También podría gustarte
- Desarrollo de Software Ágil: Extreme Programming y ScrumDe EverandDesarrollo de Software Ágil: Extreme Programming y ScrumCalificación: 5 de 5 estrellas5/5 (1)
- TAREA No. 5Documento13 páginasTAREA No. 5Dilan Zamora25% (4)
- Cuestionario Analisis de OperacionesDocumento2 páginasCuestionario Analisis de OperacionesVictor GalvezAún no hay calificaciones
- Análisis operación nueve enfoquesDocumento16 páginasAnálisis operación nueve enfoquesFrancisco Alday RodriguezAún no hay calificaciones
- Unidad II Analisis de Las OperacionesDocumento12 páginasUnidad II Analisis de Las OperacionesLUIS FELIPE ORTIZ GALICIAAún no hay calificaciones
- Análisis de operaciones para mejorar la productividadDocumento23 páginasAnálisis de operaciones para mejorar la productividadIsrael AguirreAún no hay calificaciones
- 2.2 Introducción Al Analisis de Operaciones para El Diseño de TrabajoDocumento41 páginas2.2 Introducción Al Analisis de Operaciones para El Diseño de TrabajorosaAún no hay calificaciones
- Trabajo GrupalDocumento5 páginasTrabajo GrupalKarla celeste Gomez RAún no hay calificaciones
- Análisis de OperacionesDocumento11 páginasAnálisis de OperacionesJuanCarlosMelendezCalderonAún no hay calificaciones
- Ex PosicionDocumento8 páginasEx PosicionBrenda Guadalupe Marquez CardonaAún no hay calificaciones
- 9 Enfoques Analisis Operacional PGA Agosto 2013Documento7 páginas9 Enfoques Analisis Operacional PGA Agosto 2013Pedro GuerreroAún no hay calificaciones
- Análisis de operaciones paso a pasoDocumento26 páginasAnálisis de operaciones paso a pasofernando peaAún no hay calificaciones
- AnalisisdelaoperacionDocumento15 páginasAnalisisdelaoperacionMariana CarvalhoAún no hay calificaciones
- Ensayo Sobre Los 9 Enfoques Aplicables A Una Estacion de TrabajoDocumento13 páginasEnsayo Sobre Los 9 Enfoques Aplicables A Una Estacion de TrabajoJefr FloresAún no hay calificaciones
- Analisis de La Operacion PDFDocumento5 páginasAnalisis de La Operacion PDFMaria Guadalupe Mejia LopezAún no hay calificaciones
- Análisis de OperacionesDocumento4 páginasAnálisis de OperacionesAlex RamosAún no hay calificaciones
- Capitulo 3Documento15 páginasCapitulo 3Alejandro SantillanAún no hay calificaciones
- Tema 2 Analisis de Las OperacionesDocumento10 páginasTema 2 Analisis de Las OperacionesJuan PaniaguaAún no hay calificaciones
- Vsip - Info Unidad 1 Dop y Dap PDF FreeDocumento64 páginasVsip - Info Unidad 1 Dop y Dap PDF FreeRonie IbañezAún no hay calificaciones
- Guiade Análisis de OperacionesDocumento20 páginasGuiade Análisis de OperacionesNelson Ricardo Solito PalmaAún no hay calificaciones
- Análisis de operaciones para mejora continuaDocumento63 páginasAnálisis de operaciones para mejora continuaCampuzano AdriánAún no hay calificaciones
- Análisis de operaciones para mejorar productividadDocumento26 páginasAnálisis de operaciones para mejorar productividadElena Guadalupe González PeñaAún no hay calificaciones
- Método de Análisis de Las OperacionesDocumento10 páginasMétodo de Análisis de Las OperacionesDaniel BarrenoAún no hay calificaciones
- Análisis de OperacionesDocumento12 páginasAnálisis de OperacionesLuis Daniel Morales Salazar100% (1)
- Análisis de operaciones paso a pasoDocumento10 páginasAnálisis de operaciones paso a pasoMariaDelPilarGarciaAún no hay calificaciones
- Unidad 1 - Dop y DapDocumento64 páginasUnidad 1 - Dop y Dapaldorisco89% (9)
- Tercer Criterio - Tolerancias y EspecificacionesDocumento4 páginasTercer Criterio - Tolerancias y EspecificacionesMarielis IsabelAún no hay calificaciones
- Practica Unidad II Estudio Del TrabajoDocumento29 páginasPractica Unidad II Estudio Del TrabajoChristian Daniel JCAún no hay calificaciones
- ITNL Analisis - de - Operaciones TEMA 2 CompletoDocumento101 páginasITNL Analisis - de - Operaciones TEMA 2 CompletoValeria Escamilla PérezAún no hay calificaciones
- Analisis de OperacionesDocumento102 páginasAnalisis de OperacionesJorge Arturo EspinozaAún no hay calificaciones
- Analisis de Movimientos en Las OperacionesDocumento21 páginasAnalisis de Movimientos en Las OperacionesCastro Rome RomeAún no hay calificaciones
- Análisis Operaciones - EnfoquesDocumento8 páginasAnálisis Operaciones - Enfoquesmanuel GuerraAún no hay calificaciones
- Analisis de Las Operaciones - U2Documento14 páginasAnalisis de Las Operaciones - U2Jesus GabrielAún no hay calificaciones
- Torres Sanchez J.22Documento19 páginasTorres Sanchez J.22Cesar Santos FajardoAún no hay calificaciones
- Análisis de La OperaciónDocumento29 páginasAnálisis de La OperaciónAlex OlanAún no hay calificaciones
- Objetivos Generales, Especificos y Marco TeoricoDocumento27 páginasObjetivos Generales, Especificos y Marco TeoricoSonia AndradeAún no hay calificaciones
- Estudio Del TrabajoDocumento11 páginasEstudio Del TrabajoSTHEISY HAKCIELLY PAREDES SOLANOAún no hay calificaciones
- Análisis de operaciones para mejorar productividadDocumento6 páginasAnálisis de operaciones para mejorar productividadKEVIN ROJASAún no hay calificaciones
- Unidad 4 Analisis de Las OperecionesDocumento10 páginasUnidad 4 Analisis de Las OperecionesAnonymous vz508yYTkeAún no hay calificaciones
- Comp2. Analisis de Operaciones 2022Documento80 páginasComp2. Analisis de Operaciones 2022Gabriel PerMeAún no hay calificaciones
- Principios Del Analisis Operacional. Ing Del TrabajoDocumento31 páginasPrincipios Del Analisis Operacional. Ing Del TrabajoGuido Jesus MontilvaAún no hay calificaciones
- 9 Puntos de NiebelDocumento11 páginas9 Puntos de Niebeldavid sosaAún no hay calificaciones
- Análisis de operaciones para mejorar diseños y reducir costosDocumento5 páginasAnálisis de operaciones para mejorar diseños y reducir costosN4TCH0Aún no hay calificaciones
- Análisis de OperacionesDocumento19 páginasAnálisis de OperacionesGely RosasAún no hay calificaciones
- ANÁLISIS OPERACIONESDocumento41 páginasANÁLISIS OPERACIONESAileen AllenAún no hay calificaciones
- Unidad Vi Anc3a1lisis de La Operacic3b3n Los Diez Enfoques Primarios .UnlockedDocumento10 páginasUnidad Vi Anc3a1lisis de La Operacic3b3n Los Diez Enfoques Primarios .UnlockedMarleyvelAún no hay calificaciones
- 2.3 y 2.4Documento4 páginas2.3 y 2.4Miguel EspriellaAún no hay calificaciones
- Criterios Analisis de OperacionDocumento18 páginasCriterios Analisis de OperacionOziel Joanan Cano MorenoAún no hay calificaciones
- Analisis de OperacionesDocumento10 páginasAnalisis de OperacionesDaniel CruzAún no hay calificaciones
- Unidad 3 Cambio Rapido Del Modelo (Smed)Documento18 páginasUnidad 3 Cambio Rapido Del Modelo (Smed)ÑuisAún no hay calificaciones
- Analisis de OperacionesDocumento6 páginasAnalisis de OperacionesJua Manuel FariasAún no hay calificaciones
- Unidad 2 - Tema 2.3 Análisis de La OperaciónDocumento25 páginasUnidad 2 - Tema 2.3 Análisis de La OperaciónIng Edgar Eduardo Bautista ValdezAún no hay calificaciones
- Ensayo de Los 9 EnfoquesDocumento15 páginasEnsayo de Los 9 EnfoquesAlejandro RuízAún no hay calificaciones
- 2.3 Analisis de Movimiento en Las OperacionesDocumento25 páginas2.3 Analisis de Movimiento en Las OperacionesMia Itzel Pastor MendozaAún no hay calificaciones
- Estudio Del TrabajoDocumento36 páginasEstudio Del TrabajoRafa GomezAún no hay calificaciones
- Análisis de operaciones y materialesDocumento17 páginasAnálisis de operaciones y materialesPaola GramondAún no hay calificaciones
- Preguntas Ing. MetodosDocumento6 páginasPreguntas Ing. MetodosAlvaro PalominoAún no hay calificaciones
- CuestionariosDocumento38 páginasCuestionariosOmar Jimenez100% (1)
- Unidad 2 Analisis de OperacionesDocumento18 páginasUnidad 2 Analisis de OperacionesDante MartinAún no hay calificaciones
- Lean certification. Certificación de un sistema de gestión leanDe EverandLean certification. Certificación de un sistema de gestión leanAún no hay calificaciones
- Formatos TPMDocumento22 páginasFormatos TPMAlejandro Kurosaki Kuman PechAún no hay calificaciones
- Productos para la productividadDocumento32 páginasProductos para la productividadCande EscobedoAún no hay calificaciones
- Traducido del inglés al español - Herramientas para resolución de problemasDocumento51 páginasTraducido del inglés al español - Herramientas para resolución de problemasCande EscobedoAún no hay calificaciones
- Estufa Biogas - AdaptacionDocumento11 páginasEstufa Biogas - AdaptacionCande EscobedoAún no hay calificaciones
- Balanceo 30Documento96 páginasBalanceo 30Cess JiménezAún no hay calificaciones
- Mapa Conceptual Cuentas CorrientesDocumento3 páginasMapa Conceptual Cuentas CorrientesCande EscobedoAún no hay calificaciones
- Hoja de VerificaciónDocumento6 páginasHoja de VerificaciónCande EscobedoAún no hay calificaciones
- Ingenieria Industrial PlantillasDocumento135 páginasIngenieria Industrial PlantillasJosé Francisco RochaAún no hay calificaciones
- Almacenes e InventariosDocumento3 páginasAlmacenes e InventariosCande EscobedoAún no hay calificaciones
- Control Interno Del InventarioDocumento8 páginasControl Interno Del InventarioCande EscobedoAún no hay calificaciones
- Map A ConceptualDocumento17 páginasMap A ConceptualCande EscobedoAún no hay calificaciones
- Principios de La CalidadDocumento21 páginasPrincipios de La CalidadWendy Quezada MoralesAún no hay calificaciones
- Introducción y Evolución de La CalidadDocumento15 páginasIntroducción y Evolución de La CalidadRaul TorresAún no hay calificaciones
- T2 Sol. GraficoDocumento1 páginaT2 Sol. GraficoCande EscobedoAún no hay calificaciones
- Herramientas Solucion ProblsDocumento22 páginasHerramientas Solucion ProblsErika RamirezAún no hay calificaciones
- Control Interno Del InventarioDocumento8 páginasControl Interno Del InventarioCande EscobedoAún no hay calificaciones
- T2 - Sol. GraficoDocumento1 páginaT2 - Sol. GraficoCande EscobedoAún no hay calificaciones
- Taller Inteligencia EmocionalDocumento45 páginasTaller Inteligencia EmocionalGio Ortiz De Luna100% (2)
- El Objeto de La InteligenciaDocumento42 páginasEl Objeto de La InteligenciaCande EscobedoAún no hay calificaciones
- Mapa ConceptualDocumento17 páginasMapa ConceptualCande EscobedoAún no hay calificaciones
- Inteligencia Emocional Modulo 1Documento21 páginasInteligencia Emocional Modulo 1Cande EscobedoAún no hay calificaciones
- Inteligencia Emocional Modulo 7Documento17 páginasInteligencia Emocional Modulo 7Cande EscobedoAún no hay calificaciones
- Manual de Habilidades GerencialesDocumento53 páginasManual de Habilidades Gerencialeswilliperez100% (1)
- Cap-16 RECIPIENTES Parte-1 PDFDocumento27 páginasCap-16 RECIPIENTES Parte-1 PDFRodrigo Muñoz Valderrama100% (1)
- INTELIGENCIA EMOCIONAL IIIEncuentroPatazDocumento21 páginasINTELIGENCIA EMOCIONAL IIIEncuentroPatazalex zarrAún no hay calificaciones
- 20indicesresumenes PDFDocumento254 páginas20indicesresumenes PDFFortino DomínguezAún no hay calificaciones
- Guia ArquitectonicaDocumento296 páginasGuia ArquitectonicaAnn RomanOffAún no hay calificaciones
- Procedimiento de Soldadura y Calificacion de Sold AdoresDocumento12 páginasProcedimiento de Soldadura y Calificacion de Sold AdoresAndreita Saavedra CernaAún no hay calificaciones
- 3.3 Soldadura PDFDocumento10 páginas3.3 Soldadura PDFAnonymous m43RBxOVZ2Aún no hay calificaciones
- Petrografía de Rocas CarbonatadasDocumento22 páginasPetrografía de Rocas CarbonatadasCinthia FelixAún no hay calificaciones
- Brochure RemesasDocumento2 páginasBrochure Remesasjavy89Aún no hay calificaciones
- Arrieta Pedro - Mesoamerica Ecologia HumanaDocumento28 páginasArrieta Pedro - Mesoamerica Ecologia HumanaChokopanda ChamakoAún no hay calificaciones
- Parámetro QuímicosDocumento14 páginasParámetro QuímicosNana QuinteroAún no hay calificaciones
- Tarea de Registro UnicoDocumento4 páginasTarea de Registro UnicoVerónica MoraAún no hay calificaciones
- Moral de DiscernimientoDocumento13 páginasMoral de DiscernimientopechycataAún no hay calificaciones
- Ficha Tecnica BenderDocumento3 páginasFicha Tecnica Benderjaime8595Aún no hay calificaciones
- La Relación Entre Política Externa y Política InternaDocumento1 páginaLa Relación Entre Política Externa y Política InternaIsaac NavarroAún no hay calificaciones
- Ecología HumanaDocumento14 páginasEcología HumanaNancy FaranaAún no hay calificaciones
- Secuencia DidácticaDocumento2 páginasSecuencia DidácticaFabio AngelAún no hay calificaciones
- Mpe-Semana #14-Ciclo Ordinario 2023-IDocumento163 páginasMpe-Semana #14-Ciclo Ordinario 2023-IFiorela ICAún no hay calificaciones
- Teoría de Conjuntos 2Documento34 páginasTeoría de Conjuntos 2Yesica Esmeralda Hernández de AguirreAún no hay calificaciones
- Técnicas HashingDocumento14 páginasTécnicas HashingkxvbnAún no hay calificaciones
- Monografia (Influencia de Las Técnicas de Lectura en El Aprendizaje Del Ingles)Documento70 páginasMonografia (Influencia de Las Técnicas de Lectura en El Aprendizaje Del Ingles)Daniel Tello SoteloAún no hay calificaciones
- Niklas LuhmannDocumento4 páginasNiklas LuhmannletyceronAún no hay calificaciones
- Materiales Terrestres (CS de LA TIERRA)Documento13 páginasMateriales Terrestres (CS de LA TIERRA)Linero CandyAún no hay calificaciones
- Requisitos vehículos equipos GNL QuinteroDocumento4 páginasRequisitos vehículos equipos GNL Quinteromauricio castroAún no hay calificaciones
- Manual de Instalacion de Vpro HPDocumento13 páginasManual de Instalacion de Vpro HPMarcos IvanAún no hay calificaciones
- Cuadro Comparativo de Modelos de Educacion SexualDocumento2 páginasCuadro Comparativo de Modelos de Educacion SexualSarah Rivera100% (1)
- La HistorietaDocumento4 páginasLa HistorietaOscarCarlosPulidoPomaAún no hay calificaciones
- Gamificacion Versus Aprendizaje Basado en JuegosDocumento6 páginasGamificacion Versus Aprendizaje Basado en JuegosdemaiAún no hay calificaciones
- Exp5 - S2 - Com 5° - ActividadDocumento11 páginasExp5 - S2 - Com 5° - ActividadAndres Vejarano ParedesAún no hay calificaciones
- Fisica Ecuaciones EmpiricasDocumento11 páginasFisica Ecuaciones EmpiricasRonald CordovaAún no hay calificaciones
- AutarquiaDocumento145 páginasAutarquiaDiógenes Robles SánchezAún no hay calificaciones
- Problemática y Propuesta de Gestión Ambiental en La Ciudad de Laredo, Trujillo, PerúDocumento17 páginasProblemática y Propuesta de Gestión Ambiental en La Ciudad de Laredo, Trujillo, PerúAlejandro AguirreAún no hay calificaciones
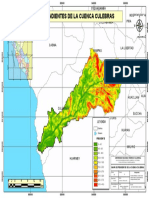
- Mapa Pendientes A3Documento1 páginaMapa Pendientes A3Leonardo Pariona100% (1)
- Conciencia de La SeguridadDocumento43 páginasConciencia de La Seguridadfervespucio100% (1)
- B2 - Ioarr - I.E San Juan de DiosDocumento8 páginasB2 - Ioarr - I.E San Juan de DiosRaul LatorracaAún no hay calificaciones
- O Que Devia Saber Sobre Eletrónica AutomóvelDocumento108 páginasO Que Devia Saber Sobre Eletrónica AutomóvelJoao SilvaAún no hay calificaciones
- Adolescencias y Juventudes Desafíos ActualesDocumento277 páginasAdolescencias y Juventudes Desafíos ActualesEduardo VL100% (8)