También podría gustarte
- UF0285 - Tratamiento de residuos urbanos o municipales.De EverandUF0285 - Tratamiento de residuos urbanos o municipales.Aún no hay calificaciones
- Molienda Fina y UltrfinaDocumento23 páginasMolienda Fina y UltrfinaRenzoJOnathanCCAún no hay calificaciones
- Rompope Etapa PlaneaciónDocumento23 páginasRompope Etapa PlaneaciónRodriguez Cruz Dhamar SahianAún no hay calificaciones
- Lista de ChequeoDocumento3 páginasLista de ChequeopaolaAún no hay calificaciones
- Informe de La VISITA A LA REPRESA GALLITO CIEGODocumento30 páginasInforme de La VISITA A LA REPRESA GALLITO CIEGORonald VerasteguiAún no hay calificaciones
- Listado de Medicamentos Prehospitalaria MSPDocumento10 páginasListado de Medicamentos Prehospitalaria MSPJoel WladimirAún no hay calificaciones
- Potencia MolinoDocumento8 páginasPotencia Molinocaro_28Aún no hay calificaciones
- Articulo Reduccion Dvs 2 PDFDocumento8 páginasArticulo Reduccion Dvs 2 PDFAlejandro López GarzónAún no hay calificaciones
- Articulo Reduccion Dvs 2 PDFDocumento8 páginasArticulo Reduccion Dvs 2 PDFAlejandro López GarzónAún no hay calificaciones
- Proceso de Molienda en Industria Farmaceutica - CompressDocumento10 páginasProceso de Molienda en Industria Farmaceutica - CompressImelda FloresAún no hay calificaciones
- MoliendaDocumento34 páginasMoliendaGian Carlo Salas MendozaAún no hay calificaciones
- Aplicaciones Industriales de La MoliendaDocumento5 páginasAplicaciones Industriales de La Moliendamacleod230286Aún no hay calificaciones
- Oper Unidad 1Documento77 páginasOper Unidad 1vr533605Aún no hay calificaciones
- Introducción, Clasificación y Equipos para La Reducción de Tamaño de PartículasDocumento6 páginasIntroducción, Clasificación y Equipos para La Reducción de Tamaño de PartículasAmairany Lara100% (1)
- Molino de MartilloDocumento13 páginasMolino de MartilloJean Franco Ruiz VargasAún no hay calificaciones
- Riturado de Alimentos: Pamela Chimarro Ana Belen Murillo Camila Mier 5to "A"Documento20 páginasRiturado de Alimentos: Pamela Chimarro Ana Belen Murillo Camila Mier 5to "A"Camilita Mishelle MierAún no hay calificaciones
- OPERACIONES UNITARIAS JakyDocumento10 páginasOPERACIONES UNITARIAS JakyJakeline Vivas JiménezAún no hay calificaciones
- Molienda 160213185047Documento23 páginasMolienda 160213185047Torres Eimer100% (1)
- Maquinaria y Equipos de Reducción de Tamaños en El Área de MaterialesDocumento7 páginasMaquinaria y Equipos de Reducción de Tamaños en El Área de MaterialesALEX ROGELIO LARGO MALDONADOAún no hay calificaciones
- Molino de MartillosDocumento19 páginasMolino de MartillosGladys PomaAún no hay calificaciones
- Molienda GeneralidadesDocumento13 páginasMolienda GeneralidadesKelly Huayanay CaballeroAún no hay calificaciones
- Informe No. 3-MoliendaDocumento19 páginasInforme No. 3-MoliendadianagonzalezfAún no hay calificaciones
- Usos y Aplicaciones de Equipos para MoliendaDocumento8 páginasUsos y Aplicaciones de Equipos para MoliendaYtzMaldzAún no hay calificaciones
- Molienda y Tamizado Expo MasaDocumento15 páginasMolienda y Tamizado Expo MasaJHON FABER FORERO BARCOAún no hay calificaciones
- Informe de MoliendaDocumento17 páginasInforme de MoliendaANDRI JUNETSSY DOMINGUEZ RODRIGUEZAún no hay calificaciones
- Informe Molienda y TamizadoDocumento10 páginasInforme Molienda y TamizadoEvelynMartinez100% (2)
- Reducción de Tamaño y TamizadoDocumento46 páginasReducción de Tamaño y TamizadoPerorina ellieAún no hay calificaciones
- Investigación Bibliográfica MoliendaDocumento24 páginasInvestigación Bibliográfica MoliendaJuan Andres Campoverde LeonAún no hay calificaciones
- Trituracion y MoliendaDocumento25 páginasTrituracion y MoliendaJhon Vega HuillcasAún no hay calificaciones
- Informe 3 - MoliendaDocumento58 páginasInforme 3 - MoliendaCRISTHIAN ANDRE PALACIOS PRIETOAún no hay calificaciones
- Diseño - 2019-1Documento48 páginasDiseño - 2019-1Yeltsin PaucarAún no hay calificaciones
- Tecnologico de Estudios Superiores de JocotitlanDocumento21 páginasTecnologico de Estudios Superiores de JocotitlanJhoana Marcelo ⃝⃒⃤Aún no hay calificaciones
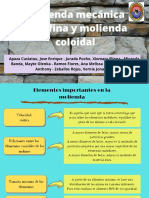
- Molienda Mecanica Ultrafina y Molienda ColoidalDocumento32 páginasMolienda Mecanica Ultrafina y Molienda ColoidalMayte Olenka Miranda BandaAún no hay calificaciones
- Operaciones Con SolidosDocumento2 páginasOperaciones Con SolidosComité relaciones internacionalesAún no hay calificaciones
- Tamizado MoliendaDocumento7 páginasTamizado MoliendaValenthinaCamargoAún no hay calificaciones
- Reducción de Tamaño 1Documento9 páginasReducción de Tamaño 1Luisa Fernanda HauAún no hay calificaciones
- Molino de Doble Placa GiratoriasDocumento7 páginasMolino de Doble Placa GiratoriasEnmanuel AlcoserAún no hay calificaciones
- Practica 1Documento9 páginasPractica 1jhenyferAún no hay calificaciones
- Determinación de La Eficiencia de Molienda en Un Molino de Bolas y de MandíbulaDocumento9 páginasDeterminación de La Eficiencia de Molienda en Un Molino de Bolas y de MandíbulaDannys SolanoAún no hay calificaciones
- TEMA 2 Tecno 1Documento18 páginasTEMA 2 Tecno 1Laura hernandezAún no hay calificaciones
- Tamisado de Ing 2Documento28 páginasTamisado de Ing 2Deyvi VillanuevaAún no hay calificaciones
- Molienda y TamizadoDocumento10 páginasMolienda y TamizadoGaby García100% (1)
- Trabajo Procesos IndustrialesDocumento9 páginasTrabajo Procesos IndustrialesSebastian HerreraAún no hay calificaciones
- Expo Tema 2 Subtema 2.1Documento16 páginasExpo Tema 2 Subtema 2.1Mosíah PedrozaAún no hay calificaciones
- Labo6 131014095759 Phpapp01Documento17 páginasLabo6 131014095759 Phpapp01javier mamaniAún no hay calificaciones
- Importancia de La Trituración y MoliendaDocumento9 páginasImportancia de La Trituración y MoliendaHerminio Rios100% (1)
- Diapositivas Reduccion de Tamaño 1Documento29 páginasDiapositivas Reduccion de Tamaño 1EdwinGonzalesAún no hay calificaciones
- Informe Reduccion de Tamaño de ParticulaDocumento13 páginasInforme Reduccion de Tamaño de ParticulaKlever GeovAún no hay calificaciones
- Actividad # 1.-Trituración, Molienda y Separación de Los Minerales FerrososDocumento10 páginasActividad # 1.-Trituración, Molienda y Separación de Los Minerales FerrososBrian ReynaAún no hay calificaciones
- Práctica Tema 2Documento15 páginasPráctica Tema 2GunnyDeleonAún no hay calificaciones
- MOLIENDA Y TAMIZADO PRACTICA YoimarDocumento9 páginasMOLIENDA Y TAMIZADO PRACTICA Yoimaraira ramirezAún no hay calificaciones
- LEM II Arroz - Merged - OrganizedDocumento6 páginasLEM II Arroz - Merged - OrganizedClases GrabadasAún no hay calificaciones
- Reduccion de Tamano y TamizadoDocumento29 páginasReduccion de Tamano y TamizadoJorge Ali Marin OlmosAún no hay calificaciones
- Informe MoliendaDocumento7 páginasInforme MoliendaBryan Sykes MelgarAún no hay calificaciones
- MoliendaDocumento7 páginasMoliendaJosé Luis Ascanio PlascenciaAún no hay calificaciones
- Fundamento Teorico Practica 5Documento13 páginasFundamento Teorico Practica 5Evelyn Vasquez100% (1)
- Molienda-Clasificador-Tamizado 2015-IDocumento33 páginasMolienda-Clasificador-Tamizado 2015-IRenzo Acevedo CanoAún no hay calificaciones
- Reduccion de TamañoDocumento6 páginasReduccion de TamañoDytrom Full HdAún no hay calificaciones
- PRESENTACION MOLIENDA - II Práctica. 2019-2020 CIIDocumento35 páginasPRESENTACION MOLIENDA - II Práctica. 2019-2020 CIIKthy MaldonadoAún no hay calificaciones
- Unidad 4 Reduccion y Transporte de SolidosDocumento66 páginasUnidad 4 Reduccion y Transporte de SolidosMaayra Diiane HCAún no hay calificaciones
- TamizadoDocumento10 páginasTamizadoJosé Luis Ccoyllo LlacsaAún no hay calificaciones
- Investivgacion Profe Eladio U2Documento16 páginasInvestivgacion Profe Eladio U2AlexaRamirezRodriguezAún no hay calificaciones
- Molienda PROCESODocumento8 páginasMolienda PROCESOThalia Reichert PourhosseinAún no hay calificaciones
- Molienda InformeDocumento49 páginasMolienda InformePaulo PPajueloAún no hay calificaciones
- LloronaDocumento2 páginasLloronaRodriguez Cruz Dhamar SahianAún no hay calificaciones
- Mermelada de ManzanaDocumento9 páginasMermelada de ManzanaRodriguez Cruz Dhamar SahianAún no hay calificaciones
- Semianrio Lacteos Equipo 5Documento26 páginasSemianrio Lacteos Equipo 5Rodriguez Cruz Dhamar SahianAún no hay calificaciones
- Fenómenos de Transporte-Cantidad de MovimientoDocumento21 páginasFenómenos de Transporte-Cantidad de MovimientoAnonymous IBkMg3hAún no hay calificaciones
- Clasificación de Los Intercambiadores de CalorDocumento4 páginasClasificación de Los Intercambiadores de CalorGaby Símbala FeijooAún no hay calificaciones
- (Silabus TerrorismoDocumento66 páginas(Silabus TerrorismoHans Valle YngaAún no hay calificaciones
- MalaquíasDocumento26 páginasMalaquíasNatalia Sotelo Rodríguez100% (1)
- Discotecas Sostenibles - Diseño y SostenibilidadDocumento2 páginasDiscotecas Sostenibles - Diseño y SostenibilidadNicolás LaciarAún no hay calificaciones
- 2 Tesalonicenses 1Documento6 páginas2 Tesalonicenses 1Diana CoronellAún no hay calificaciones
- Manual Del Comité Escolar de Administración ParticipativaDocumento19 páginasManual Del Comité Escolar de Administración ParticipativaMicho ChávezAún no hay calificaciones
- Cigarrillos ElectronicosDocumento12 páginasCigarrillos ElectronicosSara ParedesAún no hay calificaciones
- Resolucion Directoral de La Comision Ed - GRD Ie Oct-20Documento3 páginasResolucion Directoral de La Comision Ed - GRD Ie Oct-20Sandro VasquezAún no hay calificaciones
- XSA Manual TransportistasDocumento19 páginasXSA Manual TransportistasLili MendozaAún no hay calificaciones
- Tarea de IsmeldaDocumento8 páginasTarea de IsmeldaIsmelda KarolinAún no hay calificaciones
- British and American EnglishDocumento5 páginasBritish and American EnglishPaula ValeriaAún no hay calificaciones
- Matriz de Gestión Del ConocimientoDocumento4 páginasMatriz de Gestión Del ConocimientoKaterinneAún no hay calificaciones
- Análisis TransacionalDocumento11 páginasAnálisis TransacionalDolores ArmasAún no hay calificaciones
- Sobre Gob StonesDocumento69 páginasSobre Gob StonesjotadeceAún no hay calificaciones
- Homosexualidad - June HuntDocumento56 páginasHomosexualidad - June HuntSamuel Pérez Hidalgo80% (5)
- Betadine - 2016 02 01Documento6 páginasBetadine - 2016 02 01Jason SmithAún no hay calificaciones
- Tamizaje MinsaDocumento8 páginasTamizaje MinsaEDGART ALEXANDER LOPEZ OLAYAAún no hay calificaciones
- AndrologiaDocumento39 páginasAndrologiaYeny VillarAún no hay calificaciones
- Técnicas e Instrumentos de InvestigaciónDocumento54 páginasTécnicas e Instrumentos de InvestigaciónNoe AguilarAún no hay calificaciones
- EdwinDocumento13 páginasEdwinSoledad Ruiz RamirezAún no hay calificaciones
- 1 de Mayo San Peregrino CancerDocumento4 páginas1 de Mayo San Peregrino CancerCarmen LuisaAún no hay calificaciones
- Memoria DescriptivaDocumento11 páginasMemoria DescriptivaJosmell Kerlin Fabian GuerraAún no hay calificaciones
- Proyecto de NeysaDocumento11 páginasProyecto de NeysaRoberto Silvera LeguiaAún no hay calificaciones
- Hueso Alveolar IDocumento8 páginasHueso Alveolar IFiorellaOlivaresAloneinthislifeAún no hay calificaciones
- Bnu U2 A2 MarzDocumento39 páginasBnu U2 A2 Marzmarisol100% (2)
- Lista de Materiales EndodonciaDocumento1 páginaLista de Materiales EndodonciaLeslie GarciaAún no hay calificaciones
- Sintaxis NIVEL III 2º BachilleratoDocumento2 páginasSintaxis NIVEL III 2º BachilleratoAlfonso AlbarranAún no hay calificaciones