También podría gustarte
- Proyecto SimulacionDocumento31 páginasProyecto SimulacionNilker Gonzales100% (1)
- HidrogenacionDocumento94 páginasHidrogenacionBenjamín Hernández AguilarAún no hay calificaciones
- Destilación Multicomponente 1Documento29 páginasDestilación Multicomponente 1Jocelyn BeltranAún no hay calificaciones
- 08-27 22h Producción Biológica de Hidrógeno Por Fermentación OscuraDocumento37 páginas08-27 22h Producción Biológica de Hidrógeno Por Fermentación OscuraDiana RevillaAún no hay calificaciones
- Ejercicios Resueltos de QuimicaDocumento7 páginasEjercicios Resueltos de Quimicaraulix20% (5)
- Resumen de Inteligencia ecológica de Daniel GolemanDe EverandResumen de Inteligencia ecológica de Daniel GolemanAún no hay calificaciones
- Enlace Quimico - Ejercicios en ClaseDocumento2 páginasEnlace Quimico - Ejercicios en ClaseMeily AZAún no hay calificaciones
- Catalisis Como Pilar Fundamental en Quimica VerdeDocumento13 páginasCatalisis Como Pilar Fundamental en Quimica Verdeleonard1613LSAún no hay calificaciones
- Informe de Quimica VerdeDocumento17 páginasInforme de Quimica VerdeRomina VM50% (2)
- Ensayo EquipoDocumento9 páginasEnsayo EquipoAlexs Daniel Chavz LopzAún no hay calificaciones
- Ensayo absorcion-C1Q-Bobadilla AraujoDocumento6 páginasEnsayo absorcion-C1Q-Bobadilla AraujoPavel BobadillaAún no hay calificaciones
- Trabajo Química VerdeDocumento10 páginasTrabajo Química VerdeBeatriz GarcíaAún no hay calificaciones
- DiseñoDocumento2 páginasDiseñoAdher Eddy Quispe CalcinaAún no hay calificaciones
- 12 Principios de La Quimica VerdeDocumento4 páginas12 Principios de La Quimica Verdejaziel lupianAún no hay calificaciones
- Resumen - Gerson LermaDocumento5 páginasResumen - Gerson LermaDanny Guiusep MpAún no hay calificaciones
- REVAMPINGDocumento7 páginasREVAMPINGMauro Quisbert HuariAún no hay calificaciones
- Evidencia 1Documento11 páginasEvidencia 1Gama FloresAún no hay calificaciones
- Peiper 1 Tecnología SostenibleDocumento5 páginasPeiper 1 Tecnología SosteniblemishelAún no hay calificaciones
- Aplicaciones de La CatalisisDocumento33 páginasAplicaciones de La CatalisisEDWIN ALEXIS MONTILLA UZC�TEGUIAún no hay calificaciones
- Proyecto FENCYT Eco-CocinaDocumento15 páginasProyecto FENCYT Eco-Cocinadayana elizabeth de la cruz cruzAún no hay calificaciones
- 002 Biotecnologíadel PetróleoDocumento4 páginas002 Biotecnologíadel PetróleoEvelin RamirezAún no hay calificaciones
- Des - Sos Qumica VerdeDocumento12 páginasDes - Sos Qumica VerdeDiaNa Orea CortinaAún no hay calificaciones
- Quimica VerdeDocumento15 páginasQuimica VerdeJimmy LauraAún no hay calificaciones
- Presentacion Quim Verde Unidad 2aDocumento74 páginasPresentacion Quim Verde Unidad 2aEduardoMoralesCisnerosAún no hay calificaciones
- Grupo #6 Entrega 4 ResultadosDocumento10 páginasGrupo #6 Entrega 4 Resultadospgpa31384Aún no hay calificaciones
- 12 Principios de La Química VerdeDocumento27 páginas12 Principios de La Química VerdeRicardo Alfonso Trujillo SantillanaAún no hay calificaciones
- Simulación Del Proceso de Absorción Química Con Soluciones de Aminas para La Purificación BiogásDocumento11 páginasSimulación Del Proceso de Absorción Química Con Soluciones de Aminas para La Purificación BiogásJorge Luis CampoverdeAún no hay calificaciones
- Tratamiento de Desechos Industriales en Refinerías de PetróleoDocumento36 páginasTratamiento de Desechos Industriales en Refinerías de PetróleoANNI SARITA ORDINOLA CUEVAAún no hay calificaciones
- Quimica Verde - ADMDocumento6 páginasQuimica Verde - ADMMoy AguilarAún no hay calificaciones
- Avances Sostenibles Química VerdeDocumento15 páginasAvances Sostenibles Química VerdeEstebanCastellanosBorreroAún no hay calificaciones
- GGGGGGGGGGGGGGGGGGGDocumento10 páginasGGGGGGGGGGGGGGGGGGGEdwin CaballeroAún no hay calificaciones
- Tarea1 PRODUCCION LIMPIADocumento12 páginasTarea1 PRODUCCION LIMPIAMery Mery100% (1)
- Jfal - Fqe E1 Ar S3Documento10 páginasJfal - Fqe E1 Ar S3RxR GUCCIAún no hay calificaciones
- Informe 001Documento49 páginasInforme 001JorgePedrozoCalderonAún no hay calificaciones
- Dimian2020 en EsDocumento12 páginasDimian2020 en EsCefiro Santibañez VelasquezAún no hay calificaciones
- Producción Biológica de Hidrógeno Por Fermentación Oscura para Su Uso Como CombustibleDocumento23 páginasProducción Biológica de Hidrógeno Por Fermentación Oscura para Su Uso Como CombustibleDiana RevillaAún no hay calificaciones
- CUESTIONARIODocumento8 páginasCUESTIONARIOKely Karen Ramos RiveraAún no hay calificaciones
- Obtencion Acido Adipico PDFDocumento4 páginasObtencion Acido Adipico PDFRoberto Carlos EspinozaAún no hay calificaciones
- Guia QuimicaDocumento95 páginasGuia QuimicaDiego WolferMZAún no hay calificaciones
- Seminario de Titulación IDocumento32 páginasSeminario de Titulación ICarina Ivonne Canul CeméAún no hay calificaciones
- Química VerdeDocumento2 páginasQuímica VerdeVaneeAún no hay calificaciones
- 17-Disposicion Final de Residuos Solidos PDFDocumento63 páginas17-Disposicion Final de Residuos Solidos PDFBren MogliaAún no hay calificaciones
- Trabajo de Balance de Materia y EnergiaDocumento19 páginasTrabajo de Balance de Materia y EnergiaHans Edu Ccorahua AldazabalAún no hay calificaciones
- Exposición. Práctica 0Documento8 páginasExposición. Práctica 0318189451Aún no hay calificaciones
- PDF 1143Documento6 páginasPDF 1143akiritosAún no hay calificaciones
- Necesidades de La Industria QuímicaDocumento10 páginasNecesidades de La Industria QuímicaLeo AranibarAún no hay calificaciones
- BiogásDocumento3 páginasBiogásLuis Gail GarciaAún no hay calificaciones
- Ensayo Impacto AmbientalDocumento4 páginasEnsayo Impacto AmbientalYaz Godínez VázquezAún no hay calificaciones
- Química Verde Un Nuevo RetoDocumento4 páginasQuímica Verde Un Nuevo RetoJanissa MendezAún no hay calificaciones
- Estudio de Caso - Ácido AdípicoDocumento5 páginasEstudio de Caso - Ácido AdípicoMicaela RinckeisenAún no hay calificaciones
- Ip053 - Gestión de La Contaminación AtmosféricaDocumento8 páginasIp053 - Gestión de La Contaminación AtmosféricaJoseph ZelaAún no hay calificaciones
- Proceso de Produccion de Biometano.1Documento19 páginasProceso de Produccion de Biometano.1Ximena ManzanoAún no hay calificaciones
- Química Verde - A1Documento9 páginasQuímica Verde - A1César Asensy MonterAún no hay calificaciones
- Trabajo Final Taller de InvestigacionDocumento17 páginasTrabajo Final Taller de InvestigacionmariaAún no hay calificaciones
- Proyecto Catalisis Producción de Hidrógeno.Documento17 páginasProyecto Catalisis Producción de Hidrógeno.Natalia SanabriaAún no hay calificaciones
- Procesos .Químicos .En .La .Lucha .Contra .El .Cambio .Climático: - Desde .La .Escala .Del .Material .Hasta .La .Escala .Del .ProcesoDocumento8 páginasProcesos .Químicos .En .La .Lucha .Contra .El .Cambio .Climático: - Desde .La .Escala .Del .Material .Hasta .La .Escala .Del .ProcesoLuis TNAún no hay calificaciones
- Celdas FotovoltaicasDocumento9 páginasCeldas FotovoltaicaskikaAún no hay calificaciones
- Caso Estudio 3Documento4 páginasCaso Estudio 3Stefanie Guzman AcuñaAún no hay calificaciones
- Universidad de PanamáDocumento11 páginasUniversidad de PanamáTHREE B TECHAún no hay calificaciones
- Art04 PDFDocumento8 páginasArt04 PDFMayMaya10Aún no hay calificaciones
- Introducción A La Química AmbientalDocumento9 páginasIntroducción A La Química AmbientalCelia Nieto RomeroAún no hay calificaciones
- Informe Produccion Biologica de HidrogenoDocumento26 páginasInforme Produccion Biologica de HidrogenoDiana RevillaAún no hay calificaciones
- Diseño y Simulación de Una Torre de Absorción Empacada para Remover Co2 Del Biogás Proveniente de Un Digestor Anaerobio de Glicerol ResidualDocumento11 páginasDiseño y Simulación de Una Torre de Absorción Empacada para Remover Co2 Del Biogás Proveniente de Un Digestor Anaerobio de Glicerol ResidualAnnieGomez100% (1)
- Práctica 5. Máquina de Atwood - Carlos - QuinteroDocumento7 páginasPráctica 5. Máquina de Atwood - Carlos - QuinteroMario gotzeAún no hay calificaciones
- 10.1016@S1696 28181270090 2Documento5 páginas10.1016@S1696 28181270090 2Ivan BurgosAún no hay calificaciones
- Práctica 5 - Carlos - QuinteroDocumento6 páginasPráctica 5 - Carlos - QuinteroMario gotzeAún no hay calificaciones
- MARIANA MARISCAL GONZALEZ - Tarea de Tema 1 CinematicaDocumento5 páginasMARIANA MARISCAL GONZALEZ - Tarea de Tema 1 CinematicaMario gotzeAún no hay calificaciones
- Materiales Ceramicos. 22 BDocumento31 páginasMateriales Ceramicos. 22 BMario gotzeAún no hay calificaciones
- Presentacion CeramicosDocumento17 páginasPresentacion CeramicosMario gotzeAún no hay calificaciones
- Manual de Prácticas de Mecánica para Iq.2022-BDocumento69 páginasManual de Prácticas de Mecánica para Iq.2022-BMario gotzeAún no hay calificaciones
- Integrales Por Método de Sustitución Jauregui Rojo Héctor AlejandroDocumento6 páginasIntegrales Por Método de Sustitución Jauregui Rojo Héctor AlejandroMario gotzeAún no hay calificaciones
- Qué Son Las Rutas MetabólicasDocumento2 páginasQué Son Las Rutas MetabólicasMarvelArdonAún no hay calificaciones
- C-Estudio de Mecánica de Suelos - OshekiDocumento40 páginasC-Estudio de Mecánica de Suelos - Oshekipheter omarAún no hay calificaciones
- Farmacoquimica TeoriaDocumento3 páginasFarmacoquimica TeoriaenzAún no hay calificaciones
- E.R Tesina Dioxido de Cloro Brenda Cipriano Colohua IQDocumento58 páginasE.R Tesina Dioxido de Cloro Brenda Cipriano Colohua IQAnaliQuimAún no hay calificaciones
- @diseño de Explosivos Parte 01Documento127 páginas@diseño de Explosivos Parte 01Juan Jesus Tenorio OropesaAún no hay calificaciones
- GUIA No. 1 GENÉTICA Y BIOTECNOLOGÍADocumento15 páginasGUIA No. 1 GENÉTICA Y BIOTECNOLOGÍAsandraAún no hay calificaciones
- Guía Lab 3Documento4 páginasGuía Lab 3Mirellea AndurayAún no hay calificaciones
- Voladura Cerro LindoDocumento103 páginasVoladura Cerro LindoJulio NuñezAún no hay calificaciones
- TABLADocumento10 páginasTABLAValentina NuñezAún no hay calificaciones
- PC 01 - 2022 B 32 CopiasDocumento3 páginasPC 01 - 2022 B 32 CopiasrenzoAún no hay calificaciones
- Melanie Joselin Rosete Cruz Profesora. Berenice Martínez Cuatepotzo Grupo 165 BDocumento12 páginasMelanie Joselin Rosete Cruz Profesora. Berenice Martínez Cuatepotzo Grupo 165 BMelanie Rosete CruzAún no hay calificaciones
- Tesis GDBM 18102022Documento92 páginasTesis GDBM 18102022Braulio GómezAún no hay calificaciones
- PREFABRICADOS DELTA Postesado 2013 JunioDocumento141 páginasPREFABRICADOS DELTA Postesado 2013 JunioxjuanitoxAún no hay calificaciones
- Album de Tecnologia-2022Documento4 páginasAlbum de Tecnologia-2022David FloresAún no hay calificaciones
- Quesos Madurados PDFDocumento42 páginasQuesos Madurados PDFluz242978% (9)
- Fontbote LprecPROF 1sept2022 DigDocumento2 páginasFontbote LprecPROF 1sept2022 DigroxanasanchezmAún no hay calificaciones
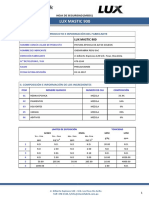
- MSDS-Lux Mastic 900Documento5 páginasMSDS-Lux Mastic 900Dayle Zamora RaicoAún no hay calificaciones
- Hoja de Seguridad RemovedorDocumento11 páginasHoja de Seguridad RemovedorOperaciones Smith ServicesAún no hay calificaciones
- Clasificacion AWS Consumibles 2020Documento52 páginasClasificacion AWS Consumibles 2020Juan GranaraAún no hay calificaciones
- Lab 5 PDFDocumento21 páginasLab 5 PDFBrian Antinori VigoAún no hay calificaciones
- Inclusiones FluidasDocumento23 páginasInclusiones FluidasCarlos AbantoAún no hay calificaciones
- Tierras RarasDocumento27 páginasTierras RaraskrisnnaAún no hay calificaciones
- Carnet de Mantenimiento Instalaciones MecanicasDocumento5 páginasCarnet de Mantenimiento Instalaciones MecanicasRaúl SilvaAún no hay calificaciones
- Usos y Aplicaciones Del Ácido ClorhídricoDocumento2 páginasUsos y Aplicaciones Del Ácido Clorhídrico6to A Balbuena Juliana ConstanzaAún no hay calificaciones
- Potencial de Accion y SinapsisDocumento12 páginasPotencial de Accion y SinapsisedwinAún no hay calificaciones
- Quim B1Documento11 páginasQuim B1jonathanAún no hay calificaciones
- Portada de Quimica 1Documento3 páginasPortada de Quimica 1Ramdul GonzalezAún no hay calificaciones