También podría gustarte
- Control Del Estado Técnico de Un Motor de Combustión Interna Con Ayuda de Un Tester NeumáticoDocumento9 páginasControl Del Estado Técnico de Un Motor de Combustión Interna Con Ayuda de Un Tester NeumáticoalvarezbernedoAún no hay calificaciones
- c15 ValvulasuifhsiuosujDocumento6 páginasc15 ValvulasuifhsiuosujJuan Mesa Lizano100% (1)
- MotorDocumento26 páginasMotorricardocelis81875Aún no hay calificaciones
- WKM ValvesDocumento4 páginasWKM Valves戦士ヘビAún no hay calificaciones
- KENR5397 Juego de Válvulas - AjusteDocumento4 páginasKENR5397 Juego de Válvulas - AjusteVillalba LuisAún no hay calificaciones
- Consistometro HPHT Benchtop OFI Modelo 130 manualDocumento15 páginasConsistometro HPHT Benchtop OFI Modelo 130 manualmarino315Aún no hay calificaciones
- Calibracion ValvulasDocumento10 páginasCalibracion ValvulasEberardo Mosquera Ruales100% (2)
- Manual de Operaciones 7100Documento45 páginasManual de Operaciones 7100danielmcaeAún no hay calificaciones
- Itsa Manual de Instalacion CompresorDocumento16 páginasItsa Manual de Instalacion CompresorAldo Mauricio Mena PalmaAún no hay calificaciones
- 2006 Swinger Shock Service Manual - Rev NC (23-45) EspDocumento23 páginas2006 Swinger Shock Service Manual - Rev NC (23-45) EspCbaAún no hay calificaciones
- D-2 Gobernador de AireDocumento4 páginasD-2 Gobernador de Airejgomez3094% (18)
- Laboratorio 8 - ChichoDocumento9 páginasLaboratorio 8 - ChichoDavidVillegasAún no hay calificaciones
- 1 Ajuste de Valvulas Motor, Procedimiento L 150FDocumento6 páginas1 Ajuste de Valvulas Motor, Procedimiento L 150FJoaquin GonzalezAún no hay calificaciones
- Rectificacion de ValvulasDocumento6 páginasRectificacion de ValvulasJoe OchoaAún no hay calificaciones
- Term Sacar VarillasDocumento8 páginasTerm Sacar Varillasddy minAún no hay calificaciones
- Bombeo NeumáticoDocumento286 páginasBombeo NeumáticolordkyoriAún no hay calificaciones
- Procedimiento de Calibracion Placa de OrificioDocumento9 páginasProcedimiento de Calibracion Placa de OrificioSergio Ojeda100% (1)
- Cómo Se Limpia Una CulataDocumento12 páginasCómo Se Limpia Una CulataDiego Montes de OcaAún no hay calificaciones
- Consistometro HPHT para LechadasDocumento16 páginasConsistometro HPHT para LechadasjomarlucaAún no hay calificaciones
- Trabajo Practico de Motores A Diesel IDocumento10 páginasTrabajo Practico de Motores A Diesel IRaul Portal PeralesAún no hay calificaciones
- Cuaderno de Imforme de ManualesDocumento46 páginasCuaderno de Imforme de Manualescristhian vilca aguirreAún no hay calificaciones
- Inclinación de La Topadora (Prueba de Deriva)Documento2 páginasInclinación de La Topadora (Prueba de Deriva)bastian000felipeAún no hay calificaciones
- TALLER 3 Asentamiento de VálvulasDocumento19 páginasTALLER 3 Asentamiento de VálvulasRoyhal Villalva100% (1)
- Mazda Protege5 2002 MotorDocumento61 páginasMazda Protege5 2002 Motorricardoalberto1850% (2)
- Manual de Motor s6s 02Documento12 páginasManual de Motor s6s 02Gabriel Lopez100% (1)
- 2 Inicio y Sist - Admision y EscapeDocumento38 páginas2 Inicio y Sist - Admision y Escapewarono2603Aún no hay calificaciones
- Manual de Usuario KDDocumento22 páginasManual de Usuario KDCelso CastroAún no hay calificaciones
- Como Instalar Una Valvula de ExpansionDocumento5 páginasComo Instalar Una Valvula de Expansionrapul3_Aún no hay calificaciones
- Manual Rodamientos DodgeDocumento2 páginasManual Rodamientos DodgeJorge Isaias Arenas PerezAún no hay calificaciones
- 10-Pro-Ope-Pc - Medidor de Gas Daniel PDFDocumento8 páginas10-Pro-Ope-Pc - Medidor de Gas Daniel PDFFabian100% (1)
- Reporte 4Documento6 páginasReporte 4Eduardo SalinasAún no hay calificaciones
- 1 KDDocumento473 páginas1 KDcesar Zelada FaichinAún no hay calificaciones
- Manual Airless SR-24, X-24 EspañolDocumento22 páginasManual Airless SR-24, X-24 EspañolJuann TgAún no hay calificaciones
- Actuador Neumatico SaundersDocumento10 páginasActuador Neumatico SaundersCarlos Alberto Ramirez GarciaAún no hay calificaciones
- Plan de MantenimientoDocumento11 páginasPlan de MantenimientohelenAún no hay calificaciones
- Instructivo Prueba de Presión - REVISARDocumento8 páginasInstructivo Prueba de Presión - REVISARNancy OrdoñezAún no hay calificaciones
- Ajuste Juego de Valvulas TVS APACHE RTRDocumento14 páginasAjuste Juego de Valvulas TVS APACHE RTRWilmar Ortiz100% (10)
- Culata, Partes, Comprobación y FallasDocumento46 páginasCulata, Partes, Comprobación y FallasFrancisco GerezAún no hay calificaciones
- Entregable 2Documento11 páginasEntregable 2Eduardo Mamani HuarachaAún no hay calificaciones
- Ajuste de Valvulas l120gDocumento5 páginasAjuste de Valvulas l120gVictor Garcia VillegasAún no hay calificaciones
- 420F BACKHOE LOADER INSPECCIÓN Y AJUSTEDocumento9 páginas420F BACKHOE LOADER INSPECCIÓN Y AJUSTEJKC REPUESTOSAún no hay calificaciones
- Manual de Operación: Enfriadores Evaporativos ResidencialesDocumento8 páginasManual de Operación: Enfriadores Evaporativos ResidencialesMoi HdezAún no hay calificaciones
- Guia Rapida Mark 3Documento4 páginasGuia Rapida Mark 3usarbomberos floridablancaAún no hay calificaciones
- Ajuste de Valvulas Volvo D4DDocumento6 páginasAjuste de Valvulas Volvo D4DLuis Enrique Peña100% (6)
- 1130 Vamex Reguladora de Presion.Documento2 páginas1130 Vamex Reguladora de Presion.Gerardo Alcala100% (1)
- Afinación S60 EPA'04 DDEC V Inyt N3Documento8 páginasAfinación S60 EPA'04 DDEC V Inyt N3danyAún no hay calificaciones
- Posicionamiento equipos pozo flexiblesDocumento5 páginasPosicionamiento equipos pozo flexiblesWill CastellanosAún no hay calificaciones
- Centrado de Tela, e Instrumentacion Mayo 2007Documento50 páginasCentrado de Tela, e Instrumentacion Mayo 2007Anonymous yVasHSCtAún no hay calificaciones
- Manual de Instrucciones AhnDocumento17 páginasManual de Instrucciones AhnMiguel GVAún no hay calificaciones
- Lubricacion Motores WaukeshaDocumento19 páginasLubricacion Motores WaukeshaEDUARDO ANAYAAún no hay calificaciones
- Detección fugas cilindro 40Documento2 páginasDetección fugas cilindro 40Cameron RiosAún no hay calificaciones
- Manual Tester - Valve PDFDocumento24 páginasManual Tester - Valve PDFDenier RubianoAún no hay calificaciones
- Lab. 7 Diagnostico Del Motor Gasolinero Con El Tester NeumaticoDocumento11 páginasLab. 7 Diagnostico Del Motor Gasolinero Con El Tester NeumaticoTupa Ortiz EnriqueAún no hay calificaciones
- L668Documento12 páginasL668Angel Frausto100% (1)
- Como Se Hace Una Prueba HidrostáticaDocumento6 páginasComo Se Hace Una Prueba HidrostáticalindaAún no hay calificaciones
- Clase N1 3300 Ii2021Documento5 páginasClase N1 3300 Ii2021DivarAún no hay calificaciones
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109De EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Aún no hay calificaciones
- Fabricación de tapones aglomerados. MAMA0109De EverandFabricación de tapones aglomerados. MAMA0109Aún no hay calificaciones
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109De EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Calificación: 3 de 5 estrellas3/5 (2)
- Mantenimiento auxiliar de motores y hélices de aeronaves. TMVO0109De EverandMantenimiento auxiliar de motores y hélices de aeronaves. TMVO0109Aún no hay calificaciones
- GO-CP-FO-01 Solicitud de La Certificación V.08Documento2 páginasGO-CP-FO-01 Solicitud de La Certificación V.08deltar7Aún no hay calificaciones
- F-Adm158-9 Declaración de Estado de Salud para Reintegro A OperacionesDocumento2 páginasF-Adm158-9 Declaración de Estado de Salud para Reintegro A Operacionesdeltar7Aún no hay calificaciones
- I-Adm108-4 Instructivo Transporte de Personal en RutaDocumento6 páginasI-Adm108-4 Instructivo Transporte de Personal en Rutadeltar7Aún no hay calificaciones
- Spark ClassicDocumento186 páginasSpark Classicnorberto2kAún no hay calificaciones
- Bin Netfl1xDocumento1 páginaBin Netfl1xdeltar7Aún no hay calificaciones
- Tarifas Peajes 2017Documento146 páginasTarifas Peajes 2017deltar7Aún no hay calificaciones
- Resolucion Costos de FotocopiadoDocumento3 páginasResolucion Costos de Fotocopiadodeltar7Aún no hay calificaciones
- Tarifas Peajes 2017Documento146 páginasTarifas Peajes 2017deltar7Aún no hay calificaciones
- Habilitar ScriptsDocumento4 páginasHabilitar ScriptsJorge MuozAún no hay calificaciones
- Resolucion Costos de FotocopiadoDocumento3 páginasResolucion Costos de Fotocopiadodeltar7Aún no hay calificaciones
- Cuarta BienaventuranzaDocumento1 páginaCuarta Bienaventuranzaselene193Aún no hay calificaciones
- TP No2 Masa Molar Del MGDocumento10 páginasTP No2 Masa Molar Del MGIsbelGuzmánAún no hay calificaciones
- Proyecto 4 - Semana 1 - EgbDocumento7 páginasProyecto 4 - Semana 1 - EgbSissi DelgadoAún no hay calificaciones
- TPCC 1 (Eej)Documento4 páginasTPCC 1 (Eej)Edwar Villafuerte100% (1)
- El problema del género en la poética formalistaDocumento11 páginasEl problema del género en la poética formalistaLuna BernelliAún no hay calificaciones
- Planillas Morbilidades Preexistentes3Documento18 páginasPlanillas Morbilidades Preexistentes3katerine caballeroAún no hay calificaciones
- Hacer Resumen 1er CapituloDocumento37 páginasHacer Resumen 1er CapituloHERNAN STEVEN YARINGAÑO CARAZASAún no hay calificaciones
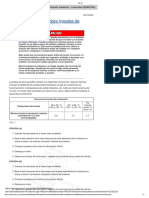
- Tema 6 - Instalacion de Redes Inalambricas y VSAT - Introduccion para AlumnadoDocumento3 páginasTema 6 - Instalacion de Redes Inalambricas y VSAT - Introduccion para Alumnadoperiquito pinpinAún no hay calificaciones
- Estabilidad Criterios Routh HurwitzDocumento20 páginasEstabilidad Criterios Routh HurwitzFernando Vasquez CornejoAún no hay calificaciones
- Dominguez Teloxa Dulce Paola - Urologia - Cancer de ProstataDocumento7 páginasDominguez Teloxa Dulce Paola - Urologia - Cancer de ProstataDulce DominguezAún no hay calificaciones
- Unidad 6Documento27 páginasUnidad 6Vicente MoralesAún no hay calificaciones
- Cuento PolicialDocumento51 páginasCuento Policialjuega bautyAún no hay calificaciones
- G 1932RS, 6RS, 3246RS, 10RS JLG Operation SpanishDocumento114 páginasG 1932RS, 6RS, 3246RS, 10RS JLG Operation SpanishEdo RamAún no hay calificaciones
- Tanque Elevado Sap2000 PDFDocumento108 páginasTanque Elevado Sap2000 PDFbeto032121100% (1)
- Anamnesis PsicológicaDocumento10 páginasAnamnesis PsicológicaAngela CuevaAún no hay calificaciones
- NTC4403Documento9 páginasNTC4403LUIS FERNANDO MUÑOZ DE ARCOSAún no hay calificaciones
- Antibióticos β-lactámicos: penicilinas y mecanismos de acción y resistenciaDocumento56 páginasAntibióticos β-lactámicos: penicilinas y mecanismos de acción y resistenciaDiana TrampeAún no hay calificaciones
- Crítica A La Utopía de Le CorbusierDocumento5 páginasCrítica A La Utopía de Le CorbusierBARUC PINEDA ROSALESAún no hay calificaciones
- Evaluacion Final - Escenario 8 - PRIMER BLOQUE-TEORICO-PRACTICO - INTRODUCCIÓN A LA LOGÍSTICA - (GRUPO A04)Documento18 páginasEvaluacion Final - Escenario 8 - PRIMER BLOQUE-TEORICO-PRACTICO - INTRODUCCIÓN A LA LOGÍSTICA - (GRUPO A04)Confidencial 885Aún no hay calificaciones
- Vision - Cero - Seguridad Vial en SueciaDocumento20 páginasVision - Cero - Seguridad Vial en SueciaMariana ValenzuelaAún no hay calificaciones
- F - Sica - Apuntes FLUJO ELÉCTRICO y LEY DE GAUSSDocumento7 páginasF - Sica - Apuntes FLUJO ELÉCTRICO y LEY DE GAUSSYou MindAún no hay calificaciones
- Diagrama de Nyquist para evaluar estabilidadDocumento4 páginasDiagrama de Nyquist para evaluar estabilidadKevin Ascue ContrerasAún no hay calificaciones
- Bombas Dosificadoras Procesos Motora Catalogo de Productos ProMinent 2015 Folio 3Documento208 páginasBombas Dosificadoras Procesos Motora Catalogo de Productos ProMinent 2015 Folio 3miguelAún no hay calificaciones
- Red de Comunicacion en Los VehiculosDocumento121 páginasRed de Comunicacion en Los VehiculosLenin Barahona LazoAún no hay calificaciones
- METROLOGIA PrácticasDocumento98 páginasMETROLOGIA PrácticasAlejandro Arenillas Herran100% (1)
- 2 PDFDocumento22 páginas2 PDFDarwing CastilloAún no hay calificaciones
- SEMANA 2 Repaso Parte 2 Academia Stephen HawkingDocumento12 páginasSEMANA 2 Repaso Parte 2 Academia Stephen Hawkingnestorst20lovel0% (1)
- Caracteristicas Estáticas de Los SensoresDocumento13 páginasCaracteristicas Estáticas de Los SensoresFabricio Veintimilla BautistaAún no hay calificaciones
- Catastrofes AereasDocumento3 páginasCatastrofes AereasSteven Hincapie FlorezAún no hay calificaciones
- Actividad # 1 - Análisis de VideoDocumento4 páginasActividad # 1 - Análisis de VideoEsmeralda CastilloAún no hay calificaciones