También podría gustarte
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaAún no hay calificaciones
- Sistema de AlimentacionDocumento35 páginasSistema de AlimentacionSebastian Santiago SanchezAún no hay calificaciones
- Colada Continua ExpoDocumento19 páginasColada Continua ExpoElmer Palma RomeroAún no hay calificaciones
- Conformado de Una Pieza de AluminioDocumento13 páginasConformado de Una Pieza de AluminioJorge Humberto Flores AvilaAún no hay calificaciones
- Meta Lab 2Documento23 páginasMeta Lab 2Juan Barreto CoquiAún no hay calificaciones
- Proceso fabricación múltiples escape fundición aceroDocumento4 páginasProceso fabricación múltiples escape fundición acerojuanAún no hay calificaciones
- Presentación ManufacturaDocumento20 páginasPresentación Manufacturadaniel2056Aún no hay calificaciones
- Deformacion y RecristalizaciónDocumento53 páginasDeformacion y RecristalizaciónAlexOroncoyVilcaAún no hay calificaciones
- La Laminación en FríoDocumento5 páginasLa Laminación en FríoJavier GarciaAún no hay calificaciones
- Ensayo Jominy AISI 1045Documento36 páginasEnsayo Jominy AISI 1045VictorDiazMegoAún no hay calificaciones
- Practica Nº3 Efectos de La Alotropía Del AceroDocumento9 páginasPractica Nº3 Efectos de La Alotropía Del AceroMishel Carrion CuadrosAún no hay calificaciones
- Procesos de Conformado Sin Arranque de Viruta U. 4Documento10 páginasProcesos de Conformado Sin Arranque de Viruta U. 4Jorge VillalobosAún no hay calificaciones
- Cap 16Documento58 páginasCap 16Milton Javier RojasAún no hay calificaciones
- SolidificacionDocumento223 páginasSolidificacionEstef LuAún no hay calificaciones
- Clase 5. 1. Transiciones Termicas. Tg.Documento17 páginasClase 5. 1. Transiciones Termicas. Tg.cristian ortizAún no hay calificaciones
- Sinterizado o pulvimetalurgia: proceso de fabricación de piezas a partir de polvos metálicosDocumento17 páginasSinterizado o pulvimetalurgia: proceso de fabricación de piezas a partir de polvos metálicosMiyey Gutierrez OrduzAún no hay calificaciones
- Metalurgia de PolvosDocumento6 páginasMetalurgia de PolvosCarlos A. Camargo SolanoAún no hay calificaciones
- 06 Extrusión de MetalesDocumento10 páginas06 Extrusión de MetalesfatamariAún no hay calificaciones
- LaminaciónDocumento6 páginasLaminaciónLa Morena BellaAún no hay calificaciones
- Fallos en piezas fundidasDocumento94 páginasFallos en piezas fundidasharry220587Aún no hay calificaciones
- 8 Colada Continua - Exposicion 1Documento23 páginas8 Colada Continua - Exposicion 1LuisCharrisAún no hay calificaciones
- Preparación de arena moldeoDocumento10 páginasPreparación de arena moldeoisaacAún no hay calificaciones
- La CementacionDocumento33 páginasLa CementacionDarcyAún no hay calificaciones
- Colada Continua PresentacionDocumento21 páginasColada Continua PresentacionElder Fabian Chapilla CastilloAún no hay calificaciones
- Tecnologia para Recuperación de Arenas - TadashiDocumento67 páginasTecnologia para Recuperación de Arenas - TadashiDiego ChavezAún no hay calificaciones
- Identificación de cajas de moldeo y reconocimiento del horno en la Universidad Nacional de San Antonio Abad del CuscoDocumento8 páginasIdentificación de cajas de moldeo y reconocimiento del horno en la Universidad Nacional de San Antonio Abad del CuscoPuma Ayquipa Angel Luis100% (1)
- Aleaciones No FerrosaDocumento63 páginasAleaciones No FerrosaYusei D.Aún no hay calificaciones
- Sesion 2 Soldadura de Estruct Segun Aws D1.1 PDFDocumento43 páginasSesion 2 Soldadura de Estruct Segun Aws D1.1 PDFBrayan ChagllaAún no hay calificaciones
- Practica 3Documento12 páginasPractica 3Walter Silva100% (1)
- Proceso de DobladoDocumento5 páginasProceso de DobladoMiguel Angel MarinezAún no hay calificaciones
- Moldes 2Documento8 páginasMoldes 2Raul Córdova MermaAún no hay calificaciones
- Cromita RefractarioDocumento11 páginasCromita RefractarioAnge SpinozaAún no hay calificaciones
- Qué Es La EscoriaDocumento3 páginasQué Es La EscoriaCharles Antony Suaña VilcaAún no hay calificaciones
- Ficha Técnica ZN - Miguel HernándezDocumento12 páginasFicha Técnica ZN - Miguel HernándezMiguel BrionesAún no hay calificaciones
- Cuestionario 02Documento31 páginasCuestionario 02michael arucutipa100% (1)
- SOLDADURA BLANDA Y FUERTEDocumento3 páginasSOLDADURA BLANDA Y FUERTEAlejandra Sierra100% (2)
- Conformado Plastico de Metales PDFDocumento21 páginasConformado Plastico de Metales PDFspc_2278942Aún no hay calificaciones
- FERROALEACIONESDocumento20 páginasFERROALEACIONESMiguel Diabolo Duran0% (1)
- Corrosion de Materiales CeramicosDocumento17 páginasCorrosion de Materiales CeramicosIsmove MvAún no hay calificaciones
- TempleDocumento3 páginasTempleElvis Javier Huamani HuamaniAún no hay calificaciones
- Produccion y TratamientoDocumento5 páginasProduccion y TratamientoKevin Casanova MartínezAún no hay calificaciones
- Pet PDFDocumento16 páginasPet PDFDiego Illescas EspAún no hay calificaciones
- Fundiciones FerrosasDocumento9 páginasFundiciones FerrosasJoan CedeñoAún no hay calificaciones
- Oxiconvertidores y Horno EléctricoDocumento46 páginasOxiconvertidores y Horno EléctricoRocio BoetaAún no hay calificaciones
- Fundición por inyección en matrizDocumento14 páginasFundición por inyección en matrizfabiolaAún no hay calificaciones
- Capitulo 11Documento6 páginasCapitulo 11VANEAún no hay calificaciones
- Tipos de Arenas para MoldeoDocumento5 páginasTipos de Arenas para MoldeoJairo SanchezAún no hay calificaciones
- Informe Evaluación de Dureza y ResilienciaDocumento8 páginasInforme Evaluación de Dureza y ResilienciaKevin Arnold MuñozAún no hay calificaciones
- Tratamientos Termicos y Defectos (2016)Documento27 páginasTratamientos Termicos y Defectos (2016)Felipe Erreape Avendaño0% (1)
- ESR_refinación_electroescoria_lingotes_aceroDocumento14 páginasESR_refinación_electroescoria_lingotes_aceroyiyohuauAún no hay calificaciones
- Tema3 TeoriaDislocaciones MecanismosEndurecimiento PDFDocumento107 páginasTema3 TeoriaDislocaciones MecanismosEndurecimiento PDFBryanHinojosaAnchayaAún no hay calificaciones
- Guia de Concentracion MagneticaDocumento4 páginasGuia de Concentracion MagneticaTro NicAún no hay calificaciones
- Oxidación Del HierroDocumento2 páginasOxidación Del HierroJarc2510Aún no hay calificaciones
- Introducción A La Tecnología de La FundiciónDocumento13 páginasIntroducción A La Tecnología de La FundiciónChristian Castro MhAún no hay calificaciones
- Tipos de Fundiciones de HierroDocumento8 páginasTipos de Fundiciones de HierroBrayan SifuentesAún no hay calificaciones
- 3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaDocumento9 páginas3-Aplicación de Hierros Cadi en La Fabricación de Un Buje Guía para Redes de PescaarturoAún no hay calificaciones
- 2do Informe de CeramicaDocumento18 páginas2do Informe de CeramicaJoel Ibazeta VillarrealAún no hay calificaciones
- Tratamientos TermoquimicosDocumento14 páginasTratamientos TermoquimicosBrenda Verónica RochaAún no hay calificaciones
- Procesos y Equipos para Extrusión y Trefilado de MetalesDocumento8 páginasProcesos y Equipos para Extrusión y Trefilado de Metalesjose alvarezAún no hay calificaciones
- Extrusión y TrefiladoDocumento4 páginasExtrusión y TrefiladoKevin RodriguezAún no hay calificaciones
- Informe 1 Lab - Fisica III (Recuperado Automáticamente)Documento9 páginasInforme 1 Lab - Fisica III (Recuperado Automáticamente)jose alvarezAún no hay calificaciones
- Informe 4Documento7 páginasInforme 4jose alvarezAún no hay calificaciones
- CAP.15 Estruccion y Estirado de MetalesDocumento28 páginasCAP.15 Estruccion y Estirado de MetalesRonald Gomez Orellana50% (4)
- LeyOhmyFuentesTensiónVerificarDocumento6 páginasLeyOhmyFuentesTensiónVerificarjose alvarezAún no hay calificaciones
- CAP.15 Estruccion y Estirado de MetalesDocumento28 páginasCAP.15 Estruccion y Estirado de MetalesRonald Gomez Orellana50% (4)
- Procesos de Soldadura Por FusiónDocumento17 páginasProcesos de Soldadura Por Fusiónjose alvarezAún no hay calificaciones
- Procesos y equipos para el forjado de metalesDocumento8 páginasProcesos y equipos para el forjado de metalesjose alvarezAún no hay calificaciones
- Procesos y Equipos de Fundición de MetalesDocumento10 páginasProcesos y Equipos de Fundición de Metalesjose alvarezAún no hay calificaciones
- Procesos y Equipos para Extrusión y Trefilado de MetalesDocumento8 páginasProcesos y Equipos para Extrusión y Trefilado de Metalesjose alvarezAún no hay calificaciones
- Procesos laminación metalesDocumento7 páginasProcesos laminación metalesjose alvarezAún no hay calificaciones
- Procesos y Equipos para El Forjado de MetalesDocumento8 páginasProcesos y Equipos para El Forjado de Metalesjose alvarezAún no hay calificaciones
- Procesos laminación metalesDocumento7 páginasProcesos laminación metalesjose alvarezAún no hay calificaciones
- Fundamentos de La Fundición de MetalesDocumento7 páginasFundamentos de La Fundición de Metalesjose alvarezAún no hay calificaciones
- Procesos y Equipos para El Formado de Láminas MetálicasDocumento2 páginasProcesos y Equipos para El Formado de Láminas Metálicasjose alvarezAún no hay calificaciones
- Procesos laminación metalesDocumento7 páginasProcesos laminación metalesjose alvarezAún no hay calificaciones
- Procesos y Equipos para Los Metales en PolvoDocumento3 páginasProcesos y Equipos para Los Metales en Polvojose alvarezAún no hay calificaciones
- Fundición de Metales y Consideraciones EconómicasDocumento8 páginasFundición de Metales y Consideraciones Económicasjose alvarezAún no hay calificaciones
- Fundamentos de La Fundición de MetalesDocumento7 páginasFundamentos de La Fundición de Metalesjose alvarezAún no hay calificaciones
- Consolidado #01Documento16 páginasConsolidado #01MIGUEL DIOGENES RAMOS RODRIGUEZAún no hay calificaciones
- Química Semana 1 PDocumento6 páginasQuímica Semana 1 PGuadalupe JimenezAún no hay calificaciones
- Automatización en Hematología: Nuevos parámetros y utilidad clínica generados por equipos automatizadosDocumento41 páginasAutomatización en Hematología: Nuevos parámetros y utilidad clínica generados por equipos automatizadosKeyla MoralesAún no hay calificaciones
- PertigasDocumento1 páginaPertigasBarrio Sarita ColoniaAún no hay calificaciones
- Silabo de Estructura de DatosDocumento7 páginasSilabo de Estructura de DatosFernando Benites mendozaAún no hay calificaciones
- Movimiento Parabólico y CircularDocumento29 páginasMovimiento Parabólico y Circularjessica chugchilanAún no hay calificaciones
- Taller 4Documento4 páginasTaller 4EIEEAún no hay calificaciones
- El MolDocumento3 páginasEl MolMiguel JoseAún no hay calificaciones
- Elipse Trabajo Final. Andrea ArceDocumento26 páginasElipse Trabajo Final. Andrea ArceAndrea Silvia ArceAún no hay calificaciones
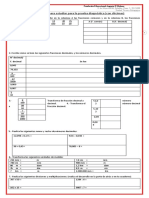
- Ejercicios Fracciones, Decimales, Unidad de MedidaDocumento2 páginasEjercicios Fracciones, Decimales, Unidad de MedidaYendy MayAún no hay calificaciones
- CAPITULO V Las 32 Clases de SimetriaDocumento75 páginasCAPITULO V Las 32 Clases de SimetriaPiterMonzonMauricioAún no hay calificaciones
- Informe Líquidos Los Sólidos (Fuerzas Inter e Intramoleculares)Documento10 páginasInforme Líquidos Los Sólidos (Fuerzas Inter e Intramoleculares)HARRISON STEVE LIBERATO CASTROAún no hay calificaciones
- Calculos Matematicos Laura Luna Seccion 1Documento3 páginasCalculos Matematicos Laura Luna Seccion 1laura lunaAún no hay calificaciones
- Trabajo de EstructurasDocumento25 páginasTrabajo de Estructurasraizel alamadridAún no hay calificaciones
- Procedimiento de Construccion Agua PotableDocumento10 páginasProcedimiento de Construccion Agua PotableerickAún no hay calificaciones
- Camara Frigorifica de La MandarinaDocumento32 páginasCamara Frigorifica de La Mandarinaanita arana alayo100% (1)
- Volvo L60F-L220F Step 1 EspDocumento208 páginasVolvo L60F-L220F Step 1 EspClovis Santos95% (21)
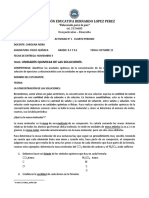
- ACT 1 Fisicoquimica 9° 4PDocumento6 páginasACT 1 Fisicoquimica 9° 4PCamilo Correa RomanAún no hay calificaciones
- Silaba Segunda Clase Lenguaje II NivelDocumento7 páginasSilaba Segunda Clase Lenguaje II NivelRicardo RodríguezAún no hay calificaciones
- Hormigon - Temas 1, 2 y 3 PDFDocumento33 páginasHormigon - Temas 1, 2 y 3 PDFBrailyn MarteAún no hay calificaciones
- Informe de Consulta MEMS y NEMSDocumento30 páginasInforme de Consulta MEMS y NEMSEdison Herrera NúñezAún no hay calificaciones
- HRC, BDocumento6 páginasHRC, BjoelAún no hay calificaciones
- High Frontier - 4 All - Reglas Básicas (Trad)Documento59 páginasHigh Frontier - 4 All - Reglas Básicas (Trad)Angello TangherliniAún no hay calificaciones
- Fundamentos Electricidad MagnetismoDocumento4 páginasFundamentos Electricidad MagnetismojuanAún no hay calificaciones
- 2 Informe LabQuimicaGeneralDocumento6 páginas2 Informe LabQuimicaGeneralvalentina valentinarr2000hotmail.comAún no hay calificaciones
- Reporte Propiedades TérmicasDocumento19 páginasReporte Propiedades TérmicasElizabethCastañedaHernandezAún no hay calificaciones
- Configuración electrónica y orbitales atómicosDocumento23 páginasConfiguración electrónica y orbitales atómicosRoberto Quispe MancillaAún no hay calificaciones
- Fusibles Luhfser Utc 1534Documento121 páginasFusibles Luhfser Utc 1534Santiago EspitiaAún no hay calificaciones
- Calculo Vectorial Primer Parcial Taller EspeDocumento7 páginasCalculo Vectorial Primer Parcial Taller Espejuan lopezAún no hay calificaciones
- Resolución de problemas matemáticos 4° básicoDocumento4 páginasResolución de problemas matemáticos 4° básicoAmanecer CoronelAún no hay calificaciones
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Bioquímica: metabolismo energético, conceptos y aplicaciónDe EverandBioquímica: metabolismo energético, conceptos y aplicaciónCalificación: 4 de 5 estrellas4/5 (7)
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDe EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoCalificación: 4.5 de 5 estrellas4.5/5 (12)
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Sistema de mejora continua de la calidad en el laboratorio: Teoría y prácticaDe EverandSistema de mejora continua de la calidad en el laboratorio: Teoría y prácticaAún no hay calificaciones
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- Fundamentos de procesos químicosDe EverandFundamentos de procesos químicosCalificación: 5 de 5 estrellas5/5 (3)
- La tabla periódica de los elementos químicosDe EverandLa tabla periódica de los elementos químicosCalificación: 1 de 5 estrellas1/5 (1)
- La química es la cuestión: El orden de la vida y el caos que llevamos encimaDe EverandLa química es la cuestión: El orden de la vida y el caos que llevamos encimaCalificación: 5 de 5 estrellas5/5 (5)
- Mediciones y métodos de uso común en el laboratorio de QuímicaDe EverandMediciones y métodos de uso común en el laboratorio de QuímicaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Fundamentos de química aplicados a las ciencias de la saludDe EverandFundamentos de química aplicados a las ciencias de la saludAún no hay calificaciones
- Inteligencia física: Aprende a ver el mundo con la mente de un físicoDe EverandInteligencia física: Aprende a ver el mundo con la mente de un físicoCalificación: 5 de 5 estrellas5/5 (41)
- La química al alcance de todosDe EverandLa química al alcance de todosCalificación: 1 de 5 estrellas1/5 (1)
- Estructura atómica y enlace químicoDe EverandEstructura atómica y enlace químicoCalificación: 3 de 5 estrellas3/5 (2)
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- Curso Práctico de Química GeneralDe EverandCurso Práctico de Química GeneralCalificación: 4 de 5 estrellas4/5 (4)
- UF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposDe EverandUF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposCalificación: 5 de 5 estrellas5/5 (1)
- Polímeros: Generalidades y tendencias de investigación en ColombiaDe EverandPolímeros: Generalidades y tendencias de investigación en ColombiaCalificación: 5 de 5 estrellas5/5 (14)