También podría gustarte
- 1.1 Agentes Dentro de Los Sistemas ProductivosDocumento29 páginas1.1 Agentes Dentro de Los Sistemas ProductivosJosue NajarroAún no hay calificaciones
- Infografia Diversidad de Equipos Existentes en El MercadoDocumento1 páginaInfografia Diversidad de Equipos Existentes en El MercadoJULIANA CORONA RIOS DENISSEAún no hay calificaciones
- Ix. Estimación y PlaneacionDocumento5 páginasIx. Estimación y Planeacionvictorgarza63100% (1)
- Mètodo de Guerchet para Superficies Parciales de Una Planta ProductivaDocumento9 páginasMètodo de Guerchet para Superficies Parciales de Una Planta ProductivaMery RHdezAún no hay calificaciones
- Caso Practico DurazDocumento1 páginaCaso Practico DurazVictorOrtuñoTolibiaAún no hay calificaciones
- Diagrama Relacional de Actividades 1Documento2 páginasDiagrama Relacional de Actividades 1christian muñoz restrepoAún no hay calificaciones
- Mapeo Del ValorDocumento46 páginasMapeo Del ValorHector AyalaAún no hay calificaciones
- EVALUACION Anijovich R. y Cappelletti G. 2017 Cap. 1Documento20 páginasEVALUACION Anijovich R. y Cappelletti G. 2017 Cap. 1Patricia Zdravcoff80% (5)
- Distribucion de PlantaDocumento13 páginasDistribucion de PlantaFerchoou GuevaraAún no hay calificaciones
- Teoría de Diseño Conceptual de PlantaDocumento33 páginasTeoría de Diseño Conceptual de Plantav mAún no hay calificaciones
- Programacion A Corto PlazoDocumento10 páginasProgramacion A Corto PlazoIsaac MejíaAún no hay calificaciones
- Administración de La CapacidadDocumento4 páginasAdministración de La CapacidadJesy GarciaAún no hay calificaciones
- FERROCRRILESDocumento6 páginasFERROCRRILESDIANA GUADALUPE ZAPOT CASANOVAAún no hay calificaciones
- Cuestionario de Formulacion MaguiDocumento20 páginasCuestionario de Formulacion MaguiMargarita BarrientosAún no hay calificaciones
- Proyecto Entregable No. 1Documento6 páginasProyecto Entregable No. 1Tony BautistaAún no hay calificaciones
- 2014 Optimización Multiobjetivo Del Problema de Distribución de Planta - Un Nuevo Modelo MatemáticoDocumento12 páginas2014 Optimización Multiobjetivo Del Problema de Distribución de Planta - Un Nuevo Modelo MatemáticoAlfredoDanielMorenoArteagaAún no hay calificaciones
- Cuadro Comparativo de Las 7 FilosofíasDocumento4 páginasCuadro Comparativo de Las 7 FilosofíasCarmen ChanAún no hay calificaciones
- Unidad III - Fundamentos de Ingeniería EconómicaDocumento26 páginasUnidad III - Fundamentos de Ingeniería EconómicaArturo DzulAún no hay calificaciones
- Localización de PlantaDocumento37 páginasLocalización de PlantaAngie Katherine Rodriguez RoderoAún no hay calificaciones
- Investigación Unidad 2Documento24 páginasInvestigación Unidad 2Diana JiménezAún no hay calificaciones
- Completa Memoria de Titulacion PDFDocumento46 páginasCompleta Memoria de Titulacion PDFMartin SalinasAún no hay calificaciones
- Analisis de La Empresa SabritasDocumento5 páginasAnalisis de La Empresa SabritasMía AngelineAún no hay calificaciones
- Productividad y Reduccion de CostosDocumento34 páginasProductividad y Reduccion de CostosEdgar PerezAún no hay calificaciones
- Descripcion de PuestosDocumento20 páginasDescripcion de PuestosWalter OrdoñezAún no hay calificaciones
- Distribucion en PlantaDocumento40 páginasDistribucion en PlantaHeitzel Monroy100% (1)
- Tarea 2 C1Documento4 páginasTarea 2 C1MARIA MAGDALENA MUNGUIA MARTINEZAún no hay calificaciones
- Mejora de La Calidad de Los ServiciosDocumento16 páginasMejora de La Calidad de Los ServiciosLiliana Antaño AguliarAún no hay calificaciones
- Distribucion Por Procesos - Caso de AplicaciónDocumento9 páginasDistribucion Por Procesos - Caso de AplicaciónDaniel FloresAún no hay calificaciones
- Mercado ObjetivoDocumento4 páginasMercado ObjetivoAndres GonzalezAún no hay calificaciones
- Cuestionario 2 Parte.Documento23 páginasCuestionario 2 Parte.Dilan Cesar Moya Urey0% (1)
- Caso 1Documento5 páginasCaso 1Yassif Canche100% (1)
- MUESTREODocumento35 páginasMUESTREOPaz Linaldi DelfinAún no hay calificaciones
- Practica 1 - Eq5 - 9I1Documento6 páginasPractica 1 - Eq5 - 9I1Alejandra BereniceAún no hay calificaciones
- Unidad II Planeamiento y Organización de Operaciones 2Documento66 páginasUnidad II Planeamiento y Organización de Operaciones 2Giancarlo ColomaAún no hay calificaciones
- Areas de Planta TextilDocumento7 páginasAreas de Planta TextilEdilberto LujanAún no hay calificaciones
- Sistemas Integrados de ManufacturaDocumento8 páginasSistemas Integrados de ManufacturazoecarcamoAún no hay calificaciones
- 1.5 Tipos de Empresas Donde Se Requiere Del Conocimiento y Manejo de Software de Diseño 2d y 3dDocumento16 páginas1.5 Tipos de Empresas Donde Se Requiere Del Conocimiento y Manejo de Software de Diseño 2d y 3dԼեյդի ՄարտինեսAún no hay calificaciones
- Las 10 Decisiones Principales de La Administración de OperacionesDocumento5 páginasLas 10 Decisiones Principales de La Administración de Operacionesdequer urday apazaAún no hay calificaciones
- 102B-Diseño de PlantasDocumento6 páginas102B-Diseño de PlantasAngela VilaAún no hay calificaciones
- Las 14 Maneras de MejoramientoDocumento7 páginasLas 14 Maneras de MejoramientoTorres Galvis100% (1)
- Diseño y Desarrollo Del Proceso PDFDocumento45 páginasDiseño y Desarrollo Del Proceso PDFcampirignaAún no hay calificaciones
- Gestión de Residuos Sólidos Urbanos en Oaxaca, México, Desde El Enfoque SistemáticoDocumento24 páginasGestión de Residuos Sólidos Urbanos en Oaxaca, México, Desde El Enfoque Sistemáticoenoc briceño valverdeAún no hay calificaciones
- HistogramaDocumento4 páginasHistogramaaux comercial Johana DeavilaAún no hay calificaciones
- Integración Del Costo o CosteDocumento8 páginasIntegración Del Costo o CosteDaniel Becerra100% (1)
- Proyecto de Plantas Textil MonicaDocumento67 páginasProyecto de Plantas Textil MonicaELCYBERNAVEGANTE100% (2)
- Tema03 MRPDocumento16 páginasTema03 MRPTeresaAún no hay calificaciones
- Distribución en PlantaDocumento28 páginasDistribución en PlantaMarc GalofreAún no hay calificaciones
- Actividad 7Documento8 páginasActividad 7Alejandra HinojosAún no hay calificaciones
- Tesis - Propuesta de Redistribución de Planta para Mejorar La Productividad de La Constructura Galilea SAC PimentelDocumento127 páginasTesis - Propuesta de Redistribución de Planta para Mejorar La Productividad de La Constructura Galilea SAC Pimentelmelany everett romero uretaAún no hay calificaciones
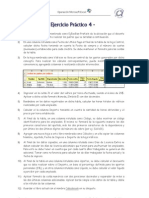
- Ex Bas Pra 4Documento1 páginaEx Bas Pra 4Sinhue LeónAún no hay calificaciones
- Compare Una Organización Por Funciones Con Una Organización Por ProcesosDocumento1 páginaCompare Una Organización Por Funciones Con Una Organización Por ProcesosRosely Gormas ValderramaAún no hay calificaciones
- Sánchez.a VSMDocumento6 páginasSánchez.a VSMTodo FreeAún no hay calificaciones
- 3.4 Layout (Plan de Mejoramiento)Documento4 páginas3.4 Layout (Plan de Mejoramiento)kevin6778Aún no hay calificaciones
- Guia 7 Errores de CerrajerosDocumento37 páginasGuia 7 Errores de CerrajerosFelipe FarfanAún no hay calificaciones
- Funciones de Un Sistema CadDocumento15 páginasFunciones de Un Sistema CadSandy Jimenez100% (1)
- Actividad 1 InvestiDocumento16 páginasActividad 1 InvestiMartín de Jesús Antemate DomínguezAún no hay calificaciones
- Premio Deming CompletoDocumento13 páginasPremio Deming Completoblanca100% (1)
- KUBIEC InventariosDocumento10 páginasKUBIEC InventariosJorge Luis Hidalgo RuizAún no hay calificaciones
- Investigacion Unidad 3Documento9 páginasInvestigacion Unidad 3Jose Guadalupe Perez PalacioAún no hay calificaciones
- InvestigacionDocumento5 páginasInvestigacionLeodan Narciso OronzorAún no hay calificaciones
- 3.1 Determinación Del Tamaño Una InstalaciónDocumento5 páginas3.1 Determinación Del Tamaño Una Instalaciónernesto perez hernandezAún no hay calificaciones
- Preparacion AcademicaDocumento17 páginasPreparacion AcademicaRicardo Johan Gamboa PalominoAún no hay calificaciones
- Estrategias de ProductoDocumento9 páginasEstrategias de ProductoRicardo Johan Gamboa PalominoAún no hay calificaciones
- Perfil de Ingeniero Industrial, Qué Buscan Las EmpresasDocumento4 páginasPerfil de Ingeniero Industrial, Qué Buscan Las EmpresasRicardo Johan Gamboa PalominoAún no hay calificaciones
- Investigación Documental de Los Conceptos, Los Antecedentes Históricos y Los Factores Que Afectan A La Productividad en Una OrganizaciónDocumento6 páginasInvestigación Documental de Los Conceptos, Los Antecedentes Históricos y Los Factores Que Afectan A La Productividad en Una OrganizaciónRicardo Johan Gamboa PalominoAún no hay calificaciones
- Proyecto IntegradorDocumento4 páginasProyecto IntegradorRicardo Johan Gamboa PalominoAún no hay calificaciones
- Compromiso de Factibilidad Del EquipoDocumento1 páginaCompromiso de Factibilidad Del EquipoRicardo Johan Gamboa Palomino100% (1)
- Hoja de Instrucción de InspecciónDocumento2 páginasHoja de Instrucción de InspecciónRicardo Johan Gamboa PalominoAún no hay calificaciones
- Unidad 4 Premios de La CalidadDocumento25 páginasUnidad 4 Premios de La CalidadRicardo Johan Gamboa PalominoAún no hay calificaciones
- AMEF de ProcesoDocumento4 páginasAMEF de ProcesoRicardo Johan Gamboa PalominoAún no hay calificaciones
- Optimización Del Proceso LogísticoDocumento35 páginasOptimización Del Proceso LogísticoRicardo Johan Gamboa PalominoAún no hay calificaciones
- Costos en La Fabricación Del ChocolateDocumento7 páginasCostos en La Fabricación Del ChocolateRicardo Johan Gamboa PalominoAún no hay calificaciones
- Práctica #3 - Representaciones Gráficas (Versión Beta)Documento15 páginasPráctica #3 - Representaciones Gráficas (Versión Beta)Robert CordovaAún no hay calificaciones
- GravimetriaDocumento10 páginasGravimetriaGabriela ZelayaAún no hay calificaciones
- Trabajo Colaborativo Politecnico GrancolombianoDocumento9 páginasTrabajo Colaborativo Politecnico GrancolombianoSergio Oviedo CastroAún no hay calificaciones
- Informe ReynoldsDocumento11 páginasInforme ReynoldsricardoAún no hay calificaciones
- Informe N°1 - TracciónDocumento15 páginasInforme N°1 - TracciónBrandon Rengifo ReynagaAún no hay calificaciones
- AMORTIZACIONDocumento7 páginasAMORTIZACIONnellyAún no hay calificaciones
- Quimica TAREADocumento14 páginasQuimica TAREAPablo Martin CadenaAún no hay calificaciones
- Tarea Estadistica II Parcial CompressDocumento39 páginasTarea Estadistica II Parcial CompressOmar SosaAún no hay calificaciones
- Clasificacion de Instrumentos y Aparatos de Medicion en Metrologia Dimencional Definiciones e ImagenesDocumento11 páginasClasificacion de Instrumentos y Aparatos de Medicion en Metrologia Dimencional Definiciones e ImagenesMrFloresFerrer2Aún no hay calificaciones
- Roger Metzger PDFDocumento12 páginasRoger Metzger PDFMaritza L M CapristanoAún no hay calificaciones
- CatalogoDocumento184 páginasCatalogoLiliana Pérez SantiagoAún no hay calificaciones
- Divisibilidad IDocumento5 páginasDivisibilidad ISaul ChirinosAún no hay calificaciones
- 2010 Matematicas 02 13Documento42 páginas2010 Matematicas 02 13kudasai_sugoi100% (1)
- Lib Roan Ore Xi ADocumento145 páginasLib Roan Ore Xi AAilinyeeAún no hay calificaciones
- Integral Definida Calculo Areas MpuDocumento14 páginasIntegral Definida Calculo Areas Mpu100429462Aún no hay calificaciones
- Sistemas DiaposDocumento14 páginasSistemas DiaposFiorella Alvarado FarroAún no hay calificaciones
- ACOTACIÓNDocumento27 páginasACOTACIÓNJaviAún no hay calificaciones
- Tecnológico Nacional de México Campus Culiacán: Tarea #4 CRC Modulación de Redundancia CíclicaDocumento4 páginasTecnológico Nacional de México Campus Culiacán: Tarea #4 CRC Modulación de Redundancia CíclicaEduAún no hay calificaciones
- AsdqDocumento5 páginasAsdqShootdieselAún no hay calificaciones
- Secuencia Didáctica # 2 Taller No. 03 - Ética Y Valores: ¿Puedo Aprender de La Crítica?Documento2 páginasSecuencia Didáctica # 2 Taller No. 03 - Ética Y Valores: ¿Puedo Aprender de La Crítica?Albert AcostaAún no hay calificaciones
- Sesion Puzle Not - Cientifca.mtrecrt.1junioDocumento10 páginasSesion Puzle Not - Cientifca.mtrecrt.1junioBiblioteca de GoogleAún no hay calificaciones
- Conceptos FundamentalesDocumento29 páginasConceptos FundamentalesSteven GuallichicoAún no hay calificaciones
- Problemas AritméticaDocumento2 páginasProblemas AritméticaJosefa MartínezAún no hay calificaciones
- Cabellos Ana-Arquitectura InformalDocumento23 páginasCabellos Ana-Arquitectura InformalsusietrushAún no hay calificaciones
- Quine Relatividad Ontologica PDFDocumento16 páginasQuine Relatividad Ontologica PDFisoner33% (3)
- ESTADISTICADocumento4 páginasESTADISTICALuis Enrique Calero AncheliaAún no hay calificaciones
- 3.algebra - Sem R1 - TareaDocumento3 páginas3.algebra - Sem R1 - TareaNoemi MendozaAún no hay calificaciones