También podría gustarte
- Especificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209De EverandEspecificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Fundamentos de Programación CNCDocumento35 páginasFundamentos de Programación CNCmaxcoronel280% (2)
- Montaje y reparación de los sistemas mecánicos. FMEE0208De EverandMontaje y reparación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Manual CNC Utn-2009Documento89 páginasManual CNC Utn-2009marcos2122Aún no hay calificaciones
- Chalparizan Luis Ejes PrincipalesDocumento25 páginasChalparizan Luis Ejes PrincipalesLigüista GermanAún no hay calificaciones
- Institutu Tegnologico Superior 17 de JulioDocumento6 páginasInstitutu Tegnologico Superior 17 de JulioLigüista GermanAún no hay calificaciones
- Libreto Fresadora CNCDocumento3 páginasLibreto Fresadora CNCFabio Orlando Iglesias UrueñaAún no hay calificaciones
- CNC Tema III Sistemas CoordenadosDocumento42 páginasCNC Tema III Sistemas CoordenadosCarlos NaranjoAún no hay calificaciones
- El Desplazamiento en MHCN - 189024Documento4 páginasEl Desplazamiento en MHCN - 189024JACQUELINE ARELLANO PEREGRINOAún no hay calificaciones
- Normas Icontec Relacionadas Con Control Numerico de MáquinasDocumento14 páginasNormas Icontec Relacionadas Con Control Numerico de MáquinasDanilo Ariza GtzAún no hay calificaciones
- Practica #3 - IipDocumento49 páginasPractica #3 - IipCristian Rodriguez100% (1)
- Curso Programación Fanuc para Puma 240Documento40 páginasCurso Programación Fanuc para Puma 240Carlos CasAún no hay calificaciones
- Geometría de La Herramienta de CorteDocumento15 páginasGeometría de La Herramienta de CorteDavid Enrique Menas FloresAún no hay calificaciones
- Fresadora CNCDocumento6 páginasFresadora CNCLizz JimenezAún no hay calificaciones
- Clase Introducción A La Programción en CNCDocumento28 páginasClase Introducción A La Programción en CNCJose Carlos RivaltaAún no hay calificaciones
- Carpeta CNC 5to Profesor Lucas CaulaDocumento14 páginasCarpeta CNC 5to Profesor Lucas CaulaTachi DuboscqAún no hay calificaciones
- Actividad 7 Parte 2Documento12 páginasActividad 7 Parte 2LUIS JAVIER SOTO PLASCENCIAAún no hay calificaciones
- Ejes y Sistemas de Coordenadas en CNCDocumento15 páginasEjes y Sistemas de Coordenadas en CNCRoberto Carlos MUNOZ GUEVARAAún no hay calificaciones
- CNC ReporteDocumento17 páginasCNC Reporteernesto9100% (2)
- Nomenclatura de Ejes y MovimientosDocumento9 páginasNomenclatura de Ejes y MovimientosOmar6627Aún no hay calificaciones
- Tarea 1Documento17 páginasTarea 1Luis VazquezAún no hay calificaciones
- Torno Convencional, CNC y FresadoraDocumento15 páginasTorno Convencional, CNC y FresadoraAngel Zarate100% (1)
- Sistema de Coordenadas y Control de MovimientosDocumento2 páginasSistema de Coordenadas y Control de MovimientosJorge Canales100% (1)
- Historia de Las Maquinas de Control NuméricoDocumento5 páginasHistoria de Las Maquinas de Control NuméricoAlejandro CastellanosAún no hay calificaciones
- Centro de Mecanizado VerticalDocumento49 páginasCentro de Mecanizado VerticalCristian Rodriguez0% (1)
- Historia Del Torno CNCDocumento2 páginasHistoria Del Torno CNCrafaelechuga60% (5)
- Ejes y Sistemas de Coordenadas en CNC - v3Documento18 páginasEjes y Sistemas de Coordenadas en CNC - v3Alan Llanos AguilarAún no hay calificaciones
- 3 Principios Básicos de CNCDocumento50 páginas3 Principios Básicos de CNCGregory GoncalvezAún no hay calificaciones
- Práctica 4Documento25 páginasPráctica 4Carlos David RualesAún no hay calificaciones
- Practica 3 Lab Diseño de Elementos de MaquinasDocumento10 páginasPractica 3 Lab Diseño de Elementos de MaquinasNallely GonzálezAún no hay calificaciones
- Cómo Funciona La Fresadora CNCDocumento6 páginasCómo Funciona La Fresadora CNC5974234Aún no hay calificaciones
- MHCNCDocumento16 páginasMHCNCenainmhAún no hay calificaciones
- Cinemática de Máquinas-HerramientaDocumento26 páginasCinemática de Máquinas-HerramientaJose Manuel Inoa Vega33% (3)
- Instituto Tecnológico Universitario 17 de JulioDocumento11 páginasInstituto Tecnológico Universitario 17 de Juliochristopher.enriquez641Aún no hay calificaciones
- Marco Teorico CNCDocumento8 páginasMarco Teorico CNCDamian Ismael Cordero VintimillaAún no hay calificaciones
- Fresadora CNCDocumento5 páginasFresadora CNCJesusAún no hay calificaciones
- M205 Ud02 02Documento45 páginasM205 Ud02 02Snow Gastón GaelAún no hay calificaciones
- Geometria de Las Herramientas de CorteDocumento16 páginasGeometria de Las Herramientas de CorteYmar Flores ZotaAún no hay calificaciones
- Introduccion A Las Maquinas de CNCDocumento6 páginasIntroduccion A Las Maquinas de CNCRicardo Rivas Zuñiga100% (1)
- Practica 11Documento6 páginasPractica 11SAUL BRANDON GONZALEZ REYESAún no hay calificaciones
- CNC FuncionesDocumento5 páginasCNC FuncionesRoberto HernandezAún no hay calificaciones
- Configuraciòn de Tornos y FresadorasDocumento9 páginasConfiguraciòn de Tornos y Fresadorasjhonatan yair0% (1)
- Modulo de ProgramacionDocumento78 páginasModulo de ProgramacionRaul Ramirez ResendizAún no hay calificaciones
- Programacion CNCDocumento84 páginasProgramacion CNCOsvaldo FigueroaAún no hay calificaciones
- Reporte CeniceroDocumento17 páginasReporte CeniceroHugo AyalaAún no hay calificaciones
- Electiva 2 Tercer CorteDocumento6 páginasElectiva 2 Tercer CorteLIZETH MALLERLY VILLABONAún no hay calificaciones
- Norma Ejes CNCDocumento2 páginasNorma Ejes CNCDaries DctAún no hay calificaciones
- Taladro CNCDocumento3 páginasTaladro CNCDanilo AlvarezAún no hay calificaciones
- Control Numérico ComputarizadoDocumento10 páginasControl Numérico ComputarizadojonathanAún no hay calificaciones
- Maquinas CNCDocumento44 páginasMaquinas CNCYorgelis Parra100% (1)
- Control NuméricoDocumento5 páginasControl NuméricoTristán YulmenAún no hay calificaciones
- Acoplamiento de TurbinaDocumento11 páginasAcoplamiento de TurbinaLeo MartínezAún no hay calificaciones
- Introduccion A La Programacion CNC Modulo IIDocumento23 páginasIntroduccion A La Programacion CNC Modulo IIADIIL CALLE YAROSAún no hay calificaciones
- Calibracion de CNC1Documento7 páginasCalibracion de CNC1Eduardo PH0% (1)
- Introducción Al C NDocumento4 páginasIntroducción Al C NElmer Gabriel Chan PechAún no hay calificaciones
- Máquinas CNCDocumento44 páginasMáquinas CNCDenis CruxAún no hay calificaciones
- Lab N°3. Mtto PredictivoDocumento24 páginasLab N°3. Mtto PredictivoFrank Cesar Tello CastilloAún no hay calificaciones
- Investigacion Acerca de Un CNC y Sus Componentes y Sus FuncionesDocumento7 páginasInvestigacion Acerca de Un CNC y Sus Componentes y Sus FuncionesEsk SosaAún no hay calificaciones
- Simulacion de Corte de PiezasDocumento29 páginasSimulacion de Corte de PiezasEufemioNoaChavezAún no hay calificaciones
- Proyecto Evaluacion I - V2Documento7 páginasProyecto Evaluacion I - V2Carlitos TorresAún no hay calificaciones
- TP3 Fresado P5 6 7 y 8 V1Documento18 páginasTP3 Fresado P5 6 7 y 8 V1Francisco Mones RuizAún no hay calificaciones
- Parámetros de Corte Herramientas de Acero Rapido y Metal DuroDocumento1 páginaParámetros de Corte Herramientas de Acero Rapido y Metal DuroFrancisco Mones RuizAún no hay calificaciones
- Smartec CLD134 ESPAÑOLDocumento110 páginasSmartec CLD134 ESPAÑOLBalmer Jhoan Diaz Álvarez100% (2)
- Resistencia A La Traccion de Distintos AcerosDocumento1 páginaResistencia A La Traccion de Distintos AcerosFrancisco Mones RuizAún no hay calificaciones
- Economia Del MecanizadoDocumento10 páginasEconomia Del MecanizadoGaston del HuertoAún no hay calificaciones
- Esfuerzos Husillo de TornoDocumento4 páginasEsfuerzos Husillo de TornoFrancisco Mones RuizAún no hay calificaciones
- TP3 Fresado P 1 2 3 y 4 V1Documento12 páginasTP3 Fresado P 1 2 3 y 4 V1Francisco Mones RuizAún no hay calificaciones
- Prog Maq-H CNC Parte 2Documento5 páginasProg Maq-H CNC Parte 2Francisco Mones RuizAún no hay calificaciones
- Manual de Rodamientos SKFDocumento333 páginasManual de Rodamientos SKFalfnohayproblem100% (1)
- SKF ManualDocumento196 páginasSKF ManualEduardo Antonio Castro Sierra100% (2)
- ES VEGAVIB 61 63 VEGAWAVE 61 63 Detección de Nivel en Sólidos A GranelDocumento20 páginasES VEGAVIB 61 63 VEGAWAVE 61 63 Detección de Nivel en Sólidos A GranelJavier CarrizoAún no hay calificaciones
- ATV18-Manual Usuario ESPANHOLDocumento35 páginasATV18-Manual Usuario ESPANHOLred100% (5)
- Caudal (Incompleto)Documento44 páginasCaudal (Incompleto)Francisco Mones RuizAún no hay calificaciones
- Transmisores 1700 y 2700 Micro MotionDocumento86 páginasTransmisores 1700 y 2700 Micro MotionFrancisco Mones RuizAún no hay calificaciones
- Sistema BCS1 de Control de Purga CalderaDocumento2 páginasSistema BCS1 de Control de Purga CalderaFrancisco Mones RuizAún no hay calificaciones
- Smartec CLD134 ESPAÑOLDocumento110 páginasSmartec CLD134 ESPAÑOLBalmer Jhoan Diaz Álvarez100% (2)
- Soporte TuberiaDocumento1 páginaSoporte TuberiaFrancisco Mones RuizAún no hay calificaciones
- Sist de Ventilacion-Grupo8Documento22 páginasSist de Ventilacion-Grupo8Francisco Mones RuizAún no hay calificaciones
- Microeconomia PracticaDocumento21 páginasMicroeconomia PracticaJose Anticona Oruro81% (21)
- Capitulo 5 Manual de VentilaciónDocumento16 páginasCapitulo 5 Manual de VentilaciónAJ BradyAún no hay calificaciones
- ATS22 User Manual SP BBV51332 03 PDFDocumento89 páginasATS22 User Manual SP BBV51332 03 PDFGilman Robert MontalvoAún no hay calificaciones
- TP1 - 2020 PDFDocumento2 páginasTP1 - 2020 PDFGuillermo CallegarisAún no hay calificaciones
- Rejillas de ImpulsionDocumento8 páginasRejillas de ImpulsionFrancisco Mones RuizAún no hay calificaciones
- Ejercicios de Potencia TrifasicaDocumento45 páginasEjercicios de Potencia TrifasicaFrancisco Mones RuizAún no hay calificaciones
- Tercer Año de Museología PowerDocumento22 páginasTercer Año de Museología PowerFrancisco Mones RuizAún no hay calificaciones
- Electrostatica - Breve Teoria PDFDocumento42 páginasElectrostatica - Breve Teoria PDFAgus VegettiAún no hay calificaciones
- Ííndice de TemasDocumento3 páginasÍíndice de TemasFrancisco Mones RuizAún no hay calificaciones
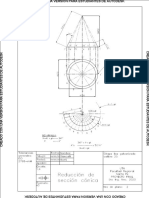
- Reduccion CónicaDocumento1 páginaReduccion CónicaFrancisco Mones RuizAún no hay calificaciones
- Bienvenida Clase 1Documento1 páginaBienvenida Clase 1Francisco Mones RuizAún no hay calificaciones
- Alcatel 1600 Series EsDocumento2 páginasAlcatel 1600 Series EsIrving AndradeAún no hay calificaciones
- S02. Programación Avanzada de PLCDocumento39 páginasS02. Programación Avanzada de PLCAmCristianAún no hay calificaciones
- Manual de Como Usar Isis y AresDocumento63 páginasManual de Como Usar Isis y Aresn3m350% (2)
- ENSAYO (JENNIFFER DAZA MALDONADO-3ero INFORMATICA) )Documento12 páginasENSAYO (JENNIFFER DAZA MALDONADO-3ero INFORMATICA) )GREGORIO CALLEAún no hay calificaciones
- Las Tics ResumenDocumento2 páginasLas Tics Resumendiannys1002100% (1)
- Info2 Entregable 3Documento10 páginasInfo2 Entregable 3NELSON LÓPEZ RAMOSAún no hay calificaciones
- Prob - Propuestos 2 Uni - 21Documento4 páginasProb - Propuestos 2 Uni - 21JhonAún no hay calificaciones
- 06 2 PimphonyDocumento6 páginas06 2 PimphonySamuel Mares PalafoxAún no hay calificaciones
- Investigacion Temas Administracion IDocumento2 páginasInvestigacion Temas Administracion IAshley AntonioAún no hay calificaciones
- Amplificadores Operacionales PDFDocumento43 páginasAmplificadores Operacionales PDFDanielAún no hay calificaciones
- Herramientas Tic para Personas Con DiscapacidadDocumento36 páginasHerramientas Tic para Personas Con DiscapacidadMARIA CAMILA IDROBOAún no hay calificaciones
- Ejemplo de Matriz de Riesgos y Oportunidades Por ProcesosDocumento1381 páginasEjemplo de Matriz de Riesgos y Oportunidades Por ProcesosAngie100% (1)
- Traslacion, Rotacion y ReflexionDocumento9 páginasTraslacion, Rotacion y ReflexioncolonccAún no hay calificaciones
- Acosta - Castro - Toalombo - Planificación de Una Solución Sistema de AutomatizaciónDocumento24 páginasAcosta - Castro - Toalombo - Planificación de Una Solución Sistema de AutomatizaciónalexAún no hay calificaciones
- Factura-Mi Telcel-2Documento4 páginasFactura-Mi Telcel-2Lenin De Jesus PradoAún no hay calificaciones
- Definiciones de Conceptos MDDocumento2 páginasDefiniciones de Conceptos MDAlexaplay ツAún no hay calificaciones
- PichulinDocumento4 páginasPichulinLund BeckAún no hay calificaciones
- Elección de Caja General de Protección (CGP) para Edificio.Documento14 páginasElección de Caja General de Protección (CGP) para Edificio.Laura Gutiérrez Díaz100% (1)
- Ensayo de Oposicion de TransformadoresDocumento4 páginasEnsayo de Oposicion de TransformadoresAnonymous ZxwXeZaaAún no hay calificaciones
- LICENCIAS Eset Nod32 y Eset Smart Security Nuevas 18-02-2014Documento6 páginasLICENCIAS Eset Nod32 y Eset Smart Security Nuevas 18-02-2014Martin UsmaAún no hay calificaciones
- 0 Manual SAI Comet S31 (Instalacion)Documento18 páginas0 Manual SAI Comet S31 (Instalacion)Jesus Moreno del Alamo100% (1)
- Distribucion PcoDocumento16 páginasDistribucion PcoEstudianteAún no hay calificaciones
- Manual Red Lan PDFDocumento21 páginasManual Red Lan PDFCamilo MuñozAún no hay calificaciones
- Aplicando Las Normas de ContratacionDocumento3 páginasAplicando Las Normas de ContratacionElizabeth Díaz HernándezAún no hay calificaciones
- Diccionario de DatosDocumento15 páginasDiccionario de DatosJosué AguilarAún no hay calificaciones
- 04C BQ GP 7 Kenji Chung SanchezDocumento3 páginas04C BQ GP 7 Kenji Chung SanchezKenji Alberto Chung SanchezAún no hay calificaciones
- Formula SI en ExcelDocumento4 páginasFormula SI en ExcelEmely FernandezAún no hay calificaciones
- Tema 1 Familias Lógicas PDFDocumento23 páginasTema 1 Familias Lógicas PDFMirla CrespoAún no hay calificaciones
- Comunicaciones IndustrialesDocumento2 páginasComunicaciones IndustrialesEduardo LópezAún no hay calificaciones
- Que Es El DAEDocumento16 páginasQue Es El DAEAle CisternasAún no hay calificaciones
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Lógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosDe EverandLógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosCalificación: 3.5 de 5 estrellas3.5/5 (7)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- El mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosDe EverandEl mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosCalificación: 5 de 5 estrellas5/5 (2)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Curso básico de Python: La guía para principiantes para una introducción en la programación con PythonDe EverandCurso básico de Python: La guía para principiantes para una introducción en la programación con PythonAún no hay calificaciones
- Todo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainDe EverandTodo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainAún no hay calificaciones
- EL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.De EverandEL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.Calificación: 4 de 5 estrellas4/5 (20)
- Inteligencia artificial: Análisis de datos e innovación para principiantesDe EverandInteligencia artificial: Análisis de datos e innovación para principiantesCalificación: 4 de 5 estrellas4/5 (3)
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialCalificación: 4.5 de 5 estrellas4.5/5 (11)
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Problemas resueltos de Hidráulica de CanalesDe EverandProblemas resueltos de Hidráulica de CanalesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- La psicología del trading de una forma sencilla: Cómo aplicar las estrategias psicológicas y las actitudes de los comerciantes ganadores para operar con éxito en línea.De EverandLa psicología del trading de una forma sencilla: Cómo aplicar las estrategias psicológicas y las actitudes de los comerciantes ganadores para operar con éxito en línea.Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Manual de prácticas de Ingeniería de Alimentos: Propiedades, operaciones y bioprocesosDe EverandManual de prácticas de Ingeniería de Alimentos: Propiedades, operaciones y bioprocesosAún no hay calificaciones
- Minería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásDe EverandMinería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásCalificación: 4.5 de 5 estrellas4.5/5 (4)