También podría gustarte
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109De EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Calificación: 3.5 de 5 estrellas3.5/5 (2)
- Reporte PirinolaDocumento20 páginasReporte PirinolaJairo AvilésAún no hay calificaciones
- Practica 7Documento14 páginasPractica 7Jairo M. CovarrubiasAún no hay calificaciones
- Reporte Torno y Fresa CNCDocumento32 páginasReporte Torno y Fresa CNCmedalomismo89775% (4)
- DyFAC Examen FinalDocumento30 páginasDyFAC Examen Finaldem priceAún no hay calificaciones
- Informe Codigos GDocumento26 páginasInforme Codigos GByron Montero0% (1)
- Practica 1Documento9 páginasPractica 1danny_alfrad100% (1)
- Práctica 11 Maquinado en Fresadora CNC-1Documento20 páginasPráctica 11 Maquinado en Fresadora CNC-1JohnAún no hay calificaciones
- Manufactura Computacional IIDocumento27 páginasManufactura Computacional IImarcosAún no hay calificaciones
- Paper Jaime Vega 25nov2013Documento4 páginasPaper Jaime Vega 25nov2013jaime vegaAún no hay calificaciones
- Practica Torno KNCDocumento12 páginasPractica Torno KNCAlex JavierAún no hay calificaciones
- INFORME 02 CNC GR1 Cuestas SantoDocumento11 páginasINFORME 02 CNC GR1 Cuestas SantoHabanitaConstantineFrancoAún no hay calificaciones
- Tarea 5Documento8 páginasTarea 5princesoquinnAún no hay calificaciones
- Desarrollo de La Unidad 4Documento17 páginasDesarrollo de La Unidad 4Rosalinda Barrios de la cruzAún no hay calificaciones
- Mecanizado de un eje mediante el Ciclo Fijo G71 en el Torno CNC serie KNC-50GDocumento15 páginasMecanizado de un eje mediante el Ciclo Fijo G71 en el Torno CNC serie KNC-50GLuis MuyulemaAún no hay calificaciones
- Reporte PiezaDocumento5 páginasReporte PiezaRuben GarciaAún no hay calificaciones
- CNC PresentacionDocumento55 páginasCNC PresentacionKry Kro100% (1)
- Cono MorseDocumento9 páginasCono MorseNicolas MayorcaAún no hay calificaciones
- CNC (Piezas de Taladrado)Documento7 páginasCNC (Piezas de Taladrado)Acosta DanielAún no hay calificaciones
- Practica CNC FresadoraDocumento10 páginasPractica CNC FresadoraTony MunsterAún no hay calificaciones
- Informe4 FlexiblesDocumento11 páginasInforme4 FlexiblesAlvaro Quisilema MedranoAún no hay calificaciones
- Practica #2 TornoDocumento43 páginasPractica #2 TornoEdisson Escobar0% (1)
- Codigos CNC Del G79-G89Documento29 páginasCodigos CNC Del G79-G89Jaziel Enrique Aleman Salinas100% (1)
- Examen Resuelto SPA 1245 681Documento5 páginasExamen Resuelto SPA 1245 681OscarPerezAún no hay calificaciones
- Practica 5 Proyecto FinalDocumento24 páginasPractica 5 Proyecto FinalandresAún no hay calificaciones
- Ensayo CNCDocumento15 páginasEnsayo CNCSally Ortega100% (2)
- Manufactura-Esteban Hernandez Aldo SantiagoDocumento19 páginasManufactura-Esteban Hernandez Aldo SantiagoAldo HernándezAún no hay calificaciones
- Ensayo CNCDocumento15 páginasEnsayo CNCEddy OrdóñezAún no hay calificaciones
- Exp CNC TornoDocumento5 páginasExp CNC TornoFernando Huincho TovarAún no hay calificaciones
- TORNEO CNC PRÁCTICADocumento14 páginasTORNEO CNC PRÁCTICALadhy Guadalupe Feliciano FuentesAún no hay calificaciones
- Práctica 4 - Torno CNCDocumento6 páginasPráctica 4 - Torno CNCRussell AgamaAún no hay calificaciones
- Amán Anrango CNC Práctica#3Documento10 páginasAmán Anrango CNC Práctica#3HabanitaConstantineFrancoAún no hay calificaciones
- Practica 3Documento11 páginasPractica 3danny_alfradAún no hay calificaciones
- Apuntes Control Fagor 8055Documento27 páginasApuntes Control Fagor 8055Bruno Andres AlistersAún no hay calificaciones
- Reporte Bobina de Tesla CaseraDocumento9 páginasReporte Bobina de Tesla CaseraCristian ReyesAún no hay calificaciones
- Laboratorio C.N.CDocumento14 páginasLaboratorio C.N.CAngie Melissa Cardenas BenavidesAún no hay calificaciones
- Evidenciaa 2Documento3 páginasEvidenciaa 2Leonardo DiazAún no hay calificaciones
- Examen 2 CAMDocumento12 páginasExamen 2 CAMSalvador BortoliniAún no hay calificaciones
- Lab2 CNC VictorDocumento9 páginasLab2 CNC VictorgermanAún no hay calificaciones
- Codigos de Programacion para CNC Tipos G y MDocumento9 páginasCodigos de Programacion para CNC Tipos G y MFernando SalinasAún no hay calificaciones
- PMecanización Homework4 PillasaguaOrdoñez Paralelo1Documento12 páginasPMecanización Homework4 PillasaguaOrdoñez Paralelo1Jorge PillasaguaAún no hay calificaciones
- Raul Guerra Tarea3Documento8 páginasRaul Guerra Tarea3raul guerra100% (1)
- Práctica de Diseño, Definición de Planos, Métodos de Maquinado de Una Brida de '' y Simulación de MaquinadoDocumento41 páginasPráctica de Diseño, Definición de Planos, Métodos de Maquinado de Una Brida de '' y Simulación de MaquinadoLeonardoCamposVazquezAún no hay calificaciones
- Maquinado CNCDocumento10 páginasMaquinado CNCSamaí PachecoAún no hay calificaciones
- Proyecto CNCDocumento16 páginasProyecto CNCandreacuriel5Aún no hay calificaciones
- Ejercicio Torno CNCDocumento6 páginasEjercicio Torno CNChunt191Aún no hay calificaciones
- Pia CNC 1Documento15 páginasPia CNC 1Javier RodriguezAún no hay calificaciones
- Cuestionario 2 Manufactura AvanzadaDocumento7 páginasCuestionario 2 Manufactura AvanzadaJABGE FANAún no hay calificaciones
- Practica 3Documento14 páginasPractica 3KATIA CASTRO ARMENDARIZAún no hay calificaciones
- ¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MDocumento6 páginas¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MDaniel GarciaAún no hay calificaciones
- Curso CNCDocumento33 páginasCurso CNCING250609Aún no hay calificaciones
- Eval3 NxTutorial TornoCNC EnriqueAñazcoDocumento11 páginasEval3 NxTutorial TornoCNC EnriqueAñazcoAñazco DavidAún no hay calificaciones
- Expo CNC PugaDocumento22 páginasExpo CNC PugaLily PalaciosAún no hay calificaciones
- CNCDocumento168 páginasCNCCristian SotoAún no hay calificaciones
- ManualDocumento5 páginasManualMarlon GuilcasoAún no hay calificaciones
- Material Didáctico CNC FranklinDocumento84 páginasMaterial Didáctico CNC FranklinFranklin SanchezAún no hay calificaciones
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Operaciones de mecanizado manual. FMEE0208De EverandOperaciones de mecanizado manual. FMEE0208Aún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109De EverandCálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109Aún no hay calificaciones
- CuponDocumento1 páginaCuponAlexisAún no hay calificaciones
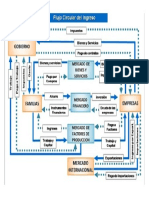
- Flujo CircularDocumento1 páginaFlujo CircularAlexisAún no hay calificaciones
- C OnversaciónDocumento2 páginasC OnversaciónAlexisAún no hay calificaciones
- PersepcionDocumento1 páginaPersepcionAlexisAún no hay calificaciones
- Guia Cuestionario Conta 2018AADocumento4 páginasGuia Cuestionario Conta 2018AAAlexisAún no hay calificaciones
- El Escritor de Azorín - Literatura y Justificación PDFDocumento23 páginasEl Escritor de Azorín - Literatura y Justificación PDFdiamondswordAún no hay calificaciones
- Diagrmas UlmDocumento7 páginasDiagrmas UlmAlexisAún no hay calificaciones
- MicroDocumento3 páginasMicroAlexisAún no hay calificaciones
- Flujo CircularDocumento1 páginaFlujo CircularAlexisAún no hay calificaciones
- BienDocumento2 páginasBienAlexisAún no hay calificaciones
- Libro Integrales Resueltas PDFDocumento242 páginasLibro Integrales Resueltas PDFJordan Hernandez Vidal100% (2)
- Derecho FamiliarDocumento6 páginasDerecho FamiliarAlexisAún no hay calificaciones
- Microeconomía I Tarea ExcesosDocumento1 páginaMicroeconomía I Tarea ExcesosAlexisAún no hay calificaciones
- Chap1a PDFDocumento16 páginasChap1a PDFAlexisAún no hay calificaciones
- M07 LecturaDocumento24 páginasM07 LecturaAlexisAún no hay calificaciones
- IntegracionesDocumento3 páginasIntegracionesAlexisAún no hay calificaciones
- CIRCUNFERENCIADocumento4 páginasCIRCUNFERENCIAAlexisAún no hay calificaciones
- Ciencia ContemporaneaDocumento5 páginasCiencia ContemporaneaAlexisAún no hay calificaciones
- Antro Polo GiaDocumento1 páginaAntro Polo GiaAlexisAún no hay calificaciones
- TECNOLOGIADocumento2 páginasTECNOLOGIAAlexisAún no hay calificaciones
- Esquemas de MayorDocumento2 páginasEsquemas de MayorAlexisAún no hay calificaciones
- Adjetivos de AparienciaDocumento5 páginasAdjetivos de AparienciaAlexisAún no hay calificaciones
- Consetos de DerechoDocumento2 páginasConsetos de DerechoAlexisAún no hay calificaciones
- ArduinoDocumento1 páginaArduinoAlexisAún no hay calificaciones
- LogoDocumento2 páginasLogoAlexisAún no hay calificaciones
- Revolución CientíficaDocumento2 páginasRevolución CientíficaAlexisAún no hay calificaciones
- 2020 EspDocumento82 páginas2020 EspFrankoko Sácate UnoAún no hay calificaciones
- Seguidor de Linea (Gamc)Documento25 páginasSeguidor de Linea (Gamc)Gato Alvear50% (2)
- Metodología - Impacto VialDocumento2 páginasMetodología - Impacto Vialbekyn huaman rodriguezAún no hay calificaciones
- ManualDocumento30 páginasManualdaquila2757Aún no hay calificaciones
- 6 Millones de Novatos Han Comprado Monedas en Robinhood Crypto Ya en 2021Documento6 páginas6 Millones de Novatos Han Comprado Monedas en Robinhood Crypto Ya en 2021Pedro BoxerAún no hay calificaciones
- MF AA3 Reglas para La Normalizacion de Una Base de DatosDocumento17 páginasMF AA3 Reglas para La Normalizacion de Una Base de DatosObed Marino Bonilla GomezAún no hay calificaciones
- Modulo Introduccion Al Sonido en Vivo PDFDocumento120 páginasModulo Introduccion Al Sonido en Vivo PDFFabian Andres GonzalezAún no hay calificaciones
- Introducción A La ComputaciónDocumento24 páginasIntroducción A La ComputaciónZentaris123Aún no hay calificaciones
- Gestión Por ProcesosDocumento53 páginasGestión Por ProcesosCristian Esteban Carbajal LunaAún no hay calificaciones
- Practica 1Documento5 páginasPractica 1carlos rendonAún no hay calificaciones
- Evaluación FinalDocumento4 páginasEvaluación FinalLuis GutierrezAún no hay calificaciones
- Icpm U3 A2 IvgDocumento5 páginasIcpm U3 A2 IvgIngrid VazquezAún no hay calificaciones
- Planificación módulo comprensión lectora y redacción textosDocumento7 páginasPlanificación módulo comprensión lectora y redacción textosAlexandra CadenaAún no hay calificaciones
- Propuesta Técnico Económica Pgirs. Fase 1. Diagnóstico PDFDocumento4 páginasPropuesta Técnico Económica Pgirs. Fase 1. Diagnóstico PDFVanessa CuevasAún no hay calificaciones
- Formato Plan de TrabajoDocumento1 páginaFormato Plan de TrabajoMichel Gallegos OsorioAún no hay calificaciones
- Manual Nos Mueve La Paz PDFDocumento46 páginasManual Nos Mueve La Paz PDFEsteban EspinosaAún no hay calificaciones
- Relación de Buenos ContribuyentesDocumento3 páginasRelación de Buenos ContribuyenteskatherinAún no hay calificaciones
- Tipos de EnrutamientoDocumento3 páginasTipos de EnrutamientoLeonardo JimenezAún no hay calificaciones
- Examen Computación III - Tienda Mascotas OnlineDocumento2 páginasExamen Computación III - Tienda Mascotas OnlineHERLIN HAMED LUDEÑA MORENOAún no hay calificaciones
- Configurar y administrar pruebas con iTest 1.3Documento8 páginasConfigurar y administrar pruebas con iTest 1.3José Vicente Cueva TorresAún no hay calificaciones
- Practica Configure A Windows 7 FirewallDocumento11 páginasPractica Configure A Windows 7 FirewallRafael Hernandez VillarAún no hay calificaciones
- LA METAFÍSICA Y LA LÓGICA MATEMÁTICA DE ARISTÓTELESDocumento4 páginasLA METAFÍSICA Y LA LÓGICA MATEMÁTICA DE ARISTÓTELESJennyAún no hay calificaciones
- Plan de Estudios de Automatizacion y ControlDocumento2 páginasPlan de Estudios de Automatizacion y Controldiego AguAún no hay calificaciones
- CHILLER DaikinDocumento67 páginasCHILLER Daikincesar100% (1)
- Asignacion#2 Axel GenaoDocumento5 páginasAsignacion#2 Axel GenaoAxel GenaoAún no hay calificaciones
- Ucsur Cpe Pee Sesion01Documento76 páginasUcsur Cpe Pee Sesion01Jar LintonAún no hay calificaciones
- Router OdpDocumento11 páginasRouter OdpverevereAún no hay calificaciones
- Quiz Escenario 3Documento10 páginasQuiz Escenario 3danilo100% (1)
- 1 Python&VSCDocumento8 páginas1 Python&VSCAgustin SantuchoAún no hay calificaciones
- Interruptores de final de carrera: tipos, componentes y funcionamientoDocumento3 páginasInterruptores de final de carrera: tipos, componentes y funcionamientoFredy Rodrigo Gomez SissaAún no hay calificaciones