También podría gustarte
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Soldadura por resistenciaDocumento6 páginasSoldadura por resistenciaEdwin EspinoAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones
- Soldadura RSWDocumento9 páginasSoldadura RSWEDISON CRUZAún no hay calificaciones
- Soldadura Por Resistencia RW)Documento18 páginasSoldadura Por Resistencia RW)Alonso LaraAún no hay calificaciones
- Soldadura Por ResistenciaDocumento29 páginasSoldadura Por ResistenciaAXEL ESTEVA VASQUEZAún no hay calificaciones
- Tipos de Soldadura ElectricaDocumento18 páginasTipos de Soldadura ElectricaCitlaly DuranAún no hay calificaciones
- Soldadura Por Resistencia Electrica Por PuntosDocumento27 páginasSoldadura Por Resistencia Electrica Por Puntoshuayhuas_170% (1)
- Soldadura por resistencia de puntos (RSWDocumento5 páginasSoldadura por resistencia de puntos (RSWWaniel CalvacheAún no hay calificaciones
- Tipos de SoldaduraDocumento7 páginasTipos de Soldadurajavier macarenoAún no hay calificaciones
- Soldadura Por Resistencia Electrica Por PuntosDocumento26 páginasSoldadura Por Resistencia Electrica Por PuntosMateo Huayhuas TaipeAún no hay calificaciones
- Soldadura RSWDocumento8 páginasSoldadura RSWAdamAún no hay calificaciones
- Soldadura Por ElecropuntoDocumento7 páginasSoldadura Por ElecropuntoyuriannyAún no hay calificaciones
- Informe 002-Soldadura Por ResistenciaDocumento6 páginasInforme 002-Soldadura Por ResistenciaManuelGuevaraAún no hay calificaciones
- PRACTICA N 4 Soldadura Arco ElectricoDocumento7 páginasPRACTICA N 4 Soldadura Arco ElectricoFranklinAún no hay calificaciones
- Tema 6. Soldadura en CarroceriaDocumento90 páginasTema 6. Soldadura en Carroceriajosevicent1962Aún no hay calificaciones
- Soldadura RSW: Proceso, factores y aplicacionesDocumento7 páginasSoldadura RSW: Proceso, factores y aplicacionesISAI KEOMA CHIRINOS DIAZAún no hay calificaciones
- Soldadura Por Resistencia 2Documento18 páginasSoldadura Por Resistencia 2Ortiz DanielaAún no hay calificaciones
- Informe SoldaduraDocumento7 páginasInforme SoldaduraAURORAAún no hay calificaciones
- Tornillos de Alta Resistencia y SoldaduraDocumento8 páginasTornillos de Alta Resistencia y SoldaduraAni RiveroAún no hay calificaciones
- Laboratorio 3 ConsultaDocumento7 páginasLaboratorio 3 ConsultaNATHALIA VANESA BELALCAZAR CAICEDOAún no hay calificaciones
- Expo Soldadura de Estado SolidoDocumento32 páginasExpo Soldadura de Estado SolidoVis Quehuarucho100% (1)
- Procesos de SoldaduraDocumento10 páginasProcesos de SoldadurajoseantonioaarAún no hay calificaciones
- Marco Teorico MigDocumento7 páginasMarco Teorico Migms 5AAún no hay calificaciones
- Proceso SMAW: Guía completa sobre soldadura con electrodo revestidoDocumento30 páginasProceso SMAW: Guía completa sobre soldadura con electrodo revestidoGian Carlos ApolinarioAún no hay calificaciones
- Procesos de soldadura más utilizados en la industriaDocumento3 páginasProcesos de soldadura más utilizados en la industriaJUAN CAMILO BELEÑO CASAS ESTUDIANTE ACTIVOAún no hay calificaciones
- LabDocumento19 páginasLabDilson BenitezAún no hay calificaciones
- Soldadura por Resistencia: Procesos y AplicacionesDocumento58 páginasSoldadura por Resistencia: Procesos y AplicacionesjemmyjimenezAún no hay calificaciones
- Informe de Soldador de PuntosDocumento7 páginasInforme de Soldador de PuntosLedezma C JoelAún no hay calificaciones
- Taller InvestigativoDocumento10 páginasTaller InvestigativoJulio MercadoAún no hay calificaciones
- Parametrizacion de Soldadura BnoDocumento9 páginasParametrizacion de Soldadura BnoEder Aleixo Lamadrid HerreraAún no hay calificaciones
- Metalisteria 1Documento18 páginasMetalisteria 1JUAN ESTEBAN RIOSAún no hay calificaciones
- Proceso RSW: Soldadura IDocumento10 páginasProceso RSW: Soldadura IcarloscanacuanAún no hay calificaciones
- Soldadura Por ResistenciaDocumento7 páginasSoldadura Por ResistenciarobertAún no hay calificaciones
- Soldadura por electroescoria: proceso y aplicacionesDocumento20 páginasSoldadura por electroescoria: proceso y aplicacionesJhan LaraAún no hay calificaciones
- Soldadura MIG: Características y ParámetrosDocumento11 páginasSoldadura MIG: Características y ParámetrosJuan Carlos JácomeAún no hay calificaciones
- Soldadura MIGDocumento8 páginasSoldadura MIGJose Luis Tapia BedregalAún no hay calificaciones
- Introducción a la soldadura por resistenciaDocumento18 páginasIntroducción a la soldadura por resistenciaRoberto CorbelleAún no hay calificaciones
- Silva Villamarin Edison Stalyn - Tarea 1 - U2Documento10 páginasSilva Villamarin Edison Stalyn - Tarea 1 - U2Pā-mə NLAún no hay calificaciones
- Parcial#2 SoldaaduraDocumento27 páginasParcial#2 SoldaaduraCarol De LeónAún no hay calificaciones
- Soldador de PuntoDocumento4 páginasSoldador de PuntoDaniel Calle RamirezAún no hay calificaciones
- Fundamentos básicos de soldaduraDocumento45 páginasFundamentos básicos de soldaduraMICHELLE ALEJANDRA VERA BRAVOAún no hay calificaciones
- Gestion Taller 1Documento142 páginasGestion Taller 1Adriana ColinAún no hay calificaciones
- Resolución PRIMER PARCIAL DE SOLDADURA II SEM 2020Documento4 páginasResolución PRIMER PARCIAL DE SOLDADURA II SEM 2020Daniel Castillo AnchivilcaAún no hay calificaciones
- Asme Proceso SoldaduraDocumento25 páginasAsme Proceso SoldaduraÁngela María Espinosa CeballosAún no hay calificaciones
- Soldador de Punto1Documento4 páginasSoldador de Punto1Paola Andrea Colque GonzalesAún no hay calificaciones
- Soldadura BlandaDocumento13 páginasSoldadura BlandaClaudio CampisiAún no hay calificaciones
- CONSULTA Soldadura RSWDocumento8 páginasCONSULTA Soldadura RSWTattys RoseAún no hay calificaciones
- Presentacion Procesos OAW RSWDocumento41 páginasPresentacion Procesos OAW RSWGabbytkAún no hay calificaciones
- Manual Electrico Viakon - Capitulo 3Documento11 páginasManual Electrico Viakon - Capitulo 3Indus EspecialidadAún no hay calificaciones
- Investigacion en SoldduraDocumento48 páginasInvestigacion en SoldduraVICTOR JORDYN GAVIDIA RODRIGUEZAún no hay calificaciones
- Soldadura Por Resistencia ElectricaDocumento14 páginasSoldadura Por Resistencia ElectricaJavier Plaza GuerreroAún no hay calificaciones
- Rojas Salas Luis Angel - Resumen Capitulo 31-Grupo2Documento7 páginasRojas Salas Luis Angel - Resumen Capitulo 31-Grupo2Luis Angel RojasAún no hay calificaciones
- Manual Vendedor de EquiposDocumento14 páginasManual Vendedor de EquiposRafael VarelesAún no hay calificaciones
- Soldadura Smaw Variacion de Parametros ElectricosDocumento7 páginasSoldadura Smaw Variacion de Parametros ElectricosdcaraballopAún no hay calificaciones
- Documento ManufacturaDocumento18 páginasDocumento ManufacturaDanna ArzetaAún no hay calificaciones
- SoldaduraDocumento4 páginasSoldaduraAdrian Pacheco FloresAún no hay calificaciones
- Variables esenciales y no esenciales en soldaduraDocumento5 páginasVariables esenciales y no esenciales en soldaduraEnzo Gutierrez CatacoraAún no hay calificaciones
- Asig. #12, MPM Iii, Grupo #6, Ii-2022Documento15 páginasAsig. #12, MPM Iii, Grupo #6, Ii-2022ValRoss15Aún no hay calificaciones
- Soldadura y Corte de Metales - Reporte #13Documento12 páginasSoldadura y Corte de Metales - Reporte #13OmarLagunaAún no hay calificaciones
- Tabla de Datos - Ley de Coulomb - Grupo 7 PDFDocumento1 páginaTabla de Datos - Ley de Coulomb - Grupo 7 PDFjonatan trigos perezAún no hay calificaciones
- Transformadores - Investigacion de CampoDocumento12 páginasTransformadores - Investigacion de CampoMauricio Villacis100% (1)
- Actividad 7Documento1 páginaActividad 7jonatan trigos perezAún no hay calificaciones
- Tabla de Datos - Ley de Coulomb - Grupo 7 PDFDocumento1 páginaTabla de Datos - Ley de Coulomb - Grupo 7 PDFjonatan trigos perezAún no hay calificaciones
- 2-Programacion Ii PDFDocumento12 páginas2-Programacion Ii PDFjonatan trigos perezAún no hay calificaciones
- Soldadura por resistencia: efectiva unión metálicaDocumento5 páginasSoldadura por resistencia: efectiva unión metálicajonatan trigos perezAún no hay calificaciones
- Revisión de PresaberesDocumento9 páginasRevisión de Presaberesjonatan trigos perezAún no hay calificaciones
- Propiedades de Las Funciones Trigonometricas. Geometria y Trigonometria IADocumento14 páginasPropiedades de Las Funciones Trigonometricas. Geometria y Trigonometria IAjonatan trigos perezAún no hay calificaciones
- Conceptos 1y 2Documento2 páginasConceptos 1y 2jonatan trigos perezAún no hay calificaciones
- I Quiz Trigonometria Aplicada PDFDocumento1 páginaI Quiz Trigonometria Aplicada PDFjonatan trigos perezAún no hay calificaciones
- Taller Entidad RelacionDocumento5 páginasTaller Entidad Relacionjonatan trigos perezAún no hay calificaciones
- 2 Taller de Comprensión LectoraDocumento2 páginas2 Taller de Comprensión Lectorajonatan trigos perez100% (1)
- Mangas Pendientes para Seguirlos Viendo OnlineDocumento1 páginaMangas Pendientes para Seguirlos Viendo Onlinejonatan trigos perezAún no hay calificaciones
- Propiedades de La TangenteDocumento2 páginasPropiedades de La Tangentejonatan trigos perezAún no hay calificaciones
- Ej 56 ElectroDocumento2 páginasEj 56 Electrojonatan trigos perezAún no hay calificaciones
- Taller de Los Signos de PuntuaciónDocumento5 páginasTaller de Los Signos de Puntuaciónjonatan trigos perezAún no hay calificaciones
- Comprensión LectoraDocumento11 páginasComprensión Lectorajonatan trigos perezAún no hay calificaciones
- Aplicaciones Integracion de Potencias de Funciones Trigonometricas Sen y CosDocumento1 páginaAplicaciones Integracion de Potencias de Funciones Trigonometricas Sen y Cosjonatan trigos perezAún no hay calificaciones
- Partículas Tres DimensionesDocumento3 páginasPartículas Tres DimensionesJose CuetoAún no hay calificaciones
- Jose David Galvan Trigos. 181931. Taller 1. Arquitectura de La Base de DatosDocumento1 páginaJose David Galvan Trigos. 181931. Taller 1. Arquitectura de La Base de Datosjonatan trigos perezAún no hay calificaciones
- Taller 1. Probabilidad y EstadísticaDocumento1 páginaTaller 1. Probabilidad y Estadísticajonatan trigos perezAún no hay calificaciones
- Como Crear Un Rotulo para Planos en Autocad PDFDocumento9 páginasComo Crear Un Rotulo para Planos en Autocad PDFjonatan trigos perezAún no hay calificaciones
- Un Sueño LargoDocumento1 páginaUn Sueño Largojonatan trigos perezAún no hay calificaciones
- CERTIFICADODocumento1 páginaCERTIFICADOjonatan trigos perezAún no hay calificaciones
- Como Acotar o Poner Medidas A Los Planos PDFDocumento5 páginasComo Acotar o Poner Medidas A Los Planos PDFjonatan trigos perezAún no hay calificaciones
- Ejercicios de Aplicacion Tan Sec PDFDocumento1 páginaEjercicios de Aplicacion Tan Sec PDFjonatan trigos perezAún no hay calificaciones
- Diapositivas Proyecto 2..Documento20 páginasDiapositivas Proyecto 2..jonatan trigos perez100% (1)
- Métodos AnticonceptivosDocumento25 páginasMétodos Anticonceptivosjonatan trigos perezAún no hay calificaciones
- Articulo ResumenDocumento1 páginaArticulo Resumenjonatan trigos perezAún no hay calificaciones
- Anexo 1. Tablas para el cálculo de la presión de vapor del butanolDocumento19 páginasAnexo 1. Tablas para el cálculo de la presión de vapor del butanolAlejandro TorresAún no hay calificaciones
- Técnicas de moldeo plásticosDocumento9 páginasTécnicas de moldeo plásticosCristhian TorrejónAún no hay calificaciones
- 37 CET Cartilla Cocina Solar PDFDocumento2 páginas37 CET Cartilla Cocina Solar PDFRios Manriquez JDAún no hay calificaciones
- Informe-N5-Tratamientos-Termicos Uni FimDocumento10 páginasInforme-N5-Tratamientos-Termicos Uni FimJimmY JimenezAún no hay calificaciones
- Examen de Formula Polinomica 23-11Documento17 páginasExamen de Formula Polinomica 23-11Victor Flavio Manrique ZunigaAún no hay calificaciones
- 3 Aditivos para ConcretosDocumento71 páginas3 Aditivos para ConcretosHugo FloresAún no hay calificaciones
- Ferrofluídos para Aplicación en Bomba MagnetocalóricaDocumento3 páginasFerrofluídos para Aplicación en Bomba MagnetocalóricalorenzoAún no hay calificaciones
- SMTCpr0201 Cambio de Motor Reductor C3520 AG 601-602 PDFDocumento9 páginasSMTCpr0201 Cambio de Motor Reductor C3520 AG 601-602 PDFGelber PactaAún no hay calificaciones
- Termo - Taller #2Documento5 páginasTermo - Taller #2Marggy Silva AbrilAún no hay calificaciones
- TRABAJODocumento3 páginasTRABAJOLleison Espinoza PalaciosAún no hay calificaciones
- Clasificacion Tanques de Petroleo PDFDocumento9 páginasClasificacion Tanques de Petroleo PDFMailen YicelaAún no hay calificaciones
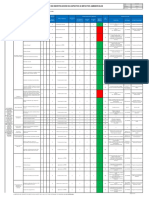
- Matriz de Identificacion de AIA - Act. AdministrativasDocumento2 páginasMatriz de Identificacion de AIA - Act. AdministrativasGeraldine GeraldineAún no hay calificaciones
- Costos de mantenimiento y operación de vehículoDocumento11 páginasCostos de mantenimiento y operación de vehículoAlex BravoAún no hay calificaciones
- Envases y EmpaquesDocumento24 páginasEnvases y EmpaquesyuliAún no hay calificaciones
- Fichas Tecnicas (Maquinas Termicas)Documento12 páginasFichas Tecnicas (Maquinas Termicas)anon_316105214Aún no hay calificaciones
- Tecnología 3 SemanaDocumento12 páginasTecnología 3 SemanaAnnie Williams100% (1)
- Compresor Quincy Qr-25Documento2 páginasCompresor Quincy Qr-25Juan Reynaga CoronadoAún no hay calificaciones
- Mi Placafacil Stafe06Documento13 páginasMi Placafacil Stafe06Nattha RomeroAún no hay calificaciones
- Resumen Contenido NSR 10Documento4 páginasResumen Contenido NSR 10Jorge Hernan Murcia50% (2)
- Guia PRL Amianto MetacontratasDocumento27 páginasGuia PRL Amianto MetacontratasJaime Rincon SantanaAún no hay calificaciones
- Reporte de Herramientas de Perforación, Distribución, Producción de HidrocarburosDocumento33 páginasReporte de Herramientas de Perforación, Distribución, Producción de HidrocarburosEmanuelAún no hay calificaciones
- Especificaciones Tecnica LosaceroDocumento6 páginasEspecificaciones Tecnica LosaceromiguelAún no hay calificaciones
- Protocolo Experimental de Bola MarcadaDocumento7 páginasProtocolo Experimental de Bola MarcadaAnonymous QmT5xMPzG100% (1)
- Procedimiento para Realizar Perforación en Ángulos, Placas, y Demás Elementos de Estructuras MetálicasDocumento23 páginasProcedimiento para Realizar Perforación en Ángulos, Placas, y Demás Elementos de Estructuras MetálicasLissettePitaAún no hay calificaciones
- Extracción NiquelDocumento13 páginasExtracción NiquelRobinson Fernely Angarita VelásquezAún no hay calificaciones
- PrysCu PDFDocumento4 páginasPrysCu PDFndani10Aún no hay calificaciones
- Lapices de GrafitoDocumento6 páginasLapices de Grafitojulio arisAún no hay calificaciones
- Basura SanchezDocumento4 páginasBasura SanchezYvenerAún no hay calificaciones
- Ficha Tecnica Cemento Gris Uso GeneralDocumento4 páginasFicha Tecnica Cemento Gris Uso GeneralEddie Carvajal DiazAún no hay calificaciones
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.De EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Calificación: 3 de 5 estrellas3/5 (2)
- Lentes de contacto: composición química y propiedadesDe EverandLentes de contacto: composición química y propiedadesCalificación: 3 de 5 estrellas3/5 (2)
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Cosecha de agua y tierra: Diseño con permacultura y línea claveDe EverandCosecha de agua y tierra: Diseño con permacultura y línea claveCalificación: 3 de 5 estrellas3/5 (2)
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Mediciones y métodos de uso común en el laboratorio de QuímicaDe EverandMediciones y métodos de uso común en el laboratorio de QuímicaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Electricidad para ViviendasDe EverandElectricidad para ViviendasCalificación: 3.5 de 5 estrellas3.5/5 (8)
- La química al alcance de todosDe EverandLa química al alcance de todosCalificación: 1 de 5 estrellas1/5 (1)
- Fundamentos de procesos químicosDe EverandFundamentos de procesos químicosCalificación: 5 de 5 estrellas5/5 (3)
- Lecciones de Química HeterocíclicaDe EverandLecciones de Química HeterocíclicaCalificación: 5 de 5 estrellas5/5 (1)
- Análisis estático y dinámico de estructurasDe EverandAnálisis estático y dinámico de estructurasCalificación: 4 de 5 estrellas4/5 (5)
- Lo humano y lo divino. Metalurgía y cosmogonía en la América antiguaDe EverandLo humano y lo divino. Metalurgía y cosmogonía en la América antiguaCalificación: 5 de 5 estrellas5/5 (1)
- Planeación, programación y control de obras de construcción: Con MS Project 2016De EverandPlaneación, programación y control de obras de construcción: Con MS Project 2016Calificación: 5 de 5 estrellas5/5 (2)
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDe EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoCalificación: 4.5 de 5 estrellas4.5/5 (12)