También podría gustarte
- Practica Torno KNCDocumento7 páginasPractica Torno KNCdeyvid sanchezAún no hay calificaciones
- Practica CNC FresadoraDocumento10 páginasPractica CNC FresadoraTony MunsterAún no hay calificaciones
- Programación Torno CNCDocumento9 páginasProgramación Torno CNCPatricioAún no hay calificaciones
- Rubrica 3Documento41 páginasRubrica 3Pablo Aguilar MartinezAún no hay calificaciones
- Laboratorio 2Documento13 páginasLaboratorio 2ZabdielAún no hay calificaciones
- PracticasDeTorno LabCNC512Documento24 páginasPracticasDeTorno LabCNC512mtyggarzaAún no hay calificaciones
- CNC Manual G&M (3640)Documento16 páginasCNC Manual G&M (3640)Charly JimenezAún no hay calificaciones
- Ciclos Fijos de MecanizadoDocumento11 páginasCiclos Fijos de MecanizadoCristian Rodriguez100% (1)
- Informe Procesos Llave FijaDocumento7 páginasInforme Procesos Llave FijaLina Maria Reyes GonzalesAún no hay calificaciones
- Practica 7Documento14 páginasPractica 7Jairo M. CovarrubiasAún no hay calificaciones
- Reporte PirinolaDocumento20 páginasReporte PirinolaJairo AvilésAún no hay calificaciones
- Tutorial de Uso de Torno CNC Básico 2.Documento12 páginasTutorial de Uso de Torno CNC Básico 2.Adrian DonateAún no hay calificaciones
- Manual de Practicas Win UnisoftDocumento12 páginasManual de Practicas Win UnisoftAlexisAún no hay calificaciones
- Universidad Autónoma de Nuevo León: Facultad de Ingeniería Mecánica y EléctricaDocumento27 páginasUniversidad Autónoma de Nuevo León: Facultad de Ingeniería Mecánica y EléctricamarcosAún no hay calificaciones
- CNC Presentación FinalDocumento40 páginasCNC Presentación Finaldem priceAún no hay calificaciones
- Proceso de Manufactura FRESADORA CNCDocumento4 páginasProceso de Manufactura FRESADORA CNCSebastian Mendoza BrievaAún no hay calificaciones
- 4 Practicas Usando El Simulador Swansoft CNCDocumento6 páginas4 Practicas Usando El Simulador Swansoft CNCOsielAún no hay calificaciones
- Lab2 CNC VictorDocumento9 páginasLab2 CNC VictorgermanAún no hay calificaciones
- Manual Operaciones FresaCNC Capetanopulos GyorgoDocumento13 páginasManual Operaciones FresaCNC Capetanopulos GyorgoGyorgo N. Capetanopulos M.Aún no hay calificaciones
- P4 Lab CNCDocumento10 páginasP4 Lab CNCgabo sAún no hay calificaciones
- Tarea 5Documento8 páginasTarea 5princesoquinnAún no hay calificaciones
- Practica CNC SimuladorDocumento6 páginasPractica CNC SimuladorAntonio Palomares DiazAún no hay calificaciones
- Reporte PiezaDocumento5 páginasReporte PiezaRuben GarciaAún no hay calificaciones
- 3-11-2022-Programación TornoDocumento11 páginas3-11-2022-Programación TornoJOSE DAVID DIAZ SANCHEZAún no hay calificaciones
- Informe de CNCDocumento8 páginasInforme de CNCFrank AmayaAún no hay calificaciones
- Programación Ciclo de RoscadoDocumento23 páginasProgramación Ciclo de Roscadocristhian67% (3)
- Practica 3Documento8 páginasPractica 3Angel FCAún no hay calificaciones
- DEBER DE PROCESOS DE MECANIZACION Lenin AndradeDocumento7 páginasDEBER DE PROCESOS DE MECANIZACION Lenin AndradeZero PhoneAún no hay calificaciones
- Prácticas 1-8 Fresadora - Lab. Máquinas CNCDocumento18 páginasPrácticas 1-8 Fresadora - Lab. Máquinas CNCDavid UrestiAún no hay calificaciones
- Examen 2 CAMDocumento12 páginasExamen 2 CAMSalvador BortoliniAún no hay calificaciones
- Codigo G y Simulacion de Pieza ManufacturaDocumento16 páginasCodigo G y Simulacion de Pieza ManufacturaSamuel mejia razoAún no hay calificaciones
- Trabajo Lab Torno CNCDocumento12 páginasTrabajo Lab Torno CNCMarvi Polo MuchaAún no hay calificaciones
- LAESESOTAESPEJEADA FazOrnelasAlejandroMaximilianoDocumento12 páginasLAESESOTAESPEJEADA FazOrnelasAlejandroMaximilianoTelem TieoeAún no hay calificaciones
- Informe CNC FinalDocumento7 páginasInforme CNC FinalluisAún no hay calificaciones
- CNC Informe2Documento6 páginasCNC Informe2Marco Antonio Poblete RiverosAún no hay calificaciones
- Practica Torno KNCDocumento12 páginasPractica Torno KNCAlex JavierAún no hay calificaciones
- Control Numerico Programa 3Documento9 páginasControl Numerico Programa 3Juan Carlos Mendoza GalindezAún no hay calificaciones
- Ejercicios de FresadoDocumento17 páginasEjercicios de FresadoGiovanniAún no hay calificaciones
- CNC FINAL Los FracasadosDocumento30 páginasCNC FINAL Los Fracasadosdem priceAún no hay calificaciones
- M.avanzada Practica Torno y FresadoDocumento34 páginasM.avanzada Practica Torno y FresadoDAVID BARRAGAN AZUETA100% (7)
- Pia CNC 1Documento15 páginasPia CNC 1Javier RodriguezAún no hay calificaciones
- Reporte U3 C18261177Documento23 páginasReporte U3 C18261177Jorge HdzAún no hay calificaciones
- Proyecto FinalDocumento25 páginasProyecto FinalcesarAún no hay calificaciones
- Cono MorseDocumento9 páginasCono MorseNicolas MayorcaAún no hay calificaciones
- EngraneDocumento8 páginasEngraneMat angelAún no hay calificaciones
- Proyecto EcheverriaDocumento18 páginasProyecto EcheverriaMiguel CujiAún no hay calificaciones
- Tutorial Al CNCDocumento12 páginasTutorial Al CNCAdrian DonateAún no hay calificaciones
- Informe Cad Cam 1Documento13 páginasInforme Cad Cam 1Juan PerezAún no hay calificaciones
- Practica 8Documento12 páginasPractica 8AlvarOhRISESAún no hay calificaciones
- Programación de Máquinas de CNC Con Códigos G&M - TecnoEduDocumento17 páginasProgramación de Máquinas de CNC Con Códigos G&M - TecnoEduHector HectorAún no hay calificaciones
- Pasos para La Preparación de Una Maquina CNCDocumento25 páginasPasos para La Preparación de Una Maquina CNCJavier G Rojas100% (8)
- Parcial ProcesosDocumento8 páginasParcial ProcesosSergio Alejandro Cifuentes LisarazoAún no hay calificaciones
- Actividad 8 Parte 3Documento9 páginasActividad 8 Parte 3LUIS JAVIER SOTO PLASCENCIAAún no hay calificaciones
- Practica 4 10.06.22Documento11 páginasPractica 4 10.06.22Markovic Ávila MartínezAún no hay calificaciones
- Descripción de Los Comandos Software Cncezpro: Laboratorio de Máquinas de CNCDocumento30 páginasDescripción de Los Comandos Software Cncezpro: Laboratorio de Máquinas de CNCAlexis EspinosaAún no hay calificaciones
- P3 Lab CNCDocumento9 páginasP3 Lab CNCgabo sAún no hay calificaciones
- 1 CNCDocumento165 páginas1 CNCGabrielAún no hay calificaciones
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109De EverandCálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109Aún no hay calificaciones
- Operaciones de mecanizado por medios automáticos. FMEE0208De EverandOperaciones de mecanizado por medios automáticos. FMEE0208Aún no hay calificaciones
- Proyecto Final - Oscar ZambranoDocumento29 páginasProyecto Final - Oscar ZambranoOscar Zambrano CajasAún no hay calificaciones
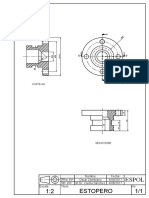
- Estopero Oscar-ModeloDocumento1 páginaEstopero Oscar-ModeloOscar Zambrano CajasAún no hay calificaciones
- Examen Segundo Parcial Oscar Zambrano SESDocumento3 páginasExamen Segundo Parcial Oscar Zambrano SESOscar Zambrano CajasAún no hay calificaciones
- PROCESOS DEBER#2 OscarDocumento5 páginasPROCESOS DEBER#2 OscarOscar Zambrano CajasAún no hay calificaciones
- Modelo de Corte OscarDocumento2 páginasModelo de Corte OscarOscar Zambrano CajasAún no hay calificaciones
- Tarea 2 ProcesosDocumento9 páginasTarea 2 ProcesosOscar Zambrano CajasAún no hay calificaciones
- Tarea 7 EmprendimientoDocumento1 páginaTarea 7 EmprendimientoOscar Zambrano CajasAún no hay calificaciones
- Dpaz 03. Máquinas Herramientas-TallDocumento9 páginasDpaz 03. Máquinas Herramientas-Tallricardo rodriguezAún no hay calificaciones
- PI - Fresadora - OperacionP2 - Hernández Guerrero Edward OrlandoDocumento5 páginasPI - Fresadora - OperacionP2 - Hernández Guerrero Edward OrlandoEdwardAún no hay calificaciones
- 7 A Indu RCM FresadoraDocumento11 páginas7 A Indu RCM FresadoraMarcelo Lomas100% (1)
- Guia Metodologica GrupalDocumento71 páginasGuia Metodologica GrupalANGELICA MONSERRATH SHULCA RAZO100% (1)
- Generalidades Cad CamDocumento25 páginasGeneralidades Cad Camwilson CAún no hay calificaciones
- Cuadernillo Procesos 3.2 y 3.3Documento6 páginasCuadernillo Procesos 3.2 y 3.3isael sanchez garciaAún no hay calificaciones
- Rehabilitación de Pavimentos RígidosDocumento6 páginasRehabilitación de Pavimentos RígidosCarolis JaenAún no hay calificaciones
- MANUAL DE VENTAS - para CombinarDocumento21 páginasMANUAL DE VENTAS - para CombinarDaniel Garcia100% (1)
- Presentacion Riesgo Mecanico Cuidado ManosDocumento18 páginasPresentacion Riesgo Mecanico Cuidado ManosNicol Ospino GuzmanAún no hay calificaciones
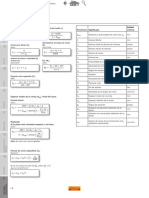
- 3 - Formulario CNC1Documento2 páginas3 - Formulario CNC1Denis ArmasAún no hay calificaciones
- CodigosDocumento57 páginasCodigosJose De SantiagoAún no hay calificaciones
- Resumen La MetaDocumento14 páginasResumen La MetamiltonAún no hay calificaciones
- HM ProblemasDocumento8 páginasHM ProblemasSOFIA GEORGETTE AMAYA CACEDAAún no hay calificaciones
- Calculo de Problema de Vida Util de La Herramienta CortanteDocumento15 páginasCalculo de Problema de Vida Util de La Herramienta Cortantemarco antonioAún no hay calificaciones
- Aperos Auto Accionados ExposicionDocumento8 páginasAperos Auto Accionados ExposicionJesus tobonAún no hay calificaciones
- Hoja de Procesos 1Documento6 páginasHoja de Procesos 1Walter David Quiñonez100% (1)
- Herramientas Manuales y ElectricasDocumento2 páginasHerramientas Manuales y ElectricasMiller Alvarado CarretoAún no hay calificaciones
- Diseño de Caja ReductoraDocumento35 páginasDiseño de Caja Reductorajavier borjaAún no hay calificaciones
- Calculo de Tiempos de MaquinadoDocumento85 páginasCalculo de Tiempos de MaquinadoJoel QuispeAún no hay calificaciones
- Informe 4Documento11 páginasInforme 4Carlos SanteAún no hay calificaciones
- FresadoraDocumento12 páginasFresadoramadarazxxAún no hay calificaciones
- T 08 Bloque Ranurado Fresadora IDocumento16 páginasT 08 Bloque Ranurado Fresadora IGladys Rodriguez0% (1)
- ENGRANAJESDocumento190 páginasENGRANAJESJoanSebastianAún no hay calificaciones
- Introducción Al Control Numérico ComputarizadoDocumento47 páginasIntroducción Al Control Numérico ComputarizadohugosaldanoAún no hay calificaciones
- Norma 8580Documento5 páginasNorma 8580Erik ProaAún no hay calificaciones
- Todo Procesos 2Documento493 páginasTodo Procesos 2MINDEL MINDELAún no hay calificaciones
- Carpinteria de Madera - PuertaDocumento9 páginasCarpinteria de Madera - PuertaLuis Acosta Davila100% (1)
- LIBRO PF Tema 4Documento92 páginasLIBRO PF Tema 4Moises Martinez EscribaAún no hay calificaciones
- DocumentoDocumento23 páginasDocumentoVictor Cervantes NavaAún no hay calificaciones
- Emit Emit-218 FormatoalumnotrabajofinalDocumento11 páginasEmit Emit-218 FormatoalumnotrabajofinalKeren Chapoñan FloresAún no hay calificaciones