También podría gustarte
- Cepilladora de codo: concepto, tipos y partesDocumento9 páginasCepilladora de codo: concepto, tipos y partesFernando MercedesAún no hay calificaciones
- LimadoraDocumento45 páginasLimadoraJose Montenegro SotoAún no hay calificaciones
- Rectificadora cilíndrica universalDocumento20 páginasRectificadora cilíndrica universalMayra Ruiz Garcilazo100% (1)
- Pasos para El Ranurado y TaladradoDocumento7 páginasPasos para El Ranurado y TaladradoKevin Amaña FloresAún no hay calificaciones
- Introducción al manejo del torno paralelo CNCDocumento12 páginasIntroducción al manejo del torno paralelo CNCAlicia ArevaloAún no hay calificaciones
- CNC PreguntasDocumento19 páginasCNC PreguntasJorge Luis CdnAún no hay calificaciones
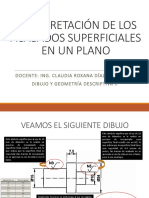
- Interpretación de Los Acabados Superficiales en Un PlanoDocumento3 páginasInterpretación de Los Acabados Superficiales en Un PlanoMichelle LópezAún no hay calificaciones
- LimadoDocumento11 páginasLimadoErick Moreira ValdezAún no hay calificaciones
- Dibujo y maquinado pieza torno con cavidad y ranuraDocumento15 páginasDibujo y maquinado pieza torno con cavidad y ranuraHyde Duque AiniAún no hay calificaciones
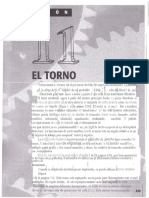
- Torno Abril 2021Documento42 páginasTorno Abril 2021Jose Antonio Lopez CastroAún no hay calificaciones
- Plan de trabajo y procesos de tornoDocumento6 páginasPlan de trabajo y procesos de tornodubal suarezAún no hay calificaciones
- Tipos de ArbolesDocumento38 páginasTipos de ArbolesMilton Patricio CajilemaAún no hay calificaciones
- Fatiga (Cargas Variables)Documento25 páginasFatiga (Cargas Variables)JESUS PICON100% (1)
- Informe CNCDocumento8 páginasInforme CNCMixio Olivares MuñozAún no hay calificaciones
- 1 Ejercicios de MecanizadoDocumento11 páginas1 Ejercicios de MecanizadoJavier Solís FernándezAún no hay calificaciones
- 9 Practica de Limadora - Taller BasicoDocumento18 páginas9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- Rectificado: cálculos de velocidad y tiempoDocumento11 páginasRectificado: cálculos de velocidad y tiempoIBAR SAUL MAMANI ALARCON100% (1)
- Calidad ConicidadDocumento3 páginasCalidad ConicidadJoe Jordan Urrutia Quispe100% (1)
- Guia de Laboratorio 14Documento2 páginasGuia de Laboratorio 14Juan Carlos Zuñiga JustinianoAún no hay calificaciones
- M98 Llamado de Subprograma PDFDocumento6 páginasM98 Llamado de Subprograma PDFCasandy De Solano BallenaAún no hay calificaciones
- Origen de Las Coordenadas CNCDocumento8 páginasOrigen de Las Coordenadas CNCalafia5Aún no hay calificaciones
- Fresado de LevasDocumento6 páginasFresado de LevasBrian Sarzosa ZuletaAún no hay calificaciones
- Laboratorio 4Documento5 páginasLaboratorio 4ThaliiaCastroAguilarAún no hay calificaciones
- L1 Introduccion Al CNC y Programacion en Codigo G MAYCADocumento11 páginasL1 Introduccion Al CNC y Programacion en Codigo G MAYCAJeff S�miel Torres PalominoAún no hay calificaciones
- Vibraciones MecanicasDocumento5 páginasVibraciones MecanicasErnesto LariosAún no hay calificaciones
- Ejercicio CNCDocumento13 páginasEjercicio CNCMario EspinozaAún no hay calificaciones
- Problemas de MecanismosDocumento4 páginasProblemas de MecanismosEmilio BonnetAún no hay calificaciones
- Practica de Calculo Matematico Sem1Documento2 páginasPractica de Calculo Matematico Sem1Karrito QchaoAún no hay calificaciones
- Práctica de fresado: partes y tipos de fresasDocumento15 páginasPráctica de fresado: partes y tipos de fresasJack Fatima PattisonAún no hay calificaciones
- Practica No. 8 Medicion de PosicionDocumento14 páginasPractica No. 8 Medicion de PosicionMario Moreno FajardoAún no hay calificaciones
- Cojinetes de rodamiento y deslizamientoDocumento30 páginasCojinetes de rodamiento y deslizamientojaimeAún no hay calificaciones
- EMCO Mill 105 - Manual de InicioDocumento15 páginasEMCO Mill 105 - Manual de IniciodharwinAún no hay calificaciones
- 21 Teoría Del Mecanizado de MetalesDocumento5 páginas21 Teoría Del Mecanizado de MetalesMiguel DominguezAún no hay calificaciones
- Expo CNCDocumento9 páginasExpo CNCEmiliano Baeza HernandezAún no hay calificaciones
- Ciclo de PunteadoDocumento2 páginasCiclo de PunteadoAlex ChancúsigAún no hay calificaciones
- Informe de Practica 2Documento12 páginasInforme de Practica 2Luis Muyulema100% (1)
- Ejemplo de Ficha de MecanizadoDocumento4 páginasEjemplo de Ficha de MecanizadoJuan Carlos Saucedo Reyes100% (1)
- Cono MorseDocumento6 páginasCono Morsesergio alconAún no hay calificaciones
- Escuadrado en FresadoraDocumento2 páginasEscuadrado en FresadoraMisael Lopez BadilloAún no hay calificaciones
- Maquinas fresadoras y sus accesorios: preguntas de repasoDocumento3 páginasMaquinas fresadoras y sus accesorios: preguntas de repasoIsrael Ferreiras0% (1)
- Exposicion EngranesDocumento46 páginasExposicion EngranesAlex AlfaroAún no hay calificaciones
- Instituto Superior Tecnológico Tecsup (Grupo3)Documento10 páginasInstituto Superior Tecnológico Tecsup (Grupo3)Orlando SChAún no hay calificaciones
- Proyecto RoscadoDocumento13 páginasProyecto RoscadoEdmundo Lopez HernanadezAún no hay calificaciones
- Operacion CMV LeadwellDocumento18 páginasOperacion CMV LeadwelljonathanAún no hay calificaciones
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocumento5 páginasEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsAún no hay calificaciones
- Torno Trabajo Finalizado DiapositivasDocumento42 páginasTorno Trabajo Finalizado DiapositivasDenilson Gonzales VilchezAún no hay calificaciones
- Lab 09 Codigo G77 - G78Documento14 páginasLab 09 Codigo G77 - G78Dusyan Jairo HCAún no hay calificaciones
- Torno Reporte PeonDocumento12 páginasTorno Reporte PeonErnesto PulidoAún no hay calificaciones
- Fichas TecnicasDocumento4 páginasFichas TecnicasjoseAún no hay calificaciones
- Monofilo ADocumento87 páginasMonofilo AfredconversoAún no hay calificaciones
- Fundamentacion Codigos G Y M HNC 21TDocumento8 páginasFundamentacion Codigos G Y M HNC 21TDIEGO ARMANDO VANEGAS DUQUEAún no hay calificaciones
- Examen Final Lab CNCDocumento213 páginasExamen Final Lab CNCGarbel LemusAún no hay calificaciones
- Tornillo de Potencia EficienciaDocumento20 páginasTornillo de Potencia EficienciaJohel ClAún no hay calificaciones
- FRESADORADocumento31 páginasFRESADORAhundel01Aún no hay calificaciones
- Ejercicios - CNCDocumento1 páginaEjercicios - CNCwillycoyote1990-1Aún no hay calificaciones
- Cepillado de PiezasDocumento6 páginasCepillado de PiezasDaniela M Gutiérrez SierraAún no hay calificaciones
- CepilladoraDocumento32 páginasCepilladoraLuis Huaman QuispeAún no hay calificaciones
- LimadoraDocumento13 páginasLimadoraruedacesarAún no hay calificaciones
- Limadora movimientosDocumento16 páginasLimadora movimientosdayis93Aún no hay calificaciones
- Laboratorio CepilladoraDocumento28 páginasLaboratorio CepilladoraEduardo Reyes ZavaletaAún no hay calificaciones
- Informe #62-MmpyemDocumento15 páginasInforme #62-MmpyemJose Diegozeta NuntonAún no hay calificaciones
- Esme RilDocumento3 páginasEsme Rilhector cruzAún no hay calificaciones
- UP854Documento8 páginasUP854Jose Diegozeta NuntonAún no hay calificaciones
- Gastos Diciembre 15 Al 31-01-22Documento1 páginaGastos Diciembre 15 Al 31-01-22Jose Diegozeta NuntonAún no hay calificaciones
- Rendición de Gastos 1200.00 23-03-22Documento1 páginaRendición de Gastos 1200.00 23-03-22Jose Diegozeta NuntonAún no hay calificaciones
- Lectuua de Libros de Negocios y EmprendimientoDocumento1 páginaLectuua de Libros de Negocios y EmprendimientoJose Diegozeta NuntonAún no hay calificaciones
- Rendición de Gastos de 1000 SolesDocumento1 páginaRendición de Gastos de 1000 SolesJose Diegozeta NuntonAún no hay calificaciones
- Guia de Usuario 2020Documento22 páginasGuia de Usuario 2020Félix villanuevaAún no hay calificaciones
- Esm Eng FRDocumento26 páginasEsm Eng FRJose Diegozeta NuntonAún no hay calificaciones
- Gastos Marzo 2022Documento1 páginaGastos Marzo 2022Jose Diegozeta NuntonAún no hay calificaciones
- Check List - Mezcladora de ConcretoDocumento1 páginaCheck List - Mezcladora de ConcretoJose Diegozeta NuntonAún no hay calificaciones
- Decreto Supremo 023-2017em Rsso - 2017Documento234 páginasDecreto Supremo 023-2017em Rsso - 2017DantH100% (2)
- Check List de Mezcladora de ConcretoDocumento2 páginasCheck List de Mezcladora de ConcretoJose Diegozeta NuntonAún no hay calificaciones
- Rendición de Gastos A Ica 28 y 29-01-22Documento1 páginaRendición de Gastos A Ica 28 y 29-01-22Jose Diegozeta NuntonAún no hay calificaciones
- Secretosdeldinero 20140928 PagatrasleerloDocumento84 páginasSecretosdeldinero 20140928 PagatrasleerloHector ArielAún no hay calificaciones
- Check List OmnibusDocumento1 páginaCheck List OmnibusJose Diegozeta Nunton100% (1)
- Check List OmnibusDocumento1 páginaCheck List OmnibusJose Diegozeta Nunton100% (1)
- 101 200 Páginas 45 53Documento12 páginas101 200 Páginas 45 53Jose Diegozeta NuntonAún no hay calificaciones
- Gastos Setiembre 01 Al 15-09-21Documento1 páginaGastos Setiembre 01 Al 15-09-21Jose Diegozeta NuntonAún no hay calificaciones
- Gastos Setiembre 15 Al 30-09-21Documento1 páginaGastos Setiembre 15 Al 30-09-21Jose Diegozeta NuntonAún no hay calificaciones
- Check List de Mezcladora de ConcretoDocumento2 páginasCheck List de Mezcladora de ConcretoJose Diegozeta NuntonAún no hay calificaciones
- Medidas de seguridad para termofusiónDocumento64 páginasMedidas de seguridad para termofusiónJose Diegozeta NuntonAún no hay calificaciones
- Gastos Setiembre 15 Al 30-09-21Documento1 páginaGastos Setiembre 15 Al 30-09-21Jose Diegozeta NuntonAún no hay calificaciones
- Gastos Setiembre 01 Al 15-09-21Documento1 páginaGastos Setiembre 01 Al 15-09-21Jose Diegozeta NuntonAún no hay calificaciones
- Seguridad en Accesorios de Elementos de Izaje de CargaDocumento14 páginasSeguridad en Accesorios de Elementos de Izaje de CargaDaniel MoranAún no hay calificaciones
- Instalación andamios ULMADocumento2 páginasInstalación andamios ULMAJose Diegozeta NuntonAún no hay calificaciones
- Anexos ds-024 - 2016Documento1 páginaAnexos ds-024 - 2016Jose Diegozeta NuntonAún no hay calificaciones
- Termofusión PEAD: Condiciones y procedimiento paso a pasoDocumento6 páginasTermofusión PEAD: Condiciones y procedimiento paso a pasoJulio Cesar Landeo FernandezAún no hay calificaciones
- I.sg - ED.004 Maniobras de Izaje de Carga. Rev.05Documento25 páginasI.sg - ED.004 Maniobras de Izaje de Carga. Rev.05Cristhian Rivera RengifoAún no hay calificaciones
- Dibujo CadDocumento20 páginasDibujo Cadnixon quispe chinguelAún no hay calificaciones
- Funcionamiento del aire acondicionado: cómo enfría, limpia y circula el aire de forma simultáneaDocumento6 páginasFuncionamiento del aire acondicionado: cómo enfría, limpia y circula el aire de forma simultáneaFernando David Pichardo MoranAún no hay calificaciones
- Dokumen - Tips Manual Detroit Diesel Serie 60Documento184 páginasDokumen - Tips Manual Detroit Diesel Serie 60Eduardo Martinez100% (1)
- Clase N°2 - Impulso - Cant de MovDocumento29 páginasClase N°2 - Impulso - Cant de MovgargeoAún no hay calificaciones
- Examen MecánicaDocumento10 páginasExamen MecánicaEDG JimenezAún no hay calificaciones
- Resumen NTC 2506 Riesgo MecanicoDocumento53 páginasResumen NTC 2506 Riesgo MecanicoMarcela Satizabal100% (4)
- Ejercicios Grupo 9Documento33 páginasEjercicios Grupo 9franck damianguidino-Aún no hay calificaciones
- Cargas Externas Deformación y GrafiasDocumento61 páginasCargas Externas Deformación y GrafiasROBERTO MICHAEL YANTAS RIVERAAún no hay calificaciones
- 23 Calculo Integral Adileidy TorresDocumento31 páginas23 Calculo Integral Adileidy TorresTEMPERATURA HUMEDADAún no hay calificaciones
- Evaluación de Física - MaterialDocumento6 páginasEvaluación de Física - MaterialDiego Andres GarciaAún no hay calificaciones
- Fricción estática y cinética: fuerzas, coeficientes y ángulosDocumento13 páginasFricción estática y cinética: fuerzas, coeficientes y ángulosOmar Alejandro Delgado HuertaAún no hay calificaciones
- Camisas de MotoresDocumento2 páginasCamisas de MotoresDanielAún no hay calificaciones
- Manual de operación segura de calderas y generadores de vaporDocumento104 páginasManual de operación segura de calderas y generadores de vaporRincón Runa Llena100% (4)
- Curvas Q-H de bombas centrífugas en serie, paralelo y mixtoDocumento15 páginasCurvas Q-H de bombas centrífugas en serie, paralelo y mixtoDanyboy DanyAún no hay calificaciones
- Act. Práctica # 2Documento2 páginasAct. Práctica # 2Sara Isabel Robleto ValdiviaAún no hay calificaciones
- Transferencia de Masa - 2Documento25 páginasTransferencia de Masa - 2Feliipe AntoniioAún no hay calificaciones
- Guia 2 Yacimientos 1Documento2 páginasGuia 2 Yacimientos 1greomerAún no hay calificaciones
- HIdraulica de Perforacion Petrolera PDFDocumento170 páginasHIdraulica de Perforacion Petrolera PDFingjavierriosAún no hay calificaciones
- HP Balanz Vento 180719 MXDocumento2 páginasHP Balanz Vento 180719 MXEnriqueta Mariela SilvaAún no hay calificaciones
- GUIA - No 2 - QUIMICA - 8° - 3RD - PERIODODocumento2 páginasGUIA - No 2 - QUIMICA - 8° - 3RD - PERIODOCARLOS ANDRES HOSTIA VILLANUEVAAún no hay calificaciones
- CAVITACIONDocumento41 páginasCAVITACIONKEVIN JOE PEREZ ASENCIOSAún no hay calificaciones
- Planteamiento técnico albergueDocumento1 páginaPlanteamiento técnico albergueDIEGO RAUL PEREZ LAZAROAún no hay calificaciones
- Curso Vehiculos Hibridos IIDocumento12 páginasCurso Vehiculos Hibridos IIJose Cantero CastilloAún no hay calificaciones
- Memoria de Cálculo Rev-00Documento52 páginasMemoria de Cálculo Rev-00Claudio VergaraAún no hay calificaciones
- Fisica - Capitulo - 1 - Sesión 1 - MRUDocumento17 páginasFisica - Capitulo - 1 - Sesión 1 - MRUYoni Espinoza RiveraAún no hay calificaciones
- CROUSE-HINDS Seccion F Accesorios PDocumento74 páginasCROUSE-HINDS Seccion F Accesorios PGaby CoconAún no hay calificaciones
- Tarifa Uponor 2015Documento240 páginasTarifa Uponor 2015Vanesa LlorenteAún no hay calificaciones
- Tema 4 Ejercicios ResueltosDocumento3 páginasTema 4 Ejercicios ResueltosMortadelo Ibañez100% (1)
- Manual de Herramientas EspecialesDocumento196 páginasManual de Herramientas EspecialesJos� Luis G�mez CruzAún no hay calificaciones
- Solución: Precalentamiento Humidificación AdiabaticaDocumento8 páginasSolución: Precalentamiento Humidificación AdiabaticaCarmen FernándezAún no hay calificaciones