También podría gustarte
- SoldaduraDocumento59 páginasSoldaduraCristian Tipantuña100% (1)
- Ef Spi Usil Cpel 2022 M2 1Documento4 páginasEf Spi Usil Cpel 2022 M2 1Brian ClassAún no hay calificaciones
- Practica VanDocumento2 páginasPractica VanAndrea Romina Meneses SalasAún no hay calificaciones
- Pasos para Pintar Una ParedDocumento26 páginasPasos para Pintar Una ParedOlger Alex Cueva OcsaAún no hay calificaciones
- SadasdfDocumento14 páginasSadasdfDANITZA ABARCAAún no hay calificaciones
- Guia Lab-3 - SoldaduraDocumento32 páginasGuia Lab-3 - SoldaduraCarlos Muñoz vitorAún no hay calificaciones
- Práctica 7Documento8 páginasPráctica 7Nicolas SalgueroAún no hay calificaciones
- Ingenieria de Materiales-PracticaDocumento9 páginasIngenieria de Materiales-PracticaAdriano MartinezAún no hay calificaciones
- EJECUCIÓNDocumento4 páginasEJECUCIÓNCarlos Muñoz vitorAún no hay calificaciones
- Trabajo de ProyectosDocumento10 páginasTrabajo de ProyectosachambergogAún no hay calificaciones
- Caso Estudio de TamañoDocumento2 páginasCaso Estudio de TamañodugulsAún no hay calificaciones
- 1ra Dirigida Torno Procesos de Fabricacion 20201Documento3 páginas1ra Dirigida Torno Procesos de Fabricacion 20201Ronald daniel Tapia lavadoAún no hay calificaciones
- CCP EF p1Documento3 páginasCCP EF p1Julio EscalónAún no hay calificaciones
- Lab1 Tec Materials ManufactDocumento25 páginasLab1 Tec Materials ManufactHarold PlazaAún no hay calificaciones
- Laboratorio #6Documento5 páginasLaboratorio #6Joselin Rojas GuerraAún no hay calificaciones
- Tipos de Tornos, Fresadoras, Taladradora y Maquinas CNCDocumento13 páginasTipos de Tornos, Fresadoras, Taladradora y Maquinas CNCDario SanchezAún no hay calificaciones
- Termodinamica 1 - Preguntas - (UCSM-AQP)Documento6 páginasTermodinamica 1 - Preguntas - (UCSM-AQP)Anthony Herrera TapiaAún no hay calificaciones
- Fresas Cilíndrica Lateral y FrontalDocumento3 páginasFresas Cilíndrica Lateral y FrontalGabrielLeøAún no hay calificaciones
- Ingneiería de SoftwareDocumento2 páginasIngneiería de SoftwareLuis Enrique Quintana RojasAún no hay calificaciones
- 1Documento3 páginas1Milagros EBAún no hay calificaciones
- Sim ExamDocumento2 páginasSim ExamanaAún no hay calificaciones
- Solucion Practica de ClaseDocumento21 páginasSolucion Practica de ClaseJeffryEduardoAún no hay calificaciones
- Mejoras Proceso Corte Fleje Acero Inoxidable - MetalvinDocumento8 páginasMejoras Proceso Corte Fleje Acero Inoxidable - Metalvinmetalvin100% (1)
- Ejercicios PC3Documento41 páginasEjercicios PC3Diego IgnacioAún no hay calificaciones
- Laboratorio 1 Procesos de ManufacturaDocumento14 páginasLaboratorio 1 Procesos de ManufacturaTattys RoseAún no hay calificaciones
- Laboratorio 02Documento1 páginaLaboratorio 02Claudia FloresAún no hay calificaciones
- Laboratorio 1Documento2 páginasLaboratorio 1JoShe LauraAún no hay calificaciones
- 5resumen de Problemas para Resolver 2da ParteDocumento42 páginas5resumen de Problemas para Resolver 2da ParterhonnyAún no hay calificaciones
- Gamarra Ex - FinalDocumento10 páginasGamarra Ex - FinalSebastian GamarraAún no hay calificaciones
- Laboratorio de Procesos de ManufacturaDocumento18 páginasLaboratorio de Procesos de ManufacturaAlvaroAún no hay calificaciones
- Metrología y Calibrador en Milimetros FinalDocumento36 páginasMetrología y Calibrador en Milimetros FinalEstudiante100% (1)
- GM - Evaluación - Semana #7 v2 PDFDocumento8 páginasGM - Evaluación - Semana #7 v2 PDFasaszxAún no hay calificaciones
- Guia 10 SLPDocumento7 páginasGuia 10 SLPRenzo Presbitero AmpueroAún no hay calificaciones
- Teoria TIR y TIRIADocumento15 páginasTeoria TIR y TIRIABrayan Coyuri LopezAún no hay calificaciones
- Tif Robsol SacDocumento117 páginasTif Robsol SacVictor Medina VargasAún no hay calificaciones
- Problemas de TaladroDocumento2 páginasProblemas de TaladroOLIVER ANTHONY OBLITAS VALENCIAAún no hay calificaciones
- Guía de FundiciónDocumento19 páginasGuía de FundiciónEliasdj F LeslieAún no hay calificaciones
- MONOGRAFÍA 2 WordDocumento12 páginasMONOGRAFÍA 2 WordMartin OrdoñezAún no hay calificaciones
- Guia Lab 2 Deformacion Plastica Forjado 2021 2Documento11 páginasGuia Lab 2 Deformacion Plastica Forjado 2021 2Olivia RojasAún no hay calificaciones
- Caso Estudio de Sistema Hombre MaquinaDocumento1 páginaCaso Estudio de Sistema Hombre MaquinaMiChelleCcapaCondoriAún no hay calificaciones
- Lab de Ing de MetodosDocumento6 páginasLab de Ing de MetodosRuth Mery Ccahuantico CasaAún no hay calificaciones
- Sistema Tecnologico Del Torneado F.DDocumento62 páginasSistema Tecnologico Del Torneado F.Djuan ro0% (1)
- Taller 1 Investigación de Operaciones IDocumento10 páginasTaller 1 Investigación de Operaciones IPaola Andrea Rueda Trujillo0% (1)
- ForjaDocumento6 páginasForjaAdrian Arauco CarhuasAún no hay calificaciones
- PC2-IN73-2020-2 Soldadura y MaquinadoDocumento3 páginasPC2-IN73-2020-2 Soldadura y MaquinadoJean GonzalesAún no hay calificaciones
- PC2-II164-2021-1-Módulo ADocumento9 páginasPC2-II164-2021-1-Módulo AAugusto Cier DávilaAún no hay calificaciones
- TA-2 Proyecto - Auditoria Energética - 2019 - IIDocumento11 páginasTA-2 Proyecto - Auditoria Energética - 2019 - IIGreg Javier SaavedraAún no hay calificaciones
- IN343 Ingenieria Economica 202102Documento11 páginasIN343 Ingenieria Economica 202102Asesoría Académica 4AAún no hay calificaciones
- Cadenas de Markov-1Documento3 páginasCadenas de Markov-1ByahuxAún no hay calificaciones
- Introducción y Soldadura OxiacetilénicaDocumento51 páginasIntroducción y Soldadura OxiacetilénicaFernando100% (1)
- Io D2-4 QuillupanguiDocumento7 páginasIo D2-4 QuillupanguiAlexander QuillupanguiAún no hay calificaciones
- Ecv 2Documento8 páginasEcv 2Araki SgAún no hay calificaciones
- Ruedas DentadasDocumento26 páginasRuedas DentadasPablo Maldonado AlaniaAún no hay calificaciones
- Fresadora WordDocumento9 páginasFresadora WordmigzaidaAún no hay calificaciones
- Teoria de Colas EnunciadosDocumento7 páginasTeoria de Colas EnunciadosjhossielmartineauAún no hay calificaciones
- Actividad Individual - Semana 1 - 2091317419Documento1 páginaActividad Individual - Semana 1 - 2091317419Austin PeligroAún no hay calificaciones
- File PDFDocumento1 páginaFile PDFSTJ100% (2)
- L2.0 GPI - USS - Localziación de Planta - EjerciciosDocumento4 páginasL2.0 GPI - USS - Localziación de Planta - EjerciciosRoony PesantesAún no hay calificaciones
- Practica 8-Calculo de Áreas PDFDocumento4 páginasPractica 8-Calculo de Áreas PDFVICTOR HUGO RIVERA CHAVEZAún no hay calificaciones
- Práctica Calificada BalanceDocumento39 páginasPráctica Calificada BalanceWido AbarcaAún no hay calificaciones
- Actividad 5-Criterios Selección Materiales para Herramientes de Corte y Parámetros de Corte-1Documento18 páginasActividad 5-Criterios Selección Materiales para Herramientes de Corte y Parámetros de Corte-1bryanAún no hay calificaciones
- Actividad 5. Cuestionario Sobre Criterios de Selección Parámetros de Corte G - 2Documento5 páginasActividad 5. Cuestionario Sobre Criterios de Selección Parámetros de Corte G - 2dalinfer80% (5)
- Actividad 5. Cuestionario Sobre Criterios de Selección Parámetros de Corte - GRUPO 7Documento6 páginasActividad 5. Cuestionario Sobre Criterios de Selección Parámetros de Corte - GRUPO 7diogoAún no hay calificaciones
- Actividad 5. Cuestionario Sobre Criterios de Selección Parámetros de CorteDocumento4 páginasActividad 5. Cuestionario Sobre Criterios de Selección Parámetros de CorteJhon MOAún no hay calificaciones
- EjercicoDocumento4 páginasEjercicoCarlos Muñoz vitorAún no hay calificaciones
- Laboratorio 1 - Grupo 5Documento30 páginasLaboratorio 1 - Grupo 5Carlos Muñoz vitorAún no hay calificaciones
- Grupo 9-Actividad 1. Casos Sobre Productividad y RendimientoDocumento7 páginasGrupo 9-Actividad 1. Casos Sobre Productividad y RendimientoCarlos Muñoz vitorAún no hay calificaciones
- PC2Documento71 páginasPC2Carlos Muñoz vitorAún no hay calificaciones
- Fundamentos de MaquinadoDocumento11 páginasFundamentos de MaquinadoCarlos Muñoz vitorAún no hay calificaciones
- GRUPO 8 - Actividad 2. Casos Sobre Materiales y Recursos de FundiciónDocumento7 páginasGRUPO 8 - Actividad 2. Casos Sobre Materiales y Recursos de FundiciónCarlos Muñoz vitorAún no hay calificaciones
- 00 GUIA LAB-2-DEFORMACION PLASTICA FORJADO - VirtualDocumento31 páginas00 GUIA LAB-2-DEFORMACION PLASTICA FORJADO - VirtualCarlos Muñoz vitorAún no hay calificaciones
- Manufactura FinalDocumento29 páginasManufactura FinalCarlos Muñoz vitorAún no hay calificaciones
- VHJGDocumento18 páginasVHJGCarlos Muñoz vitorAún no hay calificaciones
- Actividad 5 - GRUPO 5Documento6 páginasActividad 5 - GRUPO 5Carlos Muñoz vitorAún no hay calificaciones
- Examen FinalDocumento8 páginasExamen FinalCarlos Muñoz vitorAún no hay calificaciones
- Condiciones de Trabajo y Rendimiento Personal: Gestión Del Capital HumanoDocumento6 páginasCondiciones de Trabajo y Rendimiento Personal: Gestión Del Capital HumanoCarlos Muñoz vitorAún no hay calificaciones
- Examen FinalDocumento7 páginasExamen FinalCarlos Muñoz vitorAún no hay calificaciones
- PC2 Muñoz VitorDocumento4 páginasPC2 Muñoz VitorCarlos Muñoz vitorAún no hay calificaciones
- Propuesta Del Trabajo FinalDocumento8 páginasPropuesta Del Trabajo FinalCarlos Muñoz vitorAún no hay calificaciones
- PC Finaldetodo JosephDocumento12 páginasPC Finaldetodo JosephCarlos Muñoz vitorAún no hay calificaciones
- TA3 - Grupo 5 - Gest InnovaciónDocumento21 páginasTA3 - Grupo 5 - Gest InnovaciónCarlos Muñoz vitorAún no hay calificaciones
- Taller LOVE CANAL 202101 (Semana 1)Documento4 páginasTaller LOVE CANAL 202101 (Semana 1)Carlos Muñoz vitorAún no hay calificaciones
- BorradorDocumento1 páginaBorradorCarlos Muñoz vitorAún no hay calificaciones
- Remuneraciones y Compensaciones - Gestión Capital HumanoDocumento27 páginasRemuneraciones y Compensaciones - Gestión Capital HumanoRoger EnriquezAún no hay calificaciones
- Medina MMDocumento113 páginasMedina MMCarlos Muñoz vitorAún no hay calificaciones
- Zegarra MRDocumento350 páginasZegarra MRBrayan MartinezAún no hay calificaciones
- Primer Entregable Proyecto Simulacion CreditexxDocumento3 páginasPrimer Entregable Proyecto Simulacion CreditexxCarlos Muñoz vitorAún no hay calificaciones
- PC2 - Muñoz1Documento6 páginasPC2 - Muñoz1Carlos Muñoz vitorAún no hay calificaciones
- Estudios para EjecutivosDocumento21 páginasEstudios para EjecutivosCarlos Muñoz vitorAún no hay calificaciones
- PC MuñozDocumento7 páginasPC MuñozCarlos Muñoz vitorAún no hay calificaciones
- PC 2 Muñoz VitorDocumento9 páginasPC 2 Muñoz VitorCarlos Muñoz vitorAún no hay calificaciones
- Universidad Peruana de Ciencias Aplicadas 11Documento58 páginasUniversidad Peruana de Ciencias Aplicadas 11Carlos Muñoz vitorAún no hay calificaciones
- Nuestro Precio Total Es: S/. 1,890.00: Presp. 202-23Documento3 páginasNuestro Precio Total Es: S/. 1,890.00: Presp. 202-23mayli toAún no hay calificaciones
- Tratamientos Termoquimicos de Nitrurado y CarbonitruraciónDocumento9 páginasTratamientos Termoquimicos de Nitrurado y CarbonitruraciónAlejandro de GreiffAún no hay calificaciones
- Cuestiones Catálisis HomogéneaDocumento2 páginasCuestiones Catálisis HomogéneadefrjukiAún no hay calificaciones
- Apuntes Materiales de ConstruccionDocumento8 páginasApuntes Materiales de ConstruccionCésar Manso GarzónAún no hay calificaciones
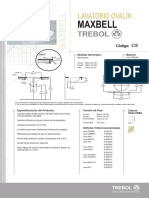
- 883 Lavatorio MaxbellDocumento1 página883 Lavatorio MaxbellGianella Paredes SanchezAún no hay calificaciones
- Abrazadera HidraulicaDocumento19 páginasAbrazadera HidraulicaUli EuAún no hay calificaciones
- Tipos de TornillosDocumento4 páginasTipos de TornillosSofiAún no hay calificaciones
- Recmastic 870 HSHBDocumento2 páginasRecmastic 870 HSHBHector Suarez100% (1)
- Trabajo Todo Sobre El Acero y El FierroDocumento29 páginasTrabajo Todo Sobre El Acero y El FierroJuan Edgardo Farias BarretoAún no hay calificaciones
- Entregable 1Documento11 páginasEntregable 1VFCDFEAún no hay calificaciones
- Documento MaderasDocumento6 páginasDocumento MaderasAriel Ortiz ArenasAún no hay calificaciones
- Zinc Primer Anticorrosivo 910Documento2 páginasZinc Primer Anticorrosivo 910Doris Quispe PhalaAún no hay calificaciones
- Diagrama de Procesos Inyección PreformasDocumento2 páginasDiagrama de Procesos Inyección PreformasBRAYANAún no hay calificaciones
- CV William AsilloDocumento20 páginasCV William AsilloluisAún no hay calificaciones
- CALAPENSHKO-Semestral Intensivo Virtual San Marcos Semana 10 - QuímicaDocumento16 páginasCALAPENSHKO-Semestral Intensivo Virtual San Marcos Semana 10 - QuímicaLuis Enrique Coca RamirezAún no hay calificaciones
- Unidades de Rodamientos Y Con Pestaña cuadrada-FY 2. TF PDFDocumento2 páginasUnidades de Rodamientos Y Con Pestaña cuadrada-FY 2. TF PDFLuis MuñozAún no hay calificaciones
- Efectividad de Resurtidos JunioDocumento7 páginasEfectividad de Resurtidos JunioKarynAún no hay calificaciones
- Prob Tiempos FresaDocumento8 páginasProb Tiempos FresaErick AlejandroAún no hay calificaciones
- SID - 04 - Alto Horno-Primera ParteDocumento26 páginasSID - 04 - Alto Horno-Primera ParteJoseph Luciano Flores MedinaAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento1 páginaSoldadura OxiacetilénicaMariano ElnecesarioAún no hay calificaciones
- Roscado Manual 6Documento9 páginasRoscado Manual 6Ivancho TorresAún no hay calificaciones
- SoldaduraDocumento10 páginasSoldaduraCarlos NaranjoAún no hay calificaciones
- DOCENTE: Ing. Ms. Hugo Pisfil Reque CURSO: Construcciones - A ALUMNOS: Espinoza Medrano Leonardo Limay Milla SebastiánDocumento26 páginasDOCENTE: Ing. Ms. Hugo Pisfil Reque CURSO: Construcciones - A ALUMNOS: Espinoza Medrano Leonardo Limay Milla SebastiánSabastian LimayAún no hay calificaciones
- Hoja Cursos LANBIDE en CFS Mayo 2014Documento2 páginasHoja Cursos LANBIDE en CFS Mayo 2014andonigonzalezAún no hay calificaciones
- Materiales PoliméricosDocumento62 páginasMateriales PoliméricosELVIS GERMAN MEZA PISCONTEAún no hay calificaciones
- CNC Torno 2 PDFDocumento31 páginasCNC Torno 2 PDFSantiago TellezAún no hay calificaciones
- Ejercicio de TorneriaDocumento6 páginasEjercicio de TorneriaRICHARD MAYORGA CHAVEZAún no hay calificaciones
- Tema5.Acabado SuperficialDocumento20 páginasTema5.Acabado SuperficialRomer Rocha ChavezAún no hay calificaciones