También podría gustarte
- Tipos de Moldes y Sus CaracteristicasDocumento11 páginasTipos de Moldes y Sus CaracteristicasDanny Skynler77% (13)
- TEMA 3.1. Fundición, Colada Al Alto Vacío, Centrífuga y Precisión.Documento8 páginasTEMA 3.1. Fundición, Colada Al Alto Vacío, Centrífuga y Precisión.Oscar Rodolfo Mosqueda RedondoAún no hay calificaciones
- Fundicion en Molde de ArenaDocumento15 páginasFundicion en Molde de ArenaJavier MarquezAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Tabla - Rendimientos Mano de ObraDocumento180 páginasTabla - Rendimientos Mano de ObraLuis Alberto Pérez Castelán100% (1)
- Molde único - Fundición centrífugaDocumento4 páginasMolde único - Fundición centrífugaAlex R Huillca DominguezAún no hay calificaciones
- Fundicion EstudiarDocumento29 páginasFundicion EstudiarXabeli MacfAún no hay calificaciones
- FundiciónDocumento6 páginasFundiciónYehezqui-el SaucedoAún no hay calificaciones
- Ahi Ta Che ImprimeloDocumento10 páginasAhi Ta Che ImprimeloJano EstradaAún no hay calificaciones
- Fundicion WordDocumento7 páginasFundicion Wordedu_araujo17Aún no hay calificaciones
- Fundicion EstudiarDocumento12 páginasFundicion EstudiarHarold La Fuente PalominoAún no hay calificaciones
- Informe de FundicionDocumento7 páginasInforme de FundicionChristian CastroAún no hay calificaciones
- Taller de FundiciónDocumento9 páginasTaller de Fundiciónsentimiento azulAún no hay calificaciones
- Fundicion Informe COMPLETODocumento29 páginasFundicion Informe COMPLETOROMEL VALQUI RAMIREZAún no hay calificaciones
- FundiciónDocumento137 páginasFundiciónCesar Augusto Blandon GarciaAún no hay calificaciones
- Proceso de fundición en arena: etapas y componentes del moldeDocumento7 páginasProceso de fundición en arena: etapas y componentes del moldeYorle Giraldo CiroAún no hay calificaciones
- Fundicion FerrosaDocumento43 páginasFundicion FerrosaL Elvys Choque Gutyerrez Gmns100% (1)
- Fundición en arenaDocumento40 páginasFundición en arenaEve PeciAún no hay calificaciones
- Fundición y Conformado.Documento8 páginasFundición y Conformado.Ashby NarvaezAún no hay calificaciones
- Clase 10 31 Fundicion y MoldesDocumento9 páginasClase 10 31 Fundicion y MoldesEric SuarezAún no hay calificaciones
- Guia de Laboratorio 1 de Manufactura FUNDICION en ARENADocumento8 páginasGuia de Laboratorio 1 de Manufactura FUNDICION en ARENAEvelynChacañaSalasAún no hay calificaciones
- Trabajo de AluminioDocumento22 páginasTrabajo de Aluminiokleyjarh100% (1)
- Tecnica Del MoldeoDocumento6 páginasTecnica Del MoldeoLuis Angel MioAún no hay calificaciones
- Manufactura Fundicion en ArenaDocumento7 páginasManufactura Fundicion en ArenaJuber Gonzales PradoAún no hay calificaciones
- Puntos de fusión metalesDocumento5 páginasPuntos de fusión metalesJuan Sebastián Nuñez MoralesAún no hay calificaciones
- Procesos de Moldes PermanentesDocumento24 páginasProcesos de Moldes PermanentesBryan SuarezAún no hay calificaciones
- Presentación ManufacturaDocumento20 páginasPresentación Manufacturadaniel2056Aún no hay calificaciones
- Moldes TemporalesDocumento7 páginasMoldes TemporalesElder MorenoAún no hay calificaciones
- Procesos y Operaciones en Una Planta de Fundición de AluminioDocumento5 páginasProcesos y Operaciones en Una Planta de Fundición de AluminioSandro Begazo RodriguezAún no hay calificaciones
- Fundición-40Documento5 páginasFundición-40leg2345Aún no hay calificaciones
- Métodos de Moldeo - WordDocumento25 páginasMétodos de Moldeo - Worddaert14100% (1)
- FUNDICIONDocumento63 páginasFUNDICIONArleth SilesAún no hay calificaciones
- Informe de Practica de Fundicion en ArenaDocumento12 páginasInforme de Practica de Fundicion en ArenaPaul Quimbiamba100% (2)
- Manufactura ExpoDocumento4 páginasManufactura Expogibrantcrisanto18Aún no hay calificaciones
- Trabajo de FundiciónDocumento6 páginasTrabajo de Fundicióncamilo HernandezAún no hay calificaciones
- Informe FundicionDocumento7 páginasInforme FundicionDayana LizethAún no hay calificaciones
- Fundicion CentrifugaDocumento9 páginasFundicion CentrifugaJuan CurveloAún no hay calificaciones
- Clasificación Del Proceso de Fundición Según El Tipo de ModeloDocumento4 páginasClasificación Del Proceso de Fundición Según El Tipo de ModeloSandra Madaii100% (1)
- Tecma FUNDICIÓNDocumento2 páginasTecma FUNDICIÓNHernanOviedoAún no hay calificaciones
- Trabajo de Fundición.Documento9 páginasTrabajo de Fundición.José A. Ortega ChavezAún no hay calificaciones
- Trabajo de FundicionDocumento6 páginasTrabajo de Fundicionjeferson andres caicedo sierraAún no hay calificaciones
- FUNDICIONDocumento12 páginasFUNDICIONMaría Elena MarcanoAún no hay calificaciones
- TRABAJO PRACTICO 8 A-FUNDICION MOLDES-Eric SuárezDocumento3 páginasTRABAJO PRACTICO 8 A-FUNDICION MOLDES-Eric SuárezEric SuarezAún no hay calificaciones
- Proceso de FundicionDocumento12 páginasProceso de FundicionYered GuzmanAún no hay calificaciones
- FUNDICIONESDocumento23 páginasFUNDICIONESCarlos LopezAún no hay calificaciones
- Fundición en metales: procesos de moldeoDocumento9 páginasFundición en metales: procesos de moldeoHector Leon TorresAún no hay calificaciones
- Fundición UNAM FES Aragón molde aluminioDocumento13 páginasFundición UNAM FES Aragón molde aluminioJesus Ska VergaraAún no hay calificaciones
- Paractica de MoldeoDocumento6 páginasParactica de MoldeoLucia DominguezAún no hay calificaciones
- Proceso de Fundicion. MEJIA CRUZDocumento19 páginasProceso de Fundicion. MEJIA CRUZLuis F Mejia CruzAún no hay calificaciones
- TECNOLOGIA DE MATERIALES-fundicionDocumento10 páginasTECNOLOGIA DE MATERIALES-fundicionStefanni Marisol Irrazábal LeguizamónAún no hay calificaciones
- Procesos Sin Arranque de Viruta en Materiales Metalicos y No MetalicosDocumento12 páginasProcesos Sin Arranque de Viruta en Materiales Metalicos y No MetalicosAlex Rodriguez Atienzo100% (2)
- Maquinas y Herramientas Utilizadas en El Proceso de Separacion de Virutas para Determinar El Funcionamiento y Clasificacion de Las MimsmasDocumento17 páginasMaquinas y Herramientas Utilizadas en El Proceso de Separacion de Virutas para Determinar El Funcionamiento y Clasificacion de Las MimsmasEllen SolorzanoAún no hay calificaciones
- Proceso de Cambio de FormaDocumento61 páginasProceso de Cambio de FormaLuis Alberto Reza DuarteAún no hay calificaciones
- Fundiciones ApuntesDocumento12 páginasFundiciones ApuntesGUILLERMO HDZAún no hay calificaciones
- Fundicion ExpoDocumento13 páginasFundicion ExpoErika GomezAún no hay calificaciones
- Guias de Laboratorio 1 de Manufactura FUNDICION en ARENADocumento10 páginasGuias de Laboratorio 1 de Manufactura FUNDICION en ARENAFrank de la CruzAún no hay calificaciones
- Fundición: procesos y técnicas de moldeo en arenaDocumento14 páginasFundición: procesos y técnicas de moldeo en arenarulo3095Aún no hay calificaciones
- FUNDICIONDocumento24 páginasFUNDICIONAlejandro VelasquezAún no hay calificaciones
- Procesos de FundicionDocumento8 páginasProcesos de FundicionGaby MontemayorAún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Segmentacion Del MercadoDocumento1 páginaSegmentacion Del MercadoAlejandro Ji minAún no hay calificaciones
- Act 2-1.1.1-Aag-IngindustrialDocumento3 páginasAct 2-1.1.1-Aag-IngindustrialAlejandro Ji minAún no hay calificaciones
- Sistemas de Transporte: Técnicas de Selección de TransporteDocumento9 páginasSistemas de Transporte: Técnicas de Selección de TransporteAlejandro Ji minAún no hay calificaciones
- Act1 T1 Aag Industrial 6aDocumento3 páginasAct1 T1 Aag Industrial 6aAlejandro Ji minAún no hay calificaciones
- UntitledDocumento2 páginasUntitledAlejandro Ji minAún no hay calificaciones
- Cadenas de suministro tradicionales: desventajas y efecto latigo enDocumento7 páginasCadenas de suministro tradicionales: desventajas y efecto latigo enAlejandro Ji minAún no hay calificaciones
- Importancia de la contabilidad financiera y el balance generalDocumento8 páginasImportancia de la contabilidad financiera y el balance generalAlejandro Ji minAún no hay calificaciones
- Gestión de Los Sistemas de La Calidad: ProfesorDocumento24 páginasGestión de Los Sistemas de La Calidad: ProfesorAlejandro Ji minAún no hay calificaciones
- Subtema 1.2.2 Metodos CuantitativosDocumento2 páginasSubtema 1.2.2 Metodos CuantitativosAlejandro Ji minAún no hay calificaciones
- TEMA 2 OkDocumento21 páginasTEMA 2 OkAlejandro Ji minAún no hay calificaciones
- Act 7-1.2.3-Apodaca Gonzalez AlejandroDocumento4 páginasAct 7-1.2.3-Apodaca Gonzalez AlejandroAlejandro Ji minAún no hay calificaciones
- Estrategias de DiseñoDocumento1 páginaEstrategias de DiseñoAlejandro Ji minAún no hay calificaciones
- Antropometría Ergo I5aDocumento11 páginasAntropometría Ergo I5aAlejandro Ji minAún no hay calificaciones
- Cuestionario sobre premios de calidad y competitividadDocumento43 páginasCuestionario sobre premios de calidad y competitividadAlejandro Ji minAún no hay calificaciones
- Equ8 Ergo I5aDocumento34 páginasEqu8 Ergo I5aAlejandro Ji minAún no hay calificaciones
- Act 8. Apodaca Gonzalez AlejandroDocumento3 páginasAct 8. Apodaca Gonzalez AlejandroAlejandro Ji minAún no hay calificaciones
- Subtema 1.2.2 Metodos CuantitativosDocumento2 páginasSubtema 1.2.2 Metodos CuantitativosAlejandro Ji minAún no hay calificaciones
- Act 9 - 1.2.5 Apodaca Gonzalez AlejandroDocumento4 páginasAct 9 - 1.2.5 Apodaca Gonzalez AlejandroAlejandro Ji minAún no hay calificaciones
- Equ8 Ergo I5aDocumento34 páginasEqu8 Ergo I5aAlejandro Ji minAún no hay calificaciones
- Act 7-1.2.3-Apodaca Gonzalez AlejandroDocumento4 páginasAct 7-1.2.3-Apodaca Gonzalez AlejandroAlejandro Ji minAún no hay calificaciones
- U2 A1 Apodaca GonzalezDocumento6 páginasU2 A1 Apodaca GonzalezAlejandro Ji minAún no hay calificaciones
- Act - 2 4-Aag-Adm ProyectosDocumento8 páginasAct - 2 4-Aag-Adm ProyectosAlejandro Ji minAún no hay calificaciones
- Act 2-T2-Aag-Ejercicio - PropuestoDocumento6 páginasAct 2-T2-Aag-Ejercicio - PropuestoAlejandro Ji minAún no hay calificaciones
- Act 3-Aag-G CostosDocumento4 páginasAct 3-Aag-G CostosAlejandro Ji minAún no hay calificaciones
- Eq2.h.est. Gpo. ADocumento29 páginasEq2.h.est. Gpo. AAlejandro Ji minAún no hay calificaciones
- 1 T1-Aag-Ids-EnsayoDocumento6 páginas1 T1-Aag-Ids-EnsayoAlejandro Ji minAún no hay calificaciones
- Act 3.1-AAG-Adm - De.proyectosDocumento7 páginasAct 3.1-AAG-Adm - De.proyectosAlejandro Ji minAún no hay calificaciones
- Act 1.2-Eqp 1-Atributos de ProyectosDocumento20 páginasAct 1.2-Eqp 1-Atributos de ProyectosAlejandro Ji minAún no hay calificaciones
- MentalDocumento9 páginasMentalAlejandro Ji minAún no hay calificaciones
- Límites de los Sistemas en Ingeniería de SistemasDocumento4 páginasLímites de los Sistemas en Ingeniería de SistemasAlejandro Ji minAún no hay calificaciones
- Reporte Practica Fresado de PiezaDocumento4 páginasReporte Practica Fresado de Piezak Valdivia RosasAún no hay calificaciones
- Actividades Tema 4 - DifusiónDocumento3 páginasActividades Tema 4 - DifusiónCarlos LopezAún no hay calificaciones
- Catalogo SOLTEC 2018Documento26 páginasCatalogo SOLTEC 2018Kevin InestrozaAún no hay calificaciones
- Marco Teórico 2 IIDocumento14 páginasMarco Teórico 2 IIAlex ChancúsigAún no hay calificaciones
- A.C.U. ArquitecturaDocumento38 páginasA.C.U. ArquitecturaYuliana Chiclote GonzalesAún no hay calificaciones
- COMEX Proteccion AnticorrosivaDocumento55 páginasCOMEX Proteccion AnticorrosivaEnrique BlancoAún no hay calificaciones
- Protección anticorrosiva vehículosDocumento5 páginasProtección anticorrosiva vehículosugeAún no hay calificaciones
- 2.2.1 Armado y Desarmado Del Equipo de Oxiacetileno.Documento3 páginas2.2.1 Armado y Desarmado Del Equipo de Oxiacetileno.Yei VeemeAún no hay calificaciones
- Módulo: Analizar La Simbología de SoldaduraDocumento5 páginasMódulo: Analizar La Simbología de SoldaduraFedor BancoffAún no hay calificaciones
- Teja ColonialDocumento2 páginasTeja ColonialChristian Salgado TobarAún no hay calificaciones
- Afiladora de Herramientras de Fresar PDFDocumento271 páginasAfiladora de Herramientras de Fresar PDFruben silvaAún no hay calificaciones
- Practica 5 - Soldadura 1Documento25 páginasPractica 5 - Soldadura 1JeNy MichiAún no hay calificaciones
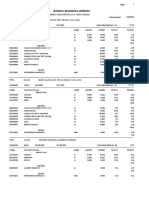
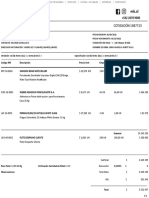
- Análisis de precios unitarios de acabados para vivienda unifamiliarDocumento12 páginasAnálisis de precios unitarios de acabados para vivienda unifamiliarMarco Luque RuelasAún no hay calificaciones
- FORMATO PTS-Trabajo-en-Caliente.Documento9 páginasFORMATO PTS-Trabajo-en-Caliente.Alejandra MoyaAún no hay calificaciones
- Obtención de Una Pieza Por Medio Del Moldeo ManualDocumento17 páginasObtención de Una Pieza Por Medio Del Moldeo ManualAndy ChAún no hay calificaciones
- Segundo Examen de Manufactura YesDocumento2 páginasSegundo Examen de Manufactura YesFlavio Cesar contreras chuquitarquiAún no hay calificaciones
- Proceso de Fabricación Del Acero InoxidableDocumento3 páginasProceso de Fabricación Del Acero InoxidableAmanda Johnson50% (2)
- Reparacion de Tanques Pertenecientes A Coordinacion Operacional FajaDocumento3 páginasReparacion de Tanques Pertenecientes A Coordinacion Operacional FajaJosé HernándezAún no hay calificaciones
- C Multy Funcyional Tools - ESDocumento58 páginasC Multy Funcyional Tools - ESmiguelAún no hay calificaciones
- Tapas y Pases AereosDocumento2 páginasTapas y Pases AereosVictor Raul Cruz NavarroAún no hay calificaciones
- Tarea 4 - Construccion II - FIA USMP - 2021 I - VASQUEZ MARTINEZ OSCARDocumento11 páginasTarea 4 - Construccion II - FIA USMP - 2021 I - VASQUEZ MARTINEZ OSCARoscarjosuevmAún no hay calificaciones
- Lista de Útiles Escolares-3 AÑOSDocumento1 páginaLista de Útiles Escolares-3 AÑOSpamela garciaAún no hay calificaciones
- Proceso de Fabricación de Monedas de PlataDocumento12 páginasProceso de Fabricación de Monedas de PlataJOSEADANAún no hay calificaciones
- Porcelanatos, cerámicas, pisos de madera y más para obra en TalcaDocumento2 páginasPorcelanatos, cerámicas, pisos de madera y más para obra en TalcaLuz Elena Figueroa SaezAún no hay calificaciones
- Atlas Copco Peruana S.A.: Aceros de Perforación en Tunelería y Obras SubterráneasDocumento38 páginasAtlas Copco Peruana S.A.: Aceros de Perforación en Tunelería y Obras SubterráneasCIEMSA S.A.Aún no hay calificaciones
- MP-EX013 - PTS Armado y Uso de AndamiosDocumento11 páginasMP-EX013 - PTS Armado y Uso de AndamiosCristy Bravo UribeAún no hay calificaciones
- Qué Es Un TornoDocumento6 páginasQué Es Un TornoangelAún no hay calificaciones
- Industrias de CartonDocumento19 páginasIndustrias de CartonFernanda Ibarguen RivasAún no hay calificaciones
- Plano de Estructura E-01 PDFDocumento1 páginaPlano de Estructura E-01 PDFElder Acosta AvilaAún no hay calificaciones