Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Inspección partículas magnetizables
Cargado por
E&E - SUPERVISIÓN HSEDescripción original:
Título original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Inspección partículas magnetizables
Cargado por
E&E - SUPERVISIÓN HSECopyright:
Formatos disponibles
Buu
PROCEDIMIENTO DE INSPECCIÓN
POR PARTÍCULAS MAGNETIZABLES
PROCEDIMIENTO: ITQM-DO-02-01-01
REALIZADO Y APROBADO: REVISADO:
Ing. Helmer Simbaña Ing. Stalin Jami
ASNT NIVEL III Inspector Nivel II SNT-TC-1A
Documento base para la inspección de elementos
ferromagnéticos, por el método de partículas magnetizables
utilizando partículas secas y húmedas fluorescentes en base
acuosa.
Prohibida su copia, reproducción e impresión sin el permiso de ITQM S.A.
CONTROL DE CAMBIOS
REV DESCRIPCIÓN FECHA REALIZADO REVISADO APROBADO
0 Para su uso Marzo 3/2015 Angel Pavón H. Simbaña H. Simbaña
Cambio: Ver línea Cambio: Ver línea negra lado lateral
izquierdo sección (2. Alcance)
Cambio: Ver línea negra lado lateral izquierdo. Sección
3 DOCUMENTOS DE REFERENCIA.
Cambio:
4.8 Emisión de informes
5.1 Matriz de Responsabilidades Se eliminan
Actividades a cargo del cliente.
1 Cambio: Ver línea negra lado lateral izquierdo sección Nov 24/ 2015 Angel Pavón H. Simbaña H. Simbaña
(6. 1 Requisitos Técnicos de la inspección)
Cambio: Ver línea negra lado lateral izquierdo sección
(6. 2 Equipos Requeridos para la inspección y sus
requisitos técnicos).
Cambio: Ver línea negra lado lateral izquierdo sección
(7. Inspección).
Cambio: Ver línea negra lado lateral izquierdo sección
(7.7. Criterios de Aceptación y Rechazo).
2.1. Calificación y certificación de personal
2 Abril 16/ 2016 H. Simbaña M. Ashqui H. Simbaña
4.8. Validación y revalidación del Procedimiento
Alcance de procedimiento
3 Nov 5/ 2016 H. Simbaña M. Ashqui H. Simbaña
Criterios de Aceptación y rechazo.
2. Alcance. (Pag.4)
4 3. Documentos de referencia (Pag.6) Nov. 01/ 2017 H. Simbaña M. Ashqui H. Simbaña
Tabla 1. Pag. (40)
Firmas de Caratula
5.1.4. Matriz de Responsabilidades
5 3. Documentos de Referencia Nov.15/ 2017 H. Simbaña S. Jami H. Simbaña
6.1. Requisitos Técnicos de la inspección
7.9. Emisión de Informes
6.2. Equipos y requisitos técnicos en la inspección
6 Feb.21/ 2018 H. Simbaña S. Jami H. Simbaña
6.3. Desarrollo de inspección
7 6.3. Desarrollo de inspección Abr.02 / 2018 H. Simbaña S. Jami H. Simbaña
7.6 Accesorios Equipos
8 2018-11-28 M. Zumarrága M. Ashqui H. Simbaña
6.3. Desarrollo de Inspección
9 Actualización 2019-01-02 H. Simbaña S. Jami H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT
SERVICIOS DE INSPECCIÓN, CALIBRACIÓN Y GESTIÓN DE CALIDAD
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 3 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ÍNDICE
1. OBJETIVO ................................................................................................................................... 5
2. ALCANCE .................................................................................................................................... 5
3. DOCUMENTOS DE REFERENCIA ........................................................................................... 6
4. DEFINICIONES Y ABREVIATURAS ....................................................................................... 7
4.1 Definiciones ........................................................................................................................... 7
4.2 ABREVIATURAS ................................................................................................................. 8
5. CALIFICACIÓN Y RESPONSABILIDADES DE LOS INSPECTORES.................................. 9
5.1.1 INSPECTOR NIVEL I ................................................................................................... 9
5.1.2 INSPECTOR NIVEL II .................................................................................................. 9
5.1.3 INSPECTOR NIVEL III ................................................................................................. 9
5.1.4 MATRIZ DE RESPONSABILIDADES ...................................................................... 10
6. PROCEDIMIENTO .................................................................................................................... 11
6.1. REQUISITOS TÉCNICOS DE LA INSPECCIÓN ................................................................ 11
6.2. EQUIPOS Y REQUISITOS TÉCNICOS EN LA INSPECCIÓN ........................................... 12
6.3. INTENSIDAD DE LUZ .......................................................................................................... 13
6.4. DESARROLLO DE INSPECCION. ....................................................................................... 13
6.4.1 Hoja de datos................................................................................................................. 13
6.4.2 Desarmado .................................................................................................................... 14
6.4.3 Preparar la superficie .................................................................................................... 14
6.4.4 Seleccionar el Tipo De Corriente De Magnetización. .................................................. 14
6.4.5 Selección De La Magnetización ................................................................................... 14
Dirección De La Discontinuidad Versus El Campo Magnético. ................................................ 15
6.4.6 Tipos de Particulas y Limitación de Temperatura ........................................................ 15
6.4.7 Instrucción en la Inspección de las partículas magnetizables secas ............................. 15
6.4.8 Instrucción de las partículas magnetizables húmedas fluorescentes............................. 16
6.4.9 INTERPRETACIÓN DE INDICACIONES................................................................. 16
6.4.10 DESMAGNETIZACIÓN ............................................................................................. 17
6.4.11 LIMPIEZA POSTERIOR ............................................................................................. 17
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 3 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 4 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
6.5 CRITERIOS DE ACEPTACIÓN Y RECHAZO ................................................................. 17
6.5.1 CRITERIOS DE ACEPTACIÓN Y RECHAZO DS1 Vol. 3 (Herramientas de
Perforación) y Vol. 4 (herramientas especiales): ........................................................................ 18
6.5.2 Criterios de Aceptación y rechazo: Api 650/ Api 653 Se seguirán los requerimientos
del Asme Sección V, Articulo 7 ................................................................................................. 19
6.5.3 Criterios de Aceptación y rechazo: ASME B31.3 ........................................................ 19
6.5.4 Criterios de Aceptación y rechazo: ASME B30.XX .................................................... 19
6.5.5 Criterios de Aceptación y Rechazo: Acople Quinta Rueda con el Rey Pin.................. 19
6.6 VALIDACIÓN Y REVALIDACIÓN DEL PROCEDIMIENTO ....................................... 22
6.6.1 Validación del Procedimiento ....................................................................................... 22
6.6.2 Revalidación del Procedimiento ................................................................................... 22
7. EMISIÓN DE INFORMES ........................................................................................................ 23
8. SEGURIDAD Y SALUD EN EL TRABAJO ............................................................................ 25
USO DE EPP´S ........................................................................................................................ 25
9. REGISTROS ............................................................................................................................... 25
10. ANEXOS ................................................................................................................................. 25
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 4 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 5 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
1. OBJETIVO
Proporcionar al personal técnico de ITQM:
Los pasos involucrados en la inspección de elementos ferromagnéticos, mediante el uso del
Método de Partículas Magnetizables con las técnicas Húmeda Fluorescente y seca visible.
La o las técnicas requeridas para generar las indicaciones, las cuales serán interpretadas y
evaluadas de acuerdo a los requerimientos propios (criterios de aceptación y rechazo de este
procedimiento), del cliente, mutuos (contrato), de códigos, o del que corresponda.
Las características técnicas del sistema involucrado en la inspección por partículas
magnetizables tales como: equipos de fuente de magnetización (Ej.: Yugo magnético, bobina
magnetizable), tipo de partículas, técnica de ensayo y demás variantes del sistema en busca
de discontinuidades en las partes, accesorios y componentes inspeccionados.
2. ALCANCE
El presente procedimiento define todos los parámetros necesarios para la realización de la inspección
y evaluación de discontinuidades en materiales ferromagnéticos de diferente configuración, forma o
tamaño por la técnica de partículas magnetizables método húmedo fluorescente o secas visibles.
SECTOR: INDUSTRIAL
Inspección de Ensayos No destructivos por CÓDIGO DE NORMA /
Partículas Magnéticas: DESCRIPCIÓN DE LA NORMA
- ASTM- E709: Standard Guide for Magnetic Particle
Testing
- AWS D1.1: Structural Welding Code
Estructuras metálicas - AWS D1.5: Bridge Welding Code
- ASME B30.2: Puentes Grúas
- API RP 4G: Inspection of Drilling and Well Servicing
Structures
- ASTM- E709: Standard Guide for Magnetic Particle
Inspección Conexión Cabezal Plataforma
Testing
(King pin y quinta rueda)
- Requisitos del Fabricante
- ASTM- E709: Standard Guide for Magnetic Particle
Testing
- ASTM-E 1444: Standard Practice for Magnetic Particle
Testing
- Asme Sección V: Nondestructive Testing – Articulo7
- API 650: Welded Steel Tanks for Oil Storage
Tanques de almacenamiento, tuberías
- API 653: Tank Inspection, Repair, Alteration and
Reconstruction
- ASME B31.3: Process Piping
- ASME B31.4: Pipeline Transportation Systems for Liquid
Hydrocarbons and Other Liquids
- API 1104 Welding of Pipelines and Related Facilities
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 5 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 6 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
SECTOR: HIDROCARBUROS
Inspección de Ensayos No destructivos por CÓDIGO DE NORMA /
Partículas Magnéticas: DESCRIPCIÓN DE LA NORMA
- ASTM- E709: Standard Guide for Magnetic Particle
Testing
Bloque de corona (Crown block), Bloque viajero (traveling - ASTM E125 Standard Reference Photographs for
Block), Elevadores de Barrillas (Sucker Rod Elevator). Magnetic Particle Indications on Ferrous Castings
- API RP 8B: Inspections, Maintenance, Repair and
Remanufacture of Hoisting Equipment
- ASTM- E709: Standard Guide for Magnetic Particle
Testing
Tubería de Perforación ( Drill Pipe), - Tubería de Perforación - ASTM E125 Standard Reference Photographs for
pesada (Heavy Weight Drill Pipe), Tubería de Perforación extra Magnetic Particle Indications on Ferrous Castings
pesada (Drill Collar), Substitutos (Crossover- Subs), - Standard DS1 Drill Stem Inspection Volume 3
Estabilizadores (Stabilizer), Martillos (Jars) - Standard DS1 Drilling Speciality Tools Volume 4
- API RP 7G-2: Recommended Practice for Inspection and
Classification of Used Drill Stem Elements
Cuñas de tubería de revestimiento (Casing Slip), Cuñas de
Tubería de Perforación extra pesada (Drill Collar Slip), Cuñas
rotarias (Rotary Slip), Llave lagarto (Manual Tong), Grapas de - ASTM- E709: Standard Guide for Magnetic Particle
Seguridad (Safety Clamp), Elevadores (Elevator), Gancho de Testing
bloque viajero (Hook), Gancho bloque viajero (Hook), Brazos - ASTM E125 Standard Reference Photographs for
de elevación (Link), Ancla de línea muerta (Dead line anchor), Magnetic Particle Indications on Ferrous Castings
Sistema rotario de superficie (Top drive), Mesa rotaria (Rotary - API RP 8B: Inspections, Maintenance, Repair and
table), Llave hidráulica (Power tong) y componentes de Remanufacture of Hoisting Equipment
malacate (Drawwork components). - API RP 9B: Application, Care and use of Wire Rope for Oil
Field Services.
Retenedores (Packers), Colgador de tubería de revestimiento
- Standard DS1 Drill Stem Inspection Volume 3
(Liner hanger).
- Standard DS1 Drilling Speciality Tools Volume 4
Válvulas Kelly (Kelly Valve), Raspador de tubería de - API RP 7L Procedures for Inspection, Maintenance,
revestimiento (Casing scraper), Canasta de chatarra (Junk Repair, and Remanufacture of Drilling Equipment
baskets), Martillos de pesca (Fishing jars), Moledor de chatarra - API RP 7K: Drilling and Well Servicing Equipment
(Junk Mills),, Válvulas de Seguridad dentro del Preventor
(IBOPs), Tapón de pesca (Spear pack off), Cabeza de
cementación (Cementing head).
- ASTM- E709: Standard Guide for Magnetic Particle
Testing
- AWS D1.1: Structural Welding Code
Estructuras metálicas - AWS D1.5: Bridge Welding Code
- ASME B30.2: Puentes Grúas
- API RP 4G: Inspection of Drilling and Well Servicing
Structures
- ASTM- E709: Standard Guide for Magnetic Particle
Inspección Conexión Cabezal Plataforma Testing
(King pin y quinta rueda) - Requisitos del Fabricante
- SAE J700b Fifth Wheel Kingpin
Ganchos (Hooks), Eslingas (Slings), Grilletes (Shackles),
Cáncamos (Eye nuts), Tensores (Turnbuckles), Anillos de
- ASTM- E709: Standard Guide for Magnetic Particle
Levantamiento Giratorio (Swivel Hoist Rings), Grapa para Cable
Testing
(Wire Rope Clips), Terminal de cable (wedge sockets), Anillos
- ASME B30.9: Slings (Eslingas)
de Unión (Links & Rings), Uniones Giratorias (Swivels), Bloques
- ASME B30.10: hooks (gancho)
de Aparejo (Rigging Blocks).
- ASME B 30.26: Rigging Hardware
Pluma Banco de Pruebas, Tecle Banco de pruebas, Plato de
empuje, Plato de Anclaje.
3. DOCUMENTOS DE REFERENCIA
Procedimientos Internos del OI
ITQM-DO-12-02: Práctica escrita (Procedimiento) para la calificación y la
certificación del personal en ensayos no destructivos
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 6 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 7 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ITQM-DO-02-05-01: Inspeccion Visual
ITQM-DO-02-08-01: Procedimiento para Inspección de Herramientas (Hoisting
Tools – Drilling Equipment)
ITQM-DO-02-09-01: Procedimiento para Inspección de conexiones y sellos de
elementos Tubulares (Drill Stem)
ITQM-DO-02-10-01: Inspección de Estructuras Metálicas
TQM-DO-02-12: Procedimiento para Inspección de accesorios de izaje
ITQM-DO-02-14: Procedimiento de Inspección Conexión Cabezal Plataforma (King
Pin / Fifth wheel)
Procedimientos Internos del OI
ASME V Art 7 Magnetic Particle Examination
4. DEFINICIONES Y ABREVIATURAS
4.1 Definiciones
Ferromagnético. Un término aplicado a materiales que pueden ser magnetizados o
fuertemente atraído por un campo magnético
Método Continuo. un método en el que el medio indicador (Partículas Magnetizables)
se aplica, mientras la fuerza de magnetización (Generado por el yugo) está presente.
Magnetización Indirecta. Es la magnetización inducida en una parte inspeccionada,
sin contacto eléctrico directo.
Magnetización Longitudinal. Las líneas de campo magnético que circulan por el
elemento inspeccionado son longitudinales.
Yugo. Es el electroimán o elemento generador de la magnetización en la pieza. La
corriente eléctrica pasa por la bobina enrollada alrededor de su núcleo de hierro dulce.
Fuerza Portante (De elevación o sustentación). Es la fuerza de atracción que un
imán ejerce sobre una pieza magnética y que es capaz de levantar o sustentarla.
Permeabilidad. Es la facilidad de magnetización o creación de un campo magnético
en un material dado.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 7 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 8 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
Retentividad. Es la capacidad de retener, en mayor o menor grado, una cierta
cantidad de magnetismo residual.
Desmagnetización. Es la acción de reducir el campo magnético remanente de la
pieza a un valor mínimo aceptable, de ser posible, cero.
Indicaciones relevantes. Producidas por fuga de campo magnético los cuales son el
resultado de discontinuidades.
Las indicaciones relevantes requieren la evaluación de la pieza según el código,
norma, procedimiento, que nos indica la aceptación y rechazo.
Todo componente que presenta este tipo de indicación es evaluado como operativo,
reparable o rechazado.
Indicaciones no relevantes. Producidas por fuga de campo magnético lo cual es
resultado de cambios en la sección del material (costuras y orificios de taladros),
propiedades inherentes del material (bordes o sueldas bi-metálicas), letras impresas
etc.
Indicaciones falsas. Las indicaciones falsas no son el resultado de líneas de fuerza,
sino más bien exceso de partículas, mala limpieza, residuos de guaipe o papel secante
etc.
Informe. Para el OI informe es todo el conjunto de hojas que se presenta al cliente, tales hojas
son:
Caratula
Orden interna de trabajo
Esquema
Criterios de aceptación y rechazo
Hojas de datos
Conclusiones
Fotografías
4.2 ABREVIATURAS
MT: Método por partículas magnetizables
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 8 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 9 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
NDT/ END: Ensayo no destructivo
OI: Organismo de Inspección. ITQM es el Organismo de Inspección
EPP: Equipo de protección Personal
5. CALIFICACIÓN Y RESPONSABILIDADES DE LOS INSPECTORES
El personal que efectúe la inspección, evaluación e interpretación del presente método de inspección
debe estar calificado y certificado según los requerimientos del procedimiento ITQM-DO-12-02
(Práctica Escrita - Procedimiento de Calificación de Personal en ensayos no destructivos)
5.1.1 INSPECTOR NIVEL I
Será responsabilidad del inspector nivel I:
Preparar y operar los equipos y materiales necesarios.
Realizar calibraciones específicas de los equipos, con respecto a este procedimiento.
Ejecutar inspecciones específicas, con respecto a este procedimiento.
Llenar el registro de inspección, con respecto a este procedimiento.
Realizara reporte específico con respecto a este procedimiento.
Debe recibir la instrucción o supervisión de un nivel II o III.
5.1.2 INSPECTOR NIVEL II
• Todo lo anterior descrito en 5.1. y, además:
• Instalar y calibrar el equipo.
• Evaluar las indicaciones.
• Interpretar y evaluar resultados con respecto a un código aplicable, estándar y
especificación.
• Debe conocer el alcance y las limitaciones del método que está calificado.
• Debe realizar ejercicios y prácticas para el trabajo y vigilancia del nivel I.
• Organizar y realizar reportes de END.
5.1.3 INSPECTOR NIVEL III
• Todo lo anterior descrito en 5.2. y, además:
• Calificación de personal.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 9 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 10 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
• Desarrollar, calificar y aprobar procedimientos, estableciendo y aprobando técnicas,
interpretar código aplicable, estándar y especificación, y designar el método en
particular técnica y procedimiento a ser usado.
• Interpretar y evaluar resultados con respecto a un código aplicable, estándar y
especificación.
• Debe tener suficiente practica en materiales de fabricación para establecer criterios de
aceptación y métodos de inspección en caso de que no los exista.
• Entrenar y examinar a nivel I y nivel II en el método que este calificado.
5.1.4 MATRIZ DE RESPONSABILIDADES
A continuación, se presenta la Tabla # 1 de actividades y los responsables correspondientes por
cada actividad.
RESPONSABILIDADES
ACCIONES Inspector Inspector Inspector
Nivel I Nivel II Nivel III
Preparación de equipos y materiales. X X X
Verificar calibración de equipos. X X X
Ejecución de la examinación. X X
Interpretación de resultados y evaluación. X X
Elaboración de registros de inspección. X X
Aprobación del procedimiento de inspección. X
Tabla 1. Matriz de Responsabilidades
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 10 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 11 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
6. PROCEDIMIENTO
6.1. REQUISITOS TÉCNICOS DE LA INSPECCIÓN
Toda inspección deberá ser realizada por personal entrenado para este fin, en
tal sentido, debe poseer como mínimo un curso de NIVEL II en inspecciones
por Partículas Magnetizables.
Tener disponible el procedimiento ITQM-DO-02-01-01 para revisar cualquier
inquietud, digitalmente o impreso. Además, los procedimientos están
disponibles y con las versiones actuales en la red, y es responsabilidad de los
inspectores (Nivel I, Nivel II y Nivel III) conocer y tener disponible su usuario y
contraseña para poder ingresar a la red y descargar la información.
El inspector debe tener de manera impresa o digital (WhatsApp ó correo
electrónico), la Orden Interna de Trabajo generada por el cliente para tener
conocimiento del trabajo y técnica que el cliente haya solicitado. En caso de
que el cliente no haya generado la orden de trabajo el inspector debe
chequear la programación de trabajo, que todos los días se generan de
manera digital (WhatsApp) en grupo de trabajo del OI, en la cual se especifica
la locación, el inspector, el trabajo y la técnica a realizar. Esto respaldado en
una confirmación de cotización, lista de precio o contrato aprobado por el
cliente a su debido momento. En caso de que el cliente no especifique el
trabajo y técnica a realizar, estas serán determinadas por el Gerente Técnico.
Al finalizar el trabajo el inspector hará firmar al representante del cliente la
orden interna del OI donde se detallara el trabajo, técnica, tiempo realizado y
demás detalles que el cliente acepta por medio de este documento.
Revisar y verificar fecha de caducidad de Calibración y/o Verificación de
Equipos Críticos que van a intervenir en la exanimación antes de salir a la
inspección. El inspector se asegura de llevar lo necesario para realizar la
examinación a través del formato “Salida de Herramientas” ITQM-FO-01-
10_Salida_Herramientas – en la sección Lista de Chequeo Trabajo de Campo
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 11 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 12 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
se encuentran detallados los equipos y herramientas que intervienen en la
técnica y que son necesarios. En el Cronograma de Calibraciones y
Verificaciones se encuentra el listado de equipos definidos como críticos para
la inspección.
6.2. EQUIPOS Y REQUISITOS TÉCNICOS EN LA INSPECCIÓN
Los equipos necesarios están de acuerdo a la técnica solicitada por el cliente cuando
aplique y en caso de no especificar es responsabilidad del Gerente Técnico establecer
la técnica de inspección de acuerdo a las Normas específicas para cada campo de
aplicación y estará escrito en cada Orden Interna de Trabajo.
Yugo de 110 voltios, 9 amperios (Operación ver Anexo “A1”).
Bobina rígida de 110 voltios. (Operación ver Anexo “A2”).
Medidor de campo magnético residual. (Gausímetro +/- 20 gauss)
Indicador de dirección de campo magnético. (Pie Gage/ medidor de pastel)
Tubos de centrífuga para decantación del baño de partículas magnéticas de 100 ml
Verificador de PH de agua.
En la Salida de Herramientas formato ITQM-FO-01-10_Salida_Herramientas – en la
hoja Salida / Entrada de Herramientas y Equipos se encuentran detallados los equipos
y herramientas que intervienen en la técnica y que son necesarios para la examinación
que se haya definido. PARTICULAS MAGNETIZABLES
Prox. Prox.
SECAS Verf.
HUMEDAS Verf.
Particulas Particulas
Yugo Lampara Luz Blanca *1
Soplado de Polvo (pera) Yugo/ Bobina
Extención eléctrica Rociador
Lampara Luz Blanca *1 Extención eléctrica
Carpa/ Manta
Prox.
CONTRASTACION
Verf.
Pipeta
Pie Gage
Medidor Luz negra *1
Gausimetro *1
*1: Cuando lo aplique. Gausímetro: cuando la inspección es residual. Luz blanca cuando se trabaja en un área de trabajo al
interior. Luz negra si se ocupa lámpara de luz ultravioleta.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 12 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 13 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
6.3. INTENSIDAD DE LUZ
Cuando se inspeccione con partículas secas visibles, se requiere una intensidad de
luz blanca mínima de 1076 luxes sobre la superficie de inspección. Esta intensidad se
obtendrá ya sea por medios naturales (Luz del día) o por medios artificiales de área
(lámparas) o especificas (linternas).
Cuando se inspeccione con partículas húmedas fluorescentes, se requiere cierta
oscuridad en la inspección y así obtener una adecuada visión de las partículas
fluorescentes. Con este propósito se requiere una intensidad de luz blanca máxima de
21.5 luxes sobre la superficie de inspección. El inspector al entrar en un ambiente
oscuro debe esperar un tiempo mínimo de 1 min para que su visión se acostumbre a la
oscuridad. La intensidad de luz ultravioleta emitida por la lámpara debe ser mayor a
1000 uW/cm^2. Antes de la inspección se debe verificar esta medición. VER ANEXO B3
INSPECCIÓN MEDIDA de LUZ Origen
Con Partículas secas visibles con Mayor a 100 pies/ ASTM E
Luz visible. (Blanca). candelas (1076 luxes) 709
Con Partículas húmedas
fluorescentes con Lámpara Luz Menor a 2 pies/ ASTM E
ultravioleta. La Luz visible dentro candelas (21.5 luxes) 709
cuarto oscuro
Con Partículas húmedas Mayor a 1000 ASTM E
fluorescentes con Luz negra uW/cm^2 709
6.4. DESARROLLO DE INSPECCION.
6.4.1 Hoja de datos
a. Las hojas de datos deben contener los siguientes datos obligatorios:
Orden interna
Identificación de la parte
Información del cliente
Localización de trabajo
Procedimiento
Especificación, estándar, código de referencia
Fecha de inicio / final
Nombre del inspector, nivel de certificado y firma
Técnica que se realiza
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 13 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 14 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
Marca, Serie de equipos utilizados.
Tipo de partículas, color y fabricante
Fechas de calibraciones y próxima calibración
Un archivo fotográfico de la inspección y del elemento inspeccionado.
Resultado de la examinación
Estas hojas y/o almacenamiento fotográfico, serán almacenados físicamente en
las oficinas de ITQM
6.4.2 Desarmado
Los elementos serán desarmados por parte del cliente o por el Organismo de
Inspección (grupo de trabajo asignado), siempre que aplique.
6.4.3 Preparar la superficie
Toda la superficie a inspeccionar debe estar seca y libre de elementos que dificulten
su inspección tal como salpicaduras de soldadura, escoria, pintura, grasa, aceite,
herrumbre, polvo oxido, etc. los cuales deben ser removidos con cepillos manuales,
agua y detergente o con solvente y removedores de pintura.
6.4.4 Seleccionar el Tipo De Corriente De Magnetización.
Antes de aplicar corriente de magnetización es importante la selección correcta del
tipo de corriente de magnetización a emplearse según se requiera localizar
discontinuidades, ya sean estas superficiales o subsuperficiales.
Los tipos de corriente de magnetización más empleados son:
DC corriente continua.
AC corriente alterna.
6.4.5 Selección De La Magnetización
En el caso del uso de bobinas y de yugos la técnica de magnetización es longitudinal,
por inducción indirecta y método continuo.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 14 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 15 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
Dirección De La Discontinuidad Versus El Campo Magnético.
Se debe emplear el tipo de campo magnético correcto para establecer la imantación
de la pieza en inspección de acuerdo a la orientación de la discontinuidad, forma y
tamaño de la pieza a ser inspeccionada.
Las líneas de fuerza deben estar orientadas siempre en sentido perpendicular con
respecto a las discontinuidades. Emplee el indicador de dirección de campo
magnético sobre la superficie de la parte bajo examen para verificar la orientación de
las líneas de fuerza, cuando este trabajo sea repetitivo no se realiza este trabajo.
Cada parte debe ser magnetizada al menos en dos direcciones
aproximadamente a ángulos rectos cada una.
6.4.6 Tipos de Particulas y Limitación de Temperatura
Para este procedimiento se utilizará las partículas secas Magnaflux Nº 1 Gray Power
y para inspección con partículas húmedas fluorescentes Magnaglo 20B
Las partículas deben ser usadas dentro de un límite de rango de temperatura
especificados por el fabricante; en caso de salir de los rangos establecidos ITQM no
procederá a realizar la inspección y en caso de utilizar otra marca de partículas de
otra especificación verificar información del fabricante.
PROPIEDADES 20 B #1 Gris
Color Luz Blanca Café Gris
Color Luz Negra Amarillo – verdosa Gris
Tamaño 6 micras 80 micras
Sensibilidad SAE 7 8
Rango de temperatura 4 – 48.8 ºC 0 – 399 ºC
6.4.7 Instrucción en la Inspección de las partículas magnetizables secas
Las partículas deben aplicarse directamente sobre el área de inspección, con un
aspersor manual consiguiendo una película delgada y uniforme.
Se recomienda usar un color de partículas secas que más contraste con la
superficie en inspección, caso contrario aplicar sobre la superficie algún tipo de
laca temporal que realice este contraste.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 15 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 16 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
Al mismo tiempo que se esparce las partículas, se aplica el campo magnético por
medio del yugo (Magnetización continua).
En caso de existir una indicación, se procederá a marcar la parte afectada con un
marcador y registrar fotográficamente.
Finalmente registre las indicaciones relevantes y los resultados en el formato
respectivo.
6.4.8 Instrucción de las partículas magnetizables húmedas fluorescentes
Llenar el tubo de centrífuga hasta 100ml, de un vehículo de suspensión con agua.
Después de 30 minutos la concentración debe estar entre 0.1 – 0.4 ml. En caso de
que el vehículo sea agua, verificar el PH empleando el verificador de PH. Registrar en
la hoja de registro correspondiente Ver Anexo
Las partículas deben aplicarse directamente sobre el área de inspección, con un
aspersor manual, bomba de aspersión, etc. consiguiendo una película delgada y
uniforme.
El contraste se da por medio de la fluorescencia de las partículas con respecto al
fondo violeta del material base
Al mismo tiempo que se esparce las partículas, se aplica el campo magnético
por medio del yugo (Magnetización continua) y la luz ultravioleta
En caso de existir una indicación, se procederá a marcar la parte afectada con
un marcador y registrar fotográficamente.
Finalmente registre las indicaciones relevantes y los resultados en el formato
respectivo. Ver Anexo
6.4.9 INTERPRETACIÓN DE INDICACIONES
Toda indicación formada en la examinación de partículas magnetizables es el
resultado de la fuga de campo magnético.
Las indicaciones pueden ser: Relevantes, no relevantes, o falsas.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 16 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 17 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
6.4.10 DESMAGNETIZACIÓN
Decreciendo La Corriente Alterna
Una técnica alternativa para desmagnetizar es sometiendo la parte a un corto
periodo al campo magnético y reduciéndolo gradualmente para disipar su
nivel.
Desmagnetización Con Yoke
La corriente alterna puede ser usada para la desmagnetización local
colocando los polos en la superficie, moviendo luego alrededor del área, y
retirando despacio el yugo manteniendo el interruptor activado.
Invirtiendo La Corriente Directa
La parte a ser desmagnetizada es sujeta a pasos consecutivos de inversión
y reducción de desmagnetización con corriente directa a un nivel deseado.
Este es el más efectivo proceso de desmagnetización de partes largas en las
cuales el campo de corriente alterna no ha tenido suficiente penetración para
remover el magnetismo residual.
Para comprobar si se removió adecuadamente el magnetismo residual
empleamos el medidor de campo residual. (Gausímetro)
6.4.11 LIMPIEZA POSTERIOR
La limpieza posterior es necesaria donde las partículas magnetizables podrían
interferir con procesos subsiguientes o con requerimientos del servicio.
El cliente debe especificar si requiere o no la limpieza posterior de sus componentes
en inspección.
6.5 CRITERIOS DE ACEPTACIÓN Y RECHAZO
Para los criterios de aceptación y rechazo se aplicarán los parámetros o niveles de
tolerancia establecidos en el respectivo código, norma, procedimiento, Orden Técnica o
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 17 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 18 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
documento del fabricante de la parte en inspección o del cliente de acuerdo al campo de
aplicación dado.
NORMA
CRITERIOS DE ACEPTACIÓN Y RECHAZO
APLICADA
AWS D1.1 Sección 6 Inspección Tabla 6.1
Ver procedimiento ITQM-DO-02-10: Estructuras Metálicas
AWS D1.5 Sección 6 Inspección Parte D 6.26 - 6.26.1
Ver procedimiento ITQM-DO-02-10: Estructuras Metálicas
API 650 Sección 8 Partículas Magnetizables 8.2
API 653 Los mismos del Api 650
ASME B31.3 Capítulo 6 Inspección Tabla 341.3.2
API 8B Ver Procedimiento ITQM-DO-02-08-01: Procedimiento para Inspección de
Herramientas (Hoisting Tools – Drilling Equipment)
DS1 Ver Procedimiento ITQM-DO-02-09-01: Procedimiento para Inspección de conexiones
y sellos de elementos Tubulares (Drill Stem)
ASME B30.2 Grúas y Puentes Grúas Ver Procedimientos:
ASME B30.9 Slings (Eslingas) - ITQM-DO-02-12: Procedimiento para
Inspección de accesorios de izaje
ASME B30.10 Hooks (Gancho) - ITQM-DO-02-10-01: Inspección de
ASME B30.16 Overhead hoists (Underhung) Estructuras Metálicas
- ITQM-DO-02-14: Procedimiento de
SAE J 700b Fifth Wheel Kingpin Inspección Conexión Cabezal Plataforma
(King Pin – Fifth Wheel)
6.5.1 CRITERIOS DE ACEPTACIÓN Y RECHAZO DS1 Vol. 3 (Herramientas de
Perforación) y Vol. 4 (herramientas especiales):
Ver Procedimiento ITQM-DO-02-09. Para la inspección de las “n” tipos de conexiones
de los distintos tipos de herramientas, los criterios de aceptación y rechazo visuales
para todas las conexiones son las mismas, esto quiere decir libre de fisuras, libre de
abolladuras, libre de corrosión, etc. como se indica en 6.5.3 del procedimiento ITQM-
DO-02-09 y los criterios dimensionales de las conexiones de los distintas herramientas
especiales descritas en la DS1 Vol. 4 (Herramientas especiales) serán las mismas de
acuerdo a la conexión de empate. Ej: se inspecciona un junk mill y esta tiene una
conexión 3-1/2 reg. y se empata a un sub de 3-1/2 reg, la conexión de esta herramienta
se inspecciona según los criterios de aceptación y rechazo del sub de 3-1/2 reg según la
ds-1 vol 3.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 18 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 19 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
6.5.2 Criterios de Aceptación y rechazo: Api 650/ Api 653 Se seguirán los
requerimientos del Asme Sección V, Articulo 7
Indicaciones relevantes > 1.5 mm
Indicación Lineal Si longitud > 3 x ancho
Indicación Arredondeada Si longitud ≤ 3 x ancho
Toda superficie inspeccionada debe estar libre de:
a) Indicaciones relevantes lineales
b) Indicaciones relevantes mayores a 5 mm
c) cuatro o más Indicaciones arredondeadas relevantes alineadas separadas 1.5 mm o
menos de filo a filo
6.5.3 Criterios de Aceptación y rechazo: ASME B31.3
Se seguirán los requerimientos del Asme Sección V, Articulo 7
Indicaciones relevantes > 1.5 mm
Indicación Lineal Si longitud > 3 x ancho
Indicación Arredondeada Si longitud ≤ 3 x ancho
Toda superficie inspeccionada debe estar libre de:
a) Indicaciones relevantes lineales
b) Indicaciones relevantes mayores a 5 mm
c) cuatro o más Indicaciones arredondeadas relevantes alineadas separadas 1.5 mm o
menos de filo a filo
6.5.4 Criterios de Aceptación y rechazo: ASME B30.XX
Toda superficie inspeccionada debe estar libre de:
a) Indicaciones de fisuras
6.5.5 Criterios de Aceptación y Rechazo: Acople Quinta Rueda con el Rey Pin
- Toda superficie libre de fisuras
Extracto tomado de ficha Técnica de Fabricante
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 19 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 20 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
Criterios de Aceptación y rechazo: AWS D.1.1
CRITERIOS DE ACEPTACION Y RECHAZO según AWS D1.1
VISUAL, PARTICULAS MAGNETIZABLES Y TINTAS PENETRANTES
ESQUEMAS Y/O FOTOS DE DEFECTOS EN SOLDADURA
CRITERIO
GRAFICA Nombre In
Carga Estatica - No Tubular Carga Ciclica - No Tubular Toda Carga - Tubulares
No se acepta.
Fisura F
Sin importar Tamaño y localización
Falta de IF
No se acepta
Fusión Entre capas, ni entre soldadura y material Base
No se acepta
Crater CR Todo crater debe ser llenado. Excepto al final de las soldaduras a
filete intermitentes.
Inspección Visual de soldaduras, se podria empezar inmediatamente
terminada y este a temperatura ambiente. Excepto aceros ASTM A514,
Tiempo de Inspección TI
A517, A709 los cuales se inspeccionaran despues de 48 horas terminada
la soldadura.
ESPESOR MATERIAL BASE (T) MINIMO TAMAÑO DE FILETE (size)
Minimo T ≤ 1/4 in.(6 mm) 1/8 in. (3 mm) (5 mm)-cargas ciclicas
Tamaño 1/4 in.(6 mm) < T ≤ 1/2 in. (12 mm) 3/16 in. (5 mm)
1/2 in. (12 mm) < T ≤ 3/4 in. (20 mm) 1/4 in. (6 mm)
de Filete T > 3/4 in.(20 mm) 5/16 in. (8 mm)
Tolerancia L (Tamaño Soldadura) U (Tolerancia que puede bajar el tamaño de soldadura
en una Soldadura a filete en soldadura continua)
Filete de
U L ≤ 3/16 in. (5 mm) 1/16 in. (2 mm)
Bajo L = 1/4 in. (6 mm) 3/32 in. (2.5 mm)
Tamaño L ≥ 5/16 in. (8 mm) 1/8 in. (3 mm)
En todo caso, la longitud de soldadura con bajo tamaño no debe exceder el 10% de la longitud total.
Prohibido en finales de soldadura donde la longitud sea menor a dos veces el ancho del patin
W MAX CONVEXIDAD
Convexidad C W ≤ 5/16 in.(8 mm) 1/16 in. (2 mm)
W ≤ 5/16 in.(8 mm) hasta W < 1 in. (25 mm) 1/8 in. (3 mm)
W ≥ 1 in.(25 mm) 3/16 in. (5 mm)
- Espesor Material < 1 in. (25
mm) Mordedura no debe
exceder de 1/32 in. (1mm)
- Espesor Material < 1 in. En miembros primarios las mordeduras no deben exceder
Mordedura no debe exceder 0,01 in. (0,25 mm) cuando la soldadura es transversal al
Mordeduras M 1/16in.(2 mm) con soldadura esfuerzo tensión.
acumulada de 2 in. en 12 in.
En otros caso profundidad no mayor a 1/32 in. (1mm)
- Espesor Material ≥ 1 in. (25
mm) Mordedura no debe
exceder de 1/16 in. (2 mm)
T1: espesor mas grueso R max.
Reforzamiento
T1≤ 1 in. (25 mm) 1/8 in. (3 mm)
en soldaduras a R
1 in < T1 ≤ 2 in. (50 mm) 3/16 in. (5 mm)
tope CJP o PJP
T1 > 2 in. (50 mm) 1/4 in. (6 mm) para cargas ciclicas max 5 mm
En juntas a penetración total - En Soldaduras a filete el poro tipo tubo, no debe exceder
CJP, a tope transversales a 1 por cada 4 in.(100mm) y no mayor 3/32 in. (2.5 mm)
la tensión. Cero porosidad. - Soldaduras a filete en rigidizador - alma, la sumatoria de
Otras soldaduras y a filete la poro no exceda 10mm en 1 in. Y no mayor 20 mm en 12 in.
suma de poros de 1/32 in. En juntas a penetración total CJP, a tope transversales a la
Porosidad P
(1mm) y mayores no tensión. Cero porosidad.
excedan 3/8 in. (10mm) en 1
- Otro tipo de soldaduras poros
in. de longitud y no exceda
no deben exceder 1 poro por
3/4 in.(20mm) en 12 in. (300 cada 4 in.(100mm) y un diámetro
mm) de longitud soldadura no mayor a 3/32 in. (2.5 mm)
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 20 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 21 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
Criterios de Aceptación y rechazo: AWS D.1.5
CRITERIOS DE ACEPTACION Y RECHAZO según AWS D1.5
VISUAL, PARTICULAS MAGNETIZABLES Y TINTAS PENETRANTES
ESQUEMAS Y/O FOTOS DE DEFECTOS COMUNES EN SOLDADURA
Gráfica De Defecto Nombre Inicial CRITERIOS DE RECHAZO EN INSPECCIÓN VISUAL
Fisura F No se acepta
Falta de Fusión
entre soldadura
IF No se acepta
y material base.
Entre capas
No se acepta. Rellenar.
Crater CR Excepto soldaduras intermitentes donde el crater este fuera de la longitud solicitada por
diseño.
U (Tolerancia que puede bajar el tamaño de soldadura
Tolerancia
en una Soldadura a filete en soldadura continua)
Filete de
U 1/16 in. (2 mm)
Bajo
Tamaño
En todo caso, la longitud de soldadura con bajo tamaño no debe exceder el 10% de la longitud total.
Prohibido en finales de soldadura donde la longitud sea menor a dos veces el ancho del patin
W MAX CONVEXIDAD
W (7% W ) + 1.5mm(0.06 in)
Convexidad C
En miembros principales
> 0.25 mm (0.01 in) de profundidad
soldaduras transversales a tensión
Mordeduras M
Soldaduras secundarias > 1mm (1/32 in) de profundidad
Espesor Material Base (T) Mínimo Tamaño de Filete
Soldadura Baja
Deficiente pierna T ≤ 3/4 in (20 mm) 1/4 in (6 mm)
SB
Deficiente
T > 3/4 in (20 mm) 5/16 in (8 mm)
garganta
Reforzamiento
en soldaduras a R No debe exceder de 1/8 in. (3 mm)
tope
Cantidad Detalle
CERO En juntas a penetracion total a tensión
Cantidad Longitud de Soldadura a Filete
1 en 100 mm (4 in)
Porosidad P 6 en 1200 mm (4 pies)
Diámetros Maximo 2 mm a tensión y 3 mm a compresión
Suma de poros En una Longitud de soldadura Filete
> 10mm(3/8 in) 25 mm (1 in)
> 20mm(3/4 in) 300mm (12 in)
Cualquier discontinuidad de 25 mm de longitud y menores No requiere Trabajo
Cualquier discontinuidad mayor a 25 mm de longitud y Pulir El 10% de las
max. discontinuidades
Cortes CT Cualquier discontinuidad mayor a 25 mm de longitud y
Pulir
3 hasta 6 mm de profundidad
Cualquier discontinuidad mayor a 25 mm de longitud y
Pulir, rellenar y pulir
mayor de 6 mm de profundidad
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 21 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 22 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
6.6 VALIDACIÓN Y REVALIDACIÓN DEL PROCEDIMIENTO
6.6.1 Validación del Procedimiento
La validación del procedimiento lo realizara el gerente técnico por medio del formato
“ITQM-FO-03-12_Tutelas” por medio del cual se registra el seguimiento al personal y la
validación de la ejecución del procedimiento. En este formato se registra la calibración
del equipo y los resultados obtenidos.
6.6.2 Revalidación del Procedimiento
La revalidación del procedimiento de inspección se debe dar en cuanto se cambien las
variables esenciales determinados en la tabla T-721 del Asme V del artículo 7:
“Variables en la examinación del procedimiento de Partículas Magnetizables”.
VARIABLES EN LA EXAMINACIÓN DEL
PROCEDIMIENTO DE PARTÍCULAS MAGNETIZABLES “T-721 del Asme V del artículo 7”
Variable Variable No
Requerimientos
Esencial Esencial
Tecnica de magnetización X
Tipo de corriente de magnetización o corriente de salida X
Preparación de la superficie X
Partículas (Visibles, fluorescentes, húmedas, color, tamaño) X
Método de aplicación X
Mínima intensidad de luz X
Revestimiento mayor al demostrado que funciona el método X
Temperatura de la superficie X
Forma y tamaño del elemento inspeccionado X
Equipo del mismo tipo X
Tecnica de desmagnetización X
Tecnica de limpieza posterior a la examinación X
Requerimientos de inspección del personal X
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 22 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 23 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
7. EMISIÓN DE INFORMES
Luego de la inspección se procederá a transferir los datos (físicos ó digitales) al registro de informe
llenando el formato que corresponda a la técnica utilizada, tomando en cuenta los siguientes
registros.
1. Con la Orden Interna de Trabajo donde se notificó al inspector de forma física y/o electrónica
(email, mensaje What’s App), donde deben constar detalladamente el trabajo a realizar y el
cliente/ proyecto, siguiendo el procedimiento de Comercialización que explica la sistemática
de esta entrega.
2. Elaboración del registro del informe, llenando el formato correspondiente a este procedimiento
con los datos de las hojas de registro.
a. Datos de fecha de realización de la inspección (inicio y fin).
b. Datos de equipos críticos utilizados, series, datos de calibración y/o verificación con
las respectivas fechas de vencimiento.
c. Descripción y/o esquema del elemento a inspeccionar
d. Datos detallados de la inspección
e. Registrar procedimientos, normas, códigos, estándares, internos y externos utilizados
en la inspección.
f. Nombre, fecha de emisión, firma del ejecutante de la inspección
3. Registrar el resultado Final de la inspección, según los criterios de aceptación y rechazo, con
las indicaciones relevantes que puedan mostrarse en el elemento a inspeccionar. (Operativo,
Reparar, Rechazado)
4. La revisión y aprobación del Informe realizado, está a cargo de otro inspector Nivel II
calificado en el mismo método de la inspección a revisar y que haya recibido una capacitación
de los criterios de aceptación y rechazo correspondientes a lo inspeccionado.
5. Registrar la fecha de emisión del registro de informe.
6. Registrar la numeración de las páginas del informe.
7. Registra la firma del cliente siempre que aplique y así lo requiera el cliente sin potestad alguna
de aprobación al informe.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 23 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 24 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
De forma general se puede observar el siguiente flujograma para conocer los pasos para la emisión
del informe pertinente.
Ilustración 1: Flujograma de emisión general de informes
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 24 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 25 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
8. SEGURIDAD Y SALUD EN EL TRABAJO
Para la realización de los trabajos relacionados a inspección con partículas magnetizables
será indispensable respetar las normas de seguridad y salud en el trabajo, de las cuales
resaltamos las que se indican a continuación.
USO DE EPP´S
El uso adecuado y obligatorio del equipo de protección personal básico para este
trabajo es el siguiente:
EQUIPO DE PROTECCIÓN INDIVIDUAL POR PUESTO DE TRABAJO
PUESTO DE
TRABAJO
Limpieza OK OK OK OK OK OK OK OK
Inspección OK OK OK OK OK
9. REGISTROS
ITQM-FO-05-02 Formato de Registro de levantamiento del yugo
ITQM-FO-05-07 Formato de Registro de contrastación de peso muerto.
ITQM-FO-05-01 Formato de Registro de intensidad de lámpara de luz negra
ITQM-FO-02-01 Formato de Registro de Inspección
ITQM-FO-05-08 Formato de Registro de concentración de partículas húmedas
fluorescentes
ITQM-FO-05-09 Formato de Registro de medición de luz ambiente y visible
10. ANEXOS
Anexo “A”.- MANUALES DE OPERACIÓN
ANEXO A1: Operación del yugo magnético
ANEXO A2: Operación De La Bobina Rígida
ANEXO A3: Verificación de concentración del baño de partículas magnetizables
húmedas
ANEXO A4: Operación del medidor de luz ultravioleta
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 25 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 26 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO A5: Verificación o contrastación de peso muerto
Anexo “B”.- TABLAS
Tabla.1 Periodos de calibración y verificación.
Tabla.2 Limite de trabajo
Tabla.3 Levantamiento mínima del yugo electromagnético.
Anexo “C”.- REGISTROS DE INSPECCION
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 26 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 27 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO “A”: MANUALES DE OPERACIÓN
ANEXO A1: OPERACIÓN DEL YUGO MAGNÉTICO
1. OBJETIVO
Operar del yugo electromagnético para magnetizar y desmagnetizar materiales con
propiedades magnéticas, para inspección por partículas magnétizables, de acuerdo
a parámetros establecidos.
2. DETALLE
MAGNETIZACIÓN
Verifique si el yugo electromagnético cumple con el chequeo del poder de
levantamiento. (Anexo C)
Verifique todos los cables que se encuentran en buen estado.
Conecte el yugo a la fuente de energía 110/ 220 voltios AC.
Coloque los polos (patas) a una distancia adecuada en la parte de
inspección.
Presione el interruptor del equipo para magnetizar la pieza (1/2 seg.)
Aplique las partículas sobre la superficie de la pieza
Observe si las partículas dan alguna indicación de discontinuidad en la
superficie de la pieza.
Evaluar el estado de la pieza, marcando con un lápiz de contraste, en caso
de existir una discontinuidad.
DESMAGNETIZACIÓN
a) Presionando el interruptor del equipo, proceda a realizar movimientos de la pieza,
girando, alejando y acercando las veces que sean necesarias.
b) Proceda a chequear la pieza con el indicador de campo residual, asegurándose que
el valor marcado sea igual a cero.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 27 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 28 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO A2: OPERACIÓN DE LA BOBINA RÍGIDA
1. OBJETIVO
Operar la bobina magnética para magnetizar y desmagnetizar materiales con
propiedades magnéticas, para inspección por partículas magnetizables, de acuerdo
a parámetros establecidos.
2. DETALLE
MAGNETIZACIÓN
Verifique la calibración vigente de la bobina.
Verifique todos los cables que se encuentran en buen estado.
Conecte la bobina a la fuente de energía 110/ 220 voltios AC dependiendo
del equipo.
Introducir el elemento a inspeccionar dentro de la bobina.
Presione el interruptor del equipo para magnetizar la pieza por el lapso de 1/2
seg.
Aplique las partículas sobre la superficie de la pieza
Observe si las partículas dan alguna indicación de discontinuidad en la
superficie de la pieza.
Evaluar el estado de la pieza, marcando con un lápiz de contraste o
marcador, en caso de existir una discontinuidad.
Tener presente la dirección de las líneas de campo, ya que discontinuidades
perpendiculares a esta serán las que aparezcan.
DESMAGNETIZACIÓN
a) Suponiendo polaridades N - S en el elemento inspeccionado, cambiar la posición
de la polaridad a S – N, ya sea sacando el elemento y poniéndolo en el otro
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 28 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 29 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
sentido Y-Y, o retirando la bobina y girando la bobina en su eje Y-Y para colocar
nuevamente en el elemento inspeccionado
b) Presionando el interruptor del equipo por 0,25 segundos.
c) Proceda a chequear la pieza con el indicador de campo residual, asegurándose
que el valor marcado sea igual a cero.
d) En caso de no ser cero, repetir los pasos a) y b)
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 29 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 30 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO A.3.- VERIFICACIÓN DE CONCENTRACIÓN DEL BAÑO DE PARTÍCULAS
MAGNETIZABLES HÚMEDAS
1.- OBJETIVO.
Obtener el rango de concentración del baño de partículas magnéticas en los tubos
de centrifugado
2.- DETALLE
a) Agite bien la suspensión, previamente preparada.
b) Ponga 100 ml. de suspensión de partículas magnéticas en el tubo de
centrifugado
c) Deje reposar la concentración en base de agua por 30 min.
Realice la observación de la marcación existente y registre el valor.
d) La concentración en partículas por contraste debe estar entre 0.10 – 0.40 ml por
100 ml. de mezcla total.
e) En caso de no estar entre los parámetros indicados, agregue más partículas a
la suspensión o agrega más elemento de suspensión (agua o derivado de
petróleo) lo que sea necesario.
f) Repita los pasos anteriores, hasta que la concentración sea la adecuada.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 30 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 31 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO A.4.- OPERACIÓN DEL MEDIDOR DE LUZ ULTRAVIOLETA
1.- OBJETIVO
Proveer al técnico, un proceso para obtener el rango permitido dentro de los
parámetros de intensidad de las lámparas de luz ultravioleta con el medidor de luz
ultravioleta.
2.- DETALLE
a) Encendido de lámpara de luz ultravioleta
Inspección de las conexiones eléctricas, para verificar cables en mal estado.
Revise que el filtro no esté fisurado, en caso de estarlo reemplacen.
Conecte la lámpara
Si la lámpara es de foco incandescente (bulbo de vapor mercurio) espere un
calentamiento de 10 minutos mínimo. Si se usa lámpara de leds este tiempo no
es requerido.
b) Ubicación del medidor de intensidad de luz ultravioleta.
Verifique que el medidor de intensidad tenga el certificado de verificación vigente
(este debe ser verificado cada 6 meses).
Coloque la foto célula del medidor de intensidad en el centro del rayo de luz
ultravioleta, a una distancia establecida de 15” ó 38cm. (distancia desde el foco
de la lámpara hasta la foto célula del equipo).
Lectura mínima permitida
1000 uW/cm²
NOTA:
Si no se obtiene cualesquiera de estas lecturas mínimas, debe reemplazarse la bombilla y
repetir los pasos de verificación de la intensidad.
Finalmente registre el valor leído en la tabla de control.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 31 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 32 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO A.5.- VERIFICACIÓN DEL YUGO POR MEDIO DEL PESO MUERTO
1.- OBJETIVO
Proveer al técnico, un proceso que garantice el estado operativo del yugo
magnético por medio de la verificación de la fuerza de levantamiento del
peso muerto.
2.- PROCEDIMIENTO DE LEVANTAMIENTO
a) Mantener un bloque de calibración para levantamiento (Peso muerto) con
calibración vigente.
b) Dependiendo de los requerimientos de la tabla, abrir las patas del yugo a la
medida respectiva.
Espacio entre 50 a 100 mm 100 a 150 mm
polos del yugo (2 a 4 in.) (4 a 6 in.)
Tipo de corriente Peso a levantar Peso a levantar
AC 10 lb. (45N)
DC 30 lb. (135 N) 50 lb. (225N)
c) Centrar y colocar sobre el peso muerto las patas del yugo
d) Pulsar el pulsador de encendido y levantar el peso muerto
e) Si el yugo no alcanza a levantar el peso, dicho yugo es descartado para su uso.
NOTA:
Mantener en un lugar de almacenamiento adecuado para que el patrón no se
golpee o se deteriore y así pierda sus especificaciones de peso.
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 32 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 33 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO “B”: TABLAS
Tabla B1.- PERIODOS DE CALIBRACIÓN/ VERIFICACIÓN
Ver en procedimiento ITQM-DO-05-02: Calibración y Verificación de equipos críticos
Tabla B2.- LIMITES DE TRABAJO
EQUIPO/ INSTRUMENTO MEDIDA Origen
Luz visible. Blanca. Mayor a 100 pies/
ASTM E 709
candelas (1076 luxes)
Luz negra Mayor a 1000 uW/cm^2 ASTM E 709
Luz visible dentro cuarto Menor a 2 pies/
ASTM E 709
oscuro candelas
Concentración Partículas
húmedas fluorescentes/ 0.1 – 0.4 ml/ 100 ml ASTM E 709
Base Agua
Medición de luz ambiente Cada seis meses. Si el
en área oscura de trabajo área de trabajo es la
misma o se lo hace ASTM E 709
repetitivamente ó
Semanal
Nota: Utilizar el estándar ASTM E709 de la última edición
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 33 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 34 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO “C”: REGISTROS DE INSPECCION
ANEXO C1: VERIFICACION DEL YUGO POR MEDIO DEL PESO MUERTO
FECHA: REV.:
VERIFICACIONES
F O R M A T O : IT Q M - F O - 0 5 - 0 2
IN S P E C T IO N TO T A L QUA LIT Y MA N A G E M E N T WWW.S E R V IC IO S - IT Q M .C O M
VERIFICACION DE YUGO CON LEVANTAMIENTO DE PESO MUERTO
DATOS GENERALES DEL EQUIPO VERIFICADO
EQUIPO: Yugo Magnético
PATRON DE VERIFICACION
EQUIPO: BLOQUE DE PESO MUERTO
SERIE: 11147 MARCA: PARKER PESO: 10 LBS MODELO: TB - 10
Fecha de
11-dic-05
Calibración:
VERIFICACION
LEVANTAMIENTO TECNICO TECNICO REVISADO REVISADO
FECHA SERIE MODELO MARCA
A CEP TA DO/ RECHA ZA DO (Nom bre) (Firm a) (Nom bre) (Firm a)
ESQUEMAS Y/O FOTOS PATRON
REALIZADO POR: Observaciones:
Nombre :
- El yugo debe levantar 10 lb utilizando AC y con una separación de patas es de 2 a 4"
Fecha : Firma :
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 34 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 35 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO C2: CONTROL DE INTENSIDAD DE LUZ ULTRAVIOLETA.
CONTRASTACION: REV.:
CLIENTE: ORIGEN:
LOCACION:
FECHA:
IT Q M - F O - 0 8 - 0 1
IN S P E C T IO N TO T A L QUA LIT Y MA N A G E M E N T WWW.S E R V IC IO S - IT Q M .C O M
R E V . 0 B Y H .S .
CONTRASTACION - LAMPARA LUZ ULTRAVIOLETA
DATOS GENERALES DEL EQUIPO CONTRASTADO
EQUIPO: Lampara de Luz Negra MODELO:
SERIE: MARCA:
PATRON DE CALIBRACION
EQUIPO:
SERIE: MARCA:
RANGO: µW/ cm^2 µW/ cm^2
Fecha de
Próxima Calibración:
Calibración:
CONTRASTACION DE INTENSIDAD DE LAMPARA DE LUZ ULTRAVIOLETA
INTENSIDAD RENDIMIENTO TECNICO TECNICO CLIENTE CLIENTE
FECHA
(> 1000 µW/ cm^2) Aceptado/ Rechazado (Nom bre) (Firm a) (Nom bre) (Firma)
ESQUEMAS Y/O FOTOS
Observaciones: - La distancia entre la lampara y el sensor del medidor de luz negra es de 15" (38cm)
- Calibración antes de cada trabajo
REALIZADO POR: FISCALIZADO POR: RECIBIDO POR:
Nombre : Nombre : Nombre :
Fecha : Firma : Fecha : Firma : Fecha : Firma :
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 35 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 36 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO C3: REGISTRO DE INSPECCIÓN
REV.:
# INFORME:
Review
CLIENTE:
Customer
LOCACIÓN: ORIGEN:
Location Origin
FECHA FIN TRABAJO: PAGINA:
Job End Date
de
Page
IN S P E C T IO N T O T A L Q UA LIT Y M A N A G E M E N T . S e rv ic io s de Ins pe c c ió n y G e s t ió n de C a lida d F O R M A T O : IT Q M - F O - 0 2 - 0 1
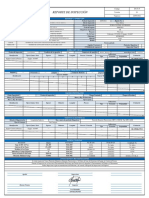
REPORTE DE INSPECCIÓN CON PARTÍCULAS MAGNETIZABLES
Magnetic Particles Inspection Report
Equipo Magnetizador : YUGO S/N: ITQM-YU-03 Fecha Verificación : 15-nov-17 Próx. Verificación : 15-may-18
Equipment of Magnetize Serial Number Verification Date Verification Next
Método de Magnetización : Continua X Residual Desmagnetización : SI NO X Gausímetro S/N: N/A
Method of Magnetization Continuous Remainder Demagnetizing Gauss Meter S/N
Tipo de Partículas : Secas Visibles Denominación Comercial : Magnaglo 20 b Concentración : N/A
Type o f P articles Co mmercial Deno minatio n Co ncentratio n
Medidor Luz Negra S/N: ITQM-LNB-01 Fecha Calibración : 1-jun-17 Próx. Verificación : 1-jun-18
Lampara S/N: N/A Radiometer Calibration Date Verification Next
Black Light Medidor Luz Visible S/N : ITQM-LNB-01 Fecha Calibración : 1-jun-17 Próx. Verificación : 1-jun-18
Visible Light Meter Calibration Date Verification Next
Intensidad Luz Negra: N/A µW/cm^2 Intensidad Luz Blanca : > 1076 Luxes Intensidad Luz Ambiente: N/A Luxes
UV-A light intensity Visible light intensity Ambient light intensity
Estructura - Planta de Desodorizacion
Descripción: Juntas de soldadura Nivel 0.0/ Eje 1D/ Columna CM-6
Description
IDENTIFICACIÓN INSPECCIÓN DISCONTINUIDADES RE-INSPECCIÓN
Resultado Resultado
TIPO
LONGITUD POSICION
SOLDADURA SOLDADOR FECHA TIPO SOLDADOR FECHA
Aceptado Rechazado (m m ) (m m ) Aceptado Rechazado
Procedimiento : ITQM-DO-02-02-01 Código / Estándar : Código / Estándar : ASTM E709
Procedure Aceptación/ Rechazo Procedimiento
Resultados Obtenidos: -
Obtained Results
Observaciones :
Remarks
Estado Final : Solicitado por :
Final Condition Requested by
TRABAJO REALIZADO POR (OI): REVISADO Y APROBADO POR (OI): CLIENTE (Si lo Aplica):
Nombre: Nombre: Nombre:
Cargo: Inspector Nivel I. SNT-TC-1A Cargo: Cargo:
Firma: Fecha Emisión: Firma: Fecha: Firma:
Servicios de Inspección y Gestion de Calidad
Telefax: 593-2-3880668/ Cel.: 0981419438/ WWW.SERVICIOS-ITQM.COM/ Em ail: info@servicios-itqm .com
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 36 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 37 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO C4: REGISTRÓ DE CONCENTRACIÓN DE PARTÍCULAS
ORDEN DE TRABAJO : REV.:
0
Work Order Review
CLIENTE :
Customer
LOCACION : ORIGEN:
Location Origin
FECHA :
Date
IT Q M - F O - 0 5 - 0 8
IN S P E C T IO N T O T A L Q UA LIT Y M A N A G E M E N T . S e rv ic io s de Ins pe c c ió n y G e s t ió n de C a lida d
CONCENTRACION DE PARTICULAS
DATOS GENERALES DEL EQUIPO CONTRASTADO
EQUIPO: Pipeta de decantación de Particulas Magnetizables
SERIE: CAPACIDAD: 100 ml
CONTRASTACION
CONCENTRACION CONCENTRACION TECNICO TECNICO Cliente/Supervisor Cliente/Supervisor
FECHA BOMBA
(ml) A CEP TA DO/ RECHA ZA DO (Nom bre) (Firm a) (Nom bre) (Firm a)
ESQUEMAS Y/O FOTOS
Observaciones: Debe decantar 30 min y la medida de concentración debe estar entre 0,1 - 0,4 ml por 100 ml.
SUPERVISOR ITQM INSPECTOR/ Nivel II SNT-TC-1A REPRESENTANTE DEL CLIENTE
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 37 de 38
Nº.: ITQM-DO-02-01-01
PROCEDIMIENTO DE INSPECCIÓN POR Rev.: 9 Pág. 38 de 38
PARTÍCULAS MAGNETIZABLES Fecha: Enero 02/ 2019
Por: H. Simbaña
INSPECTION TOTAL QUALITY MANAGEMENT FORMATO: ITQM-FO-01-01
ANEXO C5: REGISTRO DE MEDICIÓN DE LUZ AMBIENTE Y VISIBLE
ORDEN DE TRABAJO : REV.:
0
Work Order Review
CLIENTE :
Customer
LOCACION : ORIGEN:
Location Origin
FECHA :
Date
F O R M A T O : IT Q M - F O - 0 5 - 0 9
IN S P E C T IO N T O T A L Q UA LIT Y M A N A G E M E N T . S e rv ic io s de Ins pe c c ió n y G e s t ió n de C a lida d
BY HS
MEDICION DE LUZ VISIBLE
EQUIPO DE MEDICION
EQUIPO: Medidor de luz visible MODELO:
SERIE: MARCA:
RANGO: LUXES HASTA LUXES
Fecha de
Próxima Calibración:
Calibración:
CONTRASTACION DE INTENSIDAD DE LAMPARA DE LUZ ULTRAVIOLETA
INTENSIDAD ZONA TECNICO TECNICO CLIENTE CLIENTE
FECHA
(LUX) INSPECCIONADA (Nom bre) (Firm a) (Nom bre) (Firma)
ESQUEMAS Y/O FOTOS
Observaciones: - Luz ambiente maxima 21,5 luxes para trabajar con luz negra y 1076 luxes minimo para trabajar con luz visible.
SUPERVISOR ITQM INSPECTOR/ Nivel II SNT-TC-1A REPRESENTANTE DEL CLIENTE
SERVICIOS ITQM S.A. / Servicios de Inspección y Gestión de Calidad
Tel.: 0981419438 / 3880668
Email: info@servicios-itqm.com
WWW.SERVICIOS-ITQM.COM
Pág. 38 de 38
También podría gustarte
- Procedimiento para Limpieza Interior de Tanques de Almacenamiento de CrudoDocumento10 páginasProcedimiento para Limpieza Interior de Tanques de Almacenamiento de CrudoE&E - SUPERVISIÓN HSE67% (3)
- NDT SETE-PROC-IND-MT-001 - Rev.15 (PARTICULAS MAGNETICAS HUMEDAS FLUORESCENTES)Documento23 páginasNDT SETE-PROC-IND-MT-001 - Rev.15 (PARTICULAS MAGNETICAS HUMEDAS FLUORESCENTES)Karen AguirreAún no hay calificaciones
- Instructivo TC GO IT 089 MontacargasDocumento43 páginasInstructivo TC GO IT 089 MontacargasCarlos Felipe Orjuela Ramírez100% (2)
- DS-1 Volume 3 - 4th Edition Spanish PDFDocumento127 páginasDS-1 Volume 3 - 4th Edition Spanish PDFRodrigo JeldesAún no hay calificaciones
- GOP-F-116 Informe de Inspección para Casing y Tubing No OperativosDocumento1 páginaGOP-F-116 Informe de Inspección para Casing y Tubing No OperativosNubia BarreraAún no hay calificaciones
- IzajeDocumento6 páginasIzajeRuben MorilloAún no hay calificaciones
- Api Recommended Practice 8BDocumento26 páginasApi Recommended Practice 8BmauroAún no hay calificaciones
- MT-VT Power Swivel 0146 Rev. Rechazado 46456-1-2Documento2 páginasMT-VT Power Swivel 0146 Rev. Rechazado 46456-1-2Fabián Alejandro HidalgoAún no hay calificaciones
- NDT RT - Asme - 003 - 10Documento21 páginasNDT RT - Asme - 003 - 10Jimmy David Espinoza MejiaAún no hay calificaciones
- 05-Medicion de EspesoresDocumento2 páginas05-Medicion de EspesoresericvolAún no hay calificaciones
- Reporte Gancho 1346Documento1 páginaReporte Gancho 1346Moises Quispe MendozaAún no hay calificaciones
- Cuña Drill PipeDocumento5 páginasCuña Drill PipeDelsy100% (1)
- Procedimiento GWTDocumento15 páginasProcedimiento GWTCarolina PBAún no hay calificaciones
- Reporte de inspección visual tanque nitrógenoDocumento4 páginasReporte de inspección visual tanque nitrógenoRodolfoAún no hay calificaciones
- Procedimientos UT-MT-AWS-D1. 5Documento23 páginasProcedimientos UT-MT-AWS-D1. 5JuanDavidGrimaldosDiaz100% (1)
- King Pin - R69540Documento1 páginaKing Pin - R69540Gestión HSEQ AutomontAún no hay calificaciones
- E709 95Documento44 páginasE709 95ndtendAún no hay calificaciones
- Exposición Casing SlipsDocumento6 páginasExposición Casing SlipsRodrigoAún no hay calificaciones
- Air Tanks Espesores de Pared Nov 2018 PDFDocumento41 páginasAir Tanks Espesores de Pared Nov 2018 PDFJUAN JOSE VESGA RUEDAAún no hay calificaciones
- Inspección de conexión caja para detección de fisuras por calentamientoDocumento9 páginasInspección de conexión caja para detección de fisuras por calentamientoLEVI HERNANDEZAún no hay calificaciones
- Opf - 19 Reporte de Inspección Tuberia Drill Pipe LeviDocumento1 páginaOpf - 19 Reporte de Inspección Tuberia Drill Pipe LeviLevi HernandezAún no hay calificaciones
- API RP 8B-2014 + Add.1 March 2019 + Errata 1 August 2019 TraducidaDocumento26 páginasAPI RP 8B-2014 + Add.1 March 2019 + Errata 1 August 2019 Traducidasantiago porrasAún no hay calificaciones
- Greene Richard Valvulas Seleccion Uso YDocumento285 páginasGreene Richard Valvulas Seleccion Uso Ylury arevaloAún no hay calificaciones
- Ith-Pi-Mvl-Co-04 Inspeccion Electromagnetica para Detecccion de Fallas LongitudinalesDocumento10 páginasIth-Pi-Mvl-Co-04 Inspeccion Electromagnetica para Detecccion de Fallas LongitudinalesLEVI HERNANDEZAún no hay calificaciones
- Proc. Insp. para Llaves de PotenciaDocumento6 páginasProc. Insp. para Llaves de PotenciaLEVI HERNANDEZAún no hay calificaciones
- (Procedimiento Inspeccion VisualDocumento6 páginas(Procedimiento Inspeccion VisualBrayan NavarroAún no hay calificaciones
- Inspección y Evaluación de Plancha King PinDocumento7 páginasInspección y Evaluación de Plancha King PinDheverlynt Patilla HuanayAún no hay calificaciones
- Reporte Utpa SPM 19 100Documento3 páginasReporte Utpa SPM 19 100Willder MojicaAún no hay calificaciones
- Gop-Pr-046 Planeación Ejecución y Verificación Linea de Aseguramiento Qa-QcDocumento27 páginasGop-Pr-046 Planeación Ejecución y Verificación Linea de Aseguramiento Qa-QcNubia BarreraAún no hay calificaciones
- Reporte de Inspeccion Cabeza de CementacionDocumento2 páginasReporte de Inspeccion Cabeza de Cementacionelkin dario EcheverriAún no hay calificaciones
- IN-07-F REPORTE DE INSPECCIÓNDocumento2 páginasIN-07-F REPORTE DE INSPECCIÓNLevi Hernandez100% (1)
- PROCEDIMIENTO DE INSPECCION MTsDocumento8 páginasPROCEDIMIENTO DE INSPECCION MTsHarleyAGAún no hay calificaciones
- NDT Ut - Asme - 001 - 10Documento17 páginasNDT Ut - Asme - 001 - 10Jimmy David Espinoza MejiaAún no hay calificaciones
- Servicio de Ensayos No Destructivos y deDocumento18 páginasServicio de Ensayos No Destructivos y deJair PadillaAún no hay calificaciones
- Inspeccion Phased ArrayDocumento14 páginasInspeccion Phased ArrayJosé CassinaAún no hay calificaciones
- Inspección visual de piezas de aceroDocumento9 páginasInspección visual de piezas de aceroJose GuerraAún no hay calificaciones
- Instructivo TC GO IT 197 WinchesDocumento28 páginasInstructivo TC GO IT 197 WinchesCarlos Felipe Orjuela RamírezAún no hay calificaciones
- NEC-Go-Ft-077 Reporte de Inspeccion Poste Manual TongDocumento2 páginasNEC-Go-Ft-077 Reporte de Inspeccion Poste Manual Tongelkin dario EcheverriAún no hay calificaciones
- Ad NDT Spmi Utpa 001 Asme ViiiDocumento35 páginasAd NDT Spmi Utpa 001 Asme ViiijkdeAún no hay calificaciones
- P-Bv-Coga-0003 (Original) Rt-Asme B31.3-1Documento31 páginasP-Bv-Coga-0003 (Original) Rt-Asme B31.3-1BlasCarbajalAún no hay calificaciones
- Calculo de Error Con Un CalibradorDocumento7 páginasCalculo de Error Con Un CalibradorsandraAún no hay calificaciones
- Por Qué Inspeccionar Elementos de IzajesDocumento2 páginasPor Qué Inspeccionar Elementos de IzajesJulio Cesar RodriguezAún no hay calificaciones
- Particulas MagneticasDocumento41 páginasParticulas MagneticasCristhian Alcocer PolancoAún no hay calificaciones
- Inspección de PasadoresDocumento8 páginasInspección de PasadoresGalaMartinezAún no hay calificaciones
- Criterio de Rechazo API RP 4GDocumento1 páginaCriterio de Rechazo API RP 4GÁngel BermúdezAún no hay calificaciones
- INSPECCIONES NDT Y CERTIFICADOS DE EQUIPO CRÍTICO RIG SAXON 138Documento4 páginasINSPECCIONES NDT Y CERTIFICADOS DE EQUIPO CRÍTICO RIG SAXON 138JUAN JOSE VESGA RUEDAAún no hay calificaciones
- Inspeccion Bloque ViajeroDocumento3 páginasInspeccion Bloque ViajeroDidier MorenoAún no hay calificaciones
- NDT RT - Asme - 002 - 10Documento20 páginasNDT RT - Asme - 002 - 10Jimmy David Espinoza MejiaAún no hay calificaciones
- Certificado 001-0275-2020 PDFDocumento3 páginasCertificado 001-0275-2020 PDFGuillermo Linares VásquezAún no hay calificaciones
- RT - Nivel - II - Capítulo - X - Original............. INTERPRETACION PDFDocumento60 páginasRT - Nivel - II - Capítulo - X - Original............. INTERPRETACION PDFynmer_cervantesAún no hay calificaciones
- Quinta Rueda TRJ-300Documento1 páginaQuinta Rueda TRJ-300Carlos Reina100% (1)
- C-NS10 0-0001 Norma de Inspecciones de Componentes y Tuberías de Alta PresiónDocumento28 páginasC-NS10 0-0001 Norma de Inspecciones de Componentes y Tuberías de Alta PresiónAgustinAún no hay calificaciones
- GOP-PR-002 Puesta A Punto V003Documento18 páginasGOP-PR-002 Puesta A Punto V003Nubia BarreraAún no hay calificaciones
- Opf - 05 Reporte de Inspección PoleasDocumento1 páginaOpf - 05 Reporte de Inspección PoleasLEVI HERNANDEZAún no hay calificaciones
- Astm 1417Documento19 páginasAstm 1417Janstian GuizaoAún no hay calificaciones
- Te-End-It-014 Procedimiento Técnico para Inspección Por Partículas MagnéticasDocumento9 páginasTe-End-It-014 Procedimiento Técnico para Inspección Por Partículas Magnéticasjazmin bayonaAún no hay calificaciones
- Ultrasonidos: Nivel IIDe EverandUltrasonidos: Nivel IICalificación: 5 de 5 estrellas5/5 (1)
- INSPECCIÓN MAGNETIZABLEDocumento54 páginasINSPECCIÓN MAGNETIZABLEWladimir RuizAún no hay calificaciones
- ITQM DO 02 14 - Conexion - CabezalDocumento21 páginasITQM DO 02 14 - Conexion - CabezalWladimir RuizAún no hay calificaciones
- Procedimiento de Izaje V.02Documento14 páginasProcedimiento de Izaje V.02Joan VarasAún no hay calificaciones
- L2 Refuerzo SER L2 EETT Subestaciones de RectificaciónDocumento119 páginasL2 Refuerzo SER L2 EETT Subestaciones de RectificaciónMauro Abssalon Saire VallejosAún no hay calificaciones
- Izaje de CargasDocumento34 páginasIzaje de CargasE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Procedimiento de soldadura eléctrica seguraDocumento14 páginasProcedimiento de soldadura eléctrica seguraE&E - SUPERVISIÓN HSEAún no hay calificaciones
- PROCEDIMIENTO CAMBIO SPOOL 6 in - 12inDocumento5 páginasPROCEDIMIENTO CAMBIO SPOOL 6 in - 12inE&E - SUPERVISIÓN HSEAún no hay calificaciones
- PermisoTrabajoTanqueDocumento6 páginasPermisoTrabajoTanqueE&E - SUPERVISIÓN HSEAún no hay calificaciones
- 00glb-Seg-Prg-003 - F-08 - AtsDocumento2 páginas00glb-Seg-Prg-003 - F-08 - AtsE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Listado de Sustancias QuimicasDocumento1 páginaListado de Sustancias QuimicasE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Check List Herramientas Manuales 18.11Documento1 páginaCheck List Herramientas Manuales 18.11E&E - SUPERVISIÓN HSEAún no hay calificaciones
- Ast 01-06-2022Documento4 páginasAst 01-06-2022E&E - SUPERVISIÓN HSEAún no hay calificaciones
- Andamios MultidireccionalesDocumento1 páginaAndamios MultidireccionalesE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Desalojo de Desechos 12-06-2022Documento1 páginaDesalojo de Desechos 12-06-2022E&E - SUPERVISIÓN HSEAún no hay calificaciones
- Inspección Mensual de ExtintoresDocumento2 páginasInspección Mensual de ExtintoresE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Granalla mineral GSR fichaDocumento5 páginasGranalla mineral GSR fichaE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Inspección de esmeril de mano deDocumento2 páginasInspección de esmeril de mano deIvan de Jesus Flores PerezAún no hay calificaciones
- Proteccion Contra CaidasDocumento1 páginaProteccion Contra CaidasE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Charla ASTDocumento1 páginaCharla ASTE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Maquina de Soldar Con GeneradorDocumento1 páginaMaquina de Soldar Con GeneradorE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Tarjeta AndamioDocumento3 páginasTarjeta AndamioE&E - SUPERVISIÓN HSEAún no hay calificaciones
- DesengrasanteDocumento5 páginasDesengrasanteE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Procedimiento Seguro Protección CatódicaDocumento16 páginasProcedimiento Seguro Protección CatódicaE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Procedimiento de Medicion - Espesores - REV4Documento33 páginasProcedimiento de Medicion - Espesores - REV4E&E - SUPERVISIÓN HSEAún no hay calificaciones
- Procedimiento Armado de Andamios.Documento5 páginasProcedimiento Armado de Andamios.E&E - SUPERVISIÓN HSEAún no hay calificaciones
- Procedimiento de soldadura eléctricaDocumento13 páginasProcedimiento de soldadura eléctricaE&E - SUPERVISIÓN HSEAún no hay calificaciones
- 10 MSDS Petroleo Diesel-PRIMAXDocumento6 páginas10 MSDS Petroleo Diesel-PRIMAXAarón BalvínAún no hay calificaciones
- MEDEVACDocumento16 páginasMEDEVACE&E - SUPERVISIÓN HSEAún no hay calificaciones
- Fase 2 - Estudio de Caso Sobre Las Generalidades de La Microeconomía - 16Documento8 páginasFase 2 - Estudio de Caso Sobre Las Generalidades de La Microeconomía - 16jcoAún no hay calificaciones
- 1 Magia de CassielDocumento22 páginas1 Magia de CassielLuz Myrian Forero DiazAún no hay calificaciones
- Protocolo comunicaciones y plan incentivos bicicleteríaDocumento12 páginasProtocolo comunicaciones y plan incentivos bicicleteríayineth balanta minaAún no hay calificaciones
- MatricesDocumento4 páginasMatricesalejandroAún no hay calificaciones
- My Life and WorkDocumento169 páginasMy Life and WorkJuan C QuinteroAún no hay calificaciones
- Trabajo Integrador Proyecto OrganizacionalDocumento4 páginasTrabajo Integrador Proyecto OrganizacionalJoaquin RodriguezAún no hay calificaciones
- Palacios Gomez - Stefano - 4D - Ensayo NS 2Documento9 páginasPalacios Gomez - Stefano - 4D - Ensayo NS 2STEFANO GABRIEL PALACIOS GOMEZAún no hay calificaciones
- Willmer DrullardDocumento4 páginasWillmer DrullardWillmer Drullard TejadaAún no hay calificaciones
- Manejo de AlmacenDocumento4 páginasManejo de Almacenurayoy15Aún no hay calificaciones
- Inteligencias Múltiples: Vargas Llosa, Tankian, Pitágoras y másDocumento3 páginasInteligencias Múltiples: Vargas Llosa, Tankian, Pitágoras y másanvaviAún no hay calificaciones
- Alcaldía Mayor de Bogotá Instituto de Desarrollo Urbano: PkidDocumento9 páginasAlcaldía Mayor de Bogotá Instituto de Desarrollo Urbano: PkidHarold RobayoAún no hay calificaciones
- Evolución Teorías FinancierasDocumento3 páginasEvolución Teorías FinancierasSamith Jose Centanaro Perez100% (1)
- Construyendo mensajes de pazDocumento2 páginasConstruyendo mensajes de pazsonaly karen huaman torres100% (1)
- Capacitación SAW Memorias - CinsaDocumento13 páginasCapacitación SAW Memorias - Cinsajimmyrojas1980100% (1)
- Como Hacer Un Articulo CientificoDocumento14 páginasComo Hacer Un Articulo Cientificonancy riveraAún no hay calificaciones
- Prueba de Diagnostico Tecnologia 8 BasicoDocumento4 páginasPrueba de Diagnostico Tecnologia 8 BasicoCaroline Renee Rojas MirandaAún no hay calificaciones
- Determinación del centro de masaDocumento7 páginasDeterminación del centro de masaGerson Favio Diaz choqueAún no hay calificaciones
- 7 de Abril Día Mundial de La SaludDocumento2 páginas7 de Abril Día Mundial de La SaludLuis Carlos SoplapucoAún no hay calificaciones
- Orientado A Objetos-Baque HamiltonDocumento5 páginasOrientado A Objetos-Baque HamiltonHamilton Baque EriqueAún no hay calificaciones
- Entrevista A Los Padres de FamiliaDocumento7 páginasEntrevista A Los Padres de FamiliaKss SalasAún no hay calificaciones
- Ejercicio2 Con ESDocumento4 páginasEjercicio2 Con ESjcallejero2004Aún no hay calificaciones
- Efectividad de Trampas y Cebos en La Captura de Micromamíferos en El KMDocumento9 páginasEfectividad de Trampas y Cebos en La Captura de Micromamíferos en El KMRicardo AbadieAún no hay calificaciones
- 3 - Nuevas Palabras, Nuevos MundosDocumento4 páginas3 - Nuevas Palabras, Nuevos Mundosbibliotecaedaic0% (1)
- Trastorno Obsesivo-CompulsivoDocumento5 páginasTrastorno Obsesivo-CompulsivoKaren Catari100% (1)
- Vías Intravenosas: Administración y ProcedimientoDocumento8 páginasVías Intravenosas: Administración y ProcedimientoDiegoAún no hay calificaciones
- ¿Quieres Saber Porque en La Santería Se SacrificanDocumento2 páginas¿Quieres Saber Porque en La Santería Se SacrificanManuel SuárezAún no hay calificaciones
- Control Motor Paso A PasoDocumento2 páginasControl Motor Paso A PasoJunior Ademir Flores VargasAún no hay calificaciones
- UPE - Centro de Idiomas - InGLES - Nivel 1Documento7 páginasUPE - Centro de Idiomas - InGLES - Nivel 1Mica SalinasAún no hay calificaciones
- Introduccion A Los Procesos ProductivosDocumento12 páginasIntroduccion A Los Procesos Productivosdaniel80% (5)
- Posicionamiento de Una Antena Satelital - Ubicacion de SateliteDocumento3 páginasPosicionamiento de Una Antena Satelital - Ubicacion de SateliteJames JaspersAún no hay calificaciones