También podría gustarte
- Cortadora de Papel para PiñatasDocumento17 páginasCortadora de Papel para PiñatasJoel A. Matu GilAún no hay calificaciones
- Lab - 03 Ingeniería Básica InvestigaciónDocumento14 páginasLab - 03 Ingeniería Básica InvestigaciónHenry Abdón CandiaAún no hay calificaciones
- Circuitos impresos DonnerDocumento13 páginasCircuitos impresos Donnerelianar23Aún no hay calificaciones
- Cortadora de HiloDocumento8 páginasCortadora de HiloStephy FuentesAún no hay calificaciones
- Diagnostico y PropuestaDocumento10 páginasDiagnostico y PropuestaMilton GarciaAún no hay calificaciones
- Diseño de cortadora láser mediante QFDDocumento5 páginasDiseño de cortadora láser mediante QFDBryan GuilcapiAún no hay calificaciones
- MicroprocesadoresDocumento34 páginasMicroprocesadoresmaxiff4321Aún no hay calificaciones
- UntitledDocumento18 páginasUntitledOscar UribeAún no hay calificaciones
- Graficadora CNCDocumento56 páginasGraficadora CNCJose Gonzalez0% (1)
- 03 Actividad 3Documento1 página03 Actividad 3Mariana BringasAún no hay calificaciones
- BaronDocumento9 páginasBaronRonaldoAún no hay calificaciones
- Manual de Operacion CNCDocumento11 páginasManual de Operacion CNCDemian Venegas SalgadoAún no hay calificaciones
- Triptico Cherui03030Documento2 páginasTriptico Cherui03030Jacksito Guevara50% (2)
- Proyecto Maquina CNCDocumento27 páginasProyecto Maquina CNCElkin Javier RodriguezAún no hay calificaciones
- Trabajo 1 GrupoIVDocumento30 páginasTrabajo 1 GrupoIVIsmael LingánAún no hay calificaciones
- Motor Paso A Paso (Parte 2.1Documento14 páginasMotor Paso A Paso (Parte 2.1EDUARDO GARCIA CORTÉSAún no hay calificaciones
- PROYECTO CNC-FinalDocumento17 páginasPROYECTO CNC-FinalLeidy VelascoAún no hay calificaciones
- Procdef PR12 82Documento17 páginasProcdef PR12 82Arii SalvadorAún no hay calificaciones
- Monografia - Equipo 5Documento27 páginasMonografia - Equipo 5García Pérez Ricardo DanielAún no hay calificaciones
- Ficha técnica impresora 3D Makerbot ReplicatorDocumento4 páginasFicha técnica impresora 3D Makerbot ReplicatorcheAún no hay calificaciones
- Máquinas Secuenciales: Diseño de un detector de secuencia 110 y un contador mod 30 de números primosDocumento5 páginasMáquinas Secuenciales: Diseño de un detector de secuencia 110 y un contador mod 30 de números primosEdissonAún no hay calificaciones
- Lab - 06 Ingeniería de DetalleDocumento5 páginasLab - 06 Ingeniería de DetalleHenry Abdón CandiaAún no hay calificaciones
- Presentacion Final INMEDocumento36 páginasPresentacion Final INMEXavier J. Aguilar GarcíaAún no hay calificaciones
- Com 1 Investigación Procesos CNCDocumento10 páginasCom 1 Investigación Procesos CNCBerelym DjAún no hay calificaciones
- Creacion de Prototipo de Maquina CNCDocumento6 páginasCreacion de Prototipo de Maquina CNCCesar Gabriel Chunga LadinesAún no hay calificaciones
- Modelo para Matriz de Corte y EmbutidoDocumento42 páginasModelo para Matriz de Corte y Embutidoleopoldodaniel50% (2)
- Diseño máquina tracción chasisesDocumento51 páginasDiseño máquina tracción chasisesJhon Carlos Aquino CalizayaAún no hay calificaciones
- CNC Corte de Poliestireno ExpandidoDocumento4 páginasCNC Corte de Poliestireno ExpandidoToNny Ñ Ñ LopAún no hay calificaciones
- Tecnología de Mecanizado Moderna (Láser, Fresadora CNC)Documento11 páginasTecnología de Mecanizado Moderna (Láser, Fresadora CNC)fabiancvargasAún no hay calificaciones
- Ficha Tecnica de Impresora 3dDocumento4 páginasFicha Tecnica de Impresora 3destevan gutierrezAún no hay calificaciones
- Maquina Roscadora de PVC (1) (1) (8) (1)Documento8 páginasMaquina Roscadora de PVC (1) (1) (8) (1)barahonal399Aún no hay calificaciones
- Universidad Tecnológica Boliviana 1.1 CNC Exposicion Miercoles 31Documento9 páginasUniversidad Tecnológica Boliviana 1.1 CNC Exposicion Miercoles 31Alex Paredes SaavedraAún no hay calificaciones
- Universidad Tecnológica Boliviana 1.1 CNC Exposicion Miercoles 19Documento8 páginasUniversidad Tecnológica Boliviana 1.1 CNC Exposicion Miercoles 19Alex Paredes SaavedraAún no hay calificaciones
- Sistemas Avanzados RobotizadosDocumento7 páginasSistemas Avanzados RobotizadosLuis SanchezAún no hay calificaciones
- Iempmi - Cad Cam CNC Presentación 1Documento133 páginasIempmi - Cad Cam CNC Presentación 1Lucas Cifuentes AbacaAún no hay calificaciones
- Impresora y Fresadora v2 PDFDocumento9 páginasImpresora y Fresadora v2 PDFEduardo RosalesAún no hay calificaciones
- Dobladora EspañolDocumento23 páginasDobladora EspañolSharlyn DuarteAún no hay calificaciones
- Diseño de Una Impresora de Circuitos Electronicos Mediante Control NumercioDocumento208 páginasDiseño de Una Impresora de Circuitos Electronicos Mediante Control Numercioalanvazquezp99Aún no hay calificaciones
- Iniciación al diseño de circuitos impresos con Altium DesignerDe EverandIniciación al diseño de circuitos impresos con Altium DesignerAún no hay calificaciones
- INFORMEDocumento12 páginasINFORMEgabrielcarraacal49Aún no hay calificaciones
- ExtrusoraDocumento189 páginasExtrusoraJose VergaraAún no hay calificaciones
- Arquitectura Computadoras LabDocumento13 páginasArquitectura Computadoras LabJano Jesus AlexAún no hay calificaciones
- Lab 02 MultisimDocumento13 páginasLab 02 MultisimAzucena Reyna Ku AlanyaAún no hay calificaciones
- Perfil Del Proyecto3Documento4 páginasPerfil Del Proyecto3Diego CorralesAún no hay calificaciones
- Profesor (Es) Responsable(s) :: Titulación: Curso: 2ºDocumento4 páginasProfesor (Es) Responsable(s) :: Titulación: Curso: 2ºSumosolAún no hay calificaciones
- ANteproyecto Router CNCDocumento11 páginasANteproyecto Router CNCL'uis Guillermoo Carreto HernandezAún no hay calificaciones
- Diseño de máquina semiautomática para fabricación de bloques de cementoDocumento15 páginasDiseño de máquina semiautomática para fabricación de bloques de cementojhonelAún no hay calificaciones
- Paper Bomba HidraulicaDocumento17 páginasPaper Bomba HidraulicaÑalyFabianLucasAún no hay calificaciones
- Reporte de Práctica 3 - CNC - EquipoDocumento14 páginasReporte de Práctica 3 - CNC - EquipoLuis MartínezAún no hay calificaciones
- Lab 2Documento14 páginasLab 2Anonymous I2TzFCAún no hay calificaciones
- Maquinas ProgramablesDocumento18 páginasMaquinas ProgramablesEduardo Lezama BurgaAún no hay calificaciones
- Tarea 6 Anaya Amador Echevarria Gonzalez Gudiño Mec 8 2Documento22 páginasTarea 6 Anaya Amador Echevarria Gonzalez Gudiño Mec 8 2alberto.am0104Aún no hay calificaciones
- TallerSWAIO V8iDocumento157 páginasTallerSWAIO V8iLinolas CruzadoAún no hay calificaciones
- Proyecto Puente LevadizoDocumento7 páginasProyecto Puente LevadizoRonald Alarcón CañariAún no hay calificaciones
- Guia Diseño de Sistemas Hidráulicosl - TAI - 170Documento9 páginasGuia Diseño de Sistemas Hidráulicosl - TAI - 170wilson camilo tapue riveraAún no hay calificaciones
- Robots en Paralelo y PlanaresDocumento21 páginasRobots en Paralelo y Planaresjhon celis mendezAún no hay calificaciones
- Lab07 - Sierra Alternativa - Componentes Normalizados-3Documento8 páginasLab07 - Sierra Alternativa - Componentes Normalizados-3AndersonAún no hay calificaciones
- CNC Duino MemoriaDocumento28 páginasCNC Duino MemoriaJavier Estremera PerezAún no hay calificaciones
- Metodología básica de instrumentación industrial y electrónicaDe EverandMetodología básica de instrumentación industrial y electrónicaCalificación: 4 de 5 estrellas4/5 (12)
- Caloendario Escolar 2022Documento34 páginasCaloendario Escolar 2022Entre Ríos AhoraAún no hay calificaciones
- Tema2 - MecanicaDocumento29 páginasTema2 - MecanicaPablo Angel ToiaAún no hay calificaciones
- Catalogo 2010 WebDocumento112 páginasCatalogo 2010 WebPablo Angel ToiaAún no hay calificaciones
- LocalizacionDocumento22 páginasLocalizacionPablo Angel ToiaAún no hay calificaciones
- Inclusión EducativaDocumento80 páginasInclusión EducativaEntre Ríos AhoraAún no hay calificaciones
- Calendario Escolar 2021Documento35 páginasCalendario Escolar 2021Entre Ríos AhoraAún no hay calificaciones
- Calendario Escolar 2021Documento35 páginasCalendario Escolar 2021Entre Ríos AhoraAún no hay calificaciones
- Instructivo Fondo Escolar 2020 - SitraredDocumento11 páginasInstructivo Fondo Escolar 2020 - SitraredPablo Angel ToiaAún no hay calificaciones
- 0156-21 CGE Establece La No Asistencia A Instituciones Educativas de Personal y Estudiantes de Grupos de RiesgoDocumento4 páginas0156-21 CGE Establece La No Asistencia A Instituciones Educativas de Personal y Estudiantes de Grupos de RiesgoSantiago Joaquín GarcíaAún no hay calificaciones
- Manual de Instrucciones de Aire Acondicionado ElectroluxDocumento60 páginasManual de Instrucciones de Aire Acondicionado ElectroluxAlbert Vásquez50% (4)
- Inclusión EducativaDocumento80 páginasInclusión EducativaEntre Ríos AhoraAún no hay calificaciones
- Consejos Psicologicos para Largos Periodos Dentro de CasaDocumento11 páginasConsejos Psicologicos para Largos Periodos Dentro de CasaCASTROBASKETAún no hay calificaciones
- Caloendario Escolar 2022Documento34 páginasCaloendario Escolar 2022Entre Ríos AhoraAún no hay calificaciones
- 0156-21 CGE Establece La No Asistencia A Instituciones Educativas de Personal y Estudiantes de Grupos de RiesgoDocumento4 páginas0156-21 CGE Establece La No Asistencia A Instituciones Educativas de Personal y Estudiantes de Grupos de RiesgoSantiago Joaquín GarcíaAún no hay calificaciones
- Instructivo Fondo Escolar 2020 - SitraredDocumento11 páginasInstructivo Fondo Escolar 2020 - SitraredPablo Angel ToiaAún no hay calificaciones
- Kit de Entrenamiento de Electronica Analogica Y DigitalDocumento77 páginasKit de Entrenamiento de Electronica Analogica Y DigitalPablo Angel ToiaAún no hay calificaciones
- 68b007028 Manins SPL BGH Merged 2 en 1 F7W PDFDocumento120 páginas68b007028 Manins SPL BGH Merged 2 en 1 F7W PDFPablo Angel ToiaAún no hay calificaciones
- Manual - Atencion Farmaceutica PDFDocumento174 páginasManual - Atencion Farmaceutica PDFMa BoGaAún no hay calificaciones
- Rotor articulado: las ventajas de este tipo de rotorDocumento47 páginasRotor articulado: las ventajas de este tipo de rotorMuro IvanAún no hay calificaciones
- DosiernormativasconcursooposicionDocumento13 páginasDosiernormativasconcursooposicionPablo Angel ToiaAún no hay calificaciones
- Transferencia de Calor PDFDocumento686 páginasTransferencia de Calor PDFFRANCISCO MARTINEZ REYES86% (7)
- R158 Anexo I y II PDFDocumento37 páginasR158 Anexo I y II PDFLuciano BosomsAún no hay calificaciones
- Rapida Guia AmadeusDocumento9 páginasRapida Guia AmadeusAndrea ParedesAún no hay calificaciones
- Relevamiento patrimonial de bienes muebles del CGEDocumento18 páginasRelevamiento patrimonial de bienes muebles del CGEPablo Angel ToiaAún no hay calificaciones
- Manualdelconductor PDFDocumento42 páginasManualdelconductor PDFJuanito GutierrezAún no hay calificaciones
- Manual ASP 70Documento159 páginasManual ASP 70Jose LagoAún no hay calificaciones
- Consignas Proyecto FinalDocumento2 páginasConsignas Proyecto FinalPablo Angel ToiaAún no hay calificaciones
- Ingenieria Sanitaria A4 Capitulo 06 Tratamiento de AguasDocumento123 páginasIngenieria Sanitaria A4 Capitulo 06 Tratamiento de AguasJoel MamaniAún no hay calificaciones
- 30237094A V04.16 PH Measurement Guide ES LRDocumento64 páginas30237094A V04.16 PH Measurement Guide ES LRharlan777Aún no hay calificaciones
- SIstemas Operativos en Red Ubuntu ServerDocumento10 páginasSIstemas Operativos en Red Ubuntu ServerKike hdsAún no hay calificaciones
- Ejercicio de Ordena Las Sílabas y Forma Palabras 3Documento1 páginaEjercicio de Ordena Las Sílabas y Forma Palabras 3yeimy espitiaAún no hay calificaciones
- 1.-Ejercicio 1 Programacion para NiñosDocumento7 páginas1.-Ejercicio 1 Programacion para Niñoshippoi67Aún no hay calificaciones
- CTS521 Centros de Transformación de Pedestal. Dimensiones Mínimas Del Local Con Equipos Tipo Pedestal PDFDocumento2 páginasCTS521 Centros de Transformación de Pedestal. Dimensiones Mínimas Del Local Con Equipos Tipo Pedestal PDFPaola Correa MoncadaAún no hay calificaciones
- Manual de Procedimientos EjemploDocumento288 páginasManual de Procedimientos EjemploArmando GaticaAún no hay calificaciones
- Cómo Hacer Animaciones BocaDocumento8 páginasCómo Hacer Animaciones BocaSebastiánRaimondoAún no hay calificaciones
- 3.1 Lenguajes de Programacion EstructuradaDocumento12 páginas3.1 Lenguajes de Programacion EstructuradaAmerica FerrerAún no hay calificaciones
- TFG San AnaDocumento43 páginasTFG San AnaErika Paz YanezAún no hay calificaciones
- ZLXBT PoweredLoudspeakerSeries EsDocumento36 páginasZLXBT PoweredLoudspeakerSeries EsDzar AteAún no hay calificaciones
- Test Infomatica Respuestas OPODocumento7 páginasTest Infomatica Respuestas OPOJoselito González PolancoAún no hay calificaciones
- Trucos de GTADocumento5 páginasTrucos de GTAJulieta OsorioAún no hay calificaciones
- Franklin - Guaman - Practica 6Documento8 páginasFranklin - Guaman - Practica 6Anonymous NL7KTamAún no hay calificaciones
- Trabajo Dirigido PLCDocumento13 páginasTrabajo Dirigido PLCEusebio GonzálezAún no hay calificaciones
- Adquisición de toner GAM Colcha KDocumento3 páginasAdquisición de toner GAM Colcha Kjhoel batallanosAún no hay calificaciones
- Operaciones con números enterosDocumento128 páginasOperaciones con números enterosProctor RoctorAún no hay calificaciones
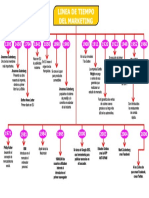
- Linea de Tiempo de MarketingDocumento1 páginaLinea de Tiempo de MarketingCARLOS ALBERTO SANCHEZ MOLLEDAAún no hay calificaciones
- Argentina Programa 4.0 Ofertas de Cursos Con Dias y HorariosDocumento8 páginasArgentina Programa 4.0 Ofertas de Cursos Con Dias y HorariosClaudio de MoyaAún no hay calificaciones
- P1 PLCDocumento3 páginasP1 PLCThExEpU100% (1)
- Reducción de Tiempos Muertos en Mineria SuperficialDocumento2 páginasReducción de Tiempos Muertos en Mineria SuperficialJean Jose Duran MozoAún no hay calificaciones
- Tarea 1 Contabilidad ComputarizadaDocumento6 páginasTarea 1 Contabilidad ComputarizadaFranyely Batista ColonAún no hay calificaciones
- Introducción A La Informática ForenseDocumento17 páginasIntroducción A La Informática ForenseJhon Leonardo Luna SanabriaAún no hay calificaciones
- Organización Del PresupuestoDocumento18 páginasOrganización Del PresupuestoAlizon LunaAún no hay calificaciones
- Lab - 6 - Comunicacion Serial SPIDocumento5 páginasLab - 6 - Comunicacion Serial SPIJUAN DIAZ MAMANIAún no hay calificaciones
- Programación lógica PLCDocumento17 páginasProgramación lógica PLCRichter VegaAún no hay calificaciones
- Primer LaboDocumento15 páginasPrimer LaboCristian ValenzuelaAún no hay calificaciones
- Tarea 2 Ciclos Con Vistas GraficasDocumento4 páginasTarea 2 Ciclos Con Vistas Graficasmillo06.mrAún no hay calificaciones
- ProgramaciónDocumento6 páginasProgramaciónLorena CabralAún no hay calificaciones
- 2.5 Especificaciones Técnicas y o Lista de Bienes CCM UNIDAD AUXILIARDocumento36 páginas2.5 Especificaciones Técnicas y o Lista de Bienes CCM UNIDAD AUXILIARfaustoAún no hay calificaciones
- Ejercicios Metodos NumeriosDocumento3 páginasEjercicios Metodos NumeriosOnniverAvilez0% (1)
- CURP Verificada Juan Pablo Hernandez PerezDocumento1 páginaCURP Verificada Juan Pablo Hernandez PerezErick leonel Perez hernandezAún no hay calificaciones