Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Informe de Practicas
Cargado por
stephany pazTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Informe de Practicas
Cargado por
stephany pazCopyright:
Formatos disponibles
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
PROYECTO DE PRÁCTICAS INDUSTRIALES
I. INTRODUCCION
1.1. Nombre o Razón Social
La organización lleva el nombre y razón social: BEBIDAS BOLIVIANAS BBO
S.A. con NIT: 170676025
Bebidas Bolivianas BBO S.A. es una organización nacional que produce y
comercializa bebidas carbonatas, tales como cerveza y energizante, que brindan
una óptima calidad y están dirigidos tanto al mercado local como de exportación.
1.2. Ubicación
-Oficinas Administrativas y Ventas: Parque Industrial Manzana 28 Santa Cruz –
Bolivia.
-Planta industrial: sobre la carretera a Warnes Km. 25 Santa Cruz - Bolivia.
Jose Irving Sauedo Paz Pá gina 1
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Figura 1-2. Vista Satelital Planta BBO S.A.
FUENTE: Google Maps
Jose Irving Sauedo Paz Pá gina 2
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
1.3. Descripción de los productos
CERVEZA “REAL” PILSENER
La cerveza “Real” es una bebida alcohólica fermentada y elaborada en frio hecho a
base de malta previamente seleccionada, arrocillo y adjunto cervecero, con un
característico sabor amargo a causa del lúpulo utilizado. Tiene una fermentación
aproximada de catorce días donde actúa la levadura para ayudar a alcanzar los
estándares requeridos (4,5% de alcohol, 4,2ph y 11°p). Luego, es filtrada a -2˚C
para mantener sus propiedades y por último es envasada para su venta. La cerveza
viene en botellas de vidrio (620ml y 300ml) y en latas de aluminio (350ml).
BEBIDA SIN ALCOHOL “MALTA REAL”
Es una bebida sin alcohol rica en carbohidratos, considerada energizante,
refrescante y nutritiva para niños, jóvenes y adultos. Aporta proteínas, vitaminas,
minerales y azúcares necesarias para realizar cualquier actividad. También, ayuda
a los niños en la formación de los dientes y a aquellos que padecen anemia por
contener hierro y vitamina B. Este producto está elaborado a partir de un
preparado de jugo de cebada, malteada, jarabe simpe y lúpulo; obteniéndose como
resultado una bebida de agradable sabor. Viene en botellas de vidrio (620ml y
300ml) y en latas de aluminio (350ml).
CERVEZA CORDILLERA
La cerveza “CORDILLERA” es una bebida alcohólica fermentada y elaborada en
frio hecho a base de malta previamente seleccionada, arrocillo y adjunto
cervecero. Presenta 4,5% de alcohol, 4,2 de ph y 11°p (kg/hl).Tiene una
fermentación de aproximadamente 15 dias es filtrada a -3°C para mantener sus
propiedades y envasada para su venta.
CERVEZA CAPITAL
La cerveza “CAPITAL” es una bebida alcohólica fermentada y elaborada en frio
hecho a base de malta previamente seleccionada, arrocillo y adjunto cervecero.
Presenta 4,5% de alcohol, 4,2 de ph y 11°p (kg/hl).Esta bebida alcoholica a
diferencia de las otras dos cervezas que se producen en la empresa solo se
comercializa en las provincias.
1.4. Capacidad de producción
La planta tienen una capacidad instalada de 200mil hectólitros por año.
Jose Irving Sauedo Paz Pá gina 3
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
1.5. Capacidad real de producción
Jose Irving Sauedo Paz Pá gina 4
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
II. ORGANIZACIÓN DE LA EMPRESA
2.1. Organigrama: Estructura organizacional planta BBO S.A.
Jose Irving Sauedo Paz Pá gina 5
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Diagrama 2-1: Organigrama en planta BBO S.A.
Jose Irving Sauedo Paz Pá gina 6
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Fuente: Elaboración Propia
Jose Irving Sauedo Paz Pá gina 7
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
II.2. Descripciones de funciones
2.2.1 SUPERVISOR DE ENVASADO
a) Objetivo del cargo: Administrar el normal funcionamiento del Dpto. de Envasado,
cumpliendo con una gestión eficaz y eficiente de acuerdo a los lineamientos de la
Gerencia Producción.
b) Funciones:
-Evaluar el desempeño del personal de envasado.
-Coordinar con los Jefes de otras áreas el plan semanal / mensual de y los trabajos de
mantenimiento y limpieza programados y no programados.
-Asegurar el cumplimiento de las normas de calidad de los productos en planta.
-Informar semanal y mensualmente a jefe de Planta el estado de los indicadores de
gestión del área , explicando las variaciones.
-controlar el stock mínimo de repuestos de envasado.
c) Autoridad.-
--Rotación de personal por necesidades de producción.
-informar falta grave según reglamento interno.
-Detener la línea de envasado al detectar un problema que afecte directamente a la
calidad del producto, la seguridad del personal, del equipo y/o máquina y el medio
ambiente.
- Permitir el ingreso y/o salida de personal empleado y operario dentro de las horas
laborales.
d) Requisitos del cargo
- Profesional en Ingeniería Mecánica, Electromecánica o ramas afines
-Cinco años de experiencia en posiciones similares en compañías industriales
-Experiencia en administración de personal, mantenimiento de planta industriales y sistemas de
calidad
-Capaz de desarrollar, optimizar y mejorar, los procesos del área y la utilización de equipos y
materiales.
-Habilidad para trabajar bajo presión.
2.2.2.JEFE DE ALMACEN
Jose Irving Sauedo Paz Pá gina 8
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
a) Objetivo del Cargo:
Es el encargado del correcto manejo y manipulacion de las materias primas e insumo y
materiales generales según la aplicacion del metodo F.I.F.O. y respetando las normas de
calidad y medio ambiente.
b) Nivel de Reporte
-Jefe de almacen NACIONAL
-jefe de control de calidad
-jefe de planta
c) Funciones:
-Se encarga de llevar una correcta distribucion y separacion de los diversos materiales
(sustancias peligrosa de la materia prima)
-dar una buena atencion a los clientes ya sea internos o externos.
-hacer seguimiento a los stocks de respuestos y consumo.
-hacer un buen control tanto de entrada como de salidad de materiales.
d) Requisitos
-Ser titulado en Ingeniería Industrial o carreras afines
-Experiencia deseable 2 años mínimo
-Tener conocimiento de Office, sobre todo Excel Avanzado y sistemas de gestión
-Habilidad para trabajar en equipo
-Ser dinámico y proactivo
-Tener disponibilidad de tiempo
2.2.3. Analista Fisicoquímico
a) Objetivo del Cargo:
Realizar: muestreos, análisis, controles, investigación y apoyo en el Laboratorio o en Planta
de acuerdo con: lo establecido en el Plan Fisicoquímico y las indicaciones de la Jefatura.
b) Nivel de Reporte:
Reportar al jefe de Control de Calidad de Planta.
c) Funciones:
Jose Irving Sauedo Paz Pá gina 9
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
-Realizar muestreos y controles analítico físico químicos en muestras de materias primas,
insumos, productos en procesos y terminados, agua, etc., de acuerdo a los métodos
normalizados, frecuencias establecidas en el Plan Físico Químico, necesidades del
Laboratorio o indicaciones de la Jefatura tanto en el de ser necesario colaborara en análisis
microbiológicos.
-Apoyar a la Jefatura en temas relacionados a su especialidad, elaborar normas para el
Sistema de Aseguramiento de la Calidad (ISO 9001), el Sistema de Gestión Ambiental (ISO
14001) Sistema de Seguridad y Salud Ocupacional (OHSAS 18001) y HACCP. Hacer las
tareas de Metrología Encomendadas.
-Brindar asesoramiento técnico a las demás áreas de la Empresa BBO, participando en
estudios y proyectos que requieran su apoyo analítico (previa coordinación con la Jefatura del
Departamento de Control de Calidad).
-Mantener los equipos e instrumentos en correcto estado de operación (limpieza,
mantenimiento, calibración, y/o verificación) y llenar los registros correspondientes.
-Verificar el cumplimiento de las especificaciones de los productos en procesos y/o
terminados.
d) Requisitos
-Ser titulado en Ingeniería Química o Ingeniería de Alimentos
-Experiencia deseable 2 años mínimo
-Tener conocimiento de Office
-Habilidad para trabajar en equipo
-Ser dinámico y proactivo
-Tener disponibilidad de tiempo para hacer turnos
III. PROCESOS DE PRODUCCIÓN
Jose Irving Sauedo Paz Pá gina 10
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
3.1. Fenómenos de transformación de masa
Para la elaboración de la cerveza se realizan varias transformaciones a la matera prima para
conseguir el producto final deseado, éstas se dan por medio de fenómenos físicos, químico o
bioquímicos.
NOMBRE TRANSFORMACIÓN TIPO
Molienda o Se hace un acondicionamiento previo en el
molturación que se humecta el con vapor saturado Físico
aumentando su volumen en 10-20%. Mecánico
El propósito es romper la cascara del grano
y separarlo de su endospermo, para que este
pueda estar expuesto para el proceso
enzimático al que se expondrá en el
macerado.
Macerado -La temperatura aumenta
-Trata de transformar sustancias insolubles Fisicoquímico
como el almidón y la celulosa en sustancias
solubles. Es decir, degrada el almidón para
la obtención de azúcar, la glicerina y ácidos
grasos.
-Baja el PH
-Se regula la espuma
-El color de la cerveza es más claro
Filtración del Se trata de recuperar todo el extracto posible
mosto del mosto, utilizando las “heces” de la solución Físico
como filtro. Se trata de aumentar 4-6% más de
su extracto característico.
Hervidor -Cambio de temperatura
-Disolución y transformación lúpulo
-evaporación de agua
-reducción del valor de PH Fisicoquímico
-esterilización del mosto
-evaporación de substancias aromáticas no
deseadas
Whirlpool -Se debe bajar la temperatura del mosto caliente
(Enfriamiento) de 5-7°C para que cuando se agregue levadura,
ésta pueda fermentar. Fisicoquímico
-formación y extracción del trub
-aireación intensiva del mosto (para
clarificación)
Fermentación -Cambio de temperatura
-Transformación de azúcares contenidos en el
mosto a etanol dióxido de carbono Fisicoquímico
-otro valor de ph
-Creación de subproductos: diacetilo, alcoholes
Jose Irving Sauedo Paz Pá gina 11
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
superiores, ésteres, aldehídos, etc.
Filtración -Proceso de separación, en el cual se extraen
células de levadura y otras substancias
(disminuye turbidez) Fisicoquímico
-Disolución de estabilizantes, conservantes,
Envasado -Lavadora de botellas Fisicoquímico
-Llenadora Físico
-Paletizado, encajonadora, despaletizado Mecánico
-Pasteurización Microbiológico
Vencimiento de -Cambio en propiedades organolépticas (sabor,
Producto aroma, apariencia, claridad, turbidez) Físico
Terminado -Reducción de estabilidad coloidal
3.2. Distribución de procesos
Los procesos que se dan dentro de la planta son: molienda, cocimiento, fermentación,
filtración, envasado y bodega. Los cuales se realizan tanto para la elaboración de cerveza
como para la bebida sin alcohol malta real
Jose Irving Sauedo Paz Pá gina 12
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Diagrama 3-1: Distribución de procesos
RECEPCIÓN PESAJE Y COCIMIENTO FERMENTACIÓN FILTRACIÓN ENVASADO BODEGA
Y ALMACÉN MOLIENDA
Empastado Llenadora
de arrocillo Buffer
Recepción Pesaje de
de MP arroz Cerradora
Macerado de
Malta Enfriador
Pasteurizador
Análisis de Molienda
Control C. de arroz Filtrado
(tanque cuba Inspector de Nivel
Filtro de placas
filtro)
Almacenar Molienda
Codificadora
en silos de malta Tanque de Filtro Trap
espera
Encajonadora
Termocontraible
Pesaje de Hervidor de Tanque de
malta mosto Presión
Tanque de
Whirlpool fermentación Paletizado Almacén
Manual de PT
Jose Irving Sauedo Paz Pá gina 13
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Fuente: Elaboración propia
Jose Irving Sauedo Paz Pá gina 14
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
III.2.A. Molienda
Diagrama 3-2: Diagrama de proceso de Pesado y Molienda
Recepción MP
Análisis para arroz Análisis para malta
Silos de adjunto Silo de malta
(Silos 1 y 2) (Silos 3,4 y 5)
Molienda Molienda
Molienda Molienda
Análisis de arroz molido Análisis de malta molida
Tolva de malta molida
Tolva de arroz molido
Fuente: Elaboración Propia
El proceso de obtención de “Malta Real” inicia cuando los proveedores envían la materia
prima a planta, “Cargil” provee malta (tipo Quilmes) y, “Kaisy” el arroz. Antes de ser
almacenada ambas son sometidas a análisis:
- Prueba Mosto Congress Para ver el rendimiento del extracto de la malta, con rango
aceptable de 75% al 78%
- Test Organoléptico. Para percibir sabor, frescuras y características propias del arroz
Luego de cumplir con los estándares requeridos, la materia prima se almacena en sus
respectivos silos. Se preparan las balanzas para pesar 462kg de arroz y 750kg de malta para
que posteriormente sean trituradas en los molinos.
Jose Irving Sauedo Paz Pá gina 15
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Una vez que el arroz y la malta fueron completamente triturados se vuelve a realizar análisis
de control de calidad para ver el porcentaje de cáscara y sémola fina obtenida. Finalmente,
son almacenados en tolvas para luego ser enviados al siguiente proceso.
III.2.B. Cocimiento
Diagrama 3-3: Diagrama de proceso de Cocimiento
COCIMIENTO
Arroz molido Agua de Pozo Malta Molida
MaltaMolida
Empastado de adjunto Macerado
PTA
(Planta de Tratamiento)
Cuba Filtro
Tanque de Espera
Silo de borra
Hervidor de Mosto
Whirlpool
Tanques FT
Fuente: Elaboración Propia
Para realizar el cocimiento de Malta Real se prepara un empastado a base de 462kg de arroz
molido, 150kg de malta y 25hl de agua cervecera a 55°C. El agua utilizada proviene de 2
pozos construidos en la misma planta. La planta de tratamiento de agua (PTA) está encargada
de transformarla en agua cervecera para la elaboración de “Malta Real”.
Jose Irving Sauedo Paz Pá gina 16
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Los requerimientos básicos para una buena agua de cervecera son:
Satisfacer las normas de agua potable.
Debe ser incolora, transparente y libre de sabor.
El agua base del macerador debe tener 50 ppm de calcio aproximadamente.
El nivel de cloruros (NaCl) puede variar según el sabor.
Al mismo tiempo se realiza un MACERADO con 600kg de malta y 27hl de agua a 52°C. La
maceración consiste en mezclar las proporciones apropiadas de malta y de adjuntos en agua
caliente y posteriormente someterlos a una serie de ciclos de calentamiento y reposo. Dentro
del tanque se eleva la temperatura a 72°C y comienza a agitarse durante 50minutos hasta
llegar a una temperatura de 77°C. Las sustancias que se solubilizan de esta manera en el agua
se denominan de manera conjunta “extracto”. La solución de extracto en agua se denomina
“mosto” (cantidad soluble en 100gr o ml).
Uno de los muchos objetivos de la maceración es cambiar la estructura química por medio de
la acción enzimática de algunas de las sustancias constituyentes de forma planificada y
predecible. Por ejemplo, el almidón de la malta se transforma en azúcar, que en el caso de la
cerveza, esa azúcar se llega a transformar en alcohol.
Ambos ingresan a un tanque llamado CUBA FILTRO, que básicamente filtra los sólidos de la
Malta Real. Los elementos para desecharse se llaman borra y son utilizados para la industria
agropecuaria.
El producto que se mantiene en el filtro se convierte en mosto y se llega a obtener 50hl en la
primera filtrada. Para la segunda, ingresa agua cervecera (50hl a 76°C) y se obtiene 53hl más
de mosto, teniendo un total de 103hl listo para ser enviado al TANQUE DE ESPERA.
Este tanque tiene la funcionalidad de almacenar el producto en caso de que el hervidor de
mosto se encuentre lleno y en funcionamiento.
El HERVIDOR DE MOSTO, como su nombre lo dice, calienta el producto hasta llegar a los
100°C en 80 minutos aproximadamente. Durante el proceso, se agregan compuestos
importantes para la elaboración, tales como: colorante, lúpulo, azúcar y más agua cervecera.
Todo se mezcla uniformemente gracias a un agitador que se encuentra dentro del hervidor y
que permanentemente revuelve. Al finalizar esta etapa, el volumen de mosto llega a aumentar
hasta los 130hl.
Jose Irving Sauedo Paz Pá gina 17
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Luego, todo lo obtenido pasa a un tanque enfriador WHIRLPOOL. Aquí, el mosto reposa por
50min para después centrifugarlo y purgar los desechos que queden al fondo del tanque. El
proceso de enfriamiento va de 1 hora a 2,5 horas hasta obtener una temperatura de 6°C.
Por último, se transporta a los TANQUES FT manteniendo la temperatura para que ayude al
proceso de fermentación. Una vez terminado esta etapa, el nombre del producto cambia de
mosto a Malta Real.
Jose Irving Sauedo Paz Pá gina 18
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Figura 3-1: Esquema de máquinas de molienda y cocimiento
Jose Irving Sauedo Paz Pá gina 19
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
III.2.C. Fermentación
Diagrama 3-4: Diagrama de proceso de fermentación
FERMENTACIÓN
Enfriamiento en tanque FT
Agregar levadura
Aireado
Fermentación TRÜB
Tanque de filtración
Fuente: Elaboración Propia
Es necesario que la malta esté a una temperatura baja (0°C-6°C) para evitar
inconvenientes al agregar la levadura. Este es un ingrediente importantísimo para
la elaboración, ayuda a darle el sabor característico a la bebida y al proceso de
fermentación. Agregar levadura puede ser un poco complicado por las reacciones
que se dan dentro del tanque, una manera de prevención es AIREAR con oxígeno
para que se disipe cualquier burbuja o espuma formada.
La fermentación o reposo dura 4 horas aproximadamente, ya que pasado ese
momento el almidón, que se convirtió en azúcar (proceso de cocimiento), puede
sintetizarse y transformarse en alcohol y dióxido de carbono.
Pasado el tiempo de fermentación, el TRÜB (sedimento en alemán), se asienta en
el fondo del tanque y es purgado por un operario. El trüb es un desecho que puede
utilizarse para la industria agropecuaria, la empresa BBO S.A. opta por venderlo a
empresas de ese rubro.
Jose Irving Sauedo Paz Pá gina 20
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Figura 3-2: Esquema de máquinas de fermentación
Jose Irving Sauedo Paz Pá gina 21
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
FERMENTACION
LEVADURA
MOSTO FRIO
LINEA
Vaciado de Tanques AMONIACO
a Filtración
LINEA GLICOL
FT-4 FT-7
FT-1 FT-10 FT-13
FT-5 FT-8
FT-2 FT-11 FT-14
FT-6 FT-9 FT-12 FT-15
FT-3
TANQUE
DE
GLICOL TANQUE
FILTRACION SEPARADOR
Jose Irving Sauedo Paz Pá gina 22
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
III.2.D. Filtración
Diagrama 3-5: Diagrama de procesos de filtración
FILTRACIÓN
Tanque FT
Buffer
Enfriador
Tanque dosificador de tierra Filtro de placas
Alginato y antioxidantes Filtro trap
Tanque de presión
Fuente: Elaboración Propia
Después de un tiempo relativamente corto, los compuestos fenólicos (polifenoles) de la
cerveza interaccionan con las proteínas presentes para formar complejos que producen su
turbidez. Para evitar la turbidez y estabilizar la cerveza, debe reducirse al menos uno de los
dos productos que reaccionan entre sí. Esto se hace normalmente durante el proceso de
filtración que sigue al almacenamiento.
Finalizado el proceso de fermentación la malta real ingresa a la sala de filtrado para obtener
una bebida de excelente calidad con la menor cantidad de sedimentos posibles. La cerveza
ingresa al BUFFER que es un tanque que ayuda controlar la presión de entrada del caudal
proveniente de los tanques FT. La malta que ingresa al ENFRIADOR baja su temperatura
hasta los 3.2°C para alista para filtrar. El equipo que se utiliza es un filtro de placas que
contiene en su interior varias divisiones (36 placas) las cuales se llenan con tierras especiales
que ayudan al proceso, brindando mayor calidad a la producción. En el caso de la malta se
utiliza tierra filtrante Diatomea Diactiv #10, la cual no es tan fina como aquellas utilizadas
para la cerveza. La dosificación de tierra tiene una proporción de 230gr de tierra para 200hl
de malta.
Jose Irving Sauedo Paz Pá gina 23
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Terminada la función del filtro de placas, se le agrega dosis preparadas de alginato y
antioxidantes (sulfito de sodio y ascorbatado de sodio). El primero, es una proteína que
ayuda a la espuma a mantener su consistencia, ya que actúa como aislante del medio una vez
que se sirve. El segundo, como su nombre lo dice, ayuda a conservar por más tiempo el
producto. Nuevamente, la bebida es filtrada por el FILTRO TRAP (filtro trampa), para
eliminar cualquier riesgo físico de transporte de sedimentos. Este proceso debe ser rápido
para luego darle un reposo de 4 a 8 horas en los tanques de presión antes de pasar al Salón de
Envasado.
Figura 3-3: Esquema de máquinas de filtración
FILTRACION Y TANQUES DE PRESION
LINEA CIP
LINEA CO2
Tanques Para CIP
Soda Oxonia Acido
Caustica Fosfórico
TP-3 TP-2 TP-3 ENVASADO
TANQUE
CABEZA
Y COLA
CO2
Filtro de Placas
BUFFER
NO
FILTRADO
Cerveza No Filtrada
Fuente : elaboración propia
Jose Irving Sauedo Paz Pá gina 24
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
III.2.E. Envasado Lata 350ml
Diagrama 3-6: Diagrama de proceso de envasado lata 350ml “Malta Real”
ENVASADO
.
Despaletizadora
Rinser de latas
LLenadora
Cerradora
Pasteurizadora
Codificador
Inspector de nivel Latas mermadas
Horno termocontraible Encajonadora
Etiquetado fecha de Venc. Embalaje
Paletizado manual Almacén PT Paletizado manual
Fuente: Elaboración propia
Jose Irving Sauedo Paz Pá gina 25
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
III.2.F. Envasado botellas 620ml y 300ml
Diagrama 3-7: Diagrama de envasado botellas 620ml y 300ml
ENVASADO
Bodega de cajas con botellas
vacías
Despaletizadora
Desencajonadora
Lavadora de cajas
Botellas nuevas Lavadora de botellas
Inspector de botellas
Si
Llenadora y coronadora de botellas
Sensor de nivel Reproceso
No
Si
Pasteurizadora
Etiquetadora
Codificadora
Encajonadora
Paletizadora
Fuente: Elaboración propia
Almacén de Producto
terminado
Jose Irving Sauedo Paz Pá gina 26
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
III.3. Balance de masa
Para la elaboración y envasado tanto de Malta Real como para cerveza Real se han
establecido mermas estándares para cada etapa de los distintos procesos existentes.
Estos datos están, exclusivamente, en base a la receta de cada producto.
Tabla 3-1: mermas estándares
PROCESO %MERMA
Cocimiento 1%
Fermentación 3%
Filtración 3-4%
Envasado 2.5%
Fuente: Elaboración propia
a) Cocimiento
Las mermas existentes dentro de este proceso son::
-molienda: del adjunto (arroz) y la malta
-cuba filtro: se purga la borra que es el excedente de l maceración
-Whirlpool: se purga el trub que es el excedente del hervidor
b) Fermentación
En este proceso se tiene merma debido a las purgas de levadura de la cerveza, del cual, todo
el trub (que son los residuos del proceso de formación de células muertas, minerales pesados)
el 40% es levadura y el 60% cerveza.
c) Filtración
-cabeza y cola de filtración
d) Envasado
-filtro de la llenadora
-latas mermadas
Jose Irving Sauedo Paz Pá gina 27
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Diagrama 3-8: Balance de masa
u lo os
1000k1000kg malta
agua agua
agu
a lúp otr levadura
g1000kg malta
1000
Molienda Maceración Cuba filtro Hervidor Whirlpool Fermentación
1000400kg arroz1000
1%
0.01% 0.02% TRUB 3%
s
ras id ante CO2
CO2 Tier ntes o x
Anti ilizante
s
a CO2
filtr esta
b
Tanques
Fermentación buffer Filtro placas llenadora
Presión
TRUB 3% 2%
3-4%
Tapas Etiqueta s a
Tinta negra caja cint
codificador Inspector
tapadora etiquetadora Pasteurizadora Encajonadora
Nivel
Fuente: Elaboración propia
Jose Irving Sauedo Paz Pá gina 28 0.5%
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
III.4. Balance de energía
La planta BBO S.A. cuenta con dos generadores esenciales para el suministro de corriente
eléctrica a toda la planta: uno de 1000kva y el otro de 300kva, haciendo un total de
1300kva disponibles para todas las instalaciones. El tipo de corriente que hay es trifásica
para el requerimiento de los distintos motores que se usan.
Figura 3-1: Generadores BBO S.A.
23.9KV
1300KVA
G1 G2
1000 KVA 300KVA
Fuente: Elaboración propia
El siguiente balance de energía se elaboró en base a una producción ideal en el cual se
realizan cuatro cocimientos para la elaboración de las bebidas y se envasa durante sólo un
turno de 8 horas.
Diagrama 3-9: Balance de energía
100hp
Envasado latas
MP 639.8hp 153.3hp 49hp
Insumos Sala de máquinas Elaboración Planta de tratamiento de agua
289.5hp
Envasado botellas
Fuente: Elaboración propia
Jose Irving Sauedo Paz Pá gina 29
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
CONSUMO MENSUAL
POTENCIA POTENCIA CONSUMO
ITEM
SECTOR EQUIPO NOMINAL (KW) REAL (KW) HR/MES MENSUAL
1 lavadora de botellas 67,33 54,54 80 4363,04
2 pasteurización de botellas 47,51 38,48 80 3078,67
3 llenadora de botellas 17,81 14,43 80 1154,02
ENVASADO DE BOTELLAS
4 transporte de botellas 13,67 11,07 80 885,64
5 despaletizador de botellas 6,45 5,22 80 417,90
6 paletizador de botellas 6,51 5,27 80 421,74
7 lavadora de canastillos 12,96 10,50 80 839,64
8 transporte de canastillos 13,49 10,93 80 874,14
9 encajonadora 11,06 8,96 80 716,95
10 desencajonadora 9,35 7,57 80 605,77
11 etiquetadora 2,31 1,87 80 149,52
12 bombas lubricación 7,28 5,89 80 471,58
SUBTOTAL 215,72 174,73 960,00 13978,61
13 despaletizador de latas 4,12 3,34 80 266,98
ENVASADO DE
14 llenadora y cerradora de latas 7,50 6,08 80 486,00
LATAS
15 pasteurizador de latas 25,80 20,90 80 1671,84
16 termocontraible de latas 32,54 26,36 80 2108,68
17 encajonadora de latas 2,66 2,16 80 172,53
18 transporte de latas 1,89 1,53 80 122,69
SUBTOTAL 74,52 60,36 480,00 4828,71
19 molinos 13,90 11,26 12 135,15
20 despedrador 14,02 11,36 2 22,72
21 transporte 12,38 10,03 2 20,06
22 macerador 4,00 3,24 12 38,88
23 coz. De arroz 4,00 3,24 8 25,92
24 tina filtro 7,62 6,17 12 74,07
ELABORACIÓN
25 motor saca borra 2,20 1,78 2 3,56
26 bufer de mosto 5,50 4,46 1,2 5,35
27 coz.de mosto 1,48 1,20 1,4 1,68
28 whirlpool 5,03 4,07 4 16,29
29 enfirador de mosto 3,00 2,43 1,2 2,92
30 bomba agua fria 2,72 2,20 24 52,91
31 bomba agua caliente 3,85 3,12 24 74,76
32 filtración 15,00 12,15 8 97,20
33 bombas movibles (CIP, LEVA) 16,00 12,96 2 25,92
34 extractores 3,50 2,84 8 22,68
SUBTOTAL 114,21 92,51 123,80 620,06
35 condensadores 20,29 16,43 480 7888,75
36 bombas filtro de planta de ósmosis 4,4 3,56 120 427,68
37 bombas alimenta agua a caldero 15 12,15 40 486,00
38 dos calderos 7 5,67 100 567,00
SALA DE MÁQUINAS
39 compresor VILTER 225 182,25 20 3645,00
40 compresor de NH3 #2 75 60,75 300 18225,00
41 compresor de NH3 #3 30 24,30 40 972,00
42 compresor de NH3 #4 20 16,20 160 2592,00
43 compresor de aire #2 46,21 37,43 80 2994,41
44 compresor de aire #1 17,98
45 dos secadores 3,6
46 bombas de glicol 1y2 3,67
47 bombas amoniaco 6
Jose Irving Sauedo Paz Pá gina 30
48 tanque de CO2 2,5
476,65 386,0865 3140 44977,032
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
Tabla 3-2: consumo de energía eléctrica
Fuente: Elaboración Propia
Jose Irving Sauedo Paz Pá gina 31
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
III.5. Distribución en planta
Fuente: elaboración propia
Jose Irving Sauedo Paz Pá gina 32
Prácticas Industriales: Bebidas Bolivinas BBO S.A.
IV. PLANIFICACIÓN Y CONTROL DE LA PRODUCCIÓN
Bebidas Bolivianas S.A. inició sus ventas al mercado en el año 2012, las cuales no han sido estables a lo largo de estos años. De acuerdo a las siguientes
tablas de cantidad de bebida envasada podemos concluir el comportamiento de las ventas.
Volumen Producido
Año 2012
Calibre Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre Diciembre TOTAL
620 cc HL 2507,13 1882,92 1690,81 1469,18 1521,48 1344,93 2234,83 1450,28 3204,63 2775,05 3306,04 23387,27
300 cc HL 7,99 560,448 220,68 102,888 144,79 113,11 80,14 75,60 50,76 137,16 60,62 1554,19
300 cc Pack HL 31 16 3 63 0 112
Lata 350 cc HL (Cajas) 470,32 793,04 154,81 394,63 421,34 76,02 229 187 285 214 362 3587
Lata 350 cc HL (Pack 12) 71,44 143,77 383 130 260 95 113 1197
Volumen Total HL 2985,44 3236 2066 1967 2159 1678 2958 1859 3803 3284 3842 29838
Tabla 4-1: Volumen envasado total año 2012 Fuente: Jefe de envasado
Jose Irving Sauedo Paz Pá gina 33
PRACTICAS INDUSTRIALES
4.1. Plan estratégico
Bebida Bolivianas como empresa nueva pretende de aquí a cinco años ya estar
establecida en el mercado, es decir, trabajar por lo menos con el 90% de su máxima
capacidad de producción (1800mil hl/año). Teniendo así, un incremento de más de
70% en las ventas anuales. Esto quiere decir que tienen como objetivo de ventas
aumentar aproximadamente un 15% por año. Con este objetivo, Bebidas Bolivianas
tiene la visión de ofrecer más productos al mercado. Visión que ya se está
comenzando a llevar a cabo, puesto que en este primer semestre del año, las
franquicias Mendocina (gaseosas) y Cordillera (cerveza pilsener) ya forman parte de
la empresa.
4.2. Requerimientos
Actualmente bebidas bolivianas produce tres tipos de bebidas: Real, Malta Real y
Capital. A continuación, se detalla los costos de producción mensual para luego
elaborar una planificación de los costos de producción del próximo año,
considerando que las ventas aumenten un 15%.
Jose Irving Sauedo Paz Pá gina 34
PRACTICAS INDUSTRIALES
Tabla 4-1: Costo de producción mes de diciembre 2015
MALTA
PILSENER REAL CAPITAL
COCIMIENTO 163.533 140.316 32.190
MATERIA PRIMA TOTAL 116.656,52 TOTAL 69.513,39 TOTAL 21.345,14
MATERIAL DIRECTO TOTAL 5.799,04 TOTAL 39.453,30 TOTAL 1.331,07
MATERIAL INDIRECTO TOTAL 365,42 TOTAL 219,25 TOTAL 111,41
MANO DE OBRA DIRECTA TOTAL 33.321,67 TOTAL 25.119,00 TOTAL 7.747,17
SERVICIOS - AGUA Y ENERGÉTICOS
TOTAL 7.390,01 TOTAL 6.010,73 TOTAL 1.654,72
FERMENTACION 11.847 2.715 3.076
MATERIAL INDIRECTO TOTAL 3.579,82 TOTAL 2.715,02 TOTAL 834,69
MANO DE OBRA DIRECTA TOTAL 7.815,68 TOTAL 0,00 TOTAL 2.118,38
SERVICIOS - AGUA Y ENERGÉTICOS
TOTAL 451,98 TOTAL 0,00 TOTAL 122,51
FILTRACION 54.709 23.588 6.672
MATERIAL DIRECTO TOTAL 41.093,08 TOTAL 12.939,80 TOTAL 4.781,96
MATERIAL INDIRECTO TOTAL 7.804,82 TOTAL 8.710,38 TOTAL 1.267,11
MANO DE OBRA DIRECTA TOTAL 3.186,19 TOTAL 1.062,32 TOTAL 341,78
SERVICIOS - AGUA Y ENERGÉTICOS
TOTAL 2.624,90 TOTAL 875,27 TOTAL 281,64
ENVASADO 548.253 424.777 121.955
MATERIAL DIRECTO TOTAL 340.770,05 TOTAL 355.084,77 TOTAL 99.708,89
MATERIAL INDIRECTO TOTAL 2.239,88 TOTAL 948,03 TOTAL 336,17
MANO DE OBRA DIRECTA TOTAL 194.702,85 TOTAL 65.639,66 TOTAL 21.106,00
SERVICIOS - AGUA Y ENERGÉTICOS
TOTAL 10.540,62 TOTAL 3.104,61 TOTAL 804,31
TOTAL 778.343 591.396 163.893
1.533.631
Fuente: Analista de Gestión
Tabla 4-2: Planificación de la producción para el 2016
Jose Irving Sauedo Paz Pá gina 35
PRACTICAS INDUSTRIALES
PLANIFICACIÓN DE LA PRODUCCIÓN
Objetivo: 15% de aumento en las ventas
2015 2016
ÁREA UNIDAD MONETARIA: Bs
UNIDAD MONETARIA: Bs
COCIMIENTO 4.032.454,14 4637322,258
Materia prima 2490180,62 2863707,718
Material Directo 559000,814 642850,9366
Material indirecto 8352,96 9605,904
Mano de Obra directa 794254,152 913392,2748
Servicios de agua y luz 180665,587 207765,4253
FERMENTACIÓN 211.656,689 243405,1921
Material indirecto 85.554 98387,4174
Mano de Obra directa 119.209 137089,89
Servicios de agua y luz 6.894 7927,88472
FILTRACIÓN 1.019.630,95 1172575,589
Material Directo 705.778,11 811644,8224
Material indirecto 213.387,64 245395,7911
Mano de Obra directa 55.083,42 63345,93659
Servicios de agua y luz 45.381,77 52189,03872
ENVASADO 13.139.830,2 15110804,75
Material Directo 9546764,55 10978779,24
Material indirecto 42288,96 48632,304
Mano de Obra directa 3377382,12 3883989,438
Servicios de agua y luz 173394,581 199403,7679
TOTAL 1533631 21164107,79
Fuente: Elaboración Propia
4.3. Control de la producción
El rendimiento de producción calculada a continuación están basados en el volumen
envasado en el último año (2013), considerando la elaboración de todas las bebidas:
Real, Malta Real y Capital.
Volumen total envasado: 26784hl
Pr Real 26784 hl
Rendimiento= = =13.40 %
Pr Nominal 200000 hl
Para controlar este rendimiento de volumen producido, se trabaja con registros que
son llenados por los operarios durante la jornada de producción
Jose Irving Sauedo Paz Pá gina 36
PRACTICAS INDUSTRIALES
Tabla 4-3: Registro de contrl de llenadora de latas y botellas
REGISTRO CONTROL LLENADORA-BOTELLAS
Nombre Operador: ……………………………………………… Fecha de produccion: ……………………..
Hora de control Arranque/
Aire en Cuello (ml/lt)
Presión Hidrojet (bar)
T emperatura Cerveza (°C)
Vacío Presion (bar)
Presión cerveza (bar)
Oxigeno en Línea (ppm)
Oxigeno Dis. Llenadora (ppm)
Pick Oxigeno en Cerveza (ppm)
T emperatura HDE (°C)
Tabla 4-4: Control de asistencia de operarios
BBO - Envasado
Registro de Asistencia
Día:
Máquina Nombre Entrada Salida Observaciones Firma
Despaletizadora Ruben Vaca
Paletizadora Luis Alberto Vaca
Desencajonadora José Luis Montero
Encajonadora Carlos Mendez
Enc. Envasado Dario Montenegro
Llenadora Beismar Rojas
Llenadora Carlos Arias
Etiquetadora Wilson Avila
Lavadora Ricardo Roman
Pasteurizadora Gustavo Vaca
EBI Ariel Caballero
Tabla 4-5: Registros de paradas
Jose Irving Sauedo Paz Pá gina 37
PRACTICAS INDUSTRIALES
Fecha:
Operador:
Registro de producción de llenadora:
Hora Caudalímetro Contador llenadora Texto causa Velocidad
V. CONTROL DE CALIDAD
El departamento de control de calidad se encarga de verificar que el producto terminado
cumple con los requisitos de calidad, se realiza un control estricto a partir de análisis desde
recepción de materia prima hasta envasado de producto terminado. Se realizan tanto
análisis fisicoquímicos como microbiológicos.
5.1. Recepción de MP y Cocimiento
Para realizar control de calidad de esta área se realizan los siguientes métodos de
medición:
Humedad: Se realiza el control de humedad a la materia prima (cebada, arroz, lúpulo) el
contenido de humedad es determinado por la pérdida de peso de una muestra molida,
después de ser calentada a 105-107ºC en una estufa.
Sacarímetro: instrumento con que se mide la concentración de azúcar del extracto del
mosto. Las lecturas del sacarímetro se expresan en grados Brix (símbolo °Bx) que sirven
para determinar el cociente total de sacarosa disuelta en un líquido.
Ph-metro: Es para establecer la forma de determinar la acidez de una muestra de mosto o
cerveza dada. Con una primera porción de muestra, tratada según se expuso anteriormente,
se enjuaga el vaso de precipitados y el electrodo; se descarta este líquido y se vierte una
nueva porción de muestra para realizar la medición. Se sumerge el electrodo en la muestra.
Jose Irving Sauedo Paz Pá gina 38
PRACTICAS INDUSTRIALES
El peachímetro se coloca en la posición medición. Durante la determinación el líquido debe
estar en movimiento, efectuando la rotación cuidadosamente en forma manual o por medio
de un agitador magnético (unos 30 segundos). Cuando la lectura se estabiliza registrar el
valor.
Amargor: Pipetear dentro del tubo de centrífuga 5 ml. de la muestra, 0,5 ml. de ácido
clorhídrico 3 N y 10,0 ml. de iso-octano.
Introducir 2 ó 3 perlas de vidrio (no es necesario), (puede agregarse una gota de octanol que
ayuda a romper la emulsión durante el centrifugado), tapar herméticamente (efectuar sello
con agua si se usan tubos de vidrio con tapa esmerilada) y agitar mecánicamente durante
15-20 minutos según las condiciones de agitación. Estas condiciones son definidas por cada
Planta, debiendo las mismas (rpm y amplitud de recorrido) estar explícitamente señaladas
en el equipo de agitación. Seguidamente se centrifuga el tubo durante el tiempo
correspondiente, según las rpm a las que se trabaje (ver cuadro siguiente).
Sólidos en suspensión: El número requerido de discos de papel de filtro (dos por cada
determinación) se seca durante seis horas en estufa a 105°C o hasta peso constante en
estufa IR (105°C), del mismo equipo se obtiene en este último caso el peso seco de los
filtros. Luego de enfriarlos en el desecador se determina el peso seco de cada filtro con
aproximación de 0,0001 gr, y esta cifra es anotada.
Después que la muestra se mezcló bien, se mide un litro de la misma en un erlenmeyer.
Con el auxilio de una conexión en "T" se conecta a la bomba de vacío los dos frascos
cónicos de succión ("kitasatos"). Conectar a la entrada de la bomba de vacío un filtro
hidrofóbico con el fin de retener el avance de espuma. Se conecta el embudo "Büchner" a
presión, se coloca un par de discos de filtro perfectamente identificados, los que se fijan por
succión con una pequeña cantidad de agua destilada. Luego se vierte la muestra
cuidadosamente sobre el centro del papel de filtro, evitando que se despegue de la
superficie del embudo. El filtrado obtenido según 5.2 se enfría a 2°C.
El filtrado frío se filtra nuevamente según lo descripto en 5.2. El residuo que queda en cada
filtro se enjuaga tres veces con aproximadamente 20 ml. de agua destilada (2°- 8°C).
(Cuidar que el lavado no se mezcle con el filtrado).
Finalmente se retiran los filtros, se pliegan, se dejan secar en la estufa durante un lapso de
12-24 hs. a 105 °C y tras dejarlos enfriar en el desecador se los pesa con aproximación de
0,0001 gr. Los “sólidos fríos” se calculan por litro de mosto y se informa en 0,01 mg./lt.
Jose Irving Sauedo Paz Pá gina 39
PRACTICAS INDUSTRIALES
Color: Una vez tomada la muestra, Se miden en probeta 50 ml de mosto, se los mezcla con
2.5 gr de tierra de diatomeas, se lo deja reposar 5 minutos hasta que la tierra decante y al
sobrenadante se lo filtrar con papel de filtro S S 589 (banda negra) o S & S 597 ½, el
filtrado obtenido se pasa nuevamente por el mismo filtro para poder eliminar la turbidez
correctamente. Se filtra luego por filtro de membrana de 0.45 micrones (este paso no es
requisito cuando la turbidez del mosto después del primer filtrado por 597 da una turbidez
menor de 1 EBC). Empleando cubetas de 1 cm de paso óptico, llenar ambas con agua
destilada y ajustar la absorbancia a 0,00; luego vaciar la cubeta ubicada al frente del
espectrofotómetro, colocar la muestra pre-tratada y hacer la lectura.
TBZ: El índice de ácido tiobarbitúrico representa un valor indicativo de la exposición térmica a que
fue sometido la malta y el mosto. Mezclar 10 ml de la muestra con 5 ml del ácido
Tiobarbitúrico. Agitar los tubos de ensayo.Colocar durante 70 minutos en baño María a 70
1°C (evitar luz solar directa, certificarse que al colocar los tubos de ensayo en el baño
María la temperatura del baño no descienda más de 1 a 2 °C y por poco tiempo). Al término
del tiempo de reacción enfriar rápidamente los tubos de ensayo a 20 0.5°C (fuerte chorro
de agua corriente fría, o en baño de agua fría). Inmediatamente después medir en
espectrofotómetro a 448 nm y en cubetas de 1 cm, con relación a agua, el color amarillo
generado. Se calcula:
TBZ = (EH - EL) x 10 x F
TBZ: Indice de ácido tiobarbitúrico, no tiene dimensión.
EH : Extinción de la muestra, valor promedio.
EL : Extinción del blanco, valor promedio.
10 : Factor de conversión.
Jose Irving Sauedo Paz Pá gina 40
PRACTICAS INDUSTRIALES
OPERACIÓN MATERIALES PUNTO
ETAPA UNITARIA A ANALIZAR MUESTREO FRECUENCIA PARÁMETRO MÉTODO INDICADOR
Recepción
Malta Llegada a Humedad
de MP -- Cada compra de MP
Enfriamiento arroz planta Pureza
Extracto Sacarímetro 11-11.4%
PH PH-metro 5.1-5.4
Enfriado o
Amargo Técnica Analítica 18.5-21.5 BU
previa a
Mosto frio
Sólidos en suspensión Técnica Analítica
Mosto dilución
Color Espectro 7-8.5 EBC
C/ cocimiento Índice de yodo Técnica Analítica <=0.3
FAN Técnica Analítica
Atenuación límite Técnica Analítica 1,7-2,4 [%p/p]
Salida Color Técnica Analítica 7-8.5 EBC
dilución TBZ Técnica Analítica <=15
Amargo Técnica Analítica 18.5-21.5
Tabla 5-1: Frecuencia de análisis para cocimiento Fuente: Elaboración Propia
Jose Irving Sauedo Paz Pá gina 41
PRACTICAS INDUSTRIALES
DATOS DE TRAZABILIDAD PARAMETROS DE MOSTO FRIO
Extracto
Yodo TBZ TBZ fin TBZ
Aparente Atenuación Color Yodo
COCIMIENTO
Extracto pH Amargo FAN Calcio mosto caldera hervid mosto Delta TBZ
Atenuación límite mosto frío macerado
frío llena o frio
LOTE
Fecha Tipo Limite
FT
[%P] [BU] [%p/p] [%] [EBC] [ppm] [ppm]
11,0-11,4 5.1 - 5.4 18,5-21,5 1,80 - 2,40 81.1 - 83.9 7 - 8,5 155 -185 35 - 55 <=0.1 <=0.3 <= 30 <= 45 <= 55 <= 15
10,9-11,5 5,05-5,55 19-23 1,7-2,4 80,5-84,5 150-190 30-60 <=0,15 <=0,45
260 11,08 5,25 6,75
265 10,94 5,24 6,70
266 11,09 5,18 18,80 2,02 81,54 6,50
16-dic-13 PILSENER 102 12 268 10,80 5,36 6,50
269 11,20 5,31 7,49
270 11,16 5,32 7,37
11,05 5,28 18,80 2,02 81,54 6,89
272 10,90 5,12 6,14
273 11,20 5,31 19,40 2,05 81,60 9,52
27-dic-13 PILSENER 108 7 274 11,32 5,24 7,87
275 11,10 5,25 8,19
11,13 5,23 19,40 2,05 81,60 7,93
3 10,96 5,3 7,3
4 11,02 5,18 8,05
3-ene-14 PILSENER 2 15
5 11,22 5,1 8,6
11,07 5,19 7,98
6
06-ene-14 PROP-II
Tabla 5-2: Datos de trazabilidad de cocimiento Fuente: Analista Fisicoquímico
Jose Irving Sauedo Paz Pá gina 42
PRACTICAS INDUSTRIALES
5.2. Fermentación
Para realizar control de calidad de esta área se realizan los siguientes métodos de medición:
Grados platos: Determinar la concentración, de azucares en mosto a partir de la densidad
medida, si la temperatura no fuese esta, aplicarla corrección según la tabla del sacarímetro.
Llenar el cilindro porta sacarímetro tratando que cuando se coloque el sacarímetro el
líquido rebalse levemente. Atemperar la muestra a 20°C aproximadamente en la probeta
destinada para tal fin. (Si el menisco que se forma sobre el "pico" se encuentra deformado a
medida que el sacarímetro se sumerge en el líquido, esto indica que el cuello se encuentra
sucio y debe ser re-lavado). Leer el punto superior del menisco (debe leerse con la vista a la
altura de la superficie del líquido). Expresar el resultado con una cifra decimal (de ser
necesario tener en cuenta la corrección por calibración).
Diacetilo: Establecer el método para la determinación de diacetilo y dicetonas vecinales.
Expresar el resultado con una cifra decimal (de ser necesario tener en cuenta la corrección
por calibración). Llenar el cilindro porta sacarímetro tratando que cuando se coloque el
sacarímetro el líquido rebalse levemente. Atemperar la muestra a 20°C aproximadamente
en la probeta destinada para tal fin. (Si el menisco que se forma sobre el "pico" se encuentra
deformado a medida que el sacarímetro se sumerge en el líquido, esto indica que el cuello
se encuentra sucio y debe ser re-lavado).
Leer el punto superior del menisco (debe leerse con la vista a la altura de la superficie del
líquido).
Mosto original: Para la ejecución del ensayo es necesario tener la muestra descarbonatada.
Colocar en el erlenmeyer alrededor de 500 ml. de cerveza a una temperatura entre 17 y 20
°C, agitando con una mano, mientras con la otra se tapa o sujeta, hasta que no se siente
presión sobre la mano que tapa. Filtrar a través de un papel de filtro. Tan rápido como sea
posible (dentro de los 30 minutos) pesar 100 0,05 gr. de la cerveza en el erlenmeyer de
destilación, perfectamente seco y limpio
A continuación agregar aproximadamente 50 ml. de agua bidestilada. Conectar el balón
colector, previamente pesado, al equipo, colocándole antes alrededor de 5 ml. de agua
bidestilada, a fin de que el extremo de salida del condensador quede sumergido en ella para
evitar así pérdidas de etanol. Encender el mechero y comenzar a destilar lentamente evitando la
Jose Irving Sauedo Paz Pá gina 43
PRACTICAS INDUSTRIALES
carbonización de la muestra. Recoger entre 85 y 90 ml. de destilado, en un tiempo de 35-60
minutos. Luego de esto suspender la destilación
Destilado: Llevar el contenido del balón colector a un peso de 100 0,1 gr. con
agua bidestilada, mezclando y homogeneizando bien el contenido. Medir la
densidad del destilado con Densímetro portátil (OEL 07) o por Picnometría (MC
22); (D).
Residuo: Enfriar a 20 °C el residuo de la destilación.Llevar al peso de 100 0,1 gr.
con agua bidestilada, mezlando y homogeneizando. Medir la densidad del residuo
con Densímetro portátil (OEL 07) o por Picnometría (MC 22); (R).
Cerveza: Medir la densidad de la cerveza con Densímetro portátil (OEL 07) o por
Picnometría (MC 22); (C).
El mosto original se calcula mediante la siguiente expresión:
MO = 100 (2,0665 A) + Er MO: mosto original
100 + 1,0655 A A: alcohol
Er: extracto real
Contenido de Alcohol: Para ello, se convierte la densidad del destilado en el contenido
porcentual de alcohol (% M/M) de acuerdo con la tabla OIML, o usando el siguiente
polinomio:
A = 517,4 (1- D) + 5084 (1-D)2 + 33503 (1-D)3 A: Alcohol en el
destilado
D: densidad del
destilado
El alcohol de la cerveza es igual al alcohol del destilado.
Contenido de extracto real: El extracto se calcula convirtiendo el valor de densidad obtenido
para el residuo (R), al contenido de extracto real correspondiente, extracto real como %
plato, según la tabla de Goldiner, Klemann y Kanpf o usando el siguiente polinomio:
Jose Irving Sauedo Paz Pá gina 44
PRACTICAS INDUSTRIALES
Er: extracto real
Er = 460,234 + 662,649 R 202,414 (R)2 R: densidad del
residuo
Contenido de extracto aparente: El extracto aparente de la cerveza filtrada se lo obtiene
aplicando la ecuación anterior al valor de su densidad, es decir:
Ea: extracto aparente
C: densidad de la
Ea = 460,234 + 662,649 C 202,414 (C)2
cerveza
Turbidez: Determinar la turbidez en cerveza, mediante la utilización de un turbidímetro en
unidades EBC. El equipo esta diseñado para medir directamente la turbidez que puede apa-
recer en cerveza u otros líquidos cuya limpidez es de importancia comercial. Para realizar
la determinación de turbidez a 0°C, las muestras deben atemperarse en baño termostático
un tiempo aproximado de 2 horas. Para determinar la turbidez a 0°C (24 horas), introducir
las muestras en el baño durante 24 horas, contadas desde que el baño vuelve a estabilizarse
en 0°C. Llenar la cámara con agua destilada hasta una altura de 3 a 4 cm. debajo del borde.
Llenar el vaso cuidadosamente con la muestra para lograr una muestra libre de burbujas,
coloque la cubeta y cierre la tapa. Tener la precaución de no dejar huellas digitales sobre la
superficie del vidrio del vaso donde incidirá el rayo de luz proveniente de la lampara del
equipo. Presionar el botón START y lea en el display después de unos 10 segundos. Si la
lectura indica "muestra inestable", eliminar las burbujas existentes y presionar nuevamente
el botón START.
Jose Irving Sauedo Paz Pá gina 45
PRACTICAS INDUSTRIALES
MATERIAL A PARÁMETROS A INDICADOR
ETAPA OPERACIÓN PUNTO
FRECUENCIA MÉTODO
PROCESO UNITARIA CONTROLAR MUESTREO CONTROLAR
Grados platos Sacarímetro 11.44°P
Hasta
Fermentación Tanque Atenuación final PH pH-metro
Mosto 4-5
principal Fermentación
Cada Tanque de Temperatura Hasta fin guarda <=140
Termómetro
fermentación caliente PPB
Guarda Mosto pre- Tanque
Cada Lote Diacetilo Total Técnica Analítica <=40
Caliente fermentado Fermentación
FERMENTACIÓN
Mosto original
Extracto aparente 1,8-2,3[%p/p]
Extracto real 3,2-3,8[%p/p]
Fermentoflash
4,6-5,1%
Alcohol en volumen
Alcohol en peso 3,3 - 3,9%
Mosto fin Tanque 5.1 - 5.4
Ph
Reposo Frio Cada Lote pH-metro
Maduración Fermentador
Turbidez Turbidimetro <=30EBC
7 - 8,5EBC
Color
Espectro.
19-23BU
Amargo
Técnica Analítica
>20
Predicción de estabilidad
Técnica Analítica
Tabla 5-3: Frecuencia de análisis para fermentación Fuente: Elaboración Propia
Jose Irving Sauedo Paz Pá gina 46
PRACTICAS INDUSTRIALES
Nº DE LOTE 53 FT 15 TOTAL MOSTO [Hl] 564
DATOS DE REPOSO FRIO
Parámetro Estandar Resultado
Test de Filtrabilidad EBC £1
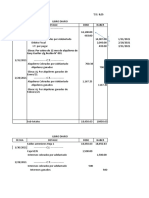
Fecha ; Hora T [ºC] Ext. [ºP] Factor de Rto mill
pH Diacetilo ppb
Arranque (ºP) cel/ml
Extracto Inicio 11,22
22/4/14 0:00 8,0 10,40 0,82 4,93
23/4/14 0:00 10,0 9,20 1,20 28,0 4,51
24/4/14 0:00 10,0 6,90 2,30 39,0 4,30
25/4/14 0:00 13,0 4,20 2,70 4,00
26/4/14 0:00 13,8 2,00 2,20 3,98
27/4/14 0:00 13,8 2,00 3,98
28/4/14 0:00 14,0 2,00 3,96
29/4/14 0:00 14,0 245
30/4/14 0:00 14,0 166
1/5/14 0:00 14,0 154
2/5/14 0:00 14,0
3/5/14 0:00 14,0 130
4/5/14 0:00 3
8/5/14 0:00 -1
Tabla 5-4: Datos de trazabilidad de fermentación Fuente: Analista Fisicoquímico
Jose Irving Sauedo Paz Pá gina 47
PRACTICAS INDUSTRIALES
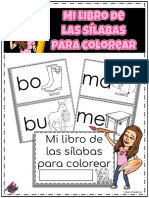
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
0
-1
-2
0
8
10
16
18
24
26
32
12
14
20
22
28
30
Jose Irving Sauedo Paz Pá gina 48
PRACTICAS INDUSTRIALES
Figura 5-1: Gráfica extracto vs temperatura
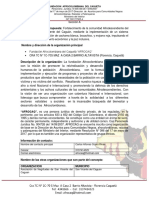
DIACETILO
490
440
390
340
290
240 245
190
166 154
140 130
90
40 40
Figura 5-2: Gráfica de control de diacetilo
5.3. Filtración
Para realizar control de calidad de esta área se realizan los siguientes métodos de medición:
Extracto aparente: Especificado anteriormente
Extracto real: Especificado anteriormente
Jose Irving Sauedo Paz Pá gina 49
PRACTICAS INDUSTRIALES
Alcohol: Especificado anteriormente
Color: Especificado anteriormente
Turbidez: Especificado anteriormente
PH: Especificado anteriormente
Dióxido de carbono: Verificar la limpieza del toma muestra, conectar al toma muestra del
tanque, el equipo Haffmans, abrir el toma muestra de la medidora durante 3 a 5 minutas
para permitir el pasaje de la muestra a través del equipo, para que este se atempere. Leer la
temperatura en el termómetro del equipo. Cerrar la válvula lateral del equipo permitiendo
que salga la espuma del mismo. Con la válvula cerrada presionar la palanca que posee el
equipo en su frente para producir la descarga eléctrica y el desprendimiento de CO2. Leer
el valor de presión en el manómetro del equipo. Con el valor de temperatura y presión
obtenido entrar en la tabla que se encuentra en el sector de medidoras (filtro) y se obtiene el
contenido de CO2 de la muestra. Sacar el equipo y lavar el toma muestra de la medidora
con alcohol.
Oxígeno disuelto: Verificar la limpieza del toma muestra, conectar al toma muestra del
tanque, el equipo Haffman, medidor de oxígeno. Abrir el toma muestra de la medidora
durante 3 a 5 minutas para permitir el pasaje de la muestra a través del equipo, para que
este se atempere. Proceder según MC 40 “Determinación de Oxígeno disuelto en tanques”.
Jose Irving Sauedo Paz Pá gina 50
PRACTICAS INDUSTRIALES
EXTRACTO EXTRACTO ALCOHOL EN ALCOHOL EN O2
EXTRACTO REAL COLOR TURBIDEZ PH CO2
ORIGINAL APARENTE VOLUMEN PESO disuelto
FECHA LOTE FT TP %P/P %P/P %P/P %V/V %P/P EBC EBC g/L ppb
Nº
10,6 - 11,00 1,8 - 2,3 3,4 - 3,8 4,5 - 5,0 3,5 -3,9 5,5 -7,0 25º < 0,4 4,0 - 4,4 5,4-5,9
10,5 -11,2 1,7 -2,4 3,3 -3,9 4,4 -5,2 3,4 -4,1 5,0 - 7,5 3,9 -4,4 5,2-5,4 <50
1 07/01/2013 102 3 10,88 1,90 3,69 4,68 3,69 5,00 0,10 4,40 5,30 14,00
2 07/01/2013 102 2 10,90 2,03 3,67 4,71 3,71 5,20 0,12 4,40 5,38 14,00
3 13/01/2014 102 2 11,00 1,90 3,62 4,79 3,78 5,17 0,05 4,37 5,77 17,00
4 13/01/2014 102 1 10,75 1,85 3,44 4,74 3,74 5,14 0,04 4,37 5,75 17,00
5 23/01/2014 2 3 11,11 2,45 4,28 4,52 3,54 6,75 0,09 4,18 5,77 19,00
6 23/01/2014 2 1 11,02 2,40 3,92 4,65 3,66 6,70 0,09 4,17 5,66 19,00
ETAPA OPERACIÓN MATERIAL A PUNTO PARÁMETROS A
FRECUENCIA MÉTODO
PROCESO UNITARIA CONTROLAR MUESTREO CONTROLAR
Extracto Original
F Extracto Aparente
I
Extracto Real FermentoFlash
L
T Alcohol %v/v
R Filtracion Tanque de Alcohol %p/p
A
Cerveza en TP Cada lote de FT a Filtrar
Cerveza Presion Turbidez Turbidimetro
C
I PH pH-metro
O CO2
N Haffman CO2/O2
O2
Color Espectrofotometro
Tabla 5-5: Frecuencia de análisis de filtración Fuente: Analista Fisicoquímico
Tabla 5-6: Datos de trazabilidad de filtración Fuente: Analista Fisicoquímico
Jose Irving Sauedo Paz Pá gina 51
PRACTICAS INDUSTRIALES
5.4. Envasado y Producto terminado
Para realizar control de calidad de esta área se realizan los siguientes métodos de medición:
ETAPA OPERACIÓN MATERIAL A PUNTO PARÁMETROS A
FRECUENCIA MÉTODO
PROCESO UNITARIA CONTROLAR MUESTREO CONTROLAR
Toma
Llenado de Cada arranque de
Cerveza Muestra en O2 Haffman CO2/O2
Calderin envasado
Linea
O2 Disuelto
Haffman CO2/O2
O2 Total
ENVASADO
Llenado de
Cerveza y Salida CO2 Dterminador de
Botellas o Cada 30 min
Latas Tapa Llenadora Aire en el Cuello Aire en el Cuello
Placa de diferentes
Pasa/No Pasa
Diametros
Salida minimo 3 veces por
Pasteurizacion Cerveza UP Pasteurimetro
Pasteurizador envasado
Codificado Correcto
Salida Etiqueta Centrada y Sin daños
Etiquetado y Etiqueta y
etiquetadora Cada 30 min (Botella) Visual
Codificado Tapa y codificador Collarin Centrado y sin daños
(Botella)
Tabla 5-6:Frecuencia de análisis de envasado Fuente: Analista fisicoquímico
Jose Irving Sauedo Paz Pá gina 52
PRACTICAS INDUSTRIALES
PRODUCTO TERMINADO
Oxigeno
Alcohol
Extracto Extracto Extracto Alcohol Turbide Disuelto Estabilidad
en pH Color Amargo CO2 UP
FECHA DE Original Aparente Real en peso z a 0ºC en Coloidal
volumen
FECHA CODIGO VENCIMIENT LOTE cerveza
O [%p/p] [%p/p] [%p/p] [%v/v] [%p/p] [EBC] [EBC] [BU] [g/L] [ppb] [up] [EBC]
4.0 - 12,5 - 12 -
5,5 - 7,0 5,4 - 5,8 <90
10,8-11,2 1,8-2,3 3,4-3,8 4,7-5,1 3,5 - 4,0 4.3 <=0,7 15,5 25 <=3,5
04-ene-13 P0041517 03-jul-13 72-68-69 11,22 2,25 3,95 4,76 3,74 4,17 0,59 5,53 13,07 5,60 39,5 10,3 2,34
10-ene-13 P0101343 09-jul-13 72 5,62 30,1 10,8 2,3
16-ene-13 P0161546 15-jul-13 74-77 5,60 31 12,3 1,30
17-ene-13 P0171644 16-jul-13 74-77 5,28 51,9 12,3 1,35
18-ene-13 P0181429 17-jul-13 74-77 11,07 2,14 3,82 4,73 3,72 4,28 0,8 5,66 12,28 5,26 57,1 13,00 3,8
21-ene-13 P0211623 20-jul-13 80-81-77 5,3 58,1 15,00 2,12
23-ene-13 P0231609 22-jul-13 80-81-77 5,25 40,6 17,4 1,86
Tabla 5-7: Datos de trazabilidad de producto terminado Fuente: Analista fisicoquímico
Jose Irving Sauedo Paz Pá gina 53
PRACTICAS INDUSTRIALES
6. MANTENIMIENTO
6.1. Mantenimiento correctivo
El mantenimiento es una tarea critica en cualquier planta de producción de Bolivia ya que
por lo general las maquinas que se utilizan para cumplir con la producción ya han
cumplido con sus años de vida. La maquinaria de BBO S.A. planta warnes no es la
excepción ya que se tiene maquinaria que en algunos casos ya tienen mas de 50 años.
Es por tales motivos que los paros por mantenimiento correctivo son muy constantes en la
empresa, las areas criticas de mantimiento de la línea de botellas 620cc son las siguientes:
La despaletizadora
Lavadora de botellas
Etiquetadora
Transportes en general
6.2. Mantenimiento preventivo
El primer paso para continuar con empezar con este proceso es capacitación continua de los
operarios.
Ya se comenzó y se lo hace mensualmente y se lleva control con pequeñas tablas como estas.
Tabla 6-1: tabla de control de capacitación
Jose Irving Sauedo Paz Pá gina 54
PRACTICAS INDUSTRIALES
Fuente: elaboración propia
6.3 Plan de limpieza y lubricación
Tabla 6-2: tabla de limpieza y lubricación
Jose Irving Sauedo Paz Pá gina 55
PRACTICAS INDUSTRIALES
Fuente: elaboración propia
Jose Irving Sauedo Paz Pá gina 56
PRACTICAS INDUSTRIALES
Tabla 6-3: mantenimiento programado
Jose Irving Sauedo Paz Pá gina 57
PRACTICAS INDUSTRIALES
Jose Irving Sauedo Paz Pá gina 58
También podría gustarte
- Proyecto Analisis Calidad EMBOL SA.Documento34 páginasProyecto Analisis Calidad EMBOL SA.CristianAviles60% (5)
- Elaboración de Un Labial OrgánicoDocumento78 páginasElaboración de Un Labial OrgánicoEstela33% (3)
- Historia de Batebol 1Documento28 páginasHistoria de Batebol 1diegoAún no hay calificaciones
- Haccp para HidromielDocumento30 páginasHaccp para HidromielScS Juan0% (1)
- Proyecto Final Tributacion Aplicada 100Documento7 páginasProyecto Final Tributacion Aplicada 100Wilber Aguilera Cabral100% (1)
- Proyecto Choco-Like ProductoDocumento34 páginasProyecto Choco-Like ProductoAlejandro Melgar FloresAún no hay calificaciones
- PerfumeDocumento142 páginasPerfumeAlejandro Gallego100% (5)
- Nacimiento de EMBOL en BoliviaDocumento2 páginasNacimiento de EMBOL en Boliviajoakoangulo12345Aún no hay calificaciones
- Curso Cosmetologia QuimicaDocumento33 páginasCurso Cosmetologia QuimicamaldonadoszoraAún no hay calificaciones
- Estudio de Caso EMBOL S.A.Documento35 páginasEstudio de Caso EMBOL S.A.Guido HerediaAún no hay calificaciones
- Practica EMBOL ULTIMISIMODocumento173 páginasPractica EMBOL ULTIMISIMOAbimael Flores Mollo100% (1)
- Gestión de bodegas en restauración. HOTR0209De EverandGestión de bodegas en restauración. HOTR0209Aún no hay calificaciones
- Sistema de Almacen de La Empresa EMBOL SADocumento37 páginasSistema de Almacen de La Empresa EMBOL SAwalpasopaAún no hay calificaciones
- CoboceDocumento15 páginasCoboceJose Luis Perez CallaoAún no hay calificaciones
- Practico Ii CostosDocumento3 páginasPractico Ii Costosalex vacaAún no hay calificaciones
- UNIVERCIDAD AUTONOMA GABRIEL RENE MORENO 2 (Autoguardado)Documento58 páginasUNIVERCIDAD AUTONOMA GABRIEL RENE MORENO 2 (Autoguardado)Dannae Vaca VargasAún no hay calificaciones
- Informe Final CBN ISO 14001Documento34 páginasInforme Final CBN ISO 14001Camila Argollo Lopez100% (1)
- Cerveza Sin Alcohol Diapositiva FinalDocumento27 páginasCerveza Sin Alcohol Diapositiva FinalAlexander Mamani100% (1)
- Embol S.A Terminos de Referencia-123Documento17 páginasEmbol S.A Terminos de Referencia-123Abigail VeizagaAún no hay calificaciones
- Aguai SADocumento4 páginasAguai SAMiguel Angel LopezAún no hay calificaciones
- FodaDocumento5 páginasFodaErick J. ChoqueAún no hay calificaciones
- Proyecto Final - Estadistica EmpresarialDocumento28 páginasProyecto Final - Estadistica EmpresarialNick EscobarAún no hay calificaciones
- Trabajo de Inv. Cordillera - Mercadotecnea IDocumento11 páginasTrabajo de Inv. Cordillera - Mercadotecnea IAlvaro Sergio GomezAún no hay calificaciones
- Historia de IABSADocumento2 páginasHistoria de IABSAAnonymous H8BzgmGjNAún no hay calificaciones
- Proyecto Empresa Paceña 100Documento31 páginasProyecto Empresa Paceña 100Wilber Aguilera Cabral100% (1)
- Bate BollDocumento23 páginasBate BollMyrtha Fernandez Fonseca100% (1)
- Ingenieria ComercialDocumento1 páginaIngenieria ComercialAna MamaniAún no hay calificaciones
- Comercio Exterior GuabiraDocumento23 páginasComercio Exterior GuabiraMarcoAún no hay calificaciones
- Analisis de Entorno Empresa Pil Andina S.A.Documento6 páginasAnalisis de Entorno Empresa Pil Andina S.A.Arnold Colque100% (1)
- ManacoDocumento22 páginasManacoJOSE LUIS FERNANDEZ LIMAAún no hay calificaciones
- Visita A La Empresa de La Corporacion Industrial SabayaDocumento12 páginasVisita A La Empresa de La Corporacion Industrial SabayaSelena Zepita0% (1)
- Parte 4 GuabiraDocumento64 páginasParte 4 GuabiraAlejandra Mérida LeañosAún no hay calificaciones
- Análisis SofiaDocumento20 páginasAnálisis SofiaRamiro Fernandez Heredia100% (1)
- Proyecto Final Aceites S.ADocumento30 páginasProyecto Final Aceites S.AAlondra VidalAún no hay calificaciones
- La Cervecería Boliviana NacionalDocumento6 páginasLa Cervecería Boliviana NacionalIker BolivarAún no hay calificaciones
- Proyecto UpdsDocumento3 páginasProyecto UpdsEmmanuel Pereira GarciaAún no hay calificaciones
- Título Autor/es Nombres y Apellidos Código de EstudiantesDocumento30 páginasTítulo Autor/es Nombres y Apellidos Código de EstudiantesAPAZA DELGADO CARLA JIMENAAún no hay calificaciones
- Foda MandorlaDocumento1 páginaFoda MandorlaMelAún no hay calificaciones
- Aguai FinalDocumento20 páginasAguai FinalJorge Helbingen67% (3)
- Analisis de Puesto Empresa Lujan S.A: InformeDocumento15 páginasAnalisis de Puesto Empresa Lujan S.A: InformeCristina Huañapaco GutierrezAún no hay calificaciones
- Carlos Caballero (Viviana Chavez)Documento134 páginasCarlos Caballero (Viviana Chavez)Franco Alexander CocaAún no hay calificaciones
- Proy IDocumento108 páginasProy INorma Aguayo VallejosAún no hay calificaciones
- Ricardo Calani-AVANCEDocumento31 páginasRicardo Calani-AVANCERicardo Calani100% (1)
- BAYESDocumento4 páginasBAYESBenjamin Rojas LazcanoAún no hay calificaciones
- Proyecto Ypfb FinalDocumento9 páginasProyecto Ypfb FinalcarlosAún no hay calificaciones
- Proyecto PapelbolDocumento88 páginasProyecto PapelbolJhovana Escobar Choque0% (1)
- Proyecto - Grado Arreglado Mau FinalDocumento126 páginasProyecto - Grado Arreglado Mau FinalCarlos Javier Saravia Tapia100% (1)
- Cadena Productiva Del AzucarDocumento42 páginasCadena Productiva Del Azucarserna9150% (2)
- Primera Presentacion Proyecto FINALDocumento48 páginasPrimera Presentacion Proyecto FINALWilber Aguilera CabralAún no hay calificaciones
- Gustavo Proyecro Upds Apa Perfecto Okkkkk 2021 777°°°Documento93 páginasGustavo Proyecro Upds Apa Perfecto Okkkkk 2021 777°°°Wigermadrid Wiger MadridAún no hay calificaciones
- Aceite SabrosaDocumento10 páginasAceite SabrosaGenesis Noelia Mamani MamaniAún no hay calificaciones
- Clara Bella Proyecto de AgropecuariaDocumento23 páginasClara Bella Proyecto de AgropecuariabrigidaAún no hay calificaciones
- Ejercicios de Microeconomía - Examen FinalDocumento5 páginasEjercicios de Microeconomía - Examen FinalMiguel Angel TosubéAún no hay calificaciones
- Tesis de GradoDocumento74 páginasTesis de GradoMaria GuadalupeAún no hay calificaciones
- FORMULARIOS Contabilidad IDocumento3 páginasFORMULARIOS Contabilidad IMaria Eugenia MamaniAún no hay calificaciones
- Práctico 3Documento9 páginasPráctico 3Moisés DuránAún no hay calificaciones
- Proyecto FormativoDocumento4 páginasProyecto FormativoCh JhersonAún no hay calificaciones
- NB 39005 2002 PDFDocumento5 páginasNB 39005 2002 PDFMariana Pérez FelixAún no hay calificaciones
- Trabajo Practico Procesos IndustrialesDocumento35 páginasTrabajo Practico Procesos IndustrialesPaola HurtadoAún no hay calificaciones
- PROCESO DE FABRICACIÓN Y PRODUCCIÓN DE BEBIDAS CARBONATADAS PresentaciónDocumento11 páginasPROCESO DE FABRICACIÓN Y PRODUCCIÓN DE BEBIDAS CARBONATADAS PresentaciónLIZETH GABRIELA ALVAREZ CUBILLOSAún no hay calificaciones
- VISITA INDUSTRIAL BielaDocumento14 páginasVISITA INDUSTRIAL BielaCindy ValdiviezoAún no hay calificaciones
- Inka Cola 7Documento19 páginasInka Cola 7Jose Bernardo Marcelo VelizAún no hay calificaciones
- Informe Practicas Industriales CU SRL ReviewDocumento115 páginasInforme Practicas Industriales CU SRL Reviewmaribel diaz100% (1)
- 217 IngpanDocumento134 páginas217 IngpanAnonymous lrrwBxUYAún no hay calificaciones
- Activo Fijo y Depreciación FinalDocumento16 páginasActivo Fijo y Depreciación FinalEiner Romario Araoz TiteAún no hay calificaciones
- Activo Fijo y Depreciación FinalDocumento16 páginasActivo Fijo y Depreciación FinalEiner Romario Araoz TiteAún no hay calificaciones
- OmegaDocumento1 páginaOmegastephany pazAún no hay calificaciones
- Proyecto Final Sist de Infor.Documento47 páginasProyecto Final Sist de Infor.stephany pazAún no hay calificaciones
- Proyecto de Grado Aceite de Girasol Comestible AfinadoDocumento42 páginasProyecto de Grado Aceite de Girasol Comestible Afinadostephany pazAún no hay calificaciones
- Pag. 12 Ingresos DiferidosDocumento2 páginasPag. 12 Ingresos Diferidosstephany pazAún no hay calificaciones
- Proyecto FinalDocumento49 páginasProyecto Finalstephany pazAún no hay calificaciones
- Practico Actualización y DepreciaciónDocumento3 páginasPractico Actualización y Depreciaciónstephany pazAún no hay calificaciones
- EM Detergentes Ropa PDFDocumento48 páginasEM Detergentes Ropa PDFMaria Fernanda Caballero RivasAún no hay calificaciones
- Bolivia: Ley Del Medicamento, 17 de Diciembre de 1996: Capítulo I Política Nacional Del MedicamentoDocumento19 páginasBolivia: Ley Del Medicamento, 17 de Diciembre de 1996: Capítulo I Política Nacional Del Medicamentostephany pazAún no hay calificaciones
- Tipo de Cambio Ufv Marzo 2021Documento5 páginasTipo de Cambio Ufv Marzo 2021stephany pazAún no hay calificaciones
- Reglamentos Ley 1333Documento129 páginasReglamentos Ley 1333Diego Rene ClaureAún no hay calificaciones
- Cuestionario 1Documento8 páginasCuestionario 1stephany pazAún no hay calificaciones
- Guia RAIDocumento52 páginasGuia RAIaer OrtizAún no hay calificaciones
- Diapositiva Contabilidad IDocumento30 páginasDiapositiva Contabilidad Istephany pazAún no hay calificaciones
- Bolivia: Ley Del Medicamento, 17 de Diciembre de 1996: Capítulo I Política Nacional Del MedicamentoDocumento19 páginasBolivia: Ley Del Medicamento, 17 de Diciembre de 1996: Capítulo I Política Nacional Del Medicamentostephany pazAún no hay calificaciones
- DOC2018804613Documento6 páginasDOC2018804613stephany pazAún no hay calificaciones
- Catalogo 2016 Final PDFDocumento287 páginasCatalogo 2016 Final PDFDaniela GuardiaAún no hay calificaciones
- TrabajoGrado NDocumento41 páginasTrabajoGrado Nmercedes calderonAún no hay calificaciones
- Cuestionario 1Documento8 páginasCuestionario 1stephany pazAún no hay calificaciones
- Tema 1Documento20 páginasTema 1stephany pazAún no hay calificaciones
- Caso de Elaboracion de Cerveza TerminadoDocumento47 páginasCaso de Elaboracion de Cerveza Terminadostephany pazAún no hay calificaciones
- Plantilla Entidades IFMVDocumento15 páginasPlantilla Entidades IFMVstephany pazAún no hay calificaciones
- La Gobernacin Como Autoridad Ambiental Competente Realiza Control y Vigilancia A Travs de Inspecciones Cumpliendo La Normativa Ambiental VigenteDocumento4 páginasLa Gobernacin Como Autoridad Ambiental Competente Realiza Control y Vigilancia A Travs de Inspecciones Cumpliendo La Normativa Ambiental Vigentestephany pazAún no hay calificaciones
- Empresa Segun Naturalesa AjuridicaDocumento12 páginasEmpresa Segun Naturalesa AjuridicajorgeAún no hay calificaciones
- FACTORESPRESENTESENLAMANIPULACIoNMANUALDECARGAS PDFDocumento13 páginasFACTORESPRESENTESENLAMANIPULACIoNMANUALDECARGAS PDFNatalia Rincon GordilloAún no hay calificaciones
- Lactancia MaternaDocumento25 páginasLactancia MaternaEdison HernandezAún no hay calificaciones
- Diseño de Un Sistema de Trazabilidad Aplicable A Una Cadena de Restaurantes de Comida RápidaDocumento245 páginasDiseño de Un Sistema de Trazabilidad Aplicable A Una Cadena de Restaurantes de Comida RápidaJEIMY SARAI DE LA O RAMIREZAún no hay calificaciones
- RevistaDelConsumidor 560 Octubre 2023Documento92 páginasRevistaDelConsumidor 560 Octubre 2023Porte LokoAún no hay calificaciones
- Ficha de Aprendizaje Artes Visuales Unidad 2Documento8 páginasFicha de Aprendizaje Artes Visuales Unidad 2Yeni GarciaAún no hay calificaciones
- Personal Social 03.10.2023 Ley de La Alimentación SaludableDocumento10 páginasPersonal Social 03.10.2023 Ley de La Alimentación SaludableJORGE BARCENAAún no hay calificaciones
- ZCXZXDocumento2 páginasZCXZXSantiago BernalAún no hay calificaciones
- Carla CalderónDocumento57 páginasCarla CalderónAna Gabriela Miranda RoblesAún no hay calificaciones
- 7.cupisnique TripticoDocumento2 páginas7.cupisnique TripticoVictor Bohorquez FloresAún no hay calificaciones
- Mapa Mental-XochitlDocumento1 páginaMapa Mental-XochitlAnthony GxmAún no hay calificaciones
- Guerra Comercial Entre EEUU Y CHINADocumento9 páginasGuerra Comercial Entre EEUU Y CHINAEmbper KualaAún no hay calificaciones
- Definiciones MixiologiaDocumento5 páginasDefiniciones MixiologiaBernii BermúdezAún no hay calificaciones
- Trabajo Final Formulacion de Proyectos (Yogofruits)Documento36 páginasTrabajo Final Formulacion de Proyectos (Yogofruits)Leslie Caba JimenézAún no hay calificaciones
- Procesos de Transformación de CárnicosDocumento21 páginasProcesos de Transformación de CárnicosKaren SoledadAún no hay calificaciones
- Proyecto Piscicola 1Documento6 páginasProyecto Piscicola 1welner jair mosqueraAún no hay calificaciones
- Las Proteínas Musculares o Contráctiles de La Carne Son Compuestos Altamente Cargados Eléctricamente Que Atraen y Mantienen en Su Superficie Moléculas de AguaDocumento2 páginasLas Proteínas Musculares o Contráctiles de La Carne Son Compuestos Altamente Cargados Eléctricamente Que Atraen y Mantienen en Su Superficie Moléculas de AguaKAREN MILENA MACIAS RIVASAún no hay calificaciones
- CE-IN-F005 - Control de Limpieza y Desinfeccion de Areas Alimentos y Bebidas V2Documento1 páginaCE-IN-F005 - Control de Limpieza y Desinfeccion de Areas Alimentos y Bebidas V2claudia ramirezAún no hay calificaciones
- Campo de Acció1uDocumento28 páginasCampo de Acció1uAlejandra AcurioAún no hay calificaciones
- ECR Soja 21 22 CREA CORDocumento56 páginasECR Soja 21 22 CREA CORJosé LuisAún no hay calificaciones
- PDM 2020 PlayonDocumento194 páginasPDM 2020 PlayonHugoAún no hay calificaciones
- CUENTO El Peluquero Que Después Fue PanaderoDocumento12 páginasCUENTO El Peluquero Que Después Fue PanaderoarisagandelaAún no hay calificaciones
- 8 Plan de Viandas Bon AppetitDocumento11 páginas8 Plan de Viandas Bon AppetitDyvalen TvAún no hay calificaciones
- 10 - Matemáticas - III Corte - III PeriodoDocumento3 páginas10 - Matemáticas - III Corte - III PeriodoJORGE ELIECER BUSTOS POLOAún no hay calificaciones
- Elaboración de Alimento Balanceado para Ganado Vacuno A Partir de Residuos de La Industria CitrícolaDocumento83 páginasElaboración de Alimento Balanceado para Ganado Vacuno A Partir de Residuos de La Industria CitrícolaEzequiel BazanAún no hay calificaciones
- Plandenegocios ProduccióncompletoDocumento67 páginasPlandenegocios Produccióncompletobrenda yessenia caudillo hernandezAún no hay calificaciones
- Comida Típica WayuuDocumento9 páginasComida Típica WayuuRamí Epi MoAún no hay calificaciones
- Copia de Taller Herramientas EstadísticasDocumento7 páginasCopia de Taller Herramientas EstadísticasHarold Isai Silvestre GómezAún no hay calificaciones
- SensesDocumento4 páginasSensescurefoxAún no hay calificaciones
- Ejer Cici OsDocumento1 páginaEjer Cici OsTaVo MirandaAún no hay calificaciones
- Alcohol IndustrialDocumento4 páginasAlcohol Industrialdayana maria acevedo friasAún no hay calificaciones