También podría gustarte
- THS Instruction Manual Spanish PDFDocumento95 páginasTHS Instruction Manual Spanish PDFJavierSalvadorRosasGaspar100% (3)
- Resumen Capítulo 6. - Proceso de Soldadura SmawDocumento7 páginasResumen Capítulo 6. - Proceso de Soldadura SmawDarwin OchoaAún no hay calificaciones
- Soldadura Por Arco ElectricoDocumento24 páginasSoldadura Por Arco ElectricoPresa GonzálezAún no hay calificaciones
- Lava-botas individual automáticoDocumento40 páginasLava-botas individual automáticoSergie Stark Romero Luis100% (1)
- Proceso de Soldadura Arco ElectricoDocumento10 páginasProceso de Soldadura Arco ElectriconoreisyAún no hay calificaciones
- SMAW: Proceso de Soldadura con Electrodo RevestidoDocumento20 páginasSMAW: Proceso de Soldadura con Electrodo RevestidoMartin Antonio Bautista CastilloAún no hay calificaciones
- Cap 43Documento25 páginasCap 43pycpycAún no hay calificaciones
- Soldadura-2014 Metalurgia - Solda PDFDocumento89 páginasSoldadura-2014 Metalurgia - Solda PDFClaudia Cecilia López La TorreAún no hay calificaciones
- Soldadura por arco eléctrico: proceso y aplicacionesDocumento6 páginasSoldadura por arco eléctrico: proceso y aplicacionesRichard SanchezAún no hay calificaciones
- Fundamentos de La Soldadura Por Arco EléctricoDocumento48 páginasFundamentos de La Soldadura Por Arco EléctricoMauricio Tu Jefe Pinto ValdiviaAún no hay calificaciones
- Historia de La SoldaduraDocumento5 páginasHistoria de La SoldaduraGioPeñaAún no hay calificaciones
- Acero 3Documento18 páginasAcero 3diegoAún no hay calificaciones
- Venta de ArcoDocumento9 páginasVenta de ArcoDeysi Colque YujraAún no hay calificaciones
- Procesos de SoldaduraDocumento88 páginasProcesos de Soldaduraariesca.instrumentacionAún no hay calificaciones
- Fundamentos de La Soldadura Por Arco Electrico AwDocumento68 páginasFundamentos de La Soldadura Por Arco Electrico AwEDISON SANTIAGO VACA SOSAAún no hay calificaciones
- GlosarioDocumento6 páginasGlosarioAlex RevillaAún no hay calificaciones
- Soldadura Por Arco VoltaicoDocumento17 páginasSoldadura Por Arco VoltaicoRolando SanchezAún no hay calificaciones
- Formato Informe UbbDocumento11 páginasFormato Informe UbbDiego Ignacio Gallardo GonzálezAún no hay calificaciones
- Concepto de SoldaduraDocumento5 páginasConcepto de SoldaduraMercedesMerccadoAlcantaraAún no hay calificaciones
- Curso Soldadura Arco Manual MMADocumento11 páginasCurso Soldadura Arco Manual MMACamilo GeovannyAún no hay calificaciones
- Procesos SoldaduraDocumento15 páginasProcesos SoldaduraBe-ToolAún no hay calificaciones
- Procesos de SoldaduraDocumento40 páginasProcesos de SoldaduracarlosAún no hay calificaciones
- Procesos de Soldadura Fcaw Gmaw Saw SmawDocumento4 páginasProcesos de Soldadura Fcaw Gmaw Saw SmawEdward Larens100% (1)
- Fundamentos de La Soldadura Por Arco EléctricoDocumento50 páginasFundamentos de La Soldadura Por Arco EléctricoWelaromAún no hay calificaciones
- Fundamentos de La SoldaduraDocumento50 páginasFundamentos de La SoldaduraHugo Sonido Eclipse SotoAún no hay calificaciones
- Paso A Paso SoldaduraDocumento88 páginasPaso A Paso SoldaduraMaria Angelica Vega SernaAún no hay calificaciones
- Soldadura de Arco y Oxiacetileno 1Documento25 páginasSoldadura de Arco y Oxiacetileno 1Ruben Copa ZanbranaAún no hay calificaciones
- Fundamentos de Soldadura SmawDocumento15 páginasFundamentos de Soldadura SmawMarvin Raul Intriago ZambranoAún no hay calificaciones
- Proceso de SoldaduraDocumento50 páginasProceso de Soldaduramelisa moreno barrantesAún no hay calificaciones
- Nomenclatura de Electrodos y Procesos de SoldaduraDocumento6 páginasNomenclatura de Electrodos y Procesos de SoldaduraDanny RepAún no hay calificaciones
- Proceso SMAWDocumento46 páginasProceso SMAWAndree Castillo Chavez100% (1)
- 9 Seminario3 SMAWDocumento13 páginas9 Seminario3 SMAWYunior Correa CalaAún no hay calificaciones
- Electrodos para Soldadura 1.5Documento15 páginasElectrodos para Soldadura 1.5Eduardo Ordaya LauraAún no hay calificaciones
- Simbologia Conexiones SoldadasDocumento59 páginasSimbologia Conexiones SoldadasMarco RosalesAún no hay calificaciones
- Capitulo III de Procesos de Union y Ensamble Procesos Manufactura IDocumento176 páginasCapitulo III de Procesos de Union y Ensamble Procesos Manufactura Ialberto pachecoAún no hay calificaciones
- Practica 3Documento15 páginasPractica 3VOLNEY HUMBERTOAún no hay calificaciones
- Tema 2 Soldadura Electrodo RevestidoDocumento16 páginasTema 2 Soldadura Electrodo Revestidocarmen polo menesesAún no hay calificaciones
- Soldadura Por ArcoDocumento6 páginasSoldadura Por ArcoLuis GuerreroAún no hay calificaciones
- Electro RevestidoDocumento12 páginasElectro RevestidoRg PinedaAún no hay calificaciones
- Arco ElectricoDocumento20 páginasArco ElectricoIan MooreAún no hay calificaciones
- Procesos de SoldaduraDocumento88 páginasProcesos de SoldaduraCarlosAún no hay calificaciones
- GFPI-F-135 Guia GTAWDocumento23 páginasGFPI-F-135 Guia GTAWedwin eduardo martinez paipaAún no hay calificaciones
- Soldadura Por Arco Con Electrodo RevestidoDocumento8 páginasSoldadura Por Arco Con Electrodo Revestidoguiampu3130Aún no hay calificaciones
- Fundamentos de La Soldadura Por Arco EléctricoDocumento34 páginasFundamentos de La Soldadura Por Arco EléctricoJessie LewisAún no hay calificaciones
- Soldadura MonografiaDocumento13 páginasSoldadura MonografiaRocio Ramos AllazoAún no hay calificaciones
- Unidad 3-Procesos de UnionDocumento87 páginasUnidad 3-Procesos de UnionAnthony OlanoAún no hay calificaciones
- Capitulo III de Procesos de Union y Ensamble Procesos Manufactura IDocumento176 páginasCapitulo III de Procesos de Union y Ensamble Procesos Manufactura IRodrigo Gómez ManriqueAún no hay calificaciones
- Clase 2 2023 SmawDocumento36 páginasClase 2 2023 SmawMikel MendezAún no hay calificaciones
- Soldadura Electrodos EstructuralesDocumento23 páginasSoldadura Electrodos EstructuralesBrenda JaldinAún no hay calificaciones
- Proceso SmawDocumento16 páginasProceso SmawluisAún no hay calificaciones
- Universidad Nacional Federico Villarreal: Fiei - MecatronicaDocumento10 páginasUniversidad Nacional Federico Villarreal: Fiei - MecatronicaCristopher ReynosoAún no hay calificaciones
- Curso Básico de Soldadura Abril 2007Documento23 páginasCurso Básico de Soldadura Abril 2007Eliezer RojasAún no hay calificaciones
- Taller Procesos ResueltoDocumento24 páginasTaller Procesos ResueltoAlejaValdezAún no hay calificaciones
- Soldadura 2016 IDocumento79 páginasSoldadura 2016 ILuz Silva100% (1)
- Tecnicas Utilizadas en SoldaduraDocumento33 páginasTecnicas Utilizadas en SoldaduraAngel NajarroAún no hay calificaciones
- Fundamentos de la soldadura por arco eléctricoDocumento55 páginasFundamentos de la soldadura por arco eléctricoRamiro MontañoAún no hay calificaciones
- Tema 12 Procesos de SoldaduraDocumento13 páginasTema 12 Procesos de SoldaduraDOMI NOAún no hay calificaciones
- Soldadura Arco Manual FILEminimizerDocumento67 páginasSoldadura Arco Manual FILEminimizerhernanmoyav100% (1)
- Procesos y Consumibles-Rev.4Documento149 páginasProcesos y Consumibles-Rev.4Juan GranaraAún no hay calificaciones
- Soldadura SmawDocumento21 páginasSoldadura SmawRichard HAAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Manual 27083 220 3f 02 EsDocumento44 páginasManual 27083 220 3f 02 EsSergie Stark Romero LuisAún no hay calificaciones
- Apuntes Del Curso Bases de Funcionamiento de Los Equipos CNCDocumento64 páginasApuntes Del Curso Bases de Funcionamiento de Los Equipos CNCSergie Stark Romero LuisAún no hay calificaciones
- Simbologia de Soldadura 18 de NoviembreDocumento46 páginasSimbologia de Soldadura 18 de NoviembreSergie Stark Romero LuisAún no hay calificaciones
- Engranes y Aceites de CirculaciónDocumento71 páginasEngranes y Aceites de CirculaciónSergie Stark Romero LuisAún no hay calificaciones
- Aceites para Sistema Hiraulico y GrasasDocumento68 páginasAceites para Sistema Hiraulico y GrasasSergie Stark Romero LuisAún no hay calificaciones
- Bono 2 Técnicas para Identificar Las Terminales de Un Motor EléctricoDocumento24 páginasBono 2 Técnicas para Identificar Las Terminales de Un Motor EléctricoMarlon Lasta100% (1)
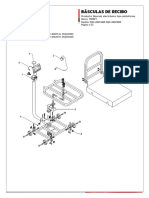
- Explosionado ManualEQM400 TorreyDocumento12 páginasExplosionado ManualEQM400 TorreySergie Stark Romero LuisAún no hay calificaciones
- Presentacion de La Seccion 233 22 de JulioDocumento12 páginasPresentacion de La Seccion 233 22 de JulioSergie Stark Romero LuisAún no hay calificaciones
- Fundamentos de Soldadura 1. Que Es La Soldadura Gerdau-Corsa, 25, MayoDocumento25 páginasFundamentos de Soldadura 1. Que Es La Soldadura Gerdau-Corsa, 25, MayoSergie Stark Romero LuisAún no hay calificaciones
- Introduccion A Los Codigos y Normas Del AWS 23 SeptiembreDocumento16 páginasIntroduccion A Los Codigos y Normas Del AWS 23 SeptiembreSergie Stark Romero LuisAún no hay calificaciones
- Día 1 - Porque Un Sistema de GestiónDocumento45 páginasDía 1 - Porque Un Sistema de GestiónjonasAún no hay calificaciones
- Fundamentos de Soldadura 3. Simbolos de Soldadura Gerdau Corsa 27 MayoDocumento53 páginasFundamentos de Soldadura 3. Simbolos de Soldadura Gerdau Corsa 27 MayoSergie Stark Romero LuisAún no hay calificaciones
- Guía de Diseño Cuarto de Aislados COVID-19 - Versión ASHRAE PDFDocumento66 páginasGuía de Diseño Cuarto de Aislados COVID-19 - Versión ASHRAE PDFJose GomezAún no hay calificaciones
- Codigoasmepresentacion 120305141408 Phpapp01Documento65 páginasCodigoasmepresentacion 120305141408 Phpapp01Jairo JoseAún no hay calificaciones
- Carta psicrométrica: conceptos y procesos clave de la psicrometríaDocumento59 páginasCarta psicrométrica: conceptos y procesos clave de la psicrometríaSergie Stark Romero Luis100% (1)
- TPM - Implantacion y GestionDocumento47 páginasTPM - Implantacion y GestionSergie Stark Romero Luis100% (1)
- Visual Basic 4.0 - TecnunDocumento102 páginasVisual Basic 4.0 - Tecnunjandresb23Aún no hay calificaciones
- EstaticaDocumento120 páginasEstaticaAcliche HenryAún no hay calificaciones
- Timken Informacion de RetenesDocumento23 páginasTimken Informacion de RetenesRonaldo SalirrosasAún no hay calificaciones
- Tesis Penal Lista para Imprimir UaeDocumento253 páginasTesis Penal Lista para Imprimir UaeSergie Stark Romero LuisAún no hay calificaciones
- Visual Basic 4.0 - TecnunDocumento102 páginasVisual Basic 4.0 - Tecnunjandresb23Aún no hay calificaciones
- C++ Como Si Estuvieras en PrimeroDocumento87 páginasC++ Como Si Estuvieras en PrimeroAnonymous HPFUTT100% (4)
- Visual Basic 6 (Curso Paso A Paso)Documento105 páginasVisual Basic 6 (Curso Paso A Paso)anon-38824297% (68)
- Aprenda Servlets de Java, Como Si Estuviera en PrimeroDocumento69 páginasAprenda Servlets de Java, Como Si Estuviera en PrimerodanielgomezmAún no hay calificaciones
- Aprenda Servlets de Java, Como Si Estuviera en PrimeroDocumento69 páginasAprenda Servlets de Java, Como Si Estuviera en PrimerodanielgomezmAún no hay calificaciones
- Aprenda C++ BasicoDocumento70 páginasAprenda C++ BasicoSergio SantiagoAún no hay calificaciones
- Aprenda Servlets de Java, Como Si Estuviera en PrimeroDocumento69 páginasAprenda Servlets de Java, Como Si Estuviera en PrimerodanielgomezmAún no hay calificaciones
- Practica 1 Control Clasico Equipo Los ControlerosDocumento27 páginasPractica 1 Control Clasico Equipo Los ControlerosDrakosf AAún no hay calificaciones
- Investigación Graficos de Control EtDocumento4 páginasInvestigación Graficos de Control EtMario MartinezAún no hay calificaciones
- Tanque Whirlpool e Intercabiadores de Calor de PlacasDocumento3 páginasTanque Whirlpool e Intercabiadores de Calor de PlacasSaid ReyesAún no hay calificaciones
- Lengua 1Documento4 páginasLengua 1Heidy SofiaAún no hay calificaciones
- Tarea Semana 4 BoletinDocumento3 páginasTarea Semana 4 Boletinandres pintoAún no hay calificaciones
- Manual Conductor March 2012Documento242 páginasManual Conductor March 2012wcruz100% (1)
- Bombas Inyectoras RotativasDocumento29 páginasBombas Inyectoras RotativasMauricio VargasAún no hay calificaciones
- Formato de RiesgoDocumento11 páginasFormato de RiesgoJuan Carlos Huaman HuamaniAún no hay calificaciones
- G23-Objetivos, Enfoques y Elementos Del CurriculumDocumento9 páginasG23-Objetivos, Enfoques y Elementos Del CurriculumJonathan ZuñigaAún no hay calificaciones
- Dinámica Del Flujo Compresible: J. Sifuentes S. 2015Documento45 páginasDinámica Del Flujo Compresible: J. Sifuentes S. 2015uvxajsdaAún no hay calificaciones
- Examen Fisico y TratamientoDocumento14 páginasExamen Fisico y TratamientoSARA GABRIELA BATRES CHAVEZAún no hay calificaciones
- Perfil Mínimo de Proyectos de Infraestructura para Salud en BoliviaDocumento11 páginasPerfil Mínimo de Proyectos de Infraestructura para Salud en BoliviaDanny Quispe TapiaAún no hay calificaciones
- SoftwareDocumento4 páginasSoftwarevelasquez martinez sebastian darioAún no hay calificaciones
- Prueba de síntesis de Historia, Geografía y Cs. Sociales 2° BásicoDocumento3 páginasPrueba de síntesis de Historia, Geografía y Cs. Sociales 2° BásicoCastillo DanyAún no hay calificaciones
- Escuela SummerhillDocumento1 páginaEscuela SummerhillKAROLA6718Aún no hay calificaciones
- Aceites EsencialesDocumento13 páginasAceites EsencialesJunior Galvez VenegasAún no hay calificaciones
- David AakerDocumento3 páginasDavid AakerWilbert Fernando Tovar camachoAún no hay calificaciones
- Manual Del Usuario Fiduprevisora 2017-2021Documento17 páginasManual Del Usuario Fiduprevisora 2017-2021cuel5725Aún no hay calificaciones
- CalorimetriaDocumento13 páginasCalorimetriapruebaprueba12345Aún no hay calificaciones
- Quiz Estadistica II 2 IntentoDocumento4 páginasQuiz Estadistica II 2 Intentopatricia83% (6)
- AUDIO-ENTREVISTA - Maria SalazarDocumento4 páginasAUDIO-ENTREVISTA - Maria SalazarSantiago ManchenoAún no hay calificaciones
- TallerDocumento13 páginasTallerLuis PiñeresAún no hay calificaciones
- Catalogo n9 Lima AntiguaDocumento33 páginasCatalogo n9 Lima Antiguaandré_kunzAún no hay calificaciones
- Componentes Electrónicos BásicosDocumento6 páginasComponentes Electrónicos BásicosJhonathan J Ramirez LAún no hay calificaciones
- Formato Radicacion Comunicaciones InternasDocumento4 páginasFormato Radicacion Comunicaciones InternasCAROLINAAún no hay calificaciones
- Introducción A La Salud PúblicaDocumento10 páginasIntroducción A La Salud PúblicaJuan Carlos Coronel100% (1)
- Problema 2.35: Derivación de la fórmula del volumen de una berenjena en función del tiempoDocumento3 páginasProblema 2.35: Derivación de la fórmula del volumen de una berenjena en función del tiempoKaren RodriguezAún no hay calificaciones
- Evaluacion Diagnostica de 3ro.Documento3 páginasEvaluacion Diagnostica de 3ro.Agueda Arelis Acosta CastilloAún no hay calificaciones
- PPT Unidad 03 Tema 05 2022 03 Innovacion y Emprendimiento (2412) SPDocumento18 páginasPPT Unidad 03 Tema 05 2022 03 Innovacion y Emprendimiento (2412) SPVictor Manuel Huertas HonoresAún no hay calificaciones