También podría gustarte
- Caso Practico Unidad 2 Aseguramiento de La CalidadDocumento4 páginasCaso Practico Unidad 2 Aseguramiento de La CalidadLeidy BernalAún no hay calificaciones
- Aseguramiento de La CalidadDocumento4 páginasAseguramiento de La CalidadKaren GarciaAún no hay calificaciones
- Caso Practico 2, Aseguramiento de La CalidadDocumento6 páginasCaso Practico 2, Aseguramiento de La CalidadDaniel Calderon100% (1)
- Caso Practico DellDocumento8 páginasCaso Practico DellClaudia Angela Pinilla JaimesAún no hay calificaciones
- Caso Practico Unidad2 Six Sigma Esteban Viadero C.Documento4 páginasCaso Practico Unidad2 Six Sigma Esteban Viadero C.Esteban Eusebio Viadero CantilloAún no hay calificaciones
- Caso Practico #2 AseguramientoDocumento7 páginasCaso Practico #2 AseguramientoDIANA YESICA GUZMAN MOLINAAún no hay calificaciones
- Caso Práctico Unidad 2Documento2 páginasCaso Práctico Unidad 2Karen PaezAún no hay calificaciones
- Caso Practico U 2 SGDocumento4 páginasCaso Practico U 2 SGJose Miguel Nieto RodriguezAún no hay calificaciones
- Caso Practico Unidad 2Documento4 páginasCaso Practico Unidad 2Sebastián AguiarAún no hay calificaciones
- Caso Practico Unidad 2 Aseguramientop de La CalidadDocumento5 páginasCaso Practico Unidad 2 Aseguramientop de La CalidadlorenaAún no hay calificaciones
- Caso Practico Unidad 2 Aseguramiento de La CalidadDocumento4 páginasCaso Practico Unidad 2 Aseguramiento de La Calidadivan sanabriaAún no hay calificaciones
- Solución Caso 2Documento4 páginasSolución Caso 2tatiana rodriguezAún no hay calificaciones
- Caso Práctico Unidad 2 PDFDocumento7 páginasCaso Práctico Unidad 2 PDFAdriana PedrozaAún no hay calificaciones
- Caso Practico U. 2. Aseguramiento de La Calidad.Documento3 páginasCaso Practico U. 2. Aseguramiento de La Calidad.francia garciaAún no hay calificaciones
- Caso Practico Unidad 2Documento8 páginasCaso Practico Unidad 2KETTY españa0% (3)
- Caso - Enunciado Aseguramiento de La Calidad Unidad 2 PDFDocumento3 páginasCaso - Enunciado Aseguramiento de La Calidad Unidad 2 PDFYolanda100% (2)
- Capítulo 3Documento10 páginasCapítulo 3OSCAR ATURO LAGUNA YA�EZAún no hay calificaciones
- La Relación Con Los ClientesDocumento6 páginasLa Relación Con Los ClientesJuan PinoAún no hay calificaciones
- Diagrama de GanttDocumento2 páginasDiagrama de GanttRUTH REYESAún no hay calificaciones
- Caso Práctico Unidad 2 Aseguramiento de CalidadDocumento5 páginasCaso Práctico Unidad 2 Aseguramiento de CalidadJose HoyosAún no hay calificaciones
- Tarea 5 Informe Practico VirtualDocumento9 páginasTarea 5 Informe Practico VirtualDiego Andres Ceron RamirezAún no hay calificaciones
- Ingeco Trabajo Final Grupo 1Documento31 páginasIngeco Trabajo Final Grupo 1Cielo AltamiranoAún no hay calificaciones
- Decisión de Producción y PrecioDocumento7 páginasDecisión de Producción y PrecioxicotencatlAún no hay calificaciones
- Pia Estadística - Equipo 6 PDFDocumento33 páginasPia Estadística - Equipo 6 PDFLizeth TapiaAún no hay calificaciones
- Tarea5 JulianRestrepo PracticaDocumento12 páginasTarea5 JulianRestrepo Practicajulian camilo restrepoAún no hay calificaciones
- 1er Avance Iop TFDocumento7 páginas1er Avance Iop TFJoseph Sanchez ChizaAún no hay calificaciones
- Equipo 4 Proyecto Final Diseño y Evaluación de Estaciones de TrabajoDocumento29 páginasEquipo 4 Proyecto Final Diseño y Evaluación de Estaciones de TrabajoDither VMAún no hay calificaciones
- Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento12 páginasServicio Nacional de Adiestramiento en Trabajo IndustrialAlejandro Arias sanchez100% (2)
- INTEGRADORA I MT U1 Ejercicio 1Documento7 páginasINTEGRADORA I MT U1 Ejercicio 1Angel ColladoAún no hay calificaciones
- 02 Practica 1 - Herramientas para La Solución de Problemas en MantenimientoDocumento4 páginas02 Practica 1 - Herramientas para La Solución de Problemas en MantenimientoMARCO ANTONIO MAMANI CALISAYAAún no hay calificaciones
- Actividades Unidad IDocumento21 páginasActividades Unidad INoelia Cedeño RomeroAún no hay calificaciones
- Sciu-178 - Actividad Entregable - 003Documento4 páginasSciu-178 - Actividad Entregable - 003Solenka Mendoza Avalos100% (1)
- Et2 Gesop Equipo4Documento29 páginasEt2 Gesop Equipo4Brenda PerezAún no hay calificaciones
- Matemáticas IiDocumento6 páginasMatemáticas Iicarlos yayaAún no hay calificaciones
- Investigación Operativa Metodos CuantitativosDocumento7 páginasInvestigación Operativa Metodos CuantitativosROCIO CARO JURADO JURADOAún no hay calificaciones
- Practica 1, Impacto de La Productividad en La IndustriaDocumento9 páginasPractica 1, Impacto de La Productividad en La IndustriaBerenice Cruz RodriguezAún no hay calificaciones
- A4 DMMDDocumento10 páginasA4 DMMDDulce Maria Medina DeleonAún no hay calificaciones
- Tarea 5 Informe PracticoDocumento11 páginasTarea 5 Informe PracticoDiego Andres Ceron RamirezAún no hay calificaciones
- Metodos Cuantitativos FinalDocumento23 páginasMetodos Cuantitativos FinalDiana RinconAún no hay calificaciones
- Sesion 14Documento8 páginasSesion 14Alberto Barreto LeonAún no hay calificaciones
- Costeo AbcDocumento17 páginasCosteo AbckenyiAún no hay calificaciones
- FORMATO ALUMNOTRABAJO FINAL Calidad Total EDINSONVEGAREYESDocumento15 páginasFORMATO ALUMNOTRABAJO FINAL Calidad Total EDINSONVEGAREYESLuis VasquezAún no hay calificaciones
- Programacion IIIDocumento276 páginasProgramacion IIIYefersonzerpa100% (1)
- ReimyDocumento9 páginasReimyChang 71Aún no hay calificaciones
- Cgeu-239 - Formatoalumnotrabajofinal Calidad Total TC 1 y 2 Jose Manuel Ramos HuamaDocumento15 páginasCgeu-239 - Formatoalumnotrabajofinal Calidad Total TC 1 y 2 Jose Manuel Ramos Huamamanuel huamanAún no hay calificaciones
- CASO PRACTICO U3Documento4 páginasCASO PRACTICO U3sofiaAún no hay calificaciones
- Casos Prácticos de Excel Aplicados A La Gestión EmpresarialDocumento109 páginasCasos Prácticos de Excel Aplicados A La Gestión Empresarialjose100% (1)
- Trabajo Aplicativo - Edwin ChavarriDocumento33 páginasTrabajo Aplicativo - Edwin ChavarrichavarriAún no hay calificaciones
- tr2 GestionDocumento6 páginastr2 GestionFiorella GonzalesAún no hay calificaciones
- Informe A3Documento9 páginasInforme A3Daniel Vazquez100% (1)
- Lineamiento Proyecto para Optar Titulo Profesional PDFDocumento39 páginasLineamiento Proyecto para Optar Titulo Profesional PDFCesar Ninalaya ArandaAún no hay calificaciones
- Calidad Total 2023 Trabajo EntregableDocumento18 páginasCalidad Total 2023 Trabajo Entregablestrilex06 jimAún no hay calificaciones
- Ef Investigacion de Operaciones Juarez Olivares Maria Belen CompressDocumento14 páginasEf Investigacion de Operaciones Juarez Olivares Maria Belen CompressJorge Armando Martinez FiestasAún no hay calificaciones
- 1.6.2 Diagrama de ParetoDocumento11 páginas1.6.2 Diagrama de ParetoAlexis Sanchez LoaizaAún no hay calificaciones
- Proceso de mecanización por arranque de viruta. FMEH0109De EverandProceso de mecanización por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (1)
- Maquetación y compaginación de productos gráficos complejos. ARGP0110De EverandMaquetación y compaginación de productos gráficos complejos. ARGP0110Aún no hay calificaciones
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaCalificación: 4 de 5 estrellas4/5 (3)
- Contabilidad de costos. Tomo I: Herramienta de gestión vista desde la norma internacionalDe EverandContabilidad de costos. Tomo I: Herramienta de gestión vista desde la norma internacionalAún no hay calificaciones
- Lean certification. Certificación de un sistema de gestión leanDe EverandLean certification. Certificación de un sistema de gestión leanAún no hay calificaciones
- Preguntas Dinamizadoras Unidad 3Documento7 páginasPreguntas Dinamizadoras Unidad 3Julián MarínAún no hay calificaciones
- Caso Practico Unidad 2 LogisticaDocumento7 páginasCaso Practico Unidad 2 LogisticaJulián MarínAún no hay calificaciones
- Preguntaz Dinamizadoras Unidad 3Documento4 páginasPreguntaz Dinamizadoras Unidad 3Julián MarínAún no hay calificaciones
- Caso Practico Unidad 3 Relaciones Laborales.Documento7 páginasCaso Practico Unidad 3 Relaciones Laborales.Julián MarínAún no hay calificaciones
- Caso Practico Unidad 1 Logistica.Documento7 páginasCaso Practico Unidad 1 Logistica.Julián MarínAún no hay calificaciones
- Nuevo Formato Caso Poractico Unidad 3 Finanzas CorporativasDocumento8 páginasNuevo Formato Caso Poractico Unidad 3 Finanzas CorporativasJulián Marín100% (1)
- Caso Practico Unidad 3 Pago y Riesgo en El Comercio InternacionalDocumento6 páginasCaso Practico Unidad 3 Pago y Riesgo en El Comercio InternacionalJulián MarínAún no hay calificaciones
- Preguntas DinamizadorasDocumento1 páginaPreguntas DinamizadorasJulián MarínAún no hay calificaciones
- Caso Practico Unidad 3 Aseguramiento de La CalidadDocumento12 páginasCaso Practico Unidad 3 Aseguramiento de La CalidadJulián MarínAún no hay calificaciones
- Caso Practico Unidad 3 Juegos GerencialesDocumento7 páginasCaso Practico Unidad 3 Juegos GerencialesJulián Marín100% (1)
- Caso Practico Unidad 3 Gestion de TesoreriaDocumento12 páginasCaso Practico Unidad 3 Gestion de TesoreriaJulián MarínAún no hay calificaciones
- Caso Práctico Unidad 3Documento7 páginasCaso Práctico Unidad 3Julián MarínAún no hay calificaciones
- Caso Practico Unidad 3 Administracion de Procesos IIDocumento9 páginasCaso Practico Unidad 3 Administracion de Procesos IIJulián MarínAún no hay calificaciones
- Mapas Mentales ADMIN-Reyes Loreto RicardoDocumento4 páginasMapas Mentales ADMIN-Reyes Loreto RicardoReyes Loreto RicardoAún no hay calificaciones
- Circular 4/96 DPCT: Modifica y ActualizaDocumento11 páginasCircular 4/96 DPCT: Modifica y ActualizaRicardo RicoAún no hay calificaciones
- Cuadro Comparativo Modelos PedagogicosDocumento3 páginasCuadro Comparativo Modelos PedagogicosDiana Aguilar100% (1)
- Las 17 Fórmulas de Excel Esenciales para Empezar y Aprender Fórmulas de ExcelDocumento18 páginasLas 17 Fórmulas de Excel Esenciales para Empezar y Aprender Fórmulas de ExcelJose Ricardo Holguin CampoAún no hay calificaciones
- Ops Proyecto 2Documento12 páginasOps Proyecto 2AE ACFAún no hay calificaciones
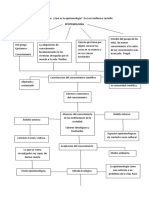
- Mapa Conceptual Del Texto-EpistemológiaDocumento2 páginasMapa Conceptual Del Texto-EpistemológiaLau Guz-Men50% (2)
- Practica 2. Efectivo y Equivalente de EfectivoDocumento3 páginasPractica 2. Efectivo y Equivalente de EfectivoMelanie De LeonAún no hay calificaciones
- Actividad 1Documento3 páginasActividad 1alexa veltranAún no hay calificaciones
- Cuadro Comparativo de Determinacion de AguasDocumento2 páginasCuadro Comparativo de Determinacion de AguasAlexander Patio67% (3)
- Shikaku AUDIODocumento1 páginaShikaku AUDIOAdriana CórsicoAún no hay calificaciones
- Actividad Saber IiDocumento3 páginasActividad Saber IiJOSE REPIZOAún no hay calificaciones
- Wa0035.Documento5 páginasWa0035.Sebastián GáfaroAún no hay calificaciones
- Examen PHPDocumento3 páginasExamen PHPanon_959001119Aún no hay calificaciones
- Ejemplo MOCK TISG 2022Documento6 páginasEjemplo MOCK TISG 2022AndresAún no hay calificaciones
- Libro Metodologia de Alberto RamirezDocumento111 páginasLibro Metodologia de Alberto RamirezPiero García Ortíz67% (3)
- Reconozco Y Manejo Mis Emociones: Sesión de Aprendizaje de TutoríaDocumento6 páginasReconozco Y Manejo Mis Emociones: Sesión de Aprendizaje de TutoríaNenita Aguilar100% (1)
- Instructivo para Llenar Las Fichas de Análisis Jurisprudencial.pDocumento7 páginasInstructivo para Llenar Las Fichas de Análisis Jurisprudencial.pAle CharryAún no hay calificaciones
- Informe Psicologico Stroop FinalDocumento5 páginasInforme Psicologico Stroop Finalkelly dazaAún no hay calificaciones
- Dtos de Mantenimiento R1000ia M410icDocumento10 páginasDtos de Mantenimiento R1000ia M410iccHeQuE EzequielAún no hay calificaciones
- Ensayo AcademicoDocumento6 páginasEnsayo AcademicoIVANA GABRIELA CONTRERA MEZAAún no hay calificaciones
- Buenos Dias Mina Justa 2022.07.08Documento5 páginasBuenos Dias Mina Justa 2022.07.08Eloy Ayna AduviriAún no hay calificaciones
- Dda Aumento de AlimentosDocumento6 páginasDda Aumento de AlimentosvanessaAún no hay calificaciones
- CinematicaDocumento22 páginasCinematicaCamy ZambranoAún no hay calificaciones
- Química 2023-1Documento6 páginasQuímica 2023-1monica boscanAún no hay calificaciones
- Septiembre 27 Victoria 2013 DefDocumento25 páginasSeptiembre 27 Victoria 2013 DefPagina web Diario elsigloAún no hay calificaciones
- Factores Influyentes en La VentaDocumento10 páginasFactores Influyentes en La VentaJheymy Fabian YauriAún no hay calificaciones
- Reporte AzeotroposDocumento8 páginasReporte AzeotroposFernanda GómezAún no hay calificaciones
- LSOH-90Documento3 páginasLSOH-90Cucho CTAún no hay calificaciones
- Casa GabrielaDocumento35 páginasCasa GabrielaRonaldo ParionaAún no hay calificaciones
- Actividad 4 Admon Del Comportamiento OrganizacionalDocumento5 páginasActividad 4 Admon Del Comportamiento OrganizacionalAbrahancitho EstanolAún no hay calificaciones