También podría gustarte
- Procedimiento termofusiónDocumento9 páginasProcedimiento termofusiónSantiago CruzadoAún no hay calificaciones
- Instalación de aire acondicionado en vehículos: recomendaciones y procedimientosDocumento9 páginasInstalación de aire acondicionado en vehículos: recomendaciones y procedimientosvictorhernandezregaAún no hay calificaciones
- NTC - 2047 2002 1° Dibujo Simbolos PDFDocumento16 páginasNTC - 2047 2002 1° Dibujo Simbolos PDFMaliton Quimbayo100% (1)
- Dragonlance - La Prueba de La Alta Hechicería2Documento27 páginasDragonlance - La Prueba de La Alta Hechicería2gilrodrodAún no hay calificaciones
- Flujograma Procedimiento Importación y ExportaciónDocumento1 páginaFlujograma Procedimiento Importación y ExportaciónJeda Clavo100% (2)
- Ficha Técnica Pead (Iram 13485)Documento11 páginasFicha Técnica Pead (Iram 13485)alensumAún no hay calificaciones
- Termofusión PE: Condiciones y procedimiento básicoDocumento7 páginasTermofusión PE: Condiciones y procedimiento básicoJuan Pablo Pedroza PadillaAún no hay calificaciones
- Procedimiento de electrofusión paso a pasoDocumento4 páginasProcedimiento de electrofusión paso a pasoJuan Pablo Gatica Payeras0% (1)
- Procedimiento para Soldaduras de Termofusión HDPEDocumento3 páginasProcedimiento para Soldaduras de Termofusión HDPEdreca toluca100% (1)
- Manual de Instalacion de Tuberias Linea Acueducto y Proyectos EspecialesDocumento56 páginasManual de Instalacion de Tuberias Linea Acueducto y Proyectos EspecialesMiguel Navarro100% (1)
- Memoria Tecnica GasDocumento5 páginasMemoria Tecnica GasCarlos VillavicencioAún no hay calificaciones
- Procedimiento de Uniones de PolietilenoDocumento8 páginasProcedimiento de Uniones de Polietilenoing_arriagaAún no hay calificaciones
- Soldadura, Medidas de Seguridad y ProcesosDocumento4 páginasSoldadura, Medidas de Seguridad y ProcesosAlessandra Peña JaraAún no hay calificaciones
- Termofusión PEAD: Condiciones y procedimiento paso a pasoDocumento6 páginasTermofusión PEAD: Condiciones y procedimiento paso a pasoJulio Cesar Landeo FernandezAún no hay calificaciones
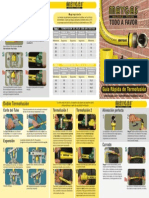
- Guia Rapida Maygas TermofusionDocumento2 páginasGuia Rapida Maygas Termofusionramirez721Aún no hay calificaciones
- Termofusion PADDocumento10 páginasTermofusion PADJulio Cesar NavarreteAún no hay calificaciones
- Manual de Instalacion Maygas Espanol 2012Documento28 páginasManual de Instalacion Maygas Espanol 2012Emmett BartlettAún no hay calificaciones
- Procedimiento TermofusionDocumento5 páginasProcedimiento TermofusionmdcarraroAún no hay calificaciones
- Procedimiento de Termofusión A Tope Con Equipo Hidráulico (Gas) V03Documento12 páginasProcedimiento de Termofusión A Tope Con Equipo Hidráulico (Gas) V03Lic. CARLOS FERNANDO LOZANO RIASCOSAún no hay calificaciones
- TermofusiónDocumento6 páginasTermofusiónAnonymous st2DX4Aún no hay calificaciones
- Procedimientos de unión de tuberías PVC-O y HDPEDocumento3 páginasProcedimientos de unión de tuberías PVC-O y HDPEXimena MoguelAún no hay calificaciones
- Manual de SoldadurasDocumento12 páginasManual de SoldaduraslohvAún no hay calificaciones
- Industrias Saladillo Manual de Uso 2012Documento52 páginasIndustrias Saladillo Manual de Uso 2012Ximena May100% (2)
- Soldadura Por CapilaridadDocumento5 páginasSoldadura Por CapilaridadJhon HenryAún no hay calificaciones
- Procedimiento de Unión Por Termofusión de Tuberías y Accesorios de PEDocumento7 páginasProcedimiento de Unión Por Termofusión de Tuberías y Accesorios de PEKatty PortilloAún no hay calificaciones
- Termofusión y ElectrofusiónDocumento12 páginasTermofusión y ElectrofusiónAsistente TécnicoAún no hay calificaciones
- Termofusión manual PEDocumento7 páginasTermofusión manual PELic. CARLOS FERNANDO LOZANO RIASCOSAún no hay calificaciones
- Procedimiento TermofusionDocumento5 páginasProcedimiento Termofusionagraria1Aún no hay calificaciones
- TERMOfusionDocumento6 páginasTERMOfusionLuis Eduardo Villalba QuimbayoAún no hay calificaciones
- DISMAT Manual Inst Tuberias PVCDocumento12 páginasDISMAT Manual Inst Tuberias PVCRodicoAún no hay calificaciones
- Montaje de Aire Acondicionado Paso A PasoDocumento5 páginasMontaje de Aire Acondicionado Paso A Pasovanesagallardo25Aún no hay calificaciones
- Aire AcondicionadoDocumento8 páginasAire AcondicionadoMago de hielo gamerAún no hay calificaciones
- Presentacion MantasDocumento22 páginasPresentacion MantasAndres100% (1)
- Red de Agua Fría: 1. DescripcionDocumento246 páginasRed de Agua Fría: 1. DescripcionJhonn JesusAún no hay calificaciones
- Inspección en Soldadura2Documento20 páginasInspección en Soldadura2Kriz OMAún no hay calificaciones
- Procedimiento de Hot Tapping1Documento8 páginasProcedimiento de Hot Tapping1Daniel BalderramaAún no hay calificaciones
- Union Pead o HDPEDocumento36 páginasUnion Pead o HDPENicolasDonosoLopezAún no hay calificaciones
- Taller Tuberías de Polietileno. Vida Útil.Documento3 páginasTaller Tuberías de Polietileno. Vida Útil.merce421Aún no hay calificaciones
- El Cautín y Factores de OperaciónDocumento3 páginasEl Cautín y Factores de OperaciónJuan Camilo GonzalezAún no hay calificaciones
- Investigacion-Formativa UnionesDocumento8 páginasInvestigacion-Formativa UnionesBRUNO JHERSON BELLO MONCCAAún no hay calificaciones
- Instalación de tuberías PVC con uniones soldablesDocumento12 páginasInstalación de tuberías PVC con uniones soldablesJohn CardozoAún no hay calificaciones
- Soldadura electrofusiónDocumento4 páginasSoldadura electrofusiónRodrigo AndresAún no hay calificaciones
- Pts Termofusion 1Documento2 páginasPts Termofusion 1Gabriel Galvez MuñozAún no hay calificaciones
- CheckDocumento11 páginasCheckNicole Stefany Sotomayor IturraAún no hay calificaciones
- PT Ficha-Tecnica Ppfusion 2020Documento10 páginasPT Ficha-Tecnica Ppfusion 2020alvaroAún no hay calificaciones
- INSTALACIÓN TUBERÍAS PVCDocumento12 páginasINSTALACIÓN TUBERÍAS PVCDismat SRLAún no hay calificaciones
- Curso PeadDocumento35 páginasCurso Peadivanjhernandezh1480Aún no hay calificaciones
- Procedimiento Taping MachineDocumento10 páginasProcedimiento Taping MachinePatraca DionicioAún no hay calificaciones
- Proceso Termofusion y Electrofusion HDPEDocumento15 páginasProceso Termofusion y Electrofusion HDPECristian Rocha100% (1)
- Proceso Electrofusion Junio20131Documento10 páginasProceso Electrofusion Junio20131Jose VitorAún no hay calificaciones
- Cómo operar y mantener un mechero Bunsen de forma seguraDocumento5 páginasCómo operar y mantener un mechero Bunsen de forma seguraYanira Rosas100% (1)
- Manual Usuario - Campana - CCSD655022PD - ESP PORDocumento30 páginasManual Usuario - Campana - CCSD655022PD - ESP PORate29aAún no hay calificaciones
- Soldadura Por TermofusiónDocumento19 páginasSoldadura Por TermofusiónBetoFlorAún no hay calificaciones
- CorteSoldaduraSeguridadDocumento3 páginasCorteSoldaduraSeguridadCanper IsackAún no hay calificaciones
- CompresoresDocumento37 páginasCompresoresDiego Javier BoruchowiczAún no hay calificaciones
- Preguntas de Mecánica MantenedorDocumento6 páginasPreguntas de Mecánica MantenedorYrlumarRomeroAún no hay calificaciones
- Principios de RefrigeracionDocumento136 páginasPrincipios de RefrigeracionJesus Escobar100% (1)
- Union y Tipos de JuntasDocumento6 páginasUnion y Tipos de JuntasClaudio DiazAún no hay calificaciones
- Válvulas de gas y seguridadDocumento11 páginasVálvulas de gas y seguridadWalter Quispe MuñozAún no hay calificaciones
- Procedimiento para La Instalación de Tuberia de Descarga de CondensadosDocumento2 páginasProcedimiento para La Instalación de Tuberia de Descarga de CondensadosSantiago PalmaAún no hay calificaciones
- Instalación y mantenimiento de sistemas VRFDocumento61 páginasInstalación y mantenimiento de sistemas VRFRichard Rodriguez MedinaAún no hay calificaciones
- Instructivo Termo FusiónDocumento4 páginasInstructivo Termo FusiónCésar HernándezAún no hay calificaciones
- 1800 EspañolDocumento6 páginas1800 EspañolMaliton QuimbayoAún no hay calificaciones
- Monóxido de Carbono 2 PDFDocumento2 páginasMonóxido de Carbono 2 PDFMaliton QuimbayoAún no hay calificaciones
- Revisión Periódica de Las Instalaciones Internas de GasDocumento8 páginasRevisión Periódica de Las Instalaciones Internas de Gasaristi51Aún no hay calificaciones
- Diametros Internos de TuberiasDocumento1 páginaDiametros Internos de TuberiasMaliton QuimbayoAún no hay calificaciones
- Sistema-Internacional-de-Unidades ESPAÑA PDFDocumento95 páginasSistema-Internacional-de-Unidades ESPAÑA PDFAnonymous rsIdXBVJe5Aún no hay calificaciones
- Factor de Demanda para Redes MatricesDocumento1 páginaFactor de Demanda para Redes MatricesMaliton QuimbayoAún no hay calificaciones
- NTC - 2049 2002 1 Dibujo Apar - SanitariosDocumento6 páginasNTC - 2049 2002 1 Dibujo Apar - SanitariosMaliton QuimbayoAún no hay calificaciones
- NTC - 2047 2002 1° Dibujo SimbolosDocumento16 páginasNTC - 2047 2002 1° Dibujo SimbolosMaliton QuimbayoAún no hay calificaciones
- Tipos de Cajillas para Centro de Medición y Regulación PDFDocumento1 páginaTipos de Cajillas para Centro de Medición y Regulación PDFMaliton QuimbayoAún no hay calificaciones
- NTC - 2099 2002 1 Dibujo ItemsDocumento7 páginasNTC - 2099 2002 1 Dibujo ItemsMaliton QuimbayoAún no hay calificaciones
- 1 PresentacionGasNaturalDocumento17 páginas1 PresentacionGasNaturalErika Haydeé Rubio CámaraAún no hay calificaciones
- Factor de simultaneidad gas instalacionesDocumento1 páginaFactor de simultaneidad gas instalacionesMaliton QuimbayoAún no hay calificaciones
- MD 012 ILAC - P10 Traduccion PDFDocumento10 páginasMD 012 ILAC - P10 Traduccion PDFMarchela DazaAún no hay calificaciones
- NTC3765Documento16 páginasNTC3765Maliton Quimbayo100% (1)
- NTC 888 Calentadores de TanqueDocumento6 páginasNTC 888 Calentadores de Tanqueleovence100% (2)
- NTC - 3833 Diseño DuctosDocumento60 páginasNTC - 3833 Diseño DuctosEliana Marcela Polo ArrietaAún no hay calificaciones
- Resolucion 41385 Del 2017 Modificacion Del 90902 PDFDocumento4 páginasResolucion 41385 Del 2017 Modificacion Del 90902 PDFjhonfredyquinteroAún no hay calificaciones
- Monóxido de Carbono 1Documento9 páginasMonóxido de Carbono 1Maliton QuimbayoAún no hay calificaciones
- Decreto 1595 de 2015 regula Subsistema Nacional de CalidadDocumento49 páginasDecreto 1595 de 2015 regula Subsistema Nacional de CalidadLinaAún no hay calificaciones
- NTC - 4128 Tuberia Flexible de Cobre Sin CosturaDocumento16 páginasNTC - 4128 Tuberia Flexible de Cobre Sin CosturaMaliton Quimbayo100% (1)
- MD 012 ILAC - P10 Traduccion PDFDocumento10 páginasMD 012 ILAC - P10 Traduccion PDFMarchela DazaAún no hay calificaciones
- NTC - 2047 2002 1° Dibujo SimbolosDocumento16 páginasNTC - 2047 2002 1° Dibujo SimbolosMaliton QuimbayoAún no hay calificaciones
- NTC - 3567 Ductos de EvacuacionDocumento15 páginasNTC - 3567 Ductos de EvacuacionMaliton QuimbayoAún no hay calificaciones
- Resolucion 41385 Del 2017 Modificacion Del 90902 PDFDocumento4 páginasResolucion 41385 Del 2017 Modificacion Del 90902 PDFjhonfredyquinteroAún no hay calificaciones
- Reorganización del Subsistema Nacional de CalidadDocumento43 páginasReorganización del Subsistema Nacional de CalidadDennis RodriguezAún no hay calificaciones
- NTC - 3561 ManguerasDocumento64 páginasNTC - 3561 ManguerasMaliton Quimbayo100% (2)
- OIN - ILAC P15 Application of ISOIEC 17020 For The Accreditation of Inspection Bodies - Español.Documento15 páginasOIN - ILAC P15 Application of ISOIEC 17020 For The Accreditation of Inspection Bodies - Español.Eduar Samuel Posada Giraldo100% (1)
- Manual Productos ExtrucolDocumento43 páginasManual Productos ExtrucolMaliton QuimbayoAún no hay calificaciones
- Definición, planeación y ejecución de proyectosDocumento1 páginaDefinición, planeación y ejecución de proyectosjasg001Aún no hay calificaciones
- Plan Empresa Eventos DeportivosDocumento143 páginasPlan Empresa Eventos DeportivoscarlosdonetAún no hay calificaciones
- Entrega Previa 1 - Escenario 3 TareasDocumento9 páginasEntrega Previa 1 - Escenario 3 TareassebastianAún no hay calificaciones
- Éxodo 15Documento4 páginasÉxodo 15Gonzalo GamboaAún no hay calificaciones
- Sentencia de AlimentosDocumento4 páginasSentencia de AlimentosRojas MiguelAún no hay calificaciones
- Mapa Conceptual La Religion en El Virreynato Del PeruDocumento1 páginaMapa Conceptual La Religion en El Virreynato Del Perusandro portilla50% (10)
- Incumplimiento Matematicas Tercer Periodo Sextos 2021 Libardo Franco MDocumento3 páginasIncumplimiento Matematicas Tercer Periodo Sextos 2021 Libardo Franco MAngieAún no hay calificaciones
- Nomina PDFDocumento3 páginasNomina PDFmocksAún no hay calificaciones
- Reporte Vigencia DerechosDocumento2 páginasReporte Vigencia DerechosBrandon Eduardo RamirezAún no hay calificaciones
- Xerox adopta modelo híbrido tras pandemiaDocumento9 páginasXerox adopta modelo híbrido tras pandemiaJESUS MANUEL PEREZ PEREZAún no hay calificaciones
- Doctrina - 2021-05-28T110109.686Documento8 páginasDoctrina - 2021-05-28T110109.686RoosasAún no hay calificaciones
- Taller Intensivo de Formación para Docentes. Nuevos HorizontesDocumento57 páginasTaller Intensivo de Formación para Docentes. Nuevos HorizontesmonicaAún no hay calificaciones
- 01B Oración Catequistas Ante El Monumento, Jueves SantoDocumento5 páginas01B Oración Catequistas Ante El Monumento, Jueves SantoNUNQUAMSATISAún no hay calificaciones
- Silabo Educ Cristiana PDFDocumento4 páginasSilabo Educ Cristiana PDFAntony GarciaAún no hay calificaciones
- Tabla Conceptos CRADocumento2 páginasTabla Conceptos CRANoelia GonzalesAún no hay calificaciones
- Resumen Ejecutivo - ParqueDocumento3 páginasResumen Ejecutivo - ParqueCristhian Vidal LoayzaAún no hay calificaciones
- Res 2015005090235002000889610Documento8 páginasRes 2015005090235002000889610MayliAún no hay calificaciones
- M5 Aran MuestraDocumento17 páginasM5 Aran MuestraMARIA ANGELES CASTELLOTE OLIVITOAún no hay calificaciones
- Ica-5.2.11 Fotografia de Sondaje DDH-RCDocumento5 páginasIca-5.2.11 Fotografia de Sondaje DDH-RCSebastian Perez sosaAún no hay calificaciones
- Resume NDocumento21 páginasResume NCindy Tirado GarciaAún no hay calificaciones
- El SR GonzalezDocumento2 páginasEl SR GonzalezJOSEAún no hay calificaciones
- Cuadro Comparativo RevolucionesDocumento2 páginasCuadro Comparativo RevolucionesBEDOYA BUITRAGO DAVID FELIPEAún no hay calificaciones
- Ariadna y TeseoDocumento13 páginasAriadna y Teseoapi-268776060Aún no hay calificaciones
- Auto Que Se Declaré Fundado La Prisión PreventivaDocumento15 páginasAuto Que Se Declaré Fundado La Prisión PreventivaRosario Licona100% (1)
- Sermon Año Nuevo 2Documento11 páginasSermon Año Nuevo 2Ana Margareth MachadoAún no hay calificaciones
- II Jornadas Nacionales de InvestigaciÓn en Ciencias SocialesDocumento28 páginasII Jornadas Nacionales de InvestigaciÓn en Ciencias Socialescomunicacionpatagonica100% (1)
- Claves para Entender La Arqeuología JaponesaDocumento11 páginasClaves para Entender La Arqeuología JaponesaLuis FloresAún no hay calificaciones
- Unidad 5 El Compromiso Misuri y La Ley Kansas - Karla Gil GallónDocumento19 páginasUnidad 5 El Compromiso Misuri y La Ley Kansas - Karla Gil GallónDiego A. Bernal B.Aún no hay calificaciones