También podría gustarte
- DHL 2179792635Documento3 páginasDHL 2179792635Aaron AguilarAún no hay calificaciones
- Ejercicios Resueltos de DAP y DRDocumento8 páginasEjercicios Resueltos de DAP y DRangela vegasAún no hay calificaciones
- Plan de Contingencia Ambiental PDFDocumento10 páginasPlan de Contingencia Ambiental PDFASESORIA FISCALAún no hay calificaciones
- Juicio Contencioso Administrativo Daniel MontoyaDocumento5 páginasJuicio Contencioso Administrativo Daniel MontoyaDaniel MontoyaAún no hay calificaciones
- Diagrama de ProcesoDocumento2 páginasDiagrama de ProcesoTatianaAún no hay calificaciones
- Emmanuel Marte (Foros)Documento5 páginasEmmanuel Marte (Foros)Ronny ReyesAún no hay calificaciones
- Sutura Quirurgica Simple y ContinuaDocumento104 páginasSutura Quirurgica Simple y ContinuaClaudia DiazAún no hay calificaciones
- Matriz de Riesgos y Controles para La Administración de Activos FijosDocumento16 páginasMatriz de Riesgos y Controles para La Administración de Activos FijosJorge Ortiz100% (1)
- Manual de SuturasDocumento115 páginasManual de SuturasNahim Verdugo100% (2)
- Tema 1 Introducción A La TermodinámicaDocumento52 páginasTema 1 Introducción A La Termodinámicasteven villa cantiiloAún no hay calificaciones
- Curso de Suturas BasicoDocumento54 páginasCurso de Suturas BasicoAndrea Méndez100% (2)
- Peligros Higiénicos Presentes en Proceso de Soldadura en Oleoducto. Eje 2Documento10 páginasPeligros Higiénicos Presentes en Proceso de Soldadura en Oleoducto. Eje 2duban ferney mendoza plazas50% (2)
- Problemas Ing EconomicaDocumento2 páginasProblemas Ing EconomicaAna Bel50% (2)
- Manual Suturas MenariniDocumento116 páginasManual Suturas MenariniAndrea Bueno RodriguezAún no hay calificaciones
- Manual 2020 02 Taller Graf Dig II (2595)Documento128 páginasManual 2020 02 Taller Graf Dig II (2595)Yazni ZarAún no hay calificaciones
- Semana 9 Procesos Silvoagropecuarios (Proyecto Final)Documento8 páginasSemana 9 Procesos Silvoagropecuarios (Proyecto Final)F OAún no hay calificaciones
- Modelo de Poder y Demanda de Resolucion de ContratoDocumento6 páginasModelo de Poder y Demanda de Resolucion de ContratoAdsaccoint AmericaAún no hay calificaciones
- Maquinaria de ConstrucciónDocumento13 páginasMaquinaria de ConstrucciónKeithAngelMaquinaZabaletPasacaAún no hay calificaciones
- Cajón de Devolución de Desecho Alto Explosivo y DetonadoresDocumento8 páginasCajón de Devolución de Desecho Alto Explosivo y DetonadoresMSB1978100% (1)
- CDocumento11 páginasCAbril HuertaAún no hay calificaciones
- Procesos II 03Documento30 páginasProcesos II 03LUIS ALFONSO LESCANO SAN MARTINAún no hay calificaciones
- HACCPDocumento18 páginasHACCPAna LopezAún no hay calificaciones
- Act 4Documento8 páginasAct 4gaby rivera100% (1)
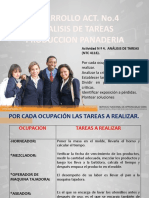
- Taller Atc - PanaderiaDocumento10 páginasTaller Atc - Panaderialiceth gonzalezAún no hay calificaciones
- Actividad 4 Aplicacion de Los Conceptos de Calidad en Nuestro EntornoDocumento8 páginasActividad 4 Aplicacion de Los Conceptos de Calidad en Nuestro EntornoCabreraFernández50% (2)
- Manual Suturas MenariniDocumento49 páginasManual Suturas MenariniAlberto Alonso FlepeteAún no hay calificaciones
- PTS Cepillado (Grúa Horquilla)Documento13 páginasPTS Cepillado (Grúa Horquilla)Camilo Cancino YañezAún no hay calificaciones
- Folleto Diplomado CannabisDocumento6 páginasFolleto Diplomado CannabisSebastián PeñaAún no hay calificaciones
- Sutura de HeridasDocumento20 páginasSutura de HeridasKaty SortoAún no hay calificaciones
- Presentación PlantillaDocumento28 páginasPresentación PlantillaPaula Peña OrdoñezAún no hay calificaciones
- REPORTE DE CONTROL DE CALIDAD - LADRILLOS (Autoguardado)Documento11 páginasREPORTE DE CONTROL DE CALIDAD - LADRILLOS (Autoguardado)Cristhian Damian VilcapomaAún no hay calificaciones
- Desarrollo de Taller N°2Documento18 páginasDesarrollo de Taller N°2Riccardo BarbinAún no hay calificaciones
- Información - Curso de Especialización - Produccion TextilDocumento4 páginasInformación - Curso de Especialización - Produccion TextilDiego Diaz CondoriAún no hay calificaciones
- Laboratorio #1 de Higiene y Seguridad IndustrialDocumento5 páginasLaboratorio #1 de Higiene y Seguridad IndustrialSPatriciaAAún no hay calificaciones
- Taller No. 4Documento1 páginaTaller No. 4Leidy Sissa UribeAún no hay calificaciones
- Diagrama de Flujos-Proceso Del Trigo....Documento5 páginasDiagrama de Flujos-Proceso Del Trigo....Andrea RojasAún no hay calificaciones
- G70 - Seguridad e Higiene - 2doparcialDocumento4 páginasG70 - Seguridad e Higiene - 2doparcialMonica CabreraAún no hay calificaciones
- Tarea 5Documento13 páginasTarea 5OznEnriqueMedinaDíazAún no hay calificaciones
- ALOTROPOSDocumento2 páginasALOTROPOSDavid Alexis Ortega MirandaAún no hay calificaciones
- 2do Procedimentqal IM 703 2016 IDocumento1 página2do Procedimentqal IM 703 2016 IHeberHAAún no hay calificaciones
- Dc-Ficha Tecnica Piso Industrial La PazDocumento2 páginasDc-Ficha Tecnica Piso Industrial La PazShirley Giovanna Chavez PañoAún no hay calificaciones
- IPERDocumento4 páginasIPERJOSE LUIS DELGADOAún no hay calificaciones
- Manual - Suturas II - 1de4Documento54 páginasManual - Suturas II - 1de4ruloAún no hay calificaciones
- Manual Suturas 1de4Documento54 páginasManual Suturas 1de4Christiam Nicolas Roman OrtizAún no hay calificaciones
- Fresa Albion Cundinamarca 0Documento4 páginasFresa Albion Cundinamarca 0andres menesesAún no hay calificaciones
- Tecnicas Avanzada CEMENTOSDocumento4 páginasTecnicas Avanzada CEMENTOSnatachaAún no hay calificaciones
- ACTA O.D.I Constructora Del CarmenDocumento4 páginasACTA O.D.I Constructora Del CarmenFlavio EggersAún no hay calificaciones
- Pets de Alero en Esc. de Acceso A Comprensores.Documento12 páginasPets de Alero en Esc. de Acceso A Comprensores.tatiana lizeth lazopalaciosAún no hay calificaciones
- Top-Sgsso-Pets-034-V0. Abastecimiento de CombustibleDocumento5 páginasTop-Sgsso-Pets-034-V0. Abastecimiento de CombustibleKevin Lazo VelizAún no hay calificaciones
- TECNOLOGIADocumento30 páginasTECNOLOGIAMax Ñañez GutierrezAún no hay calificaciones
- Reg-Pr-04 Check List Obs SoldaduraDocumento1 páginaReg-Pr-04 Check List Obs SoldaduraSebastián Jesús Farfán BecerraAún no hay calificaciones
- Matriz de Operacionalizacion de VariableDocumento7 páginasMatriz de Operacionalizacion de VariableAnThony Flores AguilarAún no hay calificaciones
- Taller Procesos de ManufacturaDocumento16 páginasTaller Procesos de ManufacturaDiegoAún no hay calificaciones
- Actividades de Recuperacion Tecnologia Ii 2TDocumento2 páginasActividades de Recuperacion Tecnologia Ii 2TKENYA VARGAS BREACHAún no hay calificaciones
- Cuaderno de Prácticas Micro-ViDocumento17 páginasCuaderno de Prácticas Micro-ViVianca Pimentel montañoAún no hay calificaciones
- Art Analisis de LaboratorioDocumento2 páginasArt Analisis de LaboratorioVeronica CastilloAún no hay calificaciones
- 2.0 Cirugia Trabajo Autonomo-1Documento17 páginas2.0 Cirugia Trabajo Autonomo-1Valeria RamosAún no hay calificaciones
- Informe Practica Cultivo de Clima MedioDocumento14 páginasInforme Practica Cultivo de Clima MedioTATAN HOYOSAún no hay calificaciones
- Planilla de Reconocimiento de Riesgo: Fecha: Contrato TR31091720 Rut: Fecha Asr EmpresaDocumento1 páginaPlanilla de Reconocimiento de Riesgo: Fecha: Contrato TR31091720 Rut: Fecha Asr EmpresaEsteban MuñozAún no hay calificaciones
- Plantilla-Dap Textil CamonesDocumento3 páginasPlantilla-Dap Textil CamonesAlexis TGAún no hay calificaciones
- Copia de Platica MIP 2021Documento40 páginasCopia de Platica MIP 2021Robert FGonzAún no hay calificaciones
- Agro CleanDocumento2 páginasAgro CleanLuxia Rangel KamposAún no hay calificaciones
- Fabricación de granulados de corcho en plancha. MAMA0309De EverandFabricación de granulados de corcho en plancha. MAMA0309Aún no hay calificaciones
- Ilovepdf MergedDocumento27 páginasIlovepdf MergedJordy GarciaAún no hay calificaciones
- Ilovepdf - Merged (3) - OrganizedDocumento27 páginasIlovepdf - Merged (3) - OrganizedJordy GarciaAún no hay calificaciones
- Ilovepdf MergedDocumento21 páginasIlovepdf MergedJordy GarciaAún no hay calificaciones
- Ilovepdf MergedDocumento37 páginasIlovepdf MergedJordy GarciaAún no hay calificaciones
- Proyecto Modular AdministraciónDocumento2 páginasProyecto Modular AdministraciónJordy GarciaAún no hay calificaciones
- Checlist ProDocumento1 páginaCheclist ProJordy GarciaAún no hay calificaciones
- Prom Movil MinitabDocumento2 páginasProm Movil MinitabJordy GarciaAún no hay calificaciones
- ExtursiónDocumento27 páginasExtursiónJordy GarciaAún no hay calificaciones
- AerogelDocumento7 páginasAerogelJordy GarciaAún no hay calificaciones
- Generaciones de ComputadorasDocumento6 páginasGeneraciones de ComputadorasJordy Garcia0% (1)
- Tipos de DistribucionDocumento9 páginasTipos de DistribucionJordy GarciaAún no hay calificaciones
- AerogelDocumento7 páginasAerogelJordy GarciaAún no hay calificaciones
- TALLERDocumento11 páginasTALLERJuan Esteban Ruiz MielesAún no hay calificaciones
- Probar Conectividad A OracleDocumento2 páginasProbar Conectividad A Oraclemauricio lopezAún no hay calificaciones
- S01.s1 Sesion1y2 Fundamentos SOADocumento40 páginasS01.s1 Sesion1y2 Fundamentos SOAVladimir Hener Sanchez AstorayAún no hay calificaciones
- Pauta ZSDocumento1 páginaPauta ZSMauricioAún no hay calificaciones
- Villa SavoyeDocumento10 páginasVilla SavoyeAndrés SandovalAún no hay calificaciones
- Qué Es El Estado de Flujo de EfectivoDocumento6 páginasQué Es El Estado de Flujo de Efectivoisleta MocaAún no hay calificaciones
- Área Funcional de AdministraciónDocumento47 páginasÁrea Funcional de AdministraciónANDRES FELIPE SERRATO GOMEZAún no hay calificaciones
- Tarea Variables Aleatorias Juan JiyeDocumento9 páginasTarea Variables Aleatorias Juan JiyeJorge Gustavo Santiago SotoAún no hay calificaciones
- C9 - Lámparas, Mesas y Láser QuirúrgicosDocumento35 páginasC9 - Lámparas, Mesas y Láser QuirúrgicosFernando EstupinianAún no hay calificaciones
- Proyecto Final Taller de ElectrónicaDocumento18 páginasProyecto Final Taller de ElectrónicaPablo Reinel SAún no hay calificaciones
- 1 1 1 Que Es PrototiparDocumento33 páginas1 1 1 Que Es PrototiparGonzalo OpazoAún no hay calificaciones
- Cuestionario de Oro y PlataDocumento6 páginasCuestionario de Oro y PlataDanny Vargas HuamanAún no hay calificaciones
- Escuelas de Pensamiento y Filosofias de MercadeoDocumento15 páginasEscuelas de Pensamiento y Filosofias de MercadeoMariliana YépezAún no hay calificaciones
- Origen de La Moneda y Los Bancos Completa 27 PDFDocumento26 páginasOrigen de La Moneda y Los Bancos Completa 27 PDFAmalia ContrerasAún no hay calificaciones
- Buchanan Chap 1 Fin1 EsDocumento14 páginasBuchanan Chap 1 Fin1 EsCarla CFAún no hay calificaciones
- Laboratorio de Circuitos Electricos 2 Experiencia 4 - Grupo 1Documento22 páginasLaboratorio de Circuitos Electricos 2 Experiencia 4 - Grupo 1CONSTANTINO TOMY GUTIERREZAún no hay calificaciones
- PD Aritmética 22-04-17 PCDocumento2 páginasPD Aritmética 22-04-17 PCChrister Garcia ValdiviaAún no hay calificaciones
- Practica 1PDocumento40 páginasPractica 1PErick VelasquezAún no hay calificaciones
- Gaceta Oficial 41458Documento16 páginasGaceta Oficial 41458Finanzas DigitalAún no hay calificaciones
- Abuso de Posición DominanteDocumento10 páginasAbuso de Posición DominanteMar’a Cecilia SolisAún no hay calificaciones
- Refrigerantes de Corte para MaquinadoDocumento3 páginasRefrigerantes de Corte para MaquinadoJOSEAún no hay calificaciones