conceptos Modelos Análisis)Juan Pablo AriasAún no hay calificaciones
- Gestión del mantenimiento industrialDocumento44 páginasGestión del mantenimiento industrialJhonatan Micha SilvaAún no hay calificaciones
- Mantto Predic, Prevent, Correct. Unidad Nº4Documento14 páginasMantto Predic, Prevent, Correct. Unidad Nº4Oscar ArrietaAún no hay calificaciones
- El Mantenimiento ReactivoDocumento4 páginasEl Mantenimiento Reactivojose quispeAún no hay calificaciones
- Apunte Mantenimiento 2016 y TPDocumento24 páginasApunte Mantenimiento 2016 y TPFabian Gustavo TostAún no hay calificaciones
- Mantenimiento Maq. Pesada Torna Tractor ManualDocumento69 páginasMantenimiento Maq. Pesada Torna Tractor ManualAurelio Hugo Ramos MamaniAún no hay calificaciones
- MantenimientoyMto CorrectivoDocumento10 páginasMantenimientoyMto CorrectivoCristian MayaAún no hay calificaciones
- Plan de mantenimiento gasolinera BPDocumento52 páginasPlan de mantenimiento gasolinera BPGuadalupe Zepeda MendozaAún no hay calificaciones
- Tipos de Mantenimiento Ing CivilDocumento88 páginasTipos de Mantenimiento Ing CivilYadiana GarcíaAún no hay calificaciones
- MatenimientoDocumento9 páginasMatenimientomakyAún no hay calificaciones
- Mantenimiento EmpresaDocumento49 páginasMantenimiento EmpresaGustavo Espinoza RiveraAún no hay calificaciones
- UF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosDe EverandUF1444 - Organización de las intervenciones necesarias para el mantenimiento de las instalaciones eléctricas en el entorno de edificiosAún no hay calificaciones
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- UF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaDe EverandUF2240 - Mantenimiento correctivo de electrodomésticos de gama blancaCalificación: 3 de 5 estrellas3/5 (3)
- Normas para Resolver CrucigramaDocumento8 páginasNormas para Resolver CrucigramaLeidy Lizbeth Rosado MojicaAún no hay calificaciones
- Manual - Rosado Mojica Leidy LizbethDocumento27 páginasManual - Rosado Mojica Leidy LizbethLeidy Lizbeth Rosado MojicaAún no hay calificaciones
- Noms Seguridad e HigieneDocumento16 páginasNoms Seguridad e HigieneLeidy Lizbeth Rosado MojicaAún no hay calificaciones
- Aplicación de las NOMS-STPS de seguridad e higiene en el plantelDocumento31 páginasAplicación de las NOMS-STPS de seguridad e higiene en el plantelLeidy Lizbeth Rosado MojicaAún no hay calificaciones
- Parámetros de CalidadDocumento6 páginasParámetros de CalidadLeidy Lizbeth Rosado MojicaAún no hay calificaciones
- 2 Lecciones Humanidades EstudiantesDocumento27 páginas2 Lecciones Humanidades EstudiantesLeidy Lizbeth Rosado MojicaAún no hay calificaciones
- Parámetros de CalidadDocumento6 páginasParámetros de CalidadLeidy Lizbeth Rosado MojicaAún no hay calificaciones
- Literatura 1 Planeación Español Ago 24-28 Agosto Miss LeidyDocumento2 páginasLiteratura 1 Planeación Español Ago 24-28 Agosto Miss LeidyLeidy Lizbeth Rosado MojicaAún no hay calificaciones
- Interes CompuestoDocumento10 páginasInteres CompuestoALEX RONALDO BUENO CABOSAún no hay calificaciones
- Guía Mexico Diagnostico y Manejo de TEADocumento75 páginasGuía Mexico Diagnostico y Manejo de TEAinfo-TEAAún no hay calificaciones
- 22 Metodologías Que Todo Docente Debe de ConocerDocumento3 páginas22 Metodologías Que Todo Docente Debe de ConocerJenssy GarzaAún no hay calificaciones
- Mito, Rito y ReligiónDocumento2 páginasMito, Rito y ReligiónJime MJAún no hay calificaciones
- Herpesvirus Cuadro Comparativo Virologia 228060 DownloableDocumento3 páginasHerpesvirus Cuadro Comparativo Virologia 228060 DownloableRodríguez Roberto IvánAún no hay calificaciones
- 12.1 - Anatomía Clínica de Los PárpadosDocumento5 páginas12.1 - Anatomía Clínica de Los PárpadosSary Rivadeneira100% (1)
- Guía colonialismo siglo XIXDocumento11 páginasGuía colonialismo siglo XIXSoFiagamer 26Aún no hay calificaciones
- Texto ArgumentativoDocumento3 páginasTexto ArgumentativoCristian CalderonAún no hay calificaciones
- Scan Toeic Actual Test 1 Longman New Real Toeic 1406024799Documento45 páginasScan Toeic Actual Test 1 Longman New Real Toeic 1406024799Myleni Ishida100% (1)
- Pernía Saúl. Diccionario Teológico 7Documento7 páginasPernía Saúl. Diccionario Teológico 7saulperniaAún no hay calificaciones
- Analisis de La IlíadaDocumento27 páginasAnalisis de La IlíadaBrenda SoledadAún no hay calificaciones
- Wayne Dyer - Ahora Veo ClaramenteDocumento553 páginasWayne Dyer - Ahora Veo ClaramenteManual Trazos-NakúaAún no hay calificaciones
- Malla Investigacion Criminal ANAPOLDocumento209 páginasMalla Investigacion Criminal ANAPOLHerkant Aldo Portanda UstarezAún no hay calificaciones
- El mapa del tesoro internoDocumento121 páginasEl mapa del tesoro internoANTONIO JESUS GARCIA SIGLERAún no hay calificaciones
- 1 5102799044640506032Documento6 páginas1 5102799044640506032Itachi AkatsukiAún no hay calificaciones
- CONTABILIDAD I - Cuestionario Unidad IVDocumento2 páginasCONTABILIDAD I - Cuestionario Unidad IVCENTRO D ́ INTERNETAún no hay calificaciones
- Tesis Giuliana PumaDocumento119 páginasTesis Giuliana PumaPrimo NashAún no hay calificaciones
- Desarrollo Urbano y Ordenamiento Territorial La LibertadDocumento38 páginasDesarrollo Urbano y Ordenamiento Territorial La LibertadSheyla Gutierrez BarrientosAún no hay calificaciones
- Caso Práctico 1Documento2 páginasCaso Práctico 1Marta Martinez RosalesAún no hay calificaciones
- Analisis Sistemico 12Documento8 páginasAnalisis Sistemico 12Miguel Angel EscobarAún no hay calificaciones
- Alimentación en Niños (As)Documento78 páginasAlimentación en Niños (As)vanessa gonzalezAún no hay calificaciones
- O y S FlujogramaDocumento5 páginasO y S FlujogramaDaniela Isabel Solano VargasAún no hay calificaciones
- Propiedades AntiinflamatoriasDocumento4 páginasPropiedades AntiinflamatoriasStephanie VelazquezAún no hay calificaciones
- Noción Jurídica Del Silogismo JurídicoDocumento23 páginasNoción Jurídica Del Silogismo JurídicoRyu CáceresAún no hay calificaciones
- El Tratado de Tordesillas - Una Revolución EspecialDocumento32 páginasEl Tratado de Tordesillas - Una Revolución EspecialMarcelhus Friedrich HielscherAún no hay calificaciones
- Tarea Semana 7.2 I Avance Del Proyecto FinalDocumento5 páginasTarea Semana 7.2 I Avance Del Proyecto FinalcindyAún no hay calificaciones
- Innovaciones Modernas en La Construccion de Pavimentos FlexiblesDocumento12 páginasInnovaciones Modernas en La Construccion de Pavimentos FlexiblesEduardoChavezAún no hay calificaciones
- Hoja de Vida Del BrigadistaDocumento3 páginasHoja de Vida Del BrigadistaMANUELAún no hay calificaciones