También podría gustarte
- Preparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108De EverandPreparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108Aún no hay calificaciones
- D.P. 2023 IntroducciónDocumento72 páginasD.P. 2023 Introducciónjesus.buenaventuraAún no hay calificaciones
- Puesta en marcha y regulación de instalaciones frigoríficas. IMAR0108De EverandPuesta en marcha y regulación de instalaciones frigoríficas. IMAR0108Aún no hay calificaciones
- Proyecto-Acido FtalicoDocumento41 páginasProyecto-Acido FtalicoDoris LopezAún no hay calificaciones
- Puesta en marcha y regulación de instalaciones de climatización y ventilación-extracción. IMAR0208De EverandPuesta en marcha y regulación de instalaciones de climatización y ventilación-extracción. IMAR0208Aún no hay calificaciones
- Dokumen - Tips - Anhidrido Ftalico Primera EntregaDocumento14 páginasDokumen - Tips - Anhidrido Ftalico Primera EntregaStephany Zúñiga VeraAún no hay calificaciones
- Síntesis de productos químicos derivados de la biomasa empleando catálisis heterogénea: heterociclos de la biomasaDe EverandSíntesis de productos químicos derivados de la biomasa empleando catálisis heterogénea: heterociclos de la biomasaAún no hay calificaciones
- Proyecto AFDocumento41 páginasProyecto AFAlejandro Chavez MontalvoAún no hay calificaciones
- Proyecto 1 Anhidrido-FtalicoDocumento20 páginasProyecto 1 Anhidrido-FtalicoChemiita LfcAún no hay calificaciones
- Anhidrido Ftalico - Primera EntregaDocumento16 páginasAnhidrido Ftalico - Primera EntregaFabian Sambrano AguilarAún no hay calificaciones
- Final Obtencion de GLT 1Documento17 páginasFinal Obtencion de GLT 1Henry Arias SolizAún no hay calificaciones
- Universidad Mayor de San Simon Lau Op 1Documento53 páginasUniversidad Mayor de San Simon Lau Op 1LauraGarciaAyalaAún no hay calificaciones
- Propuesta de condiciones operativas para el sistema de destilación 63 para obtención de peróxido de hidrógeno grado químicoDocumento9 páginasPropuesta de condiciones operativas para el sistema de destilación 63 para obtención de peróxido de hidrógeno grado químicoRosa CarolinaAún no hay calificaciones
- Acido AceticoDocumento10 páginasAcido AceticoARPAún no hay calificaciones
- Anhidrido FtalicoDocumento50 páginasAnhidrido Ftalicosoy_panel78% (9)
- Catalizadores en La Industria PetroleraDocumento19 páginasCatalizadores en La Industria Petroleraisrael246Aún no hay calificaciones
- RefrigerantesDocumento7 páginasRefrigerantesEduardo TapiaAún no hay calificaciones
- Documento de R22Documento105 páginasDocumento de R22uriel792850% (2)
- Proyecto Anhidrido FtalicoDocumento14 páginasProyecto Anhidrido FtalicoZethdguezAún no hay calificaciones
- Tarea2 Grupo 106017 18Documento18 páginasTarea2 Grupo 106017 18JULIETH PEDRAZAAún no hay calificaciones
- Informe 001Documento49 páginasInforme 001JorgePedrozoCalderonAún no hay calificaciones
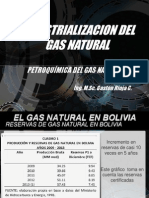
- GasNaturalBoliviaReservasDocumento72 páginasGasNaturalBoliviaReservasstephanyhuallpaAún no hay calificaciones
- Diseño Proyecto FtalicoDocumento14 páginasDiseño Proyecto FtalicoZethdguezAún no hay calificaciones
- Analisis Estrategico de La Industria de EtilenoDocumento37 páginasAnalisis Estrategico de La Industria de EtilenoAriLo Ariel CastilloAún no hay calificaciones
- Grupo 4Documento38 páginasGrupo 4Julio BonillaAún no hay calificaciones
- ACETATO de ETILO Proyecto SeminarioDocumento105 páginasACETATO de ETILO Proyecto SeminarioMario DominguezAún no hay calificaciones
- 2013 Zachiel HuertaDocumento62 páginas2013 Zachiel HuertaDan ContrerasAún no hay calificaciones
- Cinetica y Catalisis Quimica Del AmoniacoDocumento5 páginasCinetica y Catalisis Quimica Del AmoniacoRonal CentenoAún no hay calificaciones
- Proyecto Obtencion Del Dicloruro de Etileno A Partir Del EtanoDocumento33 páginasProyecto Obtencion Del Dicloruro de Etileno A Partir Del EtanoGeorgina Zuñiga VegaAún no hay calificaciones
- DISEÑO DE UN REACTOR PARA LA PRODUCCIÓN DE O-MetilbenzoicoDocumento52 páginasDISEÑO DE UN REACTOR PARA LA PRODUCCIÓN DE O-Metilbenzoicohector1qAún no hay calificaciones
- Proyecto Formaldehido. FinalDocumento34 páginasProyecto Formaldehido. Final3F3CT1V00100% (1)
- Proyecto Final SimulaciónDocumento3 páginasProyecto Final SimulaciónAna Ruth CruzaleyAún no hay calificaciones
- INFORME - AC - PERACETICO VKD - Vol 3 PDFDocumento57 páginasINFORME - AC - PERACETICO VKD - Vol 3 PDFvictoria laraAún no hay calificaciones
- Estudio Economico de BiodieselDocumento23 páginasEstudio Economico de BiodieselSamuel Eduardo Baltodano TorresAún no hay calificaciones
- Producción de Dimetil ÉterDocumento18 páginasProducción de Dimetil ÉterstephanieprietotoAún no hay calificaciones
- Tratamiento residuos refinerías petróleoDocumento36 páginasTratamiento residuos refinerías petróleoANNI SARITA ORDINOLA CUEVAAún no hay calificaciones
- Unidad de Craqueo Catalítico FluidizadoDocumento9 páginasUnidad de Craqueo Catalítico FluidizadoPaola NavarroAún no hay calificaciones
- Maravillas Modernas Los Secretos Del PetroleoDocumento4 páginasMaravillas Modernas Los Secretos Del PetroleoVitmar ErickAún no hay calificaciones
- Proyecto Fenol InternetDocumento104 páginasProyecto Fenol InternetK'rwuyn CardozoAún no hay calificaciones
- Planta de Acido Nitrico ICQ341 2015 2Documento31 páginasPlanta de Acido Nitrico ICQ341 2015 2Camila Contreras100% (1)
- Ejemplos de Metodos de SeparacionDocumento35 páginasEjemplos de Metodos de SeparacionOscar A. MorochoAún no hay calificaciones
- Produccion de Polivinil AcetatoDocumento36 páginasProduccion de Polivinil Acetatoriko2013Aún no hay calificaciones
- ABOCOLDocumento5 páginasABOCOLFrancis Toscano MouthonAún no hay calificaciones
- Actividad 4.1Documento7 páginasActividad 4.1Jose Luis PerezAún no hay calificaciones
- DISENO DE UN REACTOR PARA LA PRODUCCION DE o MetilbenzoicoDocumento52 páginasDISENO DE UN REACTOR PARA LA PRODUCCION DE o MetilbenzoicojosephAún no hay calificaciones
- Pples Racciones de Transformacion de Le Industria PetroquimicaDocumento17 páginasPples Racciones de Transformacion de Le Industria PetroquimicaStevenPerez100% (1)
- Producción de Ácido AcéticoDocumento46 páginasProducción de Ácido AcéticoJorge Olmedo Galvez50% (4)
- Diseño de liofilizador para laboratorio de universidadDocumento5 páginasDiseño de liofilizador para laboratorio de universidadAbel Apaza FuentesAún no hay calificaciones
- Productos petroquímicos VenezuelaDocumento69 páginasProductos petroquímicos VenezuelaMiguel ángel Ocando PeñaAún no hay calificaciones
- Procesos Fisher TropschDocumento7 páginasProcesos Fisher TropschEmilioJoséValenzuelaCatalánAún no hay calificaciones
- Tecnología Davy ProcessDocumento13 páginasTecnología Davy ProcessSergio Lazarte MercadoAún no hay calificaciones
- Actv.3 Unidad III INDUSTRIASDocumento16 páginasActv.3 Unidad III INDUSTRIASCAROLINA HERRERA SANTIAGOAún no hay calificaciones
- Producción de anhídrido ftálico a partir de o-xilenoDocumento32 páginasProducción de anhídrido ftálico a partir de o-xilenoAlejandro Chavez MontalvoAún no hay calificaciones
- Monografia Acido y Anhidrido Maleico Ipqi IIDocumento17 páginasMonografia Acido y Anhidrido Maleico Ipqi IIBenjamin López ChacaltanaAún no hay calificaciones
- Segundo ParcialDocumento9 páginasSegundo ParcialEdwin Arce ClaureAún no hay calificaciones
- Acido Sulfurico LunesDocumento24 páginasAcido Sulfurico LunesAlexandis SanchezAún no hay calificaciones
- Diapositiva Obtencion de Olefina. Polimeos y PlasticosDocumento23 páginasDiapositiva Obtencion de Olefina. Polimeos y PlasticosAlejandraBetancourtAún no hay calificaciones
- Diseño de Una Planta CiclohexanoDocumento94 páginasDiseño de Una Planta CiclohexanoCristhian Villazon VidalAún no hay calificaciones
- ImportanteDocumento52 páginasImportanteAldito MedinaAún no hay calificaciones
- Quimica IndustrialDocumento28 páginasQuimica Industrialtikostikos88Aún no hay calificaciones
- Relacion de Servicios Sepap-Mejorat 2021Documento8 páginasRelacion de Servicios Sepap-Mejorat 2021carmen santosAún no hay calificaciones
- Guia Elaboracion de Proyecto de Residencia 2Documento51 páginasGuia Elaboracion de Proyecto de Residencia 2Arturo ValdesAún no hay calificaciones
- Plano Mecanico Elevador Panoramico 2021 MZT Julio 21Documento1 páginaPlano Mecanico Elevador Panoramico 2021 MZT Julio 21Luis Gerardo Velázquez De la CruzAún no hay calificaciones
- Análisis circuitos trifásicosDocumento4 páginasAnálisis circuitos trifásicosEdson ReyesAún no hay calificaciones
- Presentación Puentes 1Documento22 páginasPresentación Puentes 1Sebastian SalinasAún no hay calificaciones
- Repaso. Comprensión de Lectura (Medio)Documento8 páginasRepaso. Comprensión de Lectura (Medio)LUIS ARMANDO BUITRAGO OSORIOAún no hay calificaciones
- Stion Prevencion Preguntas Exaamen Complexivo.Documento7 páginasStion Prevencion Preguntas Exaamen Complexivo.Jorge VeraAún no hay calificaciones
- Sílabo Álgebra y Geometría AnalíticaDocumento7 páginasSílabo Álgebra y Geometría AnalíticaMARIA FERNANDA EGUILUZ ROBLESAún no hay calificaciones
- Modelo de Negocio Paradas de Planta MASA - STORKDocumento36 páginasModelo de Negocio Paradas de Planta MASA - STORKJOEDUMPMPAún no hay calificaciones
- Caso Práctico 2Documento4 páginasCaso Práctico 2Wendy González LunaAún no hay calificaciones
- Ejercicios DHDocumento14 páginasEjercicios DHPaula CoccaAún no hay calificaciones
- Raymond Williams-Conceptos BásicosDocumento5 páginasRaymond Williams-Conceptos BásicosGabyta GarciaAún no hay calificaciones
- La Transformación Chamanica Del Hombre en JaguarDocumento15 páginasLa Transformación Chamanica Del Hombre en JaguarFredy Segura100% (1)
- Canciones de CunaDocumento5 páginasCanciones de CunamariodflllAún no hay calificaciones
- Efecto de Placa en Muros de MamposteriaDocumento4 páginasEfecto de Placa en Muros de MamposteriaJaime CoronellAún no hay calificaciones
- Acueducto romano de Mellaria 12kmDocumento7 páginasAcueducto romano de Mellaria 12kmCarmen Gonzalez TorricoAún no hay calificaciones
- Convocatoria Revista DIVINITATISDocumento5 páginasConvocatoria Revista DIVINITATISAmiel R. QuinoAún no hay calificaciones
- Lita, La Niña Del Fin Del MundoDocumento42 páginasLita, La Niña Del Fin Del MundoCindy KatherineAún no hay calificaciones
- AdquisicionenSPECT 1Documento19 páginasAdquisicionenSPECT 1fjornellAún no hay calificaciones
- Rubricas Accion TutorialDocumento2 páginasRubricas Accion TutorialAna Martínez GilAún no hay calificaciones
- CRUCIGRAMA Ciancias Sociales y Ciencias NaturalesDocumento1 páginaCRUCIGRAMA Ciancias Sociales y Ciencias NaturalesEsthela Flores0% (1)
- Fierreria en La Construccion UltimoDocumento30 páginasFierreria en La Construccion UltimoMelissa Alva LazaroAún no hay calificaciones
- Actividades Experimentales CALOR 2017Documento26 páginasActividades Experimentales CALOR 2017Aldo Jose Zeas CastroAún no hay calificaciones
- Manual Frigidaire FPRU19F8RF (Español - 33 Páginas)Documento2 páginasManual Frigidaire FPRU19F8RF (Español - 33 Páginas)Cesar martinezAún no hay calificaciones
- Primera Unidad - Sesion 3 Educacion FisicaDocumento5 páginasPrimera Unidad - Sesion 3 Educacion FisicaJose Gilmer Jimenez BecerraAún no hay calificaciones
- Fds Desmolub CA-01 (05-01-04-2016) Fds PDFDocumento8 páginasFds Desmolub CA-01 (05-01-04-2016) Fds PDFLluís FontAún no hay calificaciones
- Enfermer I ADocumento9 páginasEnfermer I ANancy RodriguezAún no hay calificaciones
- Tarea de Educacion Fisica 3Documento4 páginasTarea de Educacion Fisica 3Ana KarinaAún no hay calificaciones
- Linea de ImpulsionDocumento18 páginasLinea de ImpulsionRody Montoya VillanuevaAún no hay calificaciones
- Tesis Sardinata PDFDocumento228 páginasTesis Sardinata PDFCarlos Alejandro Jaimes BaezAún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Nunca fuimos modernos: Ensayos de antropología simétricaDe EverandNunca fuimos modernos: Ensayos de antropología simétricaAún no hay calificaciones
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (116)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Estoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoDe EverandEstoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoCalificación: 4 de 5 estrellas4/5 (23)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Psiconeuroinmunología para la práctica clínicaDe EverandPsiconeuroinmunología para la práctica clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Investigación de operaciones: Conceptos fundamentalesDe EverandInvestigación de operaciones: Conceptos fundamentalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Borges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonDe EverandBorges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonCalificación: 5 de 5 estrellas5/5 (4)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Cálculo infinitesimal: El lenguaje matemático de la naturalezaDe EverandCálculo infinitesimal: El lenguaje matemático de la naturalezaCalificación: 5 de 5 estrellas5/5 (3)
- En busca de la mente: El largo camino para comprender la vida mental (y lo que aún queda por descubrir)De EverandEn busca de la mente: El largo camino para comprender la vida mental (y lo que aún queda por descubrir)Calificación: 4.5 de 5 estrellas4.5/5 (3)