También podría gustarte
- UF0354 - Elaboración de curados y salazones cárnicosDe EverandUF0354 - Elaboración de curados y salazones cárnicosCalificación: 3 de 5 estrellas3/5 (2)
- Manual de Control de Calidad en La PanaderiaDocumento14 páginasManual de Control de Calidad en La PanaderiaJhonatan Cáceres91% (11)
- Supervisión de las operaciones preliminares y técnicas de manipulación. HOTR0110De EverandSupervisión de las operaciones preliminares y técnicas de manipulación. HOTR0110Aún no hay calificaciones
- Paltas Chile eDocumento24 páginasPaltas Chile ecapAún no hay calificaciones
- UF1179 - Tratamientos previos de la lecheDe EverandUF1179 - Tratamientos previos de la lecheAún no hay calificaciones
- Microbiologia de Alimentos Conserva de Tomates HaccpDocumento16 páginasMicrobiologia de Alimentos Conserva de Tomates Haccpguanipa20100% (1)
- MF1779_3 - Aprovisionamiento en pasteleríaDe EverandMF1779_3 - Aprovisionamiento en pasteleríaCalificación: 5 de 5 estrellas5/5 (1)
- Control de Calidad en El Proceso de PanificaciónDocumento54 páginasControl de Calidad en El Proceso de Panificaciónguilleforever87% (15)
- Haccp Queso Oaxaca E1Documento20 páginasHaccp Queso Oaxaca E1Moniqa Alvarado0% (1)
- Elaboracion de Galletas - HACCPDocumento31 páginasElaboracion de Galletas - HACCPIzabell Villatoro Toledo100% (7)
- Pia Sabritas PMDocumento15 páginasPia Sabritas PMEver GarciaAún no hay calificaciones
- Plaza VeaDocumento5 páginasPlaza VeaAnonymous XiTkdTZx100% (2)
- 1 - Perrok Holmes 01 - Dos Detectives Y MedioDocumento91 páginas1 - Perrok Holmes 01 - Dos Detectives Y MedioAdriana S. Xicotencatl100% (1)
- Solar FotovoltaicaDocumento31 páginasSolar FotovoltaicaFelipe Uzabal100% (1)
- RCM (Industria Azucarera) Grp. #10Documento52 páginasRCM (Industria Azucarera) Grp. #10Luis Ortencio Montes CevillaAún no hay calificaciones
- Planta Procesadora de Papas FritasDocumento13 páginasPlanta Procesadora de Papas FritasJesus AliagaAún no hay calificaciones
- FISICO QUIMICA Problemas Resueltos de Gases IdealesDocumento6 páginasFISICO QUIMICA Problemas Resueltos de Gases IdealesSalvador Mantilla83% (6)
- CONTROL DE CALIDAD EN UNA PANADERÍADocumento54 páginasCONTROL DE CALIDAD EN UNA PANADERÍADarwin JiménezAún no hay calificaciones
- MANÍDocumento3 páginasMANÍnicollefernandezvAún no hay calificaciones
- Parámetros de calidad y procedimientos para el control y almacenamiento del cacao secoDocumento8 páginasParámetros de calidad y procedimientos para el control y almacenamiento del cacao secoAlejandra ManceroAún no hay calificaciones
- U4equipo 8 Manual de Control Del Proceso2Documento58 páginasU4equipo 8 Manual de Control Del Proceso2Dolres Magdalena ViñaAún no hay calificaciones
- Manual de Control de Calidad en La PanaderiaDocumento14 páginasManual de Control de Calidad en La PanaderiaGary Luna CuaquiraAún no hay calificaciones
- Manual de Control de Calidad en La Panaderia PDFDocumento14 páginasManual de Control de Calidad en La Panaderia PDFNury Marquez AlvisAún no hay calificaciones
- AgrosaDocumento16 páginasAgrosaJJavier AguilarAún no hay calificaciones
- Metodologia y Normas Iso - Icp120Documento5 páginasMetodologia y Normas Iso - Icp120Luis Angel Molina VallejosAún no hay calificaciones
- 1 Posibles Causas de Contaminacion Del QuesoDocumento3 páginas1 Posibles Causas de Contaminacion Del QuesoWellington GonzalezAún no hay calificaciones
- Esquema Tecnológico de La Elaboración de Mermelada de GuayabaDocumento8 páginasEsquema Tecnológico de La Elaboración de Mermelada de Guayabajesus gabrielAún no hay calificaciones
- Análisis de Riesgos y Puntos Críticos de ControlDocumento6 páginasAnálisis de Riesgos y Puntos Críticos de ControlGabriel Ebodio Armenta LópezAún no hay calificaciones
- Diagrama de AkaoDocumento7 páginasDiagrama de Akaoleidi juliana echeverri valenciaAún no hay calificaciones
- Planificación y Desarrollo Del Proyecto Parte IntermediaDocumento9 páginasPlanificación y Desarrollo Del Proyecto Parte IntermediaRubi Lorenza Rivera RamirezAún no hay calificaciones
- Taller II CasoDocumento5 páginasTaller II Casomcruzg3466Aún no hay calificaciones
- Anexo 1 - Control de Calidad - Caso Integrador Empresa Dulce Valentiña S.A.S.Documento25 páginasAnexo 1 - Control de Calidad - Caso Integrador Empresa Dulce Valentiña S.A.S.Juliana GuzmanAún no hay calificaciones
- Control de Calidad FruverDocumento3 páginasControl de Calidad FruverIng Oscar GómezAún no hay calificaciones
- Procedimiento de CONTROL DE PROCESOSDocumento6 páginasProcedimiento de CONTROL DE PROCESOSOlga GonzalezAún no hay calificaciones
- Taller Tema 4Documento11 páginasTaller Tema 4Gersain Martinez BotelloAún no hay calificaciones
- Ensayo MantequillaDocumento13 páginasEnsayo MantequillaIsrael OcAún no hay calificaciones
- Informe Procerdica ListoDocumento11 páginasInforme Procerdica ListoAnabil Marichal0% (1)
- Trabajo Practico Final BLPDocumento4 páginasTrabajo Practico Final BLPEsteban De la VegaAún no hay calificaciones
- ASEGURAMIENTO CALIDAD PROCESO FRUTAS VERDURASDocumento11 páginasASEGURAMIENTO CALIDAD PROCESO FRUTAS VERDURASJuan OrtizAún no hay calificaciones
- Caso Calidad Seminario 2021-2Documento2 páginasCaso Calidad Seminario 2021-2Valeria Alejandra Castillo PereyraAún no hay calificaciones
- Normas productivas y administrativas del caféDocumento6 páginasNormas productivas y administrativas del caféSergio Ariel Santos ValenciaAún no hay calificaciones
- Plan de muestreo y análisis de resultados para la empresa Formaggio S.A.SDocumento49 páginasPlan de muestreo y análisis de resultados para la empresa Formaggio S.A.SMiller Rincon SastoqueAún no hay calificaciones
- Actividad de Aprendizaje 5 Plan MaestroDocumento15 páginasActividad de Aprendizaje 5 Plan MaestroMerly LoboAún no hay calificaciones
- Variables Nectar de ManzanaDocumento8 páginasVariables Nectar de ManzanaNatalia GomezAún no hay calificaciones
- FASE 4 Aporte Actividad Individual Daniel PinedaDocumento7 páginasFASE 4 Aporte Actividad Individual Daniel PinedaDaniel David Pineda GomezAún no hay calificaciones
- Manual Trazabilidad Jhalem CoffeeDocumento12 páginasManual Trazabilidad Jhalem Coffeediana rojasAún no hay calificaciones
- Produccion y TrazabilidadDocumento8 páginasProduccion y Trazabilidadmanuel alejandro cortes bedoyaAún no hay calificaciones
- Tarea Académica - 4Documento9 páginasTarea Académica - 4tofitofujoshiAún no hay calificaciones
- Proceso Frabicacion de Alimento para Salmon ListoDocumento20 páginasProceso Frabicacion de Alimento para Salmon ListoAndres Vega PozaAún no hay calificaciones
- Salsa de TomateDocumento10 páginasSalsa de TomateRamon HernandezAún no hay calificaciones
- 3.6.4. Control de Producto Final de Harina y Aceite de PescadoDocumento16 páginas3.6.4. Control de Producto Final de Harina y Aceite de PescadoDavid Vega CruzAún no hay calificaciones
- Informe Terreno InocuidadDocumento9 páginasInforme Terreno InocuidadDaniela ValentinaAún no hay calificaciones
- Fabricación de Masas para PizzasDocumento13 páginasFabricación de Masas para PizzasDiego AriasAún no hay calificaciones
- Caso Practico U2Documento8 páginasCaso Practico U2Luis RendónAún no hay calificaciones
- Segundo Parcial - Tecno V - Eslohana Pamela Medrano Peláez 201841768Documento19 páginasSegundo Parcial - Tecno V - Eslohana Pamela Medrano Peláez 201841768Pamela Medrano PeláezAún no hay calificaciones
- Control de calidad en la agroindustriaDocumento11 páginasControl de calidad en la agroindustriaAlexis Yairs Romero MunarizAún no hay calificaciones
- Marmelada de Frambuesa BPMDocumento10 páginasMarmelada de Frambuesa BPMIgnacio Paisil RochaAún no hay calificaciones
- Empresa Mermelada de Fresa - Grupo 6Documento8 páginasEmpresa Mermelada de Fresa - Grupo 6Pedro Rebaza UrquiagaAún no hay calificaciones
- Procesos productivos galletas, hamburguesas, motas, pulpa durazno, almendras marañónDocumento4 páginasProcesos productivos galletas, hamburguesas, motas, pulpa durazno, almendras marañónO.E P.AAún no hay calificaciones
- Plan HACCP carne resDocumento9 páginasPlan HACCP carne resluisAún no hay calificaciones
- Recepción de La LecheDocumento6 páginasRecepción de La LecheMeLy Colorado MejiaAún no hay calificaciones
- Informe ColumelaDocumento7 páginasInforme ColumelaFelipe AdriazolaAún no hay calificaciones
- Pastas Seminario FinalDocumento33 páginasPastas Seminario Finalfercha666Aún no hay calificaciones
- U4equipo 8 Manual de Control Del Proceso2Documento58 páginasU4equipo 8 Manual de Control Del Proceso2NJunior LeónAún no hay calificaciones
- Establecer Un Protocolo para Implementar El Sistema HACCP en La Industria Láctea Con Base en Las BPL y Procesos de Control de CalidadDocumento6 páginasEstablecer Un Protocolo para Implementar El Sistema HACCP en La Industria Láctea Con Base en Las BPL y Procesos de Control de CalidadCarlos MadridAún no hay calificaciones
- Optimización de contenidos sobre métricas avanzadas de análisis webDocumento16 páginasOptimización de contenidos sobre métricas avanzadas de análisis webJose ChAún no hay calificaciones
- Division ElectricaDocumento12 páginasDivision ElectricaJose ChAún no hay calificaciones
- Trabajos Alto Riesgo - AlturaDocumento6 páginasTrabajos Alto Riesgo - AlturaJose ChAún no hay calificaciones
- Conoce Las Mejores Marcas de Pan Integral para DiabéticosDocumento6 páginasConoce Las Mejores Marcas de Pan Integral para DiabéticosJose ChAún no hay calificaciones
- ¿Por Qué Desaparecen Los Márgenes Superior e Inferior en WordDocumento15 páginas¿Por Qué Desaparecen Los Márgenes Superior e Inferior en WordJose ChAún no hay calificaciones
- ¿Por Qué Desaparecen Los Márgenes Superior e Inferior en WordDocumento15 páginas¿Por Qué Desaparecen Los Márgenes Superior e Inferior en WordJose ChAún no hay calificaciones
- Tipos EncuestasDocumento18 páginasTipos EncuestasMilton RiosAún no hay calificaciones
- Mecanica Ef23Documento2 páginasMecanica Ef23Jose ChAún no hay calificaciones
- Construcción de Polígono RegularDocumento7 páginasConstrucción de Polígono RegularJose ChAún no hay calificaciones
- Consultor en Gestión de Proyectos Bajo Técnicas ÁgilesDocumento2 páginasConsultor en Gestión de Proyectos Bajo Técnicas ÁgilesJose ChAún no hay calificaciones
- Ley de HessDocumento3 páginasLey de HessJose ChAún no hay calificaciones
- Optimización de contenidos sobre métricas avanzadas de análisis webDocumento16 páginasOptimización de contenidos sobre métricas avanzadas de análisis webJose ChAún no hay calificaciones
- I Concurso Público 728 - 2022: 728 #011 - 2022 Especialista 2 en Mantenimiento de Instalaciones Mecánicas Y EléctricasDocumento4 páginasI Concurso Público 728 - 2022: 728 #011 - 2022 Especialista 2 en Mantenimiento de Instalaciones Mecánicas Y EléctricasJose ChAún no hay calificaciones
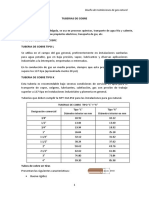
- Tuberias de Cobre - 1Documento4 páginasTuberias de Cobre - 1Jose ChAún no hay calificaciones
- Como La Fuerza Cortante Vertical Es 3000 TNDocumento1 páginaComo La Fuerza Cortante Vertical Es 3000 TNJose ChAún no hay calificaciones
- Pentagono Regular A Partir de Su Lado AbDocumento2 páginasPentagono Regular A Partir de Su Lado AbJose ChAún no hay calificaciones
- Ecuacion de Estado Cap 1Documento4 páginasEcuacion de Estado Cap 1Jose ChAún no hay calificaciones
- Proyecto 1 040222 - RemovedDocumento32 páginasProyecto 1 040222 - RemovedJose ChAún no hay calificaciones
- 2 PV Igual NRTDocumento3 páginas2 PV Igual NRTJose ChAún no hay calificaciones
- Valor Ganado SolucionDocumento18 páginasValor Ganado SolucionJose ChAún no hay calificaciones
- Potencia de CALCULOSDocumento1 páginaPotencia de CALCULOSJose ChAún no hay calificaciones
- Ef GDT 2021 2 M3Documento6 páginasEf GDT 2021 2 M3Jose ChAún no hay calificaciones
- ¿Cómo Va El Desarrollo de Centros Comerciales en Perú?: NacionalesDocumento9 páginas¿Cómo Va El Desarrollo de Centros Comerciales en Perú?: NacionalesJose ChAún no hay calificaciones
- ITE mejora energéticaDocumento18 páginasITE mejora energéticaJose ChAún no hay calificaciones
- La Transformación Del Turismo de Reuniones Fruto de Los Avances Tecnológicos. - Aprende de Turismo - Capacitación Gratis en TurismoDocumento10 páginasLa Transformación Del Turismo de Reuniones Fruto de Los Avances Tecnológicos. - Aprende de Turismo - Capacitación Gratis en TurismoJose ChAún no hay calificaciones
- 1.4.8. MET. CAMARA DE CLORACION Rev. 00Documento4 páginas1.4.8. MET. CAMARA DE CLORACION Rev. 00Jose ChAún no hay calificaciones
- Croquis Ubicacion Del PredioDocumento1 páginaCroquis Ubicacion Del PredioJose ChAún no hay calificaciones
- Guia de Calles y Establecimientos de Lima y Peru 2021 3333Documento1 páginaGuia de Calles y Establecimientos de Lima y Peru 2021 3333Jose ChAún no hay calificaciones
- Espacios. VolDocumento2 páginasEspacios. VolJose ChAún no hay calificaciones
- Escala de KnoopDocumento4 páginasEscala de KnoopJesus SerranoAún no hay calificaciones
- CONTRAOFERTA Recepción DARWINDocumento12 páginasCONTRAOFERTA Recepción DARWINcristianc.arquitectoAún no hay calificaciones
- Matemáticas financieras y herramientas de evaluación de proyectosDocumento12 páginasMatemáticas financieras y herramientas de evaluación de proyectosDavid GuzmanAún no hay calificaciones
- ACTIVIDAD ApropiacionDocumento1 páginaACTIVIDAD ApropiacionRobert AyalaAún no hay calificaciones
- Actividad 4. Variables Aleatorias DiscretasDocumento3 páginasActividad 4. Variables Aleatorias Discretascynthia gonzalezAún no hay calificaciones
- Precios de Transferencia - PluspetrolDocumento4 páginasPrecios de Transferencia - PluspetrolRenato MamAún no hay calificaciones
- PRIMER GOBIERNO ALAN GARCIA PERU 1985-1990Documento2 páginasPRIMER GOBIERNO ALAN GARCIA PERU 1985-1990Ben Hur Benites CastilloAún no hay calificaciones
- Fundición A Presión. ExposiciónDocumento10 páginasFundición A Presión. ExposiciónFrida CamAún no hay calificaciones
- Informe 2Documento11 páginasInforme 2Carlos DuránAún no hay calificaciones
- Plan de emergencia edificio Los Dos DelfinesDocumento35 páginasPlan de emergencia edificio Los Dos DelfinesFrancisco Correa QuiñonesAún no hay calificaciones
- El Gráfico de Gantt Henry Laurence GanttDocumento2 páginasEl Gráfico de Gantt Henry Laurence GanttEmmFCCAún no hay calificaciones
- Contaminación y Propuesta de Recuperación Ambiental de La Bahía de Chancay - PerúDocumento40 páginasContaminación y Propuesta de Recuperación Ambiental de La Bahía de Chancay - PerúRogger EscobarAún no hay calificaciones
- Un Ejercicio de Raíces CúbicasDocumento3 páginasUn Ejercicio de Raíces Cúbicasjavitoh93Aún no hay calificaciones
- Ficha de Información IdieiDocumento3 páginasFicha de Información IdieiJeffoSonicAún no hay calificaciones
- AgenciaDocumento2 páginasAgenciaVanessaAún no hay calificaciones
- Estudio 2 Parcial PDFDocumento114 páginasEstudio 2 Parcial PDFALEXIS OMAR GRIJALVA NACEVILLAAún no hay calificaciones
- Cambio de La Formacion Del Docente UniversitarioDocumento9 páginasCambio de La Formacion Del Docente Universitarioangie gonzalezAún no hay calificaciones
- Concreto PretensadoDocumento24 páginasConcreto PretensadoIvonne PontonAún no hay calificaciones
- T2 - Impacto Ambental - Sanchez Aguilar HenryDocumento6 páginasT2 - Impacto Ambental - Sanchez Aguilar HenryHenry Hasadiah Sanchez AguilarAún no hay calificaciones
- Tarea - Plataforma Formato AudioDocumento2 páginasTarea - Plataforma Formato AudioCRISTOPHER ARIEL VASQUEZ CORNEJOAún no hay calificaciones
- Pozo Platanal 5112Documento6 páginasPozo Platanal 5112Yuli ViruezAún no hay calificaciones
- Ha20c003588 ContratoDocumento2 páginasHa20c003588 ContratoMarycarmen Ochoa ArenivarAún no hay calificaciones
- Pregrado Adulto Trabajador Ingeniería Industrial 2019-3Documento6 páginasPregrado Adulto Trabajador Ingeniería Industrial 2019-3DavidGamingYTAún no hay calificaciones
- Método de Hayward-FrederickDocumento15 páginasMétodo de Hayward-FrederickAngel SilvaAún no hay calificaciones
- ServiciosTecnologiaHospitalariaDocumento1 páginaServiciosTecnologiaHospitalariaWilliam Jose Echavez MoralesAún no hay calificaciones
- Programas de seguridad e higiene: estructura metodológicaDocumento6 páginasProgramas de seguridad e higiene: estructura metodológicaHannia Nieblas RazoAún no hay calificaciones