También podría gustarte
- De la U a la E. Tomo I: Experiencias del emprendimiento universitario en ColombiaDe EverandDe la U a la E. Tomo I: Experiencias del emprendimiento universitario en ColombiaAún no hay calificaciones
- Informe Pasantias. BR Jose J. Rubio.Documento32 páginasInforme Pasantias. BR Jose J. Rubio.Gustavo Galvan GelvesAún no hay calificaciones
- Informe de Practicas GranosDocumento38 páginasInforme de Practicas GranosDANNY ALARCON DELGADOAún no hay calificaciones
- Informe de Frutas y Horalizas INA IV BDocumento35 páginasInforme de Frutas y Horalizas INA IV Bjunior michaelAún no hay calificaciones
- Organigrama de la Industria Azucarera Santa ClaraDocumento41 páginasOrganigrama de la Industria Azucarera Santa ClaraKerwin HernandezAún no hay calificaciones
- Informe de CarnicosDocumento38 páginasInforme de CarnicosDANNY ALARCON DELGADOAún no hay calificaciones
- Universidad de Panamá - Poyecto de Pràctica Profesional - Mabelis PalominoDocumento48 páginasUniversidad de Panamá - Poyecto de Pràctica Profesional - Mabelis PalominoYanini88% (8)
- Informe PracticaDocumento20 páginasInforme Practicayimi palmaAún no hay calificaciones
- Informe de Prácticas BebidasDocumento39 páginasInforme de Prácticas BebidasDANNY ALARCON DELGADOAún no hay calificaciones
- Carpeta para Pasantías - Kenet Loachamin-3ro InformaticaDocumento20 páginasCarpeta para Pasantías - Kenet Loachamin-3ro InformaticaKennedy MPAún no hay calificaciones
- Nutrición y Dietética en El Ciclo de La VidaDocumento13 páginasNutrición y Dietética en El Ciclo de La VidaRichardo Maldonado CondorAún no hay calificaciones
- Informe Prácticas LácteosDocumento27 páginasInforme Prácticas LácteosErika BecerrilAún no hay calificaciones
- Informe Prácticas Comedor EscolarDocumento42 páginasInforme Prácticas Comedor EscolarCliver Diogenes Huaraca RojasAún no hay calificaciones
- Informe de Pasantias Eduar PerezDocumento41 páginasInforme de Pasantias Eduar PerezAnalida Guedez SevillaAún no hay calificaciones
- Informe 2.1Documento25 páginasInforme 2.1jose luisAún no hay calificaciones
- INFORME DE PRÁCTICAS CarnicoDocumento40 páginasINFORME DE PRÁCTICAS CarnicoCliver Diogenes Huaraca Rojas100% (1)
- LAIVEDocumento9 páginasLAIVELaura CondoriAún no hay calificaciones
- Informe Pasantias RoddyDocumento18 páginasInforme Pasantias RoddyPikat PkdoAún no hay calificaciones
- 01 Resentacion Syllabus Pae Vii Alvaro Felipe Apraez Gomez 2020 1Documento19 páginas01 Resentacion Syllabus Pae Vii Alvaro Felipe Apraez Gomez 2020 1Alvaro ApraezAún no hay calificaciones
- Informe técnico de práctica laboral en empresa de almácigosDocumento18 páginasInforme técnico de práctica laboral en empresa de almácigosYarella Castro ValenzuelaAún no hay calificaciones
- Informe de Practica Computacion e InformaticaDocumento37 páginasInforme de Practica Computacion e InformaticaMaribel CHuquihuanga Quinde50% (2)
- Informe de Practicas Coop NorandinoDocumento65 páginasInforme de Practicas Coop NorandinoAna Jz C C0% (1)
- ESTRUCTURA DE INFORME DE PRÁCTICA AliciaDocumento43 páginasESTRUCTURA DE INFORME DE PRÁCTICA AliciaJuliana MarisolAún no hay calificaciones
- Informe de Dalia000Documento25 páginasInforme de Dalia000norma marcanoAún no hay calificaciones
- Plan de Consejeria PDFDocumento19 páginasPlan de Consejeria PDFSayumi Gomez AcharteAún no hay calificaciones
- Miguel Cano - Nancy Paucar - Trabajo de Investigacion - Bachiller - 2019Documento59 páginasMiguel Cano - Nancy Paucar - Trabajo de Investigacion - Bachiller - 2019jhoelAún no hay calificaciones
- Informe de Practicas Pre-Profesionales 2014Documento31 páginasInforme de Practicas Pre-Profesionales 2014Ellokito Gonzales100% (2)
- Informe de Practicas en Grifo PDFDocumento24 páginasInforme de Practicas en Grifo PDFAxel Torres Lloclla50% (2)
- Practicas Pre Profesionales Jack 3da ParteDocumento101 páginasPracticas Pre Profesionales Jack 3da ParteAntony Reategui HuamanAún no hay calificaciones
- Frutas y Hortalizas Jossy CoteraDocumento42 páginasFrutas y Hortalizas Jossy CoteraDANNY ALARCON DELGADOAún no hay calificaciones
- Informe de Pasantias Oficina Contable Segura DosDocumento35 páginasInforme de Pasantias Oficina Contable Segura DosNailet NievesAún no hay calificaciones
- Informe Practicas ContabilidadDocumento49 páginasInforme Practicas ContabilidadFIORELLA VANESSAAún no hay calificaciones
- Informe de Practicas Micro-RedDocumento33 páginasInforme de Practicas Micro-RedDANNY ALARCON DELGADOAún no hay calificaciones
- Cacao orgánico: Estudio técnico económico de la producción de cacao orgánico en la Cooperativa multifuncional cacaotera “QINBADocumento111 páginasCacao orgánico: Estudio técnico económico de la producción de cacao orgánico en la Cooperativa multifuncional cacaotera “QINBAMariangela Arevalo TanchivaAún no hay calificaciones
- Diagnóstico y plan de mejora del MiniMarket El RellenitoDocumento49 páginasDiagnóstico y plan de mejora del MiniMarket El RellenitoJohnnie Walker GeobassAún no hay calificaciones
- Informe de Practica Área de CalidadDocumento48 páginasInforme de Practica Área de CalidadamaurimejiaAún no hay calificaciones
- Informe de Tania SEGUNDO MODULODocumento10 páginasInforme de Tania SEGUNDO MODULOkeimiAún no hay calificaciones
- Instituto Tecnológico PutumayoDocumento15 páginasInstituto Tecnológico PutumayoAlvaro ApraezAún no hay calificaciones
- Chimu Avance de MonografiaDocumento39 páginasChimu Avance de MonografiaNadia Torres Garcia100% (1)
- Informe de Practicas Modulo 3Documento47 páginasInforme de Practicas Modulo 3Maribel CHuquihuanga QuindeAún no hay calificaciones
- MOLINORTE INFOrme FinalDocumento13 páginasMOLINORTE INFOrme FinalNicol Caurino BeltránAún no hay calificaciones
- Informe Final Pasantias Eduar BautistaDocumento17 páginasInforme Final Pasantias Eduar BautistaOSNEHIDER JOSE YZQUIERDO100% (1)
- "Año Del Buen Servicio Al Ciudadano": Informe de Prácticas Pre - ProfesionalesDocumento23 páginas"Año Del Buen Servicio Al Ciudadano": Informe de Prácticas Pre - ProfesionalesYanina Azaña TaypeAún no hay calificaciones
- Informe de Prácticas II Modular 2020Documento12 páginasInforme de Prácticas II Modular 2020marielena alcantara carranzaAún no hay calificaciones
- INFORME de PPP INDOLMASA-Arroyo Vilcahuaman Fiorella MelisaDocumento6 páginasINFORME de PPP INDOLMASA-Arroyo Vilcahuaman Fiorella MelisaYampier LopezAún no hay calificaciones
- Informe Final de Pasantias ProfesionalesDocumento64 páginasInforme Final de Pasantias ProfesionalesAnalida Guedez SevillaAún no hay calificaciones
- Informe DANIELADocumento15 páginasInforme DANIELArodz gersiAún no hay calificaciones
- Administracion PNPDocumento31 páginasAdministracion PNPBenji Quispe LaymeAún no hay calificaciones
- INFORME de PASANTIAS Correciones Srta GilerDocumento16 páginasINFORME de PASANTIAS Correciones Srta GilerDarío HidalgoAún no hay calificaciones
- Informe Terminado FanyrimachiDocumento22 páginasInforme Terminado FanyrimachiErick Frank Farfan LopezAún no hay calificaciones
- Cooperativa de Ahorro y Crédito OcotepequeDocumento31 páginasCooperativa de Ahorro y Crédito OcotepequeJose Maria Santos100% (1)
- Informe 2016 de Frutas y HortalizaDocumento32 páginasInforme 2016 de Frutas y Hortalizamario1salcedo-5Aún no hay calificaciones
- FRRDocumento33 páginasFRRNorma MarcanoAún no hay calificaciones
- Consolidación del Mar de GrauDocumento76 páginasConsolidación del Mar de GrauPalacenet LPAún no hay calificaciones
- Trabajo Informe Atencion Al ClienteDocumento17 páginasTrabajo Informe Atencion Al ClienteCamila Chio Aysana PorrasAún no hay calificaciones
- Ejemplo de Informe FCT PaDocumento24 páginasEjemplo de Informe FCT PajoseAún no hay calificaciones
- INIAP pasantíasDocumento20 páginasINIAP pasantíasPikat Pkdo100% (1)
- Informe de Lacteos y Derivados RuthDocumento29 páginasInforme de Lacteos y Derivados RuthChristian100% (1)
- Pp Martinez Paitan Paucar Ramirez Salinas WismannDocumento19 páginasPp Martinez Paitan Paucar Ramirez Salinas WismannJOSSEPH NEYSER VILLEGAS ALANIAAún no hay calificaciones
- Vacunas COVIDDocumento4 páginasVacunas COVIDDANNY ALARCON DELGADOAún no hay calificaciones
- Solicit UdDocumento2 páginasSolicit UdDANNY ALARCON DELGADOAún no hay calificaciones
- Interpretacion de TextosDocumento3 páginasInterpretacion de TextosDANNY ALARCON DELGADO100% (1)
- Vacunas contra COVID-19 protegen e inducen inmunidadDocumento3 páginasVacunas contra COVID-19 protegen e inducen inmunidadDANNY ALARCON DELGADOAún no hay calificaciones
- Solicit UdDocumento2 páginasSolicit UdDANNY ALARCON DELGADOAún no hay calificaciones
- Importancia de Tener Escuelas SaludablesDocumento4 páginasImportancia de Tener Escuelas SaludablesDANNY ALARCON DELGADO75% (4)
- Curriculo Actualizado .Documento2 páginasCurriculo Actualizado .DANNY ALARCON DELGADOAún no hay calificaciones
- El VihDocumento8 páginasEl VihDANNY ALARCON DELGADOAún no hay calificaciones
- Instructivo de Cómo Hacer Jabón CaseroDocumento3 páginasInstructivo de Cómo Hacer Jabón CaseroDANNY ALARCON DELGADOAún no hay calificaciones
- Informe de Practicas Micro-RedDocumento33 páginasInforme de Practicas Micro-RedDANNY ALARCON DELGADOAún no hay calificaciones
- Cómo hacer jabón caseroDocumento4 páginasCómo hacer jabón caseroDANNY ALARCON DELGADOAún no hay calificaciones
- Año Del Fortalecimiento de La Soberanía NacionalDocumento4 páginasAño Del Fortalecimiento de La Soberanía NacionalDANNY ALARCON DELGADOAún no hay calificaciones
- Informe Prácticas pre-profesionales en Institución EducativaDocumento40 páginasInforme Prácticas pre-profesionales en Institución EducativaDANNY ALARCON DELGADOAún no hay calificaciones
- El ChullachaquiDocumento11 páginasEl ChullachaquiDANNY ALARCON DELGADOAún no hay calificaciones
- InprimirDocumento3 páginasInprimirDANNY ALARCON DELGADOAún no hay calificaciones
- INTRODUCCIÓNDocumento2 páginasINTRODUCCIÓNDANNY ALARCON DELGADOAún no hay calificaciones
- Jailer Javier Pino GutiérrezDocumento101 páginasJailer Javier Pino GutiérrezDANNY ALARCON DELGADOAún no hay calificaciones
- Informe de Prácticas BebidasDocumento39 páginasInforme de Prácticas BebidasDANNY ALARCON DELGADOAún no hay calificaciones
- Informe de Prácticas Pre Profesionales de Frutas y Hortalizas TerminadoDocumento49 páginasInforme de Prácticas Pre Profesionales de Frutas y Hortalizas TerminadoDANNY ALARCON DELGADOAún no hay calificaciones
- Informe de Salsa de TomateDocumento25 páginasInforme de Salsa de TomateDANNY ALARCON DELGADOAún no hay calificaciones
- Informe de Liz NatividadDocumento18 páginasInforme de Liz NatividadDANNY ALARCON DELGADOAún no hay calificaciones
- Informe de Queque ElizaDocumento17 páginasInforme de Queque ElizaDANNY ALARCON DELGADOAún no hay calificaciones
- Implementación de Un Área de CocinaDocumento4 páginasImplementación de Un Área de CocinaDANNY ALARCON DELGADOAún no hay calificaciones
- Harinas instantáneas multi-cerealesDocumento11 páginasHarinas instantáneas multi-cerealesDANNY ALARCON DELGADOAún no hay calificaciones
- ÍNDICEDocumento3 páginasÍNDICEDANNY ALARCON DELGADOAún no hay calificaciones
- Control de calidad de la lecheDocumento10 páginasControl de calidad de la lecheDANNY ALARCON DELGADOAún no hay calificaciones
- I Forme Del Proimer ModuloDocumento77 páginasI Forme Del Proimer ModuloDANNY ALARCON DELGADOAún no hay calificaciones
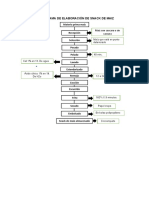
- Flujograma de Elaboración de Snack de MaizDocumento1 páginaFlujograma de Elaboración de Snack de MaizDANNY ALARCON DELGADOAún no hay calificaciones
- DIARIO EP - 15 de Febrero 2021 - EDICIÓN IMPRESADocumento14 páginasDIARIO EP - 15 de Febrero 2021 - EDICIÓN IMPRESAAbranshoQuistgaardRiveraAún no hay calificaciones
- Iv Guía de Trabajo de Química DécimoDocumento8 páginasIv Guía de Trabajo de Química DécimoOscar Eslava GutierrezAún no hay calificaciones
- Deport eDocumento39 páginasDeport eCESAR AUGUSTO VILLAFUERTE CAJAVILCAAún no hay calificaciones
- Bases MA-1024-20Documento14 páginasBases MA-1024-20Josept ChurquiAún no hay calificaciones
- Consumo de Sustancias Psicoactivas Hasta Metodologia Primer ParteDocumento19 páginasConsumo de Sustancias Psicoactivas Hasta Metodologia Primer ParteYabelin CampoAún no hay calificaciones
- Suplemeto de ReglasDocumento104 páginasSuplemeto de ReglasDavid CascantAún no hay calificaciones
- Cadena de Suministro, Mapa ConceptualDocumento1 páginaCadena de Suministro, Mapa ConceptualJoseAún no hay calificaciones
- UntitledDocumento21 páginasUntitledAntonio Francos AraqueAún no hay calificaciones
- Tema 4 Desarrollo Motor de 0 A 6Documento6 páginasTema 4 Desarrollo Motor de 0 A 6andreaAún no hay calificaciones
- INNOVACIONDocumento41 páginasINNOVACIONNataliaAún no hay calificaciones
- Fortalecimiento de la organización comunal indígenaDocumento9 páginasFortalecimiento de la organización comunal indígenaJaime Martinez CastilloAún no hay calificaciones
- La Minería en La Antigua Grecia y RomaDocumento1 páginaLa Minería en La Antigua Grecia y RomaJhoan Anthony Lazaro MamaniAún no hay calificaciones
- Revista Completa Vol76 Ed02Documento77 páginasRevista Completa Vol76 Ed02danitza garridoAún no hay calificaciones
- Clase 3. - Contaminación de AguasDocumento18 páginasClase 3. - Contaminación de AguasMarco RichterAún no hay calificaciones
- (ChinRev) - Mirage of Blaze Vol.1 Cap.01Documento19 páginas(ChinRev) - Mirage of Blaze Vol.1 Cap.01Beth PerGarAún no hay calificaciones
- Desarrollo de Programación Tecnologia e Informatica Grado QuintoDocumento7 páginasDesarrollo de Programación Tecnologia e Informatica Grado QuintoManuel Camilo GaonaAún no hay calificaciones
- Maquinas SimplesDocumento14 páginasMaquinas Simplesjenny katherin joya suarezAún no hay calificaciones
- Presupuesto vidrieraDocumento3 páginasPresupuesto vidrieraGuillermo UscangaAún no hay calificaciones
- Yesos DentalesDocumento29 páginasYesos DentalesAracely HernandezAún no hay calificaciones
- Trabajo de Ingles - PaisDocumento3 páginasTrabajo de Ingles - PaisSantiago VegaAún no hay calificaciones
- LIBRO - MATEMATICA 3 - MINEDU - Matemática Cuaderno de Trabajo 3 PDFDocumento148 páginasLIBRO - MATEMATICA 3 - MINEDU - Matemática Cuaderno de Trabajo 3 PDFRoosveltjb67% (3)
- Antología Poemas LIT ACTUAL PDFDocumento6 páginasAntología Poemas LIT ACTUAL PDFtareasdeclaseAún no hay calificaciones
- Ensayo de La Historia de La Iridiología Unidad 1Documento3 páginasEnsayo de La Historia de La Iridiología Unidad 1Iliana OrdoñezAún no hay calificaciones
- Historia de Las Epidemias en El México AntiguoDocumento23 páginasHistoria de Las Epidemias en El México AntiguoRenzo SosayaAún no hay calificaciones
- Esquemas de Aplicacion - Linea ArquitectonicaDocumento11 páginasEsquemas de Aplicacion - Linea ArquitectonicaWendyAún no hay calificaciones
- Presentacion Novinsa Lavanderia PDFDocumento24 páginasPresentacion Novinsa Lavanderia PDFclaudiaAún no hay calificaciones
- Informe Nro 6 Abrams Canaviri JhonDocumento10 páginasInforme Nro 6 Abrams Canaviri JhonJhon Kevin Canaviri MamaniAún no hay calificaciones
- Logística: concepto, función y gestión enDocumento3 páginasLogística: concepto, función y gestión enm3talmaniacoAún no hay calificaciones
- Curso de Especialización en Automatización Industrial-0Documento3 páginasCurso de Especialización en Automatización Industrial-0Alexander Saravia AndiaAún no hay calificaciones
- 18 La Interacción Luz y MateriaDocumento5 páginas18 La Interacción Luz y MateriaLeonardoDankoAún no hay calificaciones
- Haz Condimentos Desde Cero Recetas Fabulosas Para Sabores Frescos Y Estilos De Vida Más SaludablesDe EverandHaz Condimentos Desde Cero Recetas Fabulosas Para Sabores Frescos Y Estilos De Vida Más SaludablesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Receta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionDe EverandReceta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Dieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasDe EverandDieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasCalificación: 4 de 5 estrellas4/5 (9)
- Nuevo manual de gastronomía molecular: El encuentro entre la ciencia y la cocinaDe EverandNuevo manual de gastronomía molecular: El encuentro entre la ciencia y la cocinaCalificación: 4.5 de 5 estrellas4.5/5 (4)
- El Gran libro de jugos y batidos verdes: ¡Más de 400 recetas simples y deliciosas!De EverandEl Gran libro de jugos y batidos verdes: ¡Más de 400 recetas simples y deliciosas!Calificación: 5 de 5 estrellas5/5 (1)
- Paulina cocina en 30 minutos: Recetas prácticas para todos los díasDe EverandPaulina cocina en 30 minutos: Recetas prácticas para todos los díasCalificación: 4.5 de 5 estrellas4.5/5 (8)
- DIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeDe EverandDIETA MEDITERRANEA - Mejores Recetas de la Cocina Mediterranea Para Bajar de Peso SaludablementeCalificación: 5 de 5 estrellas5/5 (4)
- Conservación y envasado: Guía para envasar verduras, frutas, carne, aves, pescado, jaleas y mermeladas, y también sobre la fermentación, deshidratación, encurtido y congelación para principiantesDe EverandConservación y envasado: Guía para envasar verduras, frutas, carne, aves, pescado, jaleas y mermeladas, y también sobre la fermentación, deshidratación, encurtido y congelación para principiantesCalificación: 5 de 5 estrellas5/5 (2)
- El gran libro de la kombucha: Cómo preparar, dar sabor y mejorar tu salud con el té fermentadoDe EverandEl gran libro de la kombucha: Cómo preparar, dar sabor y mejorar tu salud con el té fermentadoCalificación: 5 de 5 estrellas5/5 (3)
- Las recetas de las películas del Studio GhibliDe EverandLas recetas de las películas del Studio GhibliCalificación: 5 de 5 estrellas5/5 (1)
- Ayuno Intermitente: Ayunar: 1 Mes De Recetas Para Quemar Grasa. Plan De Comidas Para Perder PesoDe EverandAyuno Intermitente: Ayunar: 1 Mes De Recetas Para Quemar Grasa. Plan De Comidas Para Perder PesoCalificación: 1 de 5 estrellas1/5 (2)
- Las recetas del mundo en las pelis de animaciónDe EverandLas recetas del mundo en las pelis de animaciónCalificación: 5 de 5 estrellas5/5 (2)
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.De EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Calificación: 3 de 5 estrellas3/5 (2)
- La Dieta Mediterránea Para Principiantes, Guía Paso A Paso Con Recetas Para Comer Mejor Y Bajar De PesoDe EverandLa Dieta Mediterránea Para Principiantes, Guía Paso A Paso Con Recetas Para Comer Mejor Y Bajar De PesoCalificación: 5 de 5 estrellas5/5 (2)
- La cata del té: Cómo usar tus sentidos para disfrutar del téDe EverandLa cata del té: Cómo usar tus sentidos para disfrutar del téCalificación: 4.5 de 5 estrellas4.5/5 (2)
- La cocina ayurvédica: Recetas para la salud y el bienestarDe EverandLa cocina ayurvédica: Recetas para la salud y el bienestarCalificación: 5 de 5 estrellas5/5 (6)
- Todo sobre el baby-led weaning: La mejor guía sobre el método de alimentación infantil más efectivoDe EverandTodo sobre el baby-led weaning: La mejor guía sobre el método de alimentación infantil más efectivoCalificación: 4.5 de 5 estrellas4.5/5 (3)
- La Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.De EverandLa Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.Calificación: 4 de 5 estrellas4/5 (7)
- Cocina para hombres: Nuestras 100 mejores recetas en un solo libroDe EverandCocina para hombres: Nuestras 100 mejores recetas en un solo libroCalificación: 3 de 5 estrellas3/5 (2)