También podría gustarte
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109De EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Calificación: 3.5 de 5 estrellas3.5/5 (2)
- Semana 4 2022Documento45 páginasSemana 4 2022Eyner VelasquezAún no hay calificaciones
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Unidad III Balanceo de LineasDocumento12 páginasUnidad III Balanceo de LineasPedro Medina100% (1)
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- Ejercicicos de Balance para WorkingDocumento5 páginasEjercicicos de Balance para WorkingcristhianAún no hay calificaciones
- Semana 6 - Balance de LineaDocumento41 páginasSemana 6 - Balance de LineaYadhira FarfánAún no hay calificaciones
- Balanceo de LineasDocumento12 páginasBalanceo de LineasHumberto Montoya100% (1)
- Balanceo de LineasDocumento34 páginasBalanceo de LineasMelissa Herazo Angulo100% (1)
- Balanceo de Lineas Lady GuerreroDocumento13 páginasBalanceo de Lineas Lady GuerreroRosa LozanoAún no hay calificaciones
- Documento FFDocumento18 páginasDocumento FFFranklin Omar Guzman OsegueraAún no hay calificaciones
- Planta BalanceoDocumento8 páginasPlanta BalanceoKeviin Sltariin0% (1)
- TAREADocumento6 páginasTAREAalexa50% (2)
- Balanceo de LíneaDocumento24 páginasBalanceo de LíneaBladimir Monsalve100% (1)
- Ejercicios Balanceo LineaDocumento9 páginasEjercicios Balanceo LineaEndi Alejandro Yance SilveraAún no hay calificaciones
- Samana 04-Ejercicios A Desarrollar Balance de Línea - PPIIDocumento10 páginasSamana 04-Ejercicios A Desarrollar Balance de Línea - PPIIYAJAIRA SHARON CUMPA LEONAún no hay calificaciones
- Ejercicios Control de Las Actividades de ProduccionDocumento4 páginasEjercicios Control de Las Actividades de ProduccionOlivia Tapia LagunaAún no hay calificaciones
- E. Ejercicios Balanceo ET IID481Documento14 páginasE. Ejercicios Balanceo ET IID481Francisco TorresAún no hay calificaciones
- Sesion Semana 2Documento36 páginasSesion Semana 2yanet esther vasquez castañedaAún no hay calificaciones
- Determinacion de Los Requerimientos de Espacio Balance de LineasDocumento35 páginasDeterminacion de Los Requerimientos de Espacio Balance de LineasRodrigo SoveroAún no hay calificaciones
- Anexo Balance de LineaDocumento17 páginasAnexo Balance de Lineadacar2009100% (1)
- Balanceo en LineaDocumento16 páginasBalanceo en LineaJose de la HozAún no hay calificaciones
- Unidad 3 Balanceo AlumnosDocumento7 páginasUnidad 3 Balanceo AlumnosMartín KuinbertAún no hay calificaciones
- S11.s22 - Balance de Linea IIDocumento48 páginasS11.s22 - Balance de Linea IIfernando romeroAún no hay calificaciones
- Ejercicios Prácticos Tema 2Documento5 páginasEjercicios Prácticos Tema 2MariaAún no hay calificaciones
- Balanceo de Líneas de Producción Hecho Por Angel Amilibia C.I 28.345.382Documento10 páginasBalanceo de Líneas de Producción Hecho Por Angel Amilibia C.I 28.345.382NicraNicronAún no hay calificaciones
- DEARH B1 Def RespuestasDocumento5 páginasDEARH B1 Def RespuestasMatías EzequielAún no hay calificaciones
- De Línea: Universidad de Guayaquil Facultad de Ingeniería Industrial Tema: Ejercicios de EquilibrioDocumento10 páginasDe Línea: Universidad de Guayaquil Facultad de Ingeniería Industrial Tema: Ejercicios de EquilibrioASLoJiAún no hay calificaciones
- Informacion de Apoyo Actividad 9Documento2 páginasInformacion de Apoyo Actividad 9tareasAún no hay calificaciones
- Material Apoyo Balanceo Linea 2 EntregaDocumento11 páginasMaterial Apoyo Balanceo Linea 2 Entregamiguel monsalveAún no hay calificaciones
- Unidad 2 Balanceo de LineasDocumento6 páginasUnidad 2 Balanceo de LineasMacaBrítezAún no hay calificaciones
- Desarrollo Actividad de BalanceoDocumento3 páginasDesarrollo Actividad de BalanceoAngel Ibarra100% (1)
- Balanceo de Lineas.Documento41 páginasBalanceo de Lineas.CARLOS ANDRES SOLANO BARROSAún no hay calificaciones
- Taller Algoritmo Johnson - Estudiante 2023-1Documento6 páginasTaller Algoritmo Johnson - Estudiante 2023-1jonathan portelaAún no hay calificaciones
- Balanceo de LíneaDocumento9 páginasBalanceo de LíneapaolaAún no hay calificaciones
- Taller Balanceo de LíneasDocumento3 páginasTaller Balanceo de LíneasGABRIELA FLOREZ MORENOAún no hay calificaciones
- Balance Line A Secuencial Y EnsamblajeDocumento73 páginasBalance Line A Secuencial Y EnsamblajeEmer CampAún no hay calificaciones
- Practica Calificada 11Documento2 páginasPractica Calificada 11MARY CIELO MAZA RODRIGUEZAún no hay calificaciones
- Balanceo de LineaDocumento10 páginasBalanceo de LineaAli BadfaceAún no hay calificaciones
- BalaDocumento27 páginasBalaKatherineFloresAún no hay calificaciones
- T3 - Disseny Processos - Part IIIDocumento31 páginasT3 - Disseny Processos - Part IIIAriana HernaAún no hay calificaciones
- CAPITULO N19 Ejrcicos 1-7Documento6 páginasCAPITULO N19 Ejrcicos 1-7carol choquecallataAún no hay calificaciones
- Resumen 2Documento26 páginasResumen 2JAVIER LINO ROJASAún no hay calificaciones
- Ejercicios Balance de Linea PropuestosDocumento6 páginasEjercicios Balance de Linea PropuestosCoaquira Jesus Joel0% (1)
- Unidad 4 Semana 7Documento30 páginasUnidad 4 Semana 7Daniela Reyes AnguloAún no hay calificaciones
- Ejercicon de Investigacion Administracion de Operacion - ProgramacionDocumento6 páginasEjercicon de Investigacion Administracion de Operacion - ProgramacionFelix Alanoca ChavezAún no hay calificaciones
- Balance de LinesDocumento4 páginasBalance de LinesLaura Diana Quispe IngaAún no hay calificaciones
- Balance de LíneaDocumento42 páginasBalance de LíneaGEORGE BSCAún no hay calificaciones
- Balanceo y HeijunkaDocumento39 páginasBalanceo y HeijunkaNando LalaleoAún no hay calificaciones
- Balance de LineaDocumento47 páginasBalance de Lineaxavier Lamota100% (1)
- Tema 10 Balance de LíneaDocumento35 páginasTema 10 Balance de LíneaAnny PradaAún no hay calificaciones
- Test Semana 3 - GPO - Programación A Corto PlazoDocumento4 páginasTest Semana 3 - GPO - Programación A Corto PlazoJorge NunezAún no hay calificaciones
- Trabajo Calculo de PlantaDocumento9 páginasTrabajo Calculo de PlantaEsteban TutasiAún no hay calificaciones
- ACFrOgAbouk0hzc243S6CudxpAlOwS1C5QwB4eRF8bj svlbgiWgs4OgCMXVd4hZ6TR58spOJFscKxLnJWiMFNO2qfLBoBdcXuU7TexdWfbxUIGjpNKRknr9DBl7upz BuODEyXZ2PuPnBK4pHwH PDFDocumento3 páginasACFrOgAbouk0hzc243S6CudxpAlOwS1C5QwB4eRF8bj svlbgiWgs4OgCMXVd4hZ6TR58spOJFscKxLnJWiMFNO2qfLBoBdcXuU7TexdWfbxUIGjpNKRknr9DBl7upz BuODEyXZ2PuPnBK4pHwH PDFFabián CabezasAún no hay calificaciones
- 07-Proceso de Balanceo de Línea-2021Documento24 páginas07-Proceso de Balanceo de Línea-2021ANDRES FELIPE MAYOR GRAJALESAún no hay calificaciones
- PRACTICA - 9 Balanceo de LineasDocumento15 páginasPRACTICA - 9 Balanceo de LineasJorge AcevedoAún no hay calificaciones
- Sistemas de Producción - BalanceoDocumento6 páginasSistemas de Producción - BalanceoZethAún no hay calificaciones
- Lectura - Balance de LíneasDocumento10 páginasLectura - Balance de LíneasMarco Aurelio Montero RojasAún no hay calificaciones
- Practica 09 (Llena)Documento10 páginasPractica 09 (Llena)Annivel Guzmán75% (4)
- BL EnsambleDocumento16 páginasBL EnsambleCarlos NarroAún no hay calificaciones
- Sesion Iec Interes SimpleDocumento10 páginasSesion Iec Interes SimpleLuisSalvador1987Aún no hay calificaciones
- Ingeco Sem14Documento21 páginasIngeco Sem14LuisSalvador1987Aún no hay calificaciones
- Semana 2 2022Documento64 páginasSemana 2 2022LuisSalvador1987Aún no hay calificaciones
- Ingeco Sem13Documento17 páginasIngeco Sem13LuisSalvador1987Aún no hay calificaciones
- OAU4 - Semana15 - Evaluación de Proyectos y Análisis de Sensibilidad de ProyectosDocumento9 páginasOAU4 - Semana15 - Evaluación de Proyectos y Análisis de Sensibilidad de ProyectosALDRIN ANTONY HUAMAN SANTIAGOAún no hay calificaciones
- Decisiones de Reemplazo Ingenieria Economica Blank y Tarquin - 6a EdicionDocumento40 páginasDecisiones de Reemplazo Ingenieria Economica Blank y Tarquin - 6a EdicionLuisSalvador1987Aún no hay calificaciones
- Sesion Sistemas de Amortizacion Cuotas FijasDocumento6 páginasSesion Sistemas de Amortizacion Cuotas FijasLuisSalvador1987Aún no hay calificaciones
- Sesion Iec Interes CompuestoDocumento14 páginasSesion Iec Interes CompuestoLuisSalvador1987Aún no hay calificaciones
- PC Usil Cpel Spi 2022-I M1 LNDocumento5 páginasPC Usil Cpel Spi 2022-I M1 LNLuisSalvador1987Aún no hay calificaciones
- Marketing MixDocumento12 páginasMarketing MixLuisSalvador1987Aún no hay calificaciones
- ESTUDIODocumento23 páginasESTUDIOLuisSalvador1987Aún no hay calificaciones
- Semana 1 2022Documento45 páginasSemana 1 2022LuisSalvador1987Aún no hay calificaciones
- Personalización de Plantillas ASPDocumento15 páginasPersonalización de Plantillas ASPLuisSalvador1987Aún no hay calificaciones
- Sistemas de Informes MedicosDocumento16 páginasSistemas de Informes MedicosLuisSalvador1987Aún no hay calificaciones
- Estrategia para Los Servicios TIDocumento23 páginasEstrategia para Los Servicios TIJavier AnguloAún no hay calificaciones
- Curso de EticaDocumento2 páginasCurso de EticaLuisSalvador1987Aún no hay calificaciones
- Eliminar Sin Eliminar C#Documento2 páginasEliminar Sin Eliminar C#LuisSalvador1987Aún no hay calificaciones
- Transición de Los Servicios TIDocumento46 páginasTransición de Los Servicios TILuisSalvador1987Aún no hay calificaciones
- Trabajo Semi CulminadoDocumento21 páginasTrabajo Semi CulminadoLuisSalvador1987Aún no hay calificaciones
- Diseño de Los Servicios TIDocumento33 páginasDiseño de Los Servicios TICuauhtémoc Garcia HerreraAún no hay calificaciones
- Video Curso SCRUMDocumento2 páginasVideo Curso SCRUMLuisSalvador1987Aún no hay calificaciones
- Ciclo: Módulo: Nombre Del Curso: Semana Nº.: IX I Etica 1Documento47 páginasCiclo: Módulo: Nombre Del Curso: Semana Nº.: IX I Etica 1LuisSalvador1987Aún no hay calificaciones
- Ciclo: Módulo: Nombre Del Curso: Semana Nº.: IX I Etica 2 y 3Documento136 páginasCiclo: Módulo: Nombre Del Curso: Semana Nº.: IX I Etica 2 y 3LuisSalvador1987Aún no hay calificaciones
- QlikView Manual de ReferenciaDocumento1534 páginasQlikView Manual de Referenciacamelbor100% (1)
- Video Curso SCRUMDocumento2 páginasVideo Curso SCRUMLuisSalvador1987Aún no hay calificaciones
- Ciclo: Módulo: Nombre Del Curso: Semana Nº.: IX I Etica 8Documento45 páginasCiclo: Módulo: Nombre Del Curso: Semana Nº.: IX I Etica 8LuisSalvador1987Aún no hay calificaciones
- 283016152047469Documento136 páginas283016152047469LuisSalvador1987Aún no hay calificaciones
- Articulo Modificado Tecnia Ing. MendozaDocumento8 páginasArticulo Modificado Tecnia Ing. MendozaMayAún no hay calificaciones
- WinRAR 5.90 x64 Final Leer INSTRUCCIONESDocumento2 páginasWinRAR 5.90 x64 Final Leer INSTRUCCIONESCarlos AvilaAún no hay calificaciones
- Diseño de AscensoresDocumento15 páginasDiseño de AscensoresKarla Montilla GomezAún no hay calificaciones
- Protocolo Descarga y Revision T-Winch30.2-062 - 050112Documento9 páginasProtocolo Descarga y Revision T-Winch30.2-062 - 050112marceloAún no hay calificaciones
- Formato Soporte TecnicoDocumento4 páginasFormato Soporte TecnicoDaniel Rosero GuzmanAún no hay calificaciones
- MADTI2002 G03-Caso03Documento7 páginasMADTI2002 G03-Caso03Jorge ChavezAún no hay calificaciones
- (FOC2021) Infografia Historia de Las ComputadorasDocumento1 página(FOC2021) Infografia Historia de Las ComputadorasSofi Vega ChAún no hay calificaciones
- Minuta Simposio PDFDocumento3 páginasMinuta Simposio PDFecoisabelAún no hay calificaciones
- Informe Vinculación Municipio Daniel LópezDocumento25 páginasInforme Vinculación Municipio Daniel LópezDaniel LopezAún no hay calificaciones
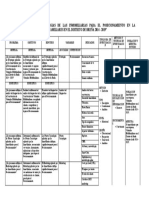
- Matriz de ConsistenciaDocumento1 páginaMatriz de Consistenciajuvenal aquino condezoAún no hay calificaciones
- Mo Miffcc Infraestructuras FerroviariasDocumento27 páginasMo Miffcc Infraestructuras FerroviariasricardoochoadiazAún no hay calificaciones
- Test de PersonalidadDocumento2 páginasTest de PersonalidadLeydy Huaccha (anshy)Aún no hay calificaciones
- Anexo 1. Contenidos de La Prueba - ISOFT - 2Documento1 páginaAnexo 1. Contenidos de La Prueba - ISOFT - 2mianarguAún no hay calificaciones
- Plan de PrácticasDocumento9 páginasPlan de PrácticasIban SanchezAún no hay calificaciones
- Tarea2-Luis Andres Ramos - Grupo 34Documento25 páginasTarea2-Luis Andres Ramos - Grupo 34luis andres ramosAún no hay calificaciones
- Boletín Institucional UPEADocumento8 páginasBoletín Institucional UPEAJosé Luis ChoqueAún no hay calificaciones
- GuianAP9 846533ce1da1bcdDocumento18 páginasGuianAP9 846533ce1da1bcdmanuel solarteAún no hay calificaciones
- Características de Una Buena Experiencia de UsuarioDocumento3 páginasCaracterísticas de Una Buena Experiencia de UsuariogeorgefloydfanAún no hay calificaciones
- EDM05Documento6 páginasEDM05Karen CanalesAún no hay calificaciones
- 1er EXAMEN PMBOK 4Documento4 páginas1er EXAMEN PMBOK 4Joaquin Galvez67% (15)
- Perfect KeyloggerDocumento9 páginasPerfect KeyloggerRoot KAún no hay calificaciones
- Examenes Resuelto - Electronica2Documento82 páginasExamenes Resuelto - Electronica2Brian AguilarAún no hay calificaciones
- Monofasica o Trifasica - WongDocumento10 páginasMonofasica o Trifasica - WongCarmen WongAún no hay calificaciones
- 2 - Calidad de ServicioDocumento4 páginas2 - Calidad de ServicioErnesto TRAún no hay calificaciones
- Memoria de Calculo para La Instalación de Ventilación PDFDocumento0 páginasMemoria de Calculo para La Instalación de Ventilación PDFrefrigeracAún no hay calificaciones
- Metodo CEMEXDocumento19 páginasMetodo CEMEXSAMUEL TRINIDADAún no hay calificaciones
- Mantenimiento Preventivo Elevador de CargaDocumento4 páginasMantenimiento Preventivo Elevador de CargaFidel Romero100% (1)
- Tarea Preparatoria No.3 - CorregidaDocumento2 páginasTarea Preparatoria No.3 - CorregidaDarioAún no hay calificaciones
- Engranaje Conico (Torres Jesús) .Documento6 páginasEngranaje Conico (Torres Jesús) .jesusAún no hay calificaciones
- Plan de Negocios Composicion de CostosDocumento25 páginasPlan de Negocios Composicion de Costospeluchin123450% (2)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Mejoramiento de la calidad. Un enfoque a serviciosDe EverandMejoramiento de la calidad. Un enfoque a serviciosCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- Lógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosDe EverandLógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosCalificación: 3.5 de 5 estrellas3.5/5 (7)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Cómo empezar un negocio de Trading con $500De EverandCómo empezar un negocio de Trading con $500Calificación: 4.5 de 5 estrellas4.5/5 (31)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- UF0519 - Gestión auxiliar de documentación económico-administrativa y comercialDe EverandUF0519 - Gestión auxiliar de documentación económico-administrativa y comercialAún no hay calificaciones
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Finanzas 1.: Contabilidad, planeación y administración financieraDe EverandFinanzas 1.: Contabilidad, planeación y administración financieraCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Métodos de compensación basados en competenciasDe EverandMétodos de compensación basados en competenciasAún no hay calificaciones
- Contabilidad administrativaDe EverandContabilidad administrativaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Marketing gastronómico: La diferencia entre triunfar y fracasarDe EverandMarketing gastronómico: La diferencia entre triunfar y fracasarCalificación: 5 de 5 estrellas5/5 (2)
- Administración financiera del circulanteDe EverandAdministración financiera del circulanteCalificación: 4.5 de 5 estrellas4.5/5 (5)
- El mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosDe EverandEl mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosCalificación: 5 de 5 estrellas5/5 (2)