También podría gustarte
- La Ruta de La CalidadDocumento6 páginasLa Ruta de La Calidadsaul serna agudeloAún no hay calificaciones
- Ruta de La CalidadDocumento6 páginasRuta de La CalidaddyaAún no hay calificaciones
- Semana Cinco Gestion y Sistema de La Calidad Total 2022 1 UtpDocumento18 páginasSemana Cinco Gestion y Sistema de La Calidad Total 2022 1 UtpLUIS MIGUEL GOMEZ DELGADOAún no hay calificaciones
- Semana 11 Calidad 2022 Uno Ciclo Pdca 08062022Documento25 páginasSemana 11 Calidad 2022 Uno Ciclo Pdca 08062022LUIS MIGUEL GOMEZ DELGADOAún no hay calificaciones
- La Ruta de La CalidadDocumento23 páginasLa Ruta de La CalidadJesus Manuel Marin RuizAún no hay calificaciones
- Foro 1 Cesap VF 2012Documento27 páginasForo 1 Cesap VF 2012Robert ReissAún no hay calificaciones
- Tarea 5Documento6 páginasTarea 5Marvin100% (3)
- Control de Calidad TareaDocumento16 páginasControl de Calidad TareaAdad VargasAún no hay calificaciones
- Evidencia 3 Informe de La Aplicacion Del SofwareDocumento19 páginasEvidencia 3 Informe de La Aplicacion Del SofwarehenemeAún no hay calificaciones
- Tarea 5 AdmonDocumento6 páginasTarea 5 AdmonperezgarciagAún no hay calificaciones
- Caracteristicas Del Plan de Mejora OrganizacionalDocumento22 páginasCaracteristicas Del Plan de Mejora OrganizacionalWendy BonillaAún no hay calificaciones
- 4.5 Plan de Mejora OrganizacionalDocumento22 páginas4.5 Plan de Mejora OrganizacionalWendy BonillaAún no hay calificaciones
- 1.4 y Calidad TotalDocumento7 páginas1.4 y Calidad TotalHugo HdzAún no hay calificaciones
- Control de Calidad, Aseguramiento de Calidad y Mejora ContinuaDocumento3 páginasControl de Calidad, Aseguramiento de Calidad y Mejora ContinuapedroAún no hay calificaciones
- Gestion de Calidad U3Documento39 páginasGestion de Calidad U3FranoAricaAún no hay calificaciones
- UNIDAD 4 Gestion de La CalidadDocumento8 páginasUNIDAD 4 Gestion de La Calidadgianna3cabaAún no hay calificaciones
- Actividad de Aprendizaje 3-2Documento13 páginasActividad de Aprendizaje 3-2Chrisnaj HuEkOЯnAún no hay calificaciones
- Ruta de La CalidadDocumento4 páginasRuta de La CalidadANA MILENA MORENO OSPINAAún no hay calificaciones
- Que Es La Metodologia DmaicDocumento3 páginasQue Es La Metodologia DmaicDiego VitelaAún no hay calificaciones
- Ayuda PhvaDocumento6 páginasAyuda PhvaEdwin Nuñez navarroAún no hay calificaciones
- Ley de DmingDocumento6 páginasLey de DmingingenirofranciscoherreraAún no hay calificaciones
- Ciclo PhvaDocumento6 páginasCiclo PhvaJuan Carlos Cerpa100% (1)
- Gestión de Proyectos Primera MonografiaDocumento9 páginasGestión de Proyectos Primera MonografiaDafne Torres PorrasAún no hay calificaciones
- Edison Cuno Semana 5Documento6 páginasEdison Cuno Semana 5Edison YairAún no hay calificaciones
- Ensayo de Control de Procesos EstadisticosDocumento12 páginasEnsayo de Control de Procesos EstadisticosjorgeAún no hay calificaciones
- Ciclo de Mejora ContinuaDocumento2 páginasCiclo de Mejora ContinuaAriel CruzAún no hay calificaciones
- Mejoramiento de La CalidadDocumento3 páginasMejoramiento de La CalidadGaitán WagnerAún no hay calificaciones
- Ruta de Calidad y 7 HBDocumento9 páginasRuta de Calidad y 7 HBwicheosiAún no hay calificaciones
- Resolución de Examen Gestión de ProyectosDocumento4 páginasResolución de Examen Gestión de ProyectosJuan C. VargasAún no hay calificaciones
- Resumen Del Capitulo 8 PmbokDocumento5 páginasResumen Del Capitulo 8 Pmbokjuanito54100% (2)
- Filosofia 6 SigmaDocumento40 páginasFilosofia 6 SigmaJesús Ignacio Bernal EspinosaAún no hay calificaciones
- Herramientas para La Mejora de La CalidadDocumento6 páginasHerramientas para La Mejora de La CalidadMariaAún no hay calificaciones
- Presentación 7 HerramientasDocumento48 páginasPresentación 7 HerramientasMario Cadena PonceAún no hay calificaciones
- Tarea 2. Evaluación en LíneaDocumento9 páginasTarea 2. Evaluación en LíneaFranyelith MolinaAún no hay calificaciones
- Metodologia para Ciclo PhvaDocumento8 páginasMetodologia para Ciclo PhvaLeonardo Daniel Diego HernandezAún no hay calificaciones
- GUIA DEL CURSO SEMANA 05 CarrerasDocumento12 páginasGUIA DEL CURSO SEMANA 05 Carrerasluis zavalaAún no hay calificaciones
- El Ciclo PhvaDocumento3 páginasEl Ciclo Phvalms_guicho100% (1)
- Planeación, Control y Mejora de La CalidadDocumento5 páginasPlaneación, Control y Mejora de La CalidadCoc 3Aún no hay calificaciones
- Ciclo de DemingDocumento4 páginasCiclo de DemingJose L. LeónAún no hay calificaciones
- Herramientas Administrativas de La CalidadDocumento5 páginasHerramientas Administrativas de La CalidadTaligean Florgas100% (1)
- Pregunta 5 CalidadDocumento4 páginasPregunta 5 CalidadDavid CantoralAún no hay calificaciones
- Tipos de InformeDocumento3 páginasTipos de InformeKarina Magallanes CopeAún no hay calificaciones
- Gerencia de La CalidadDocumento3 páginasGerencia de La CalidadSergio CorreaAún no hay calificaciones
- 3.1 Equipo 6 - 20231024 - 164443 - 0000 - CompressedDocumento17 páginas3.1 Equipo 6 - 20231024 - 164443 - 0000 - CompressedDenisse VictoriaAún no hay calificaciones
- ReynahmDocumento3 páginasReynahmReyna Isabel Hoyos MadridAún no hay calificaciones
- TAREA 1 - Supersicion de SaludDocumento8 páginasTAREA 1 - Supersicion de SaludAlrhiza ARAún no hay calificaciones
- 2.la Ruta de La CalidadDocumento7 páginas2.la Ruta de La CalidadFrancy Alexandra Salamanca PorrasAún no hay calificaciones
- PIA Admon de ProdDocumento9 páginasPIA Admon de ProdBryan TorresAún no hay calificaciones
- Las Siete Herramientas de La CalidadDocumento23 páginasLas Siete Herramientas de La CalidadChristopher FriasAún no hay calificaciones
- Introducción A La Ingeniería Actividad Eje 3Documento9 páginasIntroducción A La Ingeniería Actividad Eje 3luis fernandezAún no hay calificaciones
- Actividad 2 Seis Sigma StudocuDocumento4 páginasActividad 2 Seis Sigma StudocuKevin Lizarraga100% (1)
- Tarea 4 CalidadDocumento11 páginasTarea 4 CalidadAndre NavarreteAún no hay calificaciones
- Estudio de TiemposDocumento20 páginasEstudio de TiemposMaría Alejandra Salazar BenavidesAún no hay calificaciones
- Gestion de Las TecnologiasDocumento22 páginasGestion de Las TecnologiasMaría Alejandra Salazar BenavidesAún no hay calificaciones
- ¿Que Es Un Diagrama Sinoptico?Documento3 páginas¿Que Es Un Diagrama Sinoptico?Dhamar CamachoAún no hay calificaciones
- Marco TeoricoDocumento12 páginasMarco TeoricoDarwin UnapuchaAún no hay calificaciones
- Control de Calidad y Herramientas para ExamenDocumento6 páginasControl de Calidad y Herramientas para ExamenEstefy BeherAún no hay calificaciones
- Siemens, G. (2004) - Conectivismo: Una Teoría de Aprendizaje para La Era DigitalDocumento1 páginaSiemens, G. (2004) - Conectivismo: Una Teoría de Aprendizaje para La Era DigitalyahirabdelAún no hay calificaciones
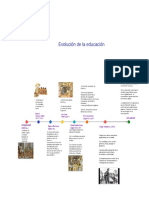
- Evolución de La EducaciónDocumento1 páginaEvolución de La EducaciónyahirabdelAún no hay calificaciones
- UntitledDocumento1 páginaUntitledyahirabdelAún no hay calificaciones
- Tarea#1Documento2 páginasTarea#1yahirabdelAún no hay calificaciones
- Ensayo#4Documento1 páginaEnsayo#4yahirabdelAún no hay calificaciones
- Reflexión Sobre MatrixDocumento3 páginasReflexión Sobre MatrixyahirabdelAún no hay calificaciones
- Reflexión Sobre La Enseñanza Virtual Aplicada A La Enseñanza de InglésDocumento1 páginaReflexión Sobre La Enseñanza Virtual Aplicada A La Enseñanza de InglésyahirabdelAún no hay calificaciones
- Cuadro de PlanificacionDocumento3 páginasCuadro de PlanificacionyahirabdelAún no hay calificaciones
- EscritoDocumento1 páginaEscritoyahirabdelAún no hay calificaciones
- Actividades de Evaluación 4 DoloresDocumento5 páginasActividades de Evaluación 4 DoloresyahirabdelAún no hay calificaciones
- CuestionarioDocumento4 páginasCuestionarioyahirabdelAún no hay calificaciones
- Tarea#2Documento14 páginasTarea#2yahirabdelAún no hay calificaciones
- Acciones de Netiqueta en Nuestras Clases VirtualesDocumento4 páginasAcciones de Netiqueta en Nuestras Clases VirtualesyahirabdelAún no hay calificaciones
- Modulo#1 Trinomio Cuadrado PerfectoDocumento3 páginasModulo#1 Trinomio Cuadrado PerfectoyahirabdelAún no hay calificaciones
- Acciones de Netiqueta en Nuestras Clases VirtualesDocumento4 páginasAcciones de Netiqueta en Nuestras Clases VirtualesyahirabdelAún no hay calificaciones
- Yahir Espinoza Actividad1 Clase1.Documento2 páginasYahir Espinoza Actividad1 Clase1.yahirabdelAún no hay calificaciones
- Padres de Familia Plataforma VirtualDocumento1 páginaPadres de Familia Plataforma VirtualyahirabdelAún no hay calificaciones
- Modulo#3Documento3 páginasModulo#3yahirabdelAún no hay calificaciones
- PEI Educación Intercultural e Interacción en El AulaDocumento2 páginasPEI Educación Intercultural e Interacción en El AulayahirabdelAún no hay calificaciones
- Problemas Sobre El Flujo Electrico y LeyDocumento7 páginasProblemas Sobre El Flujo Electrico y LeyyahirabdelAún no hay calificaciones
- CompetenciasDocumento2 páginasCompetenciasyahirabdelAún no hay calificaciones
- Tarea#2Documento8 páginasTarea#2yahirabdelAún no hay calificaciones
- CuestionarioDocumento4 páginasCuestionarioyahirabdelAún no hay calificaciones
- Yahir Espinoza Actividad Mapa MentalDocumento3 páginasYahir Espinoza Actividad Mapa MentalyahirabdelAún no hay calificaciones
- Carta Presentacion AngelicaDocumento1 páginaCarta Presentacion AngelicayahirabdelAún no hay calificaciones
- Mapa de PanamáDocumento3 páginasMapa de PanamáyahirabdelAún no hay calificaciones
- Periodos Historicos de Panamá PDFDocumento3 páginasPeriodos Historicos de Panamá PDFyahirabdelAún no hay calificaciones
- Algebra PowtoonDocumento1 páginaAlgebra PowtoonyahirabdelAún no hay calificaciones
- Motricidad MercadosDocumento7 páginasMotricidad MercadosAlejo SanchezAún no hay calificaciones
- Experiencia 8 Del Mes de OctubreDocumento19 páginasExperiencia 8 Del Mes de OctubreHover Juan Padilla SanchezAún no hay calificaciones
- NIST Cybersecurity Framework Core - IsA 62443-3!3!2013.authcheckdamDocumento22 páginasNIST Cybersecurity Framework Core - IsA 62443-3!3!2013.authcheckdammiguel castroAún no hay calificaciones
- Manual Clinica II - Clase 1Documento78 páginasManual Clinica II - Clase 1RodriGuez DieGo100% (2)
- Experiencia de Aprendizaje N 3 Peru Educa PDFDocumento21 páginasExperiencia de Aprendizaje N 3 Peru Educa PDFJaneth Yasmina Inga AquinoAún no hay calificaciones
- El MonitoreoDocumento12 páginasEl MonitoreoLisbeth Cordón de GarcíaAún no hay calificaciones
- TESORERIADocumento9 páginasTESORERIAalexAún no hay calificaciones
- Proyecto de Grado Integracion Escuela ComunidadDocumento94 páginasProyecto de Grado Integracion Escuela ComunidadIngeniero Rafael Wuaa Romero100% (3)
- Proceso de TeorizaciónDocumento4 páginasProceso de TeorizaciónNiee GianAún no hay calificaciones
- Comprensión LectoraDocumento11 páginasComprensión LectoraKevin VeraAún no hay calificaciones
- 4entrevista Con Padres Maestros Alumnos PDFDocumento11 páginas4entrevista Con Padres Maestros Alumnos PDFDaniela Lucia100% (1)
- Ensayo de Las Tics VerdaderoDocumento4 páginasEnsayo de Las Tics VerdaderoMaria Fernanda BenitezAún no hay calificaciones
- Cuadro de Términos "Efectos Del Desarrollo Humano en Un Mundo Globalizado"Documento13 páginasCuadro de Términos "Efectos Del Desarrollo Humano en Un Mundo Globalizado"laura100% (1)
- Cap1 (2013)Documento20 páginasCap1 (2013)Cerpa Valenzuela JoseAún no hay calificaciones
- Los Principios Morales en La EducaciónDocumento21 páginasLos Principios Morales en La EducaciónAlejandraAún no hay calificaciones
- Instructivo Cursos Monográfico para EstudiantesDocumento24 páginasInstructivo Cursos Monográfico para EstudiantesskarAún no hay calificaciones
- Comunicación Efectiva Con El ClienteDocumento6 páginasComunicación Efectiva Con El ClienteRenzo AcademyAún no hay calificaciones
- 5 Años - Proyecto de Aprendizaje N°06Documento8 páginas5 Años - Proyecto de Aprendizaje N°06Olga Sullón lazoAún no hay calificaciones
- Cuestionario Saber Pro 1Documento25 páginasCuestionario Saber Pro 1Fabio Ortiz Zapata100% (3)
- Indicadores de Valoracion Matematicas Nivel InicialDocumento2 páginasIndicadores de Valoracion Matematicas Nivel InicialPatricia Ramis0% (1)
- 1 Programacion Anual Arte y Cultura 2020 SecundariaDocumento19 páginas1 Programacion Anual Arte y Cultura 2020 SecundariaRosa Sebastian CuriAún no hay calificaciones
- Trabajo ComercioDocumento6 páginasTrabajo ComercioLeidy CifuentesAún no hay calificaciones
- Guia 5 CuentosDocumento20 páginasGuia 5 CuentosDAYAN JULIANA AMEZQUITA GARCIAAún no hay calificaciones
- Sanchez - Alejandro - Mi Perfil de EgresoDocumento12 páginasSanchez - Alejandro - Mi Perfil de EgresoKarla JessyAún no hay calificaciones
- Malla de Az - Lenguaje VifaDocumento90 páginasMalla de Az - Lenguaje VifahuberneyAún no hay calificaciones
- Estructura Del Informe de Laboratorio de Ingenieria AgricolaDocumento3 páginasEstructura Del Informe de Laboratorio de Ingenieria AgricolaDIEGO JULINHO VILLARREAL MALDONADOAún no hay calificaciones
- EstrategiasDocumento14 páginasEstrategiasYasna Carolina Romero MuñozAún no hay calificaciones
- Procesos CognitivosDocumento2 páginasProcesos CognitivosDiana RamírezAún no hay calificaciones
- German Andrés Gómez Blandon: AA1-EV02: Cuadro Sinóptico - Variables Primordiales de Un Sistema de InformaciónDocumento4 páginasGerman Andrés Gómez Blandon: AA1-EV02: Cuadro Sinóptico - Variables Primordiales de Un Sistema de InformaciónGeordy MoreloAún no hay calificaciones
- Mi Libro AvanceDocumento17 páginasMi Libro AvanceGerson UrdayAún no hay calificaciones