También podría gustarte
- Siste Makan BanDocumento14 páginasSiste Makan BannallyAún no hay calificaciones
- Resumen Jit AoDocumento5 páginasResumen Jit AoIvan Pacheco BalderramaAún no hay calificaciones
- MRP TeoriaDocumento10 páginasMRP TeoriaMarina D'AnconiaAún no hay calificaciones
- Investigacion de La Unidad 3 KANBAN Villarreal Cañedo Ari AlfredoDocumento11 páginasInvestigacion de La Unidad 3 KANBAN Villarreal Cañedo Ari AlfredoAri VillarrealAún no hay calificaciones
- Sistemas Justo a Tiempo: Características, elementos y cálculo de KanbanDocumento11 páginasSistemas Justo a Tiempo: Características, elementos y cálculo de KanbanEddiPerezAún no hay calificaciones
- Gestion de La Produccion IIDocumento26 páginasGestion de La Produccion IImarcosAún no hay calificaciones
- Unidad 5 Justo A TiempoDocumento11 páginasUnidad 5 Justo A TiempoSADARAHI100% (1)
- Sistema Jalar JalarDocumento22 páginasSistema Jalar Jalarbettyboop280167% (3)
- Aspectos relacionados con el sistema MRP y retos potencialesDocumento25 páginasAspectos relacionados con el sistema MRP y retos potencialesMaxx ValdovinosAún no hay calificaciones
- Tema 2 - Gestión de La ProducciónDocumento30 páginasTema 2 - Gestión de La ProducciónQuatreCordesAún no hay calificaciones
- Cálculo de KanbanDocumento24 páginasCálculo de KanbanGarcia MatiasAún no hay calificaciones
- Sistema Pull o de ArrastreDocumento10 páginasSistema Pull o de ArrastreGreysi Gonzalez PerezAún no hay calificaciones
- Manual de Manufactura EsbeltaDocumento41 páginasManual de Manufactura EsbeltaLuis Mendoza IslasAún no hay calificaciones
- Administración de Las RestriccionesDocumento6 páginasAdministración de Las RestriccionesScarlette Lisbeth HernandezAún no hay calificaciones
- Sistemas Justo A Tiempo y ProducciónDocumento12 páginasSistemas Justo A Tiempo y ProducciónmperezlAún no hay calificaciones
- Jit Kanban SmedDocumento9 páginasJit Kanban SmedjavierchachacoAún no hay calificaciones
- Unidad 5 Administracion de Operaciones 1Documento12 páginasUnidad 5 Administracion de Operaciones 1EvaMuñozAún no hay calificaciones
- Preguntas de PCC TocDocumento8 páginasPreguntas de PCC TocYoha OlivosAún no hay calificaciones
- Justo A TiempoDocumento8 páginasJusto A TiempoJorge Luis Condori TallacaguaAún no hay calificaciones
- Planeacion de La ProducciónDocumento27 páginasPlaneacion de La ProducciónEverardo CalderonAún no hay calificaciones
- Unidad 5 OperacionesDocumento22 páginasUnidad 5 OperacionesAngie M'nAún no hay calificaciones
- Aplicación y Uso Del Sistema Kanban para Lograr La Eficiencia Operativa de Una EmpresaDocumento32 páginasAplicación y Uso Del Sistema Kanban para Lograr La Eficiencia Operativa de Una Empresahugo_serrano_meggitt100% (1)
- Administración Del InventarioDocumento30 páginasAdministración Del InventarioTelmoAún no hay calificaciones
- GDPII U3 - Sistemas Produccion Esbelta y JITDocumento43 páginasGDPII U3 - Sistemas Produccion Esbelta y JITJAVIER ALEJANDRO MENDOZA RANGELAún no hay calificaciones
- MRP Universidad QuichéDocumento10 páginasMRP Universidad QuichéLuis BarriosAún no hay calificaciones
- Unidad 3 Sistemas de Producciã N Esbelta y Justo A TiempoDocumento6 páginasUnidad 3 Sistemas de Producciã N Esbelta y Justo A TiempoAmairany rodriguezAún no hay calificaciones
- Capitulo 4 MRPDocumento94 páginasCapitulo 4 MRPro306532Aún no hay calificaciones
- MRPDocumento13 páginasMRPAlberto Carranza100% (1)
- Introducción Al Sistema KANBANDocumento9 páginasIntroducción Al Sistema KANBANAndrés Rueda DelgadoAún no hay calificaciones
- Cap 5Documento13 páginasCap 5Antonio GarciaAún no hay calificaciones
- Material de ApoyoDocumento23 páginasMaterial de ApoyoLaura Gabriela Martínez GarcíaAún no hay calificaciones
- Sistema de Produccion de Empuje y Traccion MRP y JitDocumento8 páginasSistema de Produccion de Empuje y Traccion MRP y JitCesar Cruz Hernandez100% (1)
- Producccion de 7,8,10,11,13,14Documento90 páginasProducccion de 7,8,10,11,13,14YoselinCondoriAún no hay calificaciones
- MC S04 Rprado 2019 01Documento52 páginasMC S04 Rprado 2019 01Anonymous V5OheOkm0YAún no hay calificaciones
- Almacenes JitDocumento6 páginasAlmacenes JitJessie Garcia100% (1)
- Logística de ProducciónDocumento14 páginasLogística de ProducciónAlejandro ZubiateAún no hay calificaciones
- Unidad III Subtemas 3.1 Al 3,7Documento4 páginasUnidad III Subtemas 3.1 Al 3,7CELESTE GONZALEZ HERRERAAún no hay calificaciones
- Uso Del Sistema Kanban para La Mejora de ProcesosDocumento20 páginasUso Del Sistema Kanban para La Mejora de ProcesosAbimael FigueroaAún no hay calificaciones
- MRP Ii.Documento13 páginasMRP Ii.KatherinMejiaDAún no hay calificaciones
- Diferencias Entre El MRP I y El MRP IIDocumento38 páginasDiferencias Entre El MRP I y El MRP IIDaniel LopezAún no hay calificaciones
- KANBANDocumento11 páginasKANBANjacqueline romeroAún no hay calificaciones
- Guia Control JitDocumento9 páginasGuia Control JitAntonio Garcia ReyesAún no hay calificaciones
- Investigacion Ducumental...Documento19 páginasInvestigacion Ducumental...ana joachinAún no hay calificaciones
- Resumen de EpecDocumento6 páginasResumen de EpecBenito Camelo Camacho AnguloAún no hay calificaciones
- JITDocumento7 páginasJITfrgwwdb6h7Aún no hay calificaciones
- Sistemas de Planeación de Inventarios y ProducciónDocumento5 páginasSistemas de Planeación de Inventarios y ProducciónMiguel SolisAún no hay calificaciones
- ProduccionDocumento26 páginasProduccionAura MPAún no hay calificaciones
- Resumenes GerenciaDocumento14 páginasResumenes GerenciaValeria Alejandra Quintanilla RoblesAún no hay calificaciones
- Control de Producción en Sistemas Orientados A ProcesosDocumento12 páginasControl de Producción en Sistemas Orientados A ProcesosMia V. UckrmnnAún no hay calificaciones
- Logística de ProducciónDocumento40 páginasLogística de ProducciónEduardo FernandezAún no hay calificaciones
- Unidad 3Documento25 páginasUnidad 3Alexendy Condado SotoAún no hay calificaciones
- MRP-Planeación requerimientos materialesDocumento5 páginasMRP-Planeación requerimientos materialesGerardo SalazarAún no hay calificaciones
- Metodo Justo A TiempoDocumento8 páginasMetodo Justo A TiempofabyAún no hay calificaciones
- Unidad 3 AOIIDocumento16 páginasUnidad 3 AOIIXG VarelaAún no hay calificaciones
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Resumen de Coste & efecto de Robert S. Kaplan y Robin CooperDe EverandResumen de Coste & efecto de Robert S. Kaplan y Robin CooperAún no hay calificaciones
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaCalificación: 4 de 5 estrellas4/5 (3)
- Kanban: La guía definitiva de la metodología Kanban para el desarrollo de software ágil (Libro en Español/Kanban Spanish Book)De EverandKanban: La guía definitiva de la metodología Kanban para el desarrollo de software ágil (Libro en Español/Kanban Spanish Book)Calificación: 4.5 de 5 estrellas4.5/5 (6)
- Gestionar el crecimiento y las condiciones ambientales. IFCT0510De EverandGestionar el crecimiento y las condiciones ambientales. IFCT0510Aún no hay calificaciones
- Act 35 Factores Que Determinar La RemuneracionDocumento1 páginaAct 35 Factores Que Determinar La RemuneracionVivianaAún no hay calificaciones
- GraficaDocumento2 páginasGraficaVivianaAún no hay calificaciones
- Sistemas de Produccic3b3n Unidad 2 PDFDocumento14 páginasSistemas de Produccic3b3n Unidad 2 PDFVictor Hugo Schutt BecerraAún no hay calificaciones
- Caso ViviDocumento5 páginasCaso ViviVivianaAún no hay calificaciones
- Act6-Garcia-Ana VivianaDocumento7 páginasAct6-Garcia-Ana VivianaVivianaAún no hay calificaciones
- 3b341fbed 5a206e0ab764f5fdada4b1b - db304c0c06222d9c79 241e3dbf2e5093 - C52b88b141c3b31953741e13298 89ed9Documento1 página3b341fbed 5a206e0ab764f5fdada4b1b - db304c0c06222d9c79 241e3dbf2e5093 - C52b88b141c3b31953741e13298 89ed9VivianaAún no hay calificaciones
- InvestigacionDocumento3 páginasInvestigacionVivianaAún no hay calificaciones
- 2.2 Asignación de PrioridadesDocumento5 páginas2.2 Asignación de PrioridadesGabriela Hernández100% (1)
- Reporte CorzoDocumento6 páginasReporte CorzoVivianaAún no hay calificaciones
- 1 Mapa Conceptual Gestion EstrategicaDocumento4 páginas1 Mapa Conceptual Gestion EstrategicaVivianaAún no hay calificaciones
- ANTECEDENTESDocumento24 páginasANTECEDENTESVivianaAún no hay calificaciones
- InvestigaciónDocumento3 páginasInvestigaciónVivianaAún no hay calificaciones
- Solicitud de empleo optimizadaDocumento3 páginasSolicitud de empleo optimizadakika torrezAún no hay calificaciones
- InvestigaciónDocumento4 páginasInvestigaciónVivianaAún no hay calificaciones
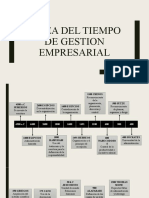
- Linea de TiempoDocumento6 páginasLinea de TiempoVivianaAún no hay calificaciones
- TOC Fundamentos Teoría RestriccionesDocumento19 páginasTOC Fundamentos Teoría RestriccionesVivianaAún no hay calificaciones
- Sistemas de Produccic3b3n Unidad 2 PDFDocumento14 páginasSistemas de Produccic3b3n Unidad 2 PDFVictor Hugo Schutt BecerraAún no hay calificaciones
- Inventario de CompetenciasDocumento2 páginasInventario de CompetenciasVivianaAún no hay calificaciones
- Act 35 Factores Que Determinar La RemuneracionDocumento1 páginaAct 35 Factores Que Determinar La RemuneracionVivianaAún no hay calificaciones
- 2.1. Información General Del Control de La Actividad de Producción (CAP)Documento4 páginas2.1. Información General Del Control de La Actividad de Producción (CAP)Chavalo de Joco50% (2)
- Cuadro SinopticoDocumento2 páginasCuadro SinopticoVivianaAún no hay calificaciones
- GraficaDocumento2 páginasGraficaVivianaAún no hay calificaciones
- Optimización de la línea de producción de chicle bolaDocumento59 páginasOptimización de la línea de producción de chicle bolaDAISY PEREZ PEREZAún no hay calificaciones
- Estadística Descriptiva e InferencialDocumento4 páginasEstadística Descriptiva e InferencialMario GuarnizoAún no hay calificaciones
- Dialnet QueProducirComoProducirYParaQuienProducirElCasoDel 6520924Documento16 páginasDialnet QueProducirComoProducirYParaQuienProducirElCasoDel 6520924Prince VegetaAún no hay calificaciones
- Relación de Bienes Muebles Que Componen El Patrimonio Cuenta Publica 2020Documento204 páginasRelación de Bienes Muebles Que Componen El Patrimonio Cuenta Publica 2020VivianaAún no hay calificaciones
- InvestigacionDocumento3 páginasInvestigacionVivianaAún no hay calificaciones
- PracticaDocumento1 páginaPracticaVivianaAún no hay calificaciones
- Sistemas de gestión y su relación con el sistema de capital humanoDocumento3 páginasSistemas de gestión y su relación con el sistema de capital humanoVivianaAún no hay calificaciones
- Tercer Grado Mate Primaria 0Documento47 páginasTercer Grado Mate Primaria 0VivianaAún no hay calificaciones
- 3renta Fija ACCAM - Format PDFDocumento43 páginas3renta Fija ACCAM - Format PDFSantiago ValbuenaAún no hay calificaciones
- La Responsabilidad Social en Las Cooperativas de Ahorro y Crédito Del EcuadorDocumento9 páginasLa Responsabilidad Social en Las Cooperativas de Ahorro y Crédito Del EcuadorIdaisa quiroz loraAún no hay calificaciones
- Documento BajadoDocumento5 páginasDocumento Bajadoilenia Bojorquez de Calderon100% (1)
- Plan de utilidades de cinco productosDocumento5 páginasPlan de utilidades de cinco productosguadalupeAún no hay calificaciones
- Resolución Simulacro de Examen 2 2021 UsacDocumento1 páginaResolución Simulacro de Examen 2 2021 UsacAron MendezAún no hay calificaciones
- Listado de EmisoresDocumento26 páginasListado de EmisoresJessica E CuscoAún no hay calificaciones
- Supuestos IrpfDocumento71 páginasSupuestos IrpfopanfacoAún no hay calificaciones
- Tarea 6Documento4 páginasTarea 6Gabby MeddinaAún no hay calificaciones
- Brochure Rem Español18Documento15 páginasBrochure Rem Español18guillermoAún no hay calificaciones
- 2022 05 UNCAus Virtual Económicas CP Administración TP Unidad VDocumento4 páginas2022 05 UNCAus Virtual Económicas CP Administración TP Unidad VMarina AchingoAún no hay calificaciones
- Teksan LightingCompany R02 enDocumento21 páginasTeksan LightingCompany R02 enAli Kazim-Enrique YañezAún no hay calificaciones
- Tarrea Johander Plan de La PatrioaDocumento8 páginasTarrea Johander Plan de La PatrioaEduardo MogollonAún no hay calificaciones
- PADLETDocumento3 páginasPADLETHERRERA SAENZ MARLON STIWERDAún no hay calificaciones
- Costos en GastronomíaDocumento6 páginasCostos en GastronomíaJuan Jose FernandezAún no hay calificaciones
- Moreta Erika Noveno B - TAREA 5Documento15 páginasMoreta Erika Noveno B - TAREA 5Erika MrtAún no hay calificaciones
- Factibilidad - Factibilidad SocialDocumento39 páginasFactibilidad - Factibilidad SocialDuvan Fonseca100% (9)
- Plan de Clases de Cultura PolíticaDocumento17 páginasPlan de Clases de Cultura PolíticaFabio Sánchez AriasAún no hay calificaciones
- El mito del capitalismo chino y el futuro incierto de 700 millones de trabajadores y campesinosDocumento33 páginasEl mito del capitalismo chino y el futuro incierto de 700 millones de trabajadores y campesinosmarqkAún no hay calificaciones
- Ensayo Argumentativo.Documento10 páginasEnsayo Argumentativo.Angie RiascosAún no hay calificaciones
- Listado de Contribuyentes Especiales para NOVIEMBRE 2015Documento180 páginasListado de Contribuyentes Especiales para NOVIEMBRE 2015jefferson roseroAún no hay calificaciones
- Sujetos de Derecho MercantilDocumento14 páginasSujetos de Derecho Mercantilemma_arteagaAún no hay calificaciones
- Las 45 Preguntas Que Cambiaran Tu Vida - Don FaillaDocumento63 páginasLas 45 Preguntas Que Cambiaran Tu Vida - Don FaillaMartina PenizzottoAún no hay calificaciones
- Practica Costo 1Documento3 páginasPractica Costo 1Amsterdam AriasAún no hay calificaciones
- Programa Análitico IND-100 ECONOMIA GENERALDocumento9 páginasPrograma Análitico IND-100 ECONOMIA GENERALJose Carlos Mendez CruzAún no hay calificaciones
- Cómo Se Liquida Una NóminaDocumento6 páginasCómo Se Liquida Una NóminaElizabeth EcheverryAún no hay calificaciones
- Análisis Porter de Las Cinco FuerzasDocumento3 páginasAnálisis Porter de Las Cinco FuerzasArnulfo Escobar Villanueva100% (1)
- Proceso Estrategico Ii Entrega 1Documento9 páginasProceso Estrategico Ii Entrega 1Niko GomasAún no hay calificaciones
- Competencia y Reingeniera HumanaaDocumento6 páginasCompetencia y Reingeniera Humanaalwsd sanchezAún no hay calificaciones
- Etapa 1 Conceptualizar El Análisis Del Ciclo de VidaDocumento5 páginasEtapa 1 Conceptualizar El Análisis Del Ciclo de VidaJohanita GarzonAún no hay calificaciones
- Caso P. Coopac.Documento1 páginaCaso P. Coopac.robertAún no hay calificaciones