También podría gustarte
- Protocolo PC 111 2 RevDocumento4 páginasProtocolo PC 111 2 RevMau Atenas PerezAún no hay calificaciones
- Procedimiento de Flushing A Sistema de Lubricacion de Turbogeneradores PDFDocumento40 páginasProcedimiento de Flushing A Sistema de Lubricacion de Turbogeneradores PDFFerdinandjaAún no hay calificaciones
- P&id Code Equipos Instrumentos y AccesoriosDocumento1 páginaP&id Code Equipos Instrumentos y AccesoriosFrancisco Morales EliasAún no hay calificaciones
- Tubería Acero Al Carbono (HN)Documento2 páginasTubería Acero Al Carbono (HN)Raymond BarriosAún no hay calificaciones
- Laminaciones en Tuberia PDFDocumento7 páginasLaminaciones en Tuberia PDFJonathan AriasAún no hay calificaciones
- Perfiles de Chapa PlegadaDocumento27 páginasPerfiles de Chapa Plegadagluna29Aún no hay calificaciones
- Instruction Manual r600 HSRL Series LP Gas Regulators Fisher Es 140498 PDFDocumento8 páginasInstruction Manual r600 HSRL Series LP Gas Regulators Fisher Es 140498 PDFmarco antonio ramos melendezAún no hay calificaciones
- Soldar 4340Documento21 páginasSoldar 4340Alexis Salazar100% (1)
- Tipos de Caras de Las BridasDocumento8 páginasTipos de Caras de Las BridasDanny LopezAún no hay calificaciones
- Norma 286 1 2010comDocumento48 páginasNorma 286 1 2010comDanielFerchoSalazarCarrascalAún no hay calificaciones
- Asme Seccion V Artículo 7 - 2013Documento41 páginasAsme Seccion V Artículo 7 - 2013Pablo StevinsonAún no hay calificaciones
- Numeros P Y FDocumento3 páginasNumeros P Y FLion A-j0% (1)
- Iso 5817Documento3 páginasIso 5817Jorge Mendoza ÑahuiAún no hay calificaciones
- FRANCOVIGH Catalogo GeneralDocumento31 páginasFRANCOVIGH Catalogo GeneraldansalsaAún no hay calificaciones
- Curso de Inspección VisualDocumento102 páginasCurso de Inspección VisualDavid Alejandro Barreto KleyserAún no hay calificaciones
- Norma Astm 100 Tipos de AceroDocumento9 páginasNorma Astm 100 Tipos de AceroRuben Tugu100% (1)
- Probador de Tension de Correas en VDocumento2 páginasProbador de Tension de Correas en Vlnavajim0% (1)
- Asme B1 20 1Documento13 páginasAsme B1 20 1Ricardo TadeoAún no hay calificaciones
- Norma de RoscasDocumento12 páginasNorma de RoscasBayron Chamorro0% (1)
- Diámetro Tuberías NPS Vs DNDocumento1 páginaDiámetro Tuberías NPS Vs DNm125esteban2003100% (1)
- Une Iso 9013Documento4 páginasUne Iso 9013Deyson Fabian Galeano0% (1)
- API 620 - PrólogoDocumento15 páginasAPI 620 - PrólogoMario Ticona100% (1)
- Procedimiento de Calificación de Inspectores PDFDocumento6 páginasProcedimiento de Calificación de Inspectores PDFAngel Dario Izaguirre MontañoAún no hay calificaciones
- Válvulas de Seguridad - Parte IDocumento69 páginasVálvulas de Seguridad - Parte ILO DE LA Tata AnticuarioAún no hay calificaciones
- Mitutoyo Micros PDFDocumento83 páginasMitutoyo Micros PDFJavier Pérez Rodríguez100% (1)
- Seleccion de RodamientosDocumento9 páginasSeleccion de RodamientosMagno IntegralAún no hay calificaciones
- Tips - b31.3 Asme Rev 2012 RevisionDocumento204 páginasTips - b31.3 Asme Rev 2012 Revisionalbaro sanchezAún no hay calificaciones
- Catalogo InoxidableDocumento8 páginasCatalogo InoxidableChurro BrionesAún no hay calificaciones
- Une-En 10162-2005 Perfiles Acero Conformados Frio - Tolerancias Dimensiones y SecciónDocumento24 páginasUne-En 10162-2005 Perfiles Acero Conformados Frio - Tolerancias Dimensiones y SecciónB. Joaquin RubioAún no hay calificaciones
- TDC2201-Nch353 ActualizadoDocumento11 páginasTDC2201-Nch353 ActualizadoNeegritAún no hay calificaciones
- Tablas de Canerias 100804Documento11 páginasTablas de Canerias 100804Dmmxy14100% (1)
- Protocolo PC-111-2 Rev PDFDocumento4 páginasProtocolo PC-111-2 Rev PDFMau Atenas PerezAún no hay calificaciones
- A L Casillas - Maquinas - Calculos de TallerDocumento322 páginasA L Casillas - Maquinas - Calculos de TallerDanilo Cepeda100% (3)
- 19 - Nom 055 SCT 2 2000Documento33 páginas19 - Nom 055 SCT 2 2000RAMIRO LOPEZAún no hay calificaciones
- Manual Tecnico 2014 DMT TorqueDocumento37 páginasManual Tecnico 2014 DMT TorqueJaphet VillamilAún no hay calificaciones
- NTC5137Documento29 páginasNTC5137Kevin N Oyuela GuerreroAún no hay calificaciones
- Manual de Alineacion Laser (Easy-Laser® E420)Documento6 páginasManual de Alineacion Laser (Easy-Laser® E420)AgustinAndradeAún no hay calificaciones
- Clínica de Códigos Asme Sección Ix - Edición 2021Documento1 páginaClínica de Códigos Asme Sección Ix - Edición 2021Herlin Velasquez AguilarAún no hay calificaciones
- Norma Api 653 EspañolDocumento165 páginasNorma Api 653 EspañolYOJHAN CORAHUA100% (1)
- BaldoAPI 541 PetroamazonasDocumento41 páginasBaldoAPI 541 PetroamazonasivanlizanoAún no hay calificaciones
- Curso Capacitacion Lubricantes Sistemas Lubricacion PDFDocumento57 páginasCurso Capacitacion Lubricantes Sistemas Lubricacion PDFBratt Andrew100% (1)
- Viii.: Ruedas Y CarrilesDocumento14 páginasViii.: Ruedas Y CarrilesLuis MendozaAún no hay calificaciones
- Foxboro 13a 13h 15A Mi - En.esDocumento18 páginasFoxboro 13a 13h 15A Mi - En.esBrayan Tarazona Romero100% (1)
- IRAM-IAS U500-2592 Tubos Estructurales PDFDocumento33 páginasIRAM-IAS U500-2592 Tubos Estructurales PDFRamiro Perez67% (3)
- IRAM - IASU500 - 2502 - 08 Caños Conduccion ComunesDocumento20 páginasIRAM - IASU500 - 2502 - 08 Caños Conduccion ComunesLuciana GirardAún no hay calificaciones
- Iram Ias U 500 2005Documento20 páginasIram Ias U 500 2005estigiafc100% (1)
- 2018 - U 500-42 - Esquema 1 DPDocumento31 páginas2018 - U 500-42 - Esquema 1 DPosky1954trigoAún no hay calificaciones
- Iram-Ias U500-05 PDFDocumento20 páginasIram-Ias U500-05 PDFJosé Matías ZapiolaAún no hay calificaciones
- Nag 250Documento11 páginasNag 250Ivan FuscoAún no hay calificaciones
- IRAM IAS U 500-012 - NA ReeaprobaciónDocumento15 páginasIRAM IAS U 500-012 - NA ReeaprobaciónRodrigoAún no hay calificaciones
- Iram Ias U 500-207Documento12 páginasIram Ias U 500-207Lorenzo FranciosiAún no hay calificaciones
- Im-Ias U500Documento28 páginasIm-Ias U500Gaston FlorentinAún no hay calificaciones
- IRAM-FA L 7 020 Abril 1987 CDU 629.11.012.1: Instituto Argentino de Racionalización de MaterialesDocumento12 páginasIRAM-FA L 7 020 Abril 1987 CDU 629.11.012.1: Instituto Argentino de Racionalización de MaterialesLoloAún no hay calificaciones
- Iram 547 CablesDocumento36 páginasIram 547 Cableszokyto67% (3)
- Iram 3691Documento24 páginasIram 3691Fabian Koritar100% (1)
- Iram 1648 PDFDocumento16 páginasIram 1648 PDFnicodomaAún no hay calificaciones
- Iram-Ias U500-137 - Chapas de Acero Al Carbono para Recipientes Ó Componentes Sometidos A PresiónDocumento24 páginasIram-Ias U500-137 - Chapas de Acero Al Carbono para Recipientes Ó Componentes Sometidos A PresiónJoseAún no hay calificaciones
- Esp - NBR-5580Documento6 páginasEsp - NBR-5580Alejandra Antezana EspadaAún no hay calificaciones
- Iram-Ias U 500-0601 - Na 1987Documento33 páginasIram-Ias U 500-0601 - Na 1987Juan Cruz Tauterys100% (1)
- FC - Clase - 06 (Presentación)Documento32 páginasFC - Clase - 06 (Presentación)Gaston GottardiAún no hay calificaciones
- 12-FC Clase 12Documento19 páginas12-FC Clase 12Gaston GottardiAún no hay calificaciones
- 8-FC Clase 08Documento27 páginas8-FC Clase 08Gaston GottardiAún no hay calificaciones
- 11-FC Clase 11Documento16 páginas11-FC Clase 11Gaston GottardiAún no hay calificaciones
- RoscasDocumento35 páginasRoscasGaston GottardiAún no hay calificaciones
- 7-FC Clase 07Documento17 páginas7-FC Clase 07Gaston GottardiAún no hay calificaciones
- RugosidadDocumento3 páginasRugosidadGaston GottardiAún no hay calificaciones
- Manual de Soldadura Electrica Mig y TigDocumento65 páginasManual de Soldadura Electrica Mig y TigGaston Gottardi100% (2)
- Ejercicios Resueltos Renta FijaDocumento6 páginasEjercicios Resueltos Renta FijaJessica TaboadaAún no hay calificaciones
- Taller FPPDocumento3 páginasTaller FPPJohan HerreraAún no hay calificaciones
- Unidad 2 Cuaderno de ActividadesDocumento6 páginasUnidad 2 Cuaderno de ActividadesKleyver Anthony Chane0% (2)
- Practica Calificada - Costeo Por OrdenesDocumento4 páginasPractica Calificada - Costeo Por OrdenesLuis Castillo PalaciosAún no hay calificaciones
- Planilla Quincenal Xii 2014Documento4 páginasPlanilla Quincenal Xii 2014api-258388580100% (1)
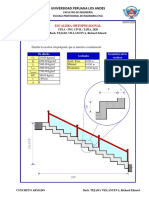
- Escalera OrtopoligonalDocumento7 páginasEscalera OrtopoligonalJaime Tairo100% (1)
- Procedimientos de La ConstrucciónDocumento23 páginasProcedimientos de La ConstrucciónJohan Muñoz Chaname0% (1)
- Estudio de CasoDocumento7 páginasEstudio de CasoNinoska CabreraAún no hay calificaciones
- Asesoria FinancieraDocumento29 páginasAsesoria FinancieraPaola Durán BustosAún no hay calificaciones
- Energía HidráulicaDocumento6 páginasEnergía HidráulicaVermilion Leones SalcedoAún no hay calificaciones
- MF0267 Ud2 Ejerciciopractico2Documento11 páginasMF0267 Ud2 Ejerciciopractico2estherjr13100% (1)
- Test MicroDocumento40 páginasTest MicroCarlos GaviriaAún no hay calificaciones
- Historia y Origen de Los Pavimentos de Concreto en ColombiaDocumento8 páginasHistoria y Origen de Los Pavimentos de Concreto en ColombiaGisela Murgas ZuletaAún no hay calificaciones
- Examen Final Semana 8 ContabilidadDocumento31 páginasExamen Final Semana 8 ContabilidadMilton Muri75% (12)
- Fase 1 Aclarar Términos y ConceptosDocumento6 páginasFase 1 Aclarar Términos y ConceptosLORENA SEPULVEDA100% (1)
- Unidad I. Medidas de Regulacion y Restriccion No ArancelariasDocumento22 páginasUnidad I. Medidas de Regulacion y Restriccion No ArancelariasBonilla AbogadosAún no hay calificaciones
- 4.1 Formas de Competitividad - KGDocumento11 páginas4.1 Formas de Competitividad - KGAlexis LucioAún no hay calificaciones
- Planificacion Auditoria TributariaDocumento3 páginasPlanificacion Auditoria TributariaMarcelo Alejandro Quiriñan RodriguezAún no hay calificaciones
- Caso 3A Cadena de SuministroDocumento6 páginasCaso 3A Cadena de SuministroRodrigo OcampoAún no hay calificaciones
- Conciliaciones Bancarias 2Documento13 páginasConciliaciones Bancarias 2Nohelia LimonAún no hay calificaciones
- 01-Generalidades 2019-IDocumento64 páginas01-Generalidades 2019-ISharmely Taipe FloresAún no hay calificaciones
- Zaha HadidDocumento10 páginasZaha HadidJose Allcca QuispeAún no hay calificaciones
- Compras 2022Documento20 páginasCompras 2022maderadimarAún no hay calificaciones
- Ensayo EspecializacionDocumento10 páginasEnsayo EspecializacionYerson GuzmanAún no hay calificaciones
- Imp. Del Método PropuestoDocumento6 páginasImp. Del Método PropuestoGranados Ortíz NoelAún no hay calificaciones
- Informe de AbastecimientoDocumento14 páginasInforme de Abastecimientomerly0% (1)
- Exposición MPDocumento7 páginasExposición MPClaudia Caicedo.Aún no hay calificaciones
- Antecedentes Del Plan Nacional Simon BolivarDocumento7 páginasAntecedentes Del Plan Nacional Simon BolivarEdwing Villarroel Salazar80% (5)
- Ejemplo de Elaboracion de Flujo de CajaDocumento5 páginasEjemplo de Elaboracion de Flujo de CajaJuan Ramón ArriazaAún no hay calificaciones
- Taller Teoria Keynesiana UniminutoDocumento2 páginasTaller Teoria Keynesiana UniminutoAndersonLopezOrtegaAún no hay calificaciones