También podría gustarte
- Operaciones auxiliares con tecnologías de la información y la comunicación (MF1209_1)De EverandOperaciones auxiliares con tecnologías de la información y la comunicación (MF1209_1)Aún no hay calificaciones
- Taller Lean Manufacturing y Gerencia de Cambio.Documento16 páginasTaller Lean Manufacturing y Gerencia de Cambio.cristiandejesus.seiAún no hay calificaciones
- Proyecto de Mejora y o InnovacionDocumento147 páginasProyecto de Mejora y o Innovacionper555100% (1)
- Tarea CalidadDocumento25 páginasTarea CalidadEddie RomaniAún no hay calificaciones
- Aplicación de Herramientas para La Planeación de La Producción Segunda EntregaDocumento17 páginasAplicación de Herramientas para La Planeación de La Producción Segunda Entregamarco antonio100% (2)
- Avance 4 Mejora de MetodosDocumento9 páginasAvance 4 Mejora de MetodosinocentequispecristianaldoAún no hay calificaciones
- Tesis de SenatiDocumento15 páginasTesis de SenatiFRanciscoAún no hay calificaciones
- 1 Alvarez PDFDocumento102 páginas1 Alvarez PDFalexisAún no hay calificaciones
- Propuesta de PPDocumento8 páginasPropuesta de PPManuel OwensAún no hay calificaciones
- Indicadores de GestiónDocumento9 páginasIndicadores de Gestiónsebastian perez belloAún no hay calificaciones
- Examen Parcial 1 de Gestion de Proyectos (Rocca Guadamur Jesse Marx)Documento7 páginasExamen Parcial 1 de Gestion de Proyectos (Rocca Guadamur Jesse Marx)ShemarAún no hay calificaciones
- Proyecto Rectificadora de Discos y TamboresDocumento24 páginasProyecto Rectificadora de Discos y TamboresAndres RJ0% (1)
- DIAPOSITIVAS PASANTÍAS Yeni UTSDocumento18 páginasDIAPOSITIVAS PASANTÍAS Yeni UTSSotillo YoloAún no hay calificaciones
- SimproDocumento14 páginasSimproAlex Tupâcyupąnqui JâénAún no hay calificaciones
- ENVASESnYnENVASESnPnA 1760906159e8a0eDocumento6 páginasENVASESnYnENVASESnPnA 1760906159e8a0eAndrea Tous100% (2)
- Ejercicio Progreso 1Documento96 páginasEjercicio Progreso 1marena loorAún no hay calificaciones
- Grupo 5 - Trabajo de CopDocumento23 páginasGrupo 5 - Trabajo de CopYoshelin RamosAún no hay calificaciones
- Nccu 208 Formatoalumnotrabajofinal Tr1Documento7 páginasNccu 208 Formatoalumnotrabajofinal Tr1Jhonatan CulquiAún no hay calificaciones
- Ariana Yamilex Gamboa Herrera: Ing. Sistemas de Calidad y EmprendimientoDocumento1 páginaAriana Yamilex Gamboa Herrera: Ing. Sistemas de Calidad y EmprendimientoTalento HumanoAún no hay calificaciones
- Ef - Microeconomia - Grupo 14Documento13 páginasEf - Microeconomia - Grupo 14Helen PérezAún no hay calificaciones
- Guía de Laboratorio No. 1 Probabilidad y EstadisticaDocumento9 páginasGuía de Laboratorio No. 1 Probabilidad y EstadisticaEnrique GutierrezAún no hay calificaciones
- Producto Acad Mico N2 Gestion de Operaciones CULMINADODocumento10 páginasProducto Acad Mico N2 Gestion de Operaciones CULMINADOEric PGAún no hay calificaciones
- FASE 5 - Grupo 212031 - 30Documento21 páginasFASE 5 - Grupo 212031 - 30carlos0% (1)
- 1845 Ea Administracion de Operaciones G4aa G4at G4ac G4ajDocumento5 páginas1845 Ea Administracion de Operaciones G4aa G4at G4ac G4ajKeny CLAún no hay calificaciones
- Ef - Ii.2021.1. Clase 15. Grupo 06Documento7 páginasEf - Ii.2021.1. Clase 15. Grupo 06Sol ArenasAún no hay calificaciones
- Ejemplo 2 de ProyectoDocumento52 páginasEjemplo 2 de Proyectodad54gamermedinaAún no hay calificaciones
- Triplay Martin SDocumento17 páginasTriplay Martin SMIIIGUELAún no hay calificaciones
- REDLIBRE Analisis+de+riesgos+en+un+servicentro 2011Documento65 páginasREDLIBRE Analisis+de+riesgos+en+un+servicentro 2011Gryssell Angela Terreros LazoAún no hay calificaciones
- Guía de Laboratorio No. 1 Probabilidad y EstadisticaDocumento17 páginasGuía de Laboratorio No. 1 Probabilidad y EstadisticaEnrique GutierrezAún no hay calificaciones
- Tarea Tema 8 PlanificaciónDocumento5 páginasTarea Tema 8 PlanificaciónChoquicondor NagellyAún no hay calificaciones
- Eaton Corporation Grupo 7Documento15 páginasEaton Corporation Grupo 7Dannibel de los santosAún no hay calificaciones
- PROYECTO MARY ORIGINAL (Maggie)Documento72 páginasPROYECTO MARY ORIGINAL (Maggie)Castillo LuisAún no hay calificaciones
- Cir 01 3 2020 000055 PDFDocumento5 páginasCir 01 3 2020 000055 PDFJohn CoronadoAún no hay calificaciones
- Inc A AlpacaDocumento35 páginasInc A AlpacaAnonymous e6odd3qAún no hay calificaciones
- Trabajo Final de ProcesosDocumento17 páginasTrabajo Final de ProcesosJoseph Manuel Pacheco PacoAún no hay calificaciones
- EF MicroeconomiaDocumento13 páginasEF MicroeconomiaSalazarSolisIsaiAún no hay calificaciones
- Proyecto ProductividadDocumento13 páginasProyecto ProductividadAndres Gomez CisnerosAún no hay calificaciones
- Ev. Final - PM - PROCESOS DE MANUFACTURA - EF - F SAMATELODocumento13 páginasEv. Final - PM - PROCESOS DE MANUFACTURA - EF - F SAMATELOSAMATELO RAMOS FABRIZIO MARCELOAún no hay calificaciones
- Proyecto Final Segunda EntregaDocumento7 páginasProyecto Final Segunda Entregareignzbyb7Aún no hay calificaciones
- Fase 4 Planificacion Ambiental ColaborativaDocumento22 páginasFase 4 Planificacion Ambiental ColaborativacarlosAún no hay calificaciones
- Propuesta de Mejora en Taller de Matricería: IntegrantesDocumento16 páginasPropuesta de Mejora en Taller de Matricería: IntegrantesMaryan QuiñonesAún no hay calificaciones
- Cesar Vicente Perez Garro, Jefe de ProducciónDocumento3 páginasCesar Vicente Perez Garro, Jefe de ProducciónAnonymous TN0JOwzAún no hay calificaciones
- Tema76 Julca Malca SaraviaDocumento47 páginasTema76 Julca Malca SaraviaNicol Velezmoro MaturanaAún no hay calificaciones
- Taller N°2 - Ortega y PalaciosDocumento16 páginasTaller N°2 - Ortega y PalaciosKarolina EsquerreAún no hay calificaciones
- Aqua Import Word T2 !!Documento43 páginasAqua Import Word T2 !!Andres Chockee RoqeAún no hay calificaciones
- Presentacion Pasantias 2023 KatiuskaDocumento30 páginasPresentacion Pasantias 2023 Katiuskamelany vallenillaAún no hay calificaciones
- Metodologia de Los 7 Pasos en La Mejora ContinuaDocumento9 páginasMetodologia de Los 7 Pasos en La Mejora Continuaacor180Aún no hay calificaciones
- Planificación de La Producción Proyecto FINALDocumento9 páginasPlanificación de La Producción Proyecto FINALLizeth Paola Bacca RamosAún no hay calificaciones
- Proyecto. Pecera FinalDocumento24 páginasProyecto. Pecera FinalKamilito Millos FCAún no hay calificaciones
- Delimitacion y Estimacion de RecursosDocumento5 páginasDelimitacion y Estimacion de RecursosKarol DiazAún no hay calificaciones
- Práctica EmpresarialDocumento27 páginasPráctica EmpresarialLaura DominguezAún no hay calificaciones
- Caso Academico 2019Documento3 páginasCaso Academico 2019CAMI ARMYAún no hay calificaciones
- Plan de MejoraDocumento8 páginasPlan de MejoraMaria GutierrezAún no hay calificaciones
- Evaluacion de ProyectosDocumento10 páginasEvaluacion de ProyectososdriAún no hay calificaciones
- SMEDDocumento8 páginasSMEDAsTuriano xD “AsTurianoxD”Aún no hay calificaciones
- Trabajo AnaDocumento23 páginasTrabajo AnaSimWizex YTAún no hay calificaciones
- Agroquimicos J&M - CeaDocumento11 páginasAgroquimicos J&M - CeaAlexis SalasAún no hay calificaciones
- Trabajo FinalDocumento9 páginasTrabajo FinalFabio Ccopa PeraltaAún no hay calificaciones
- Cómo Se Beneficia La Empresa Cuando Tiene Una Programación Del MantenimientoDocumento1 páginaCómo Se Beneficia La Empresa Cuando Tiene Una Programación Del MantenimientoKhenedy ParicahuaAún no hay calificaciones
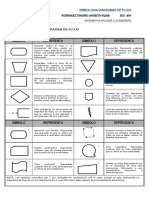
- Simbolos Diagrama de Flujo PDFDocumento1 páginaSimbolos Diagrama de Flujo PDFKhenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 - Grupo 4 - Intento - 2022-05-26-19-51-32 - TA1Documento20 páginasTarea Académica 1 - Grupo 4 - Intento - 2022-05-26-19-51-32 - TA1Khenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 - Grupo 5 - Intento - 2022-05-26-23-27-32 - TA1 - Grupo 5 - 3PLDocumento30 páginasTarea Académica 1 - Grupo 5 - Intento - 2022-05-26-23-27-32 - TA1 - Grupo 5 - 3PLKhenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 - Grupo 6 - Intento - 2022-05-26-23-23-32 - TA1-GRUPO 6Documento12 páginasTarea Académica 1 - Grupo 6 - Intento - 2022-05-26-23-23-32 - TA1-GRUPO 6Khenedy ParicahuaAún no hay calificaciones
- Lectura - La Productividad en El Mantenimiento Industrial. Dunce Villanueva, Enrique (2014) Capitulo 1Documento13 páginasLectura - La Productividad en El Mantenimiento Industrial. Dunce Villanueva, Enrique (2014) Capitulo 1Khenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 - Grupo 2 - Intento - 2022-05-26-20-42-33 - TA1 - LOGISTICA 4.0 - GRUPO - 02Documento13 páginasTarea Académica 1 - Grupo 2 - Intento - 2022-05-26-20-42-33 - TA1 - LOGISTICA 4.0 - GRUPO - 02Khenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 - Grupo 7 - Intento - 2022-05-26-23-19-49 - TA1 - G7Documento18 páginasTarea Académica 1 - Grupo 7 - Intento - 2022-05-26-23-19-49 - TA1 - G7Khenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 - Grupo 1 - Intento - 2022-05!26!19!56!27 - TAREA ACADEMICA 1 - GRUPO 1Documento15 páginasTarea Académica 1 - Grupo 1 - Intento - 2022-05!26!19!56!27 - TAREA ACADEMICA 1 - GRUPO 1Khenedy ParicahuaAún no hay calificaciones
- Tarea Académica 1 - Grupo 8 - Intento - 2022-05!27!18!56!08 - Trabajo 01 - Logistica - Grupo 08-Rev0Documento21 páginasTarea Académica 1 - Grupo 8 - Intento - 2022-05!27!18!56!08 - Trabajo 01 - Logistica - Grupo 08-Rev0Khenedy Paricahua100% (1)
- Ejercicios4 - CASOS PYTHONDocumento1 páginaEjercicios4 - CASOS PYTHONKhenedy ParicahuaAún no hay calificaciones
- Ejercicios2 CASOS PYTHONDocumento2 páginasEjercicios2 CASOS PYTHONKhenedy ParicahuaAún no hay calificaciones
- Python - 1 CASOS PYTHONDocumento95 páginasPython - 1 CASOS PYTHONKhenedy ParicahuaAún no hay calificaciones
- Ejercicios1 - CASOS PYTHONDocumento2 páginasEjercicios1 - CASOS PYTHONKhenedy ParicahuaAún no hay calificaciones
- Foro 3 - U202812121Documento1 páginaForo 3 - U202812121Khenedy ParicahuaAún no hay calificaciones
- MTA3 Metodo Grafico Solucionario EjerciciosDocumento17 páginasMTA3 Metodo Grafico Solucionario EjerciciosKhenedy ParicahuaAún no hay calificaciones
- Act 3. Estudio de Caso Sobre Proyecto de InversionDocumento6 páginasAct 3. Estudio de Caso Sobre Proyecto de InversionAsistente de Operaciones CoobutransAún no hay calificaciones
- Generamos Menos Desechos para Vivir Mejor - Experiencia de AprendizajeDocumento11 páginasGeneramos Menos Desechos para Vivir Mejor - Experiencia de AprendizajeRosy Ortiz TrujilloAún no hay calificaciones
- Codigos de Personal Desde El InicioDocumento22 páginasCodigos de Personal Desde El InicioLiliam Maria Castro FerreraAún no hay calificaciones
- MicroeconomiaDocumento59 páginasMicroeconomiaEsteban Andres Alvarado CastilloAún no hay calificaciones
- Clase 2Documento6 páginasClase 2claudiaAún no hay calificaciones
- Analisis de Caso Sobre La Estructura OrganizacionalDocumento9 páginasAnalisis de Caso Sobre La Estructura OrganizacionalFERNANDO CORDOBAAún no hay calificaciones
- Politica EconómicaDocumento18 páginasPolitica Económicaanon_925627830Aún no hay calificaciones
- Solucion Parciala Ing CostosDocumento6 páginasSolucion Parciala Ing Costosedgar alonso zambrano ferreiraAún no hay calificaciones
- Guia 4 ResueltaDocumento26 páginasGuia 4 ResueltaMariana González Ramos100% (1)
- Copia de Examen Parcial de Computacion IIDocumento21 páginasCopia de Examen Parcial de Computacion IIEsthefanny MerinoAún no hay calificaciones
- UD2 Procesos de TraballoDocumento15 páginasUD2 Procesos de TraballoSIDDHARTA DÍAZAún no hay calificaciones
- Empresa Gourmet RealDocumento6 páginasEmpresa Gourmet Realcecilia macarenaAún no hay calificaciones
- Ordenanza de Propaganda y Publicidad (Tercera Reforma Parcial)Documento16 páginasOrdenanza de Propaganda y Publicidad (Tercera Reforma Parcial)Neylen Alexandra Meza PeñalozaAún no hay calificaciones
- Analisis Nic 36 DeterioroDocumento8 páginasAnalisis Nic 36 DeterioroAlvaro Sedano CapilloAún no hay calificaciones
- Aplicativo Prorrateo Del Iva 2019Documento10 páginasAplicativo Prorrateo Del Iva 2019fabio nelsonAún no hay calificaciones
- Metodos de Valoracion de Activos BiologicosDocumento2 páginasMetodos de Valoracion de Activos BiologicosangelicaAún no hay calificaciones
- Recubrimiento Cubierta TolvaDocumento6 páginasRecubrimiento Cubierta TolvaPabloAún no hay calificaciones
- TR1 Economia SenatiDocumento7 páginasTR1 Economia SenatiJosé L.GAún no hay calificaciones
- Volatilidad de Los Precios de Los BonosDocumento40 páginasVolatilidad de Los Precios de Los Bonossahara benitezAún no hay calificaciones
- Caso Final Analisis - FinancieroDocumento1 páginaCaso Final Analisis - FinancieroleonelaAún no hay calificaciones
- ISR PM EjerciciosDocumento11 páginasISR PM EjerciciosHazael RojasAún no hay calificaciones
- Taller N1 Analisis Del Sector y Entidades MicrofinancierasDocumento4 páginasTaller N1 Analisis Del Sector y Entidades MicrofinancierasmochysitaAún no hay calificaciones
- Flores Maribel Act.2.1Documento9 páginasFlores Maribel Act.2.1Maribel Flores AndradeAún no hay calificaciones
- INFORME #604-2022 - CONFORMIDAD DE SERVICIOS - Francisco CocosaniDocumento28 páginasINFORME #604-2022 - CONFORMIDAD DE SERVICIOS - Francisco Cocosani14n1223Aún no hay calificaciones
- Guía # 8 Indicaciones: Desarrolle El Siguiente Ejercicio, Utilizando Los Tres Métodos, AdemásDocumento13 páginasGuía # 8 Indicaciones: Desarrolle El Siguiente Ejercicio, Utilizando Los Tres Métodos, AdemásNATHALIE JULISSA VANEGAS MONTANO.Aún no hay calificaciones
- Electromecanica Proyecto de Practicas Profesionalizantes 2023Documento6 páginasElectromecanica Proyecto de Practicas Profesionalizantes 2023Dante LopezAún no hay calificaciones
- Analisis Interno y ExternoDocumento6 páginasAnalisis Interno y ExternoLesly CRAún no hay calificaciones
- Procesos Sav y CavDocumento3 páginasProcesos Sav y CavMORENO IZA LIZANDRO ADONISAún no hay calificaciones
- Taller de Economía InternacionalDocumento2 páginasTaller de Economía InternacionalSantiago Ardila OrozcoAún no hay calificaciones
- Memorandum de Control InternoDocumento16 páginasMemorandum de Control InternoÁngel VivasAún no hay calificaciones