También podría gustarte
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Examen TornoDocumento3 páginasExamen TornoJavier FloresAún no hay calificaciones
- TopografiaDocumento7 páginasTopografiaalbertoAún no hay calificaciones
- Informe 3Documento9 páginasInforme 3albertoAún no hay calificaciones
- Mecanizado de un eje mediante el Ciclo Fijo G71 en el Torno CNC serie KNC-50GDocumento15 páginasMecanizado de un eje mediante el Ciclo Fijo G71 en el Torno CNC serie KNC-50GLuis MuyulemaAún no hay calificaciones
- Subprogramas Polares, RotacionalesDocumento4 páginasSubprogramas Polares, RotacionalesGabriela ManriqueAún no hay calificaciones
- Práctica TORNODocumento30 páginasPráctica TORNOCarlos Fdez100% (1)
- Guia de Operación Torno Mtab V1Documento42 páginasGuia de Operación Torno Mtab V1Christian Calderón VilelaAún no hay calificaciones
- Manual Teorico Fresa CNC PDFDocumento19 páginasManual Teorico Fresa CNC PDFMorales Huitron Divany AntonioAún no hay calificaciones
- GT11 - Prog. y Sim. Med Cod N.C. para Centro de Mecanizado CNCDocumento8 páginasGT11 - Prog. y Sim. Med Cod N.C. para Centro de Mecanizado CNCJhon Deybi Barrera DelgadoAún no hay calificaciones
- Mecanizado de Contornos-Nuñez Montesinos Sergio IgnacioDocumento14 páginasMecanizado de Contornos-Nuñez Montesinos Sergio IgnacioDaniel S. Molina TorresAún no hay calificaciones
- Informe 4 pasadoDocumento9 páginasInforme 4 pasadocassygoonAún no hay calificaciones
- Cuaderno de Informes S2Documento10 páginasCuaderno de Informes S2jhan inoñanAún no hay calificaciones
- Aplicaciones Sistemas-Automáticos-2019-2020Documento60 páginasAplicaciones Sistemas-Automáticos-2019-2020Manuel Garcia SuarezAún no hay calificaciones
- Guia de Operación Torno Mtab V1 16-04-2020Documento67 páginasGuia de Operación Torno Mtab V1 16-04-2020yino azeretoAún no hay calificaciones
- Informe 4Documento8 páginasInforme 4Eddison NuñezAún no hay calificaciones
- Cuadernillo de Practicas de C.N.C.Documento134 páginasCuadernillo de Practicas de C.N.C.Missa PérezAún no hay calificaciones
- Cuadernillo de Practicas de C.N.C.Documento154 páginasCuadernillo de Practicas de C.N.C.Juan Pablo MartinezAún no hay calificaciones
- Practica 3Documento14 páginasPractica 3KATIA CASTRO ARMENDARIZAún no hay calificaciones
- Instrumentos de medición SENADocumento14 páginasInstrumentos de medición SENALIZZETH ALEJANDRA PRADAAún no hay calificaciones
- Mecanización EspolDocumento13 páginasMecanización EspolDanny Riofrio CornelAún no hay calificaciones
- Manual de Practicas Win UnisoftDocumento12 páginasManual de Practicas Win UnisoftAlexisAún no hay calificaciones
- TAREA 3 - CNC - Grupo - 243008 - 13Documento5 páginasTAREA 3 - CNC - Grupo - 243008 - 13alberto100% (1)
- Manual Practicas PLCDocumento15 páginasManual Practicas PLCBrian M. Carrillo ChairezAún no hay calificaciones
- Control Numérico ComputarizadoDocumento20 páginasControl Numérico Computarizadojennifer Cataño AlbarracinAún no hay calificaciones
- Cuadernillo de Prácticas CNCDocumento14 páginasCuadernillo de Prácticas CNCRoberto Azcárate Sánchez0% (1)
- Cuestionario Sobre El Control Numerico - SernaDocumento5 páginasCuestionario Sobre El Control Numerico - Sernalupita sernaAún no hay calificaciones
- Guìa Instrumentos de MediciónDocumento14 páginasGuìa Instrumentos de MediciónKRANFORD CASTILLOAún no hay calificaciones
- Lab 2 CNCDocumento7 páginasLab 2 CNCNicol AvilaAún no hay calificaciones
- Práctica 5 Simulacion de Procesos - Pedraza Bautista Luis DiegoDocumento14 páginasPráctica 5 Simulacion de Procesos - Pedraza Bautista Luis Diegoluis pedrazaAún no hay calificaciones
- Tarea1 RodrigoCardenasDocumento8 páginasTarea1 RodrigoCardenasLeonardo Romero JimenezAún no hay calificaciones
- Silabo de C.N.C 2022-A-ActualizadoDocumento7 páginasSilabo de C.N.C 2022-A-ActualizadoJESUS FRANK AYQUIPA ROSASAún no hay calificaciones
- Rosca y GargantaDocumento5 páginasRosca y GargantaTonatiuh Antonio FernándezAún no hay calificaciones
- Procedimiento prácticas torno CNC WinunisoftDocumento2 páginasProcedimiento prácticas torno CNC WinunisoftMAGDAFERNANDAAún no hay calificaciones
- 3 A - Fundamentos de CNC (1-2019)Documento36 páginas3 A - Fundamentos de CNC (1-2019)Juan VazquezAún no hay calificaciones
- Fundamentos de Prograamacion CNCDocumento12 páginasFundamentos de Prograamacion CNCAnthony JuniorAún no hay calificaciones
- Guia de Laboratorio FMSDocumento3 páginasGuia de Laboratorio FMSAndrés VelozAún no hay calificaciones
- Fabián Martínez LabDocumento7 páginasFabián Martínez LabDanny Fabian MartínezAún no hay calificaciones
- Contorno 1 de Una Pieza Con Fresadora CNCDocumento12 páginasContorno 1 de Una Pieza Con Fresadora CNCAscencion PalaciosAún no hay calificaciones
- PMecanización Homework4 PillasaguaOrdoñez Paralelo1Documento12 páginasPMecanización Homework4 PillasaguaOrdoñez Paralelo1Jorge PillasaguaAún no hay calificaciones
- Proyecto Final SimulaciónDocumento9 páginasProyecto Final SimulaciónaxelAún no hay calificaciones
- Centro de Mecanizado Codigos GDocumento5 páginasCentro de Mecanizado Codigos Galex carvajalAún no hay calificaciones
- Cuadernillo de Practicas de Centros de MaquinadoDocumento75 páginasCuadernillo de Practicas de Centros de MaquinadoJacob100% (1)
- Guia N. 2 Instrumentos de Medición - RevisadaDocumento14 páginasGuia N. 2 Instrumentos de Medición - RevisadaIRVING BALLESTEROSAún no hay calificaciones
- ¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MDocumento6 páginas¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MDaniel GarciaAún no hay calificaciones
- SSCNC Manual de Simulador en WordDocumento219 páginasSSCNC Manual de Simulador en WordVictor Hernandez GaliciaAún no hay calificaciones
- Guia 2Documento9 páginasGuia 2Ricardo PonceAún no hay calificaciones
- ActividadVExperiencial Dibujo CNC 03 PDFDocumento37 páginasActividadVExperiencial Dibujo CNC 03 PDFJose Luis Feliciano MaytaAún no hay calificaciones
- CNC para MecatrónicaDocumento5 páginasCNC para MecatrónicaDianita FloresAún no hay calificaciones
- Programación manual torno CNCDocumento36 páginasProgramación manual torno CNCGustavo Ortiz100% (2)
- Mecanizado Por Control NumericoDocumento19 páginasMecanizado Por Control NumericoDaniel NavaAún no hay calificaciones
- Exp CNC TornoDocumento5 páginasExp CNC TornoFernando Huincho TovarAún no hay calificaciones
- Reporte 1 Campro ZineDocumento6 páginasReporte 1 Campro ZineZine AlmaAún no hay calificaciones
- Prac - Taller #08 Interrup - Elemen - Accionam - Cade - PC - SimuDocumento8 páginasPrac - Taller #08 Interrup - Elemen - Accionam - Cade - PC - SimuCristhian Uziel Luque RomeroAún no hay calificaciones
- 05 Practica Torno CNCDocumento4 páginas05 Practica Torno CNCricardoAún no hay calificaciones
- Cuaderno de Informe 9Documento12 páginasCuaderno de Informe 9STEFANY YERALDIN SIANCAS ORTIZAún no hay calificaciones
- LISTA DE CHEQUEO DE LA COMPETENCIA Preventivo 2017Documento6 páginasLISTA DE CHEQUEO DE LA COMPETENCIA Preventivo 2017hugoivAún no hay calificaciones
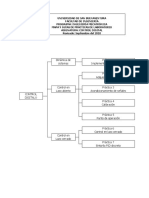
- Guias 2012A-Control DigitalDocumento13 páginasGuias 2012A-Control DigitalAndres OchoaAún no hay calificaciones
- Tarea 1 - Conceptos Básicos Del CNC y Comparación de Máquinas HerramientaDocumento21 páginasTarea 1 - Conceptos Básicos Del CNC y Comparación de Máquinas Herramientajulián Andrés ToroAún no hay calificaciones
- Automatización torno CNCDocumento4 páginasAutomatización torno CNCAndres Trilleras ReyesAún no hay calificaciones
- PRactica 5Documento9 páginasPRactica 5Luis TierrablancaAún no hay calificaciones
- PRactica 5Documento9 páginasPRactica 5Luis TierrablancaAún no hay calificaciones
- Formato ReporteDocumento3 páginasFormato ReporteLuis TierrablancaAún no hay calificaciones
- Portada Medicina EnfermeriaDocumento1 páginaPortada Medicina EnfermeriaLuis TierrablancaAún no hay calificaciones
- Unidad I Antecedentes de La FísicaDocumento3 páginasUnidad I Antecedentes de La FísicaLuis TierrablancaAún no hay calificaciones
- Notas Exposición Contexto ISO 14001Documento2 páginasNotas Exposición Contexto ISO 14001Luis RamírezAún no hay calificaciones
- Pensamiento CriticoDocumento11 páginasPensamiento Criticoeanota40Aún no hay calificaciones
- Plan de Trabajo Instalacion de Tuberias de Cobre Rev1Documento7 páginasPlan de Trabajo Instalacion de Tuberias de Cobre Rev1Jose Alvitrez100% (3)
- Operación BinariaDocumento5 páginasOperación BinariaJose Carlos Juanos MaculetAún no hay calificaciones
- Desafío 4Documento7 páginasDesafío 4Erika CentenoAún no hay calificaciones
- Evaluación Final RedacciónDocumento3 páginasEvaluación Final RedacciónALEXIA ANDREA RODRIGUEZ CAHUANAAún no hay calificaciones
- La Voz n.62Documento50 páginasLa Voz n.62Barlo VentoAún no hay calificaciones
- Importancia de La Atmósfera 1ºDocumento31 páginasImportancia de La Atmósfera 1ºMaryorit Neyra TorresAún no hay calificaciones
- Convertidor SEPIC ConmutacionDocumento4 páginasConvertidor SEPIC ConmutacionKev VacaAún no hay calificaciones
- Riesgos laborales por temperaturas extremasDocumento22 páginasRiesgos laborales por temperaturas extremasJOHANA JIMENEZ RIVERAAún no hay calificaciones
- 4° AÑO PSICOLOGIA - Interaccion Del Hombre Con Su Medio.Documento5 páginas4° AÑO PSICOLOGIA - Interaccion Del Hombre Con Su Medio.Roberto BrandolinAún no hay calificaciones
- EJERCICIO2Documento15 páginasEJERCICIO2julia aceituno calsinAún no hay calificaciones
- Tema 2 Esfera Terrestre 2022Documento28 páginasTema 2 Esfera Terrestre 2022Santino Ali OdalesAún no hay calificaciones
- Programas Educación Básica Tercer Grado Programa de Educación FísicaDocumento19 páginasProgramas Educación Básica Tercer Grado Programa de Educación Físicamailelvys feliciantonio rodriguezAún no hay calificaciones
- Cinematica en 1DDocumento11 páginasCinematica en 1DEliomar RieraAún no hay calificaciones
- 1 Wolf2017 Molares Maxilares y Mandibulares - En.esDocumento10 páginas1 Wolf2017 Molares Maxilares y Mandibulares - En.esSergio CastelanAún no hay calificaciones
- 1-Fase 3-ERIKA GARZONDocumento4 páginas1-Fase 3-ERIKA GARZONLorena GarzonAún no hay calificaciones
- Cena - Dettano - 2020 - Emociones en Torno A Los Cuidados SocialesDocumento36 páginasCena - Dettano - 2020 - Emociones en Torno A Los Cuidados SocialesRebeca CenaAún no hay calificaciones
- Reactor combustión C2H6Documento2 páginasReactor combustión C2H6Axel Germán Ramírez ColínAún no hay calificaciones
- Purificadora de AguaDocumento25 páginasPurificadora de AguaSergio CitalanAún no hay calificaciones
- Gas ideal y relación P-TDocumento3 páginasGas ideal y relación P-TDesaprende con GonzalesAún no hay calificaciones
- 2do AñoDocumento9 páginas2do AñoMagaly triunfadores marchanAún no hay calificaciones
- Investigacion de Trantornos Del SueñoDocumento10 páginasInvestigacion de Trantornos Del SueñoDanna Gomez lopezAún no hay calificaciones
- Uni1 Act1 Tal Mét Sol Sis EcuDocumento2 páginasUni1 Act1 Tal Mét Sol Sis EcuANA ISABEL fierroAún no hay calificaciones
- Sílabo de Panadería y PasteleríaDocumento17 páginasSílabo de Panadería y PasteleríaLuis Ricardo Reyes ValladolidAún no hay calificaciones
- Transmisor de PHDocumento117 páginasTransmisor de PHDanielMartinezVanCampsAún no hay calificaciones
- Perfil de EgresoDocumento7 páginasPerfil de EgresoNataly PaqueAún no hay calificaciones
- Asistente de GerenciaDocumento6 páginasAsistente de GerenciaDamaris CruzAún no hay calificaciones
- Clase 3. Alteraciones Del Nivel Morfosintáctico PDFDocumento29 páginasClase 3. Alteraciones Del Nivel Morfosintáctico PDFMariaAndreaAún no hay calificaciones
- Guia 3 CONTABILIDAD DE. GESTIONDocumento14 páginasGuia 3 CONTABILIDAD DE. GESTIONSantiago BeltranAún no hay calificaciones
- Estructuras de Datos Básicas: Programación orientada a objetos con JavaDe EverandEstructuras de Datos Básicas: Programación orientada a objetos con JavaCalificación: 5 de 5 estrellas5/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (116)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- Minería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásDe EverandMinería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Investigación de operaciones: Conceptos fundamentalesDe EverandInvestigación de operaciones: Conceptos fundamentalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDe EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoCalificación: 4 de 5 estrellas4/5 (30)
- APLICACIONES PRACTICAS CON EXCELDe EverandAPLICACIONES PRACTICAS CON EXCELCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Auditoría de seguridad informática: Curso prácticoDe EverandAuditoría de seguridad informática: Curso prácticoCalificación: 5 de 5 estrellas5/5 (1)
- Organizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)De EverandOrganizaciones Exponenciales: Por qué existen nuevas organizaciones diez veces más escalables y rentables que la tuya (y qué puedes hacer al respecto)Calificación: 4.5 de 5 estrellas4.5/5 (11)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- El mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosDe EverandEl mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosCalificación: 5 de 5 estrellas5/5 (2)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Aprender Illustrator 2020 con 100 ejercicios prácticosDe EverandAprender Illustrator 2020 con 100 ejercicios prácticosAún no hay calificaciones
- Gestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosDe EverandGestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosCalificación: 5 de 5 estrellas5/5 (3)
- AngularJS: Conviértete en el profesional que las compañías de software necesitan.De EverandAngularJS: Conviértete en el profesional que las compañías de software necesitan.Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Guía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackDe EverandGuía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackAún no hay calificaciones
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)