También podría gustarte
- Sem3 Test Que Lo Motiva A UstedDocumento2 páginasSem3 Test Que Lo Motiva A UstedwalomAún no hay calificaciones
- Examen Final - Revisión Del IntentoDocumento5 páginasExamen Final - Revisión Del IntentoAngel Darwin JerezAún no hay calificaciones
- Breve Historia de La FísicaDocumento14 páginasBreve Historia de La FísicaMassiel100% (1)
- Casos 3 ChuDocumento17 páginasCasos 3 ChuLesly Vasquez CuevaAún no hay calificaciones
- Reparar ChacrasDocumento11 páginasReparar ChacrasBrenda AdaAún no hay calificaciones
- Estudio Geotécnico Del Aeropuerto KansaiDocumento24 páginasEstudio Geotécnico Del Aeropuerto KansaiAshe1650% (2)
- Tolva para Camiones de La Gran MineríaDocumento24 páginasTolva para Camiones de La Gran MineríaDe Lacruz KevinAún no hay calificaciones
- Solucion Caso AutoseguroDocumento3 páginasSolucion Caso AutoseguroCarlos Andrés RojasAún no hay calificaciones
- Cálculo y Diseño de Un Ventilador Centrífugo Curvado Hacia AtrasDocumento19 páginasCálculo y Diseño de Un Ventilador Centrífugo Curvado Hacia AtrasMariaAún no hay calificaciones
- SSYMA P03.02 Gestion y Evaluacion de Contratistas v15Documento40 páginasSSYMA P03.02 Gestion y Evaluacion de Contratistas v15MARS BELL DANCEAún no hay calificaciones
- Caso ZaraDocumento5 páginasCaso ZaraAntonio Felipe Lunasco MendozaAún no hay calificaciones
- Grupo 01 - Caso01 (v2.0)Documento11 páginasGrupo 01 - Caso01 (v2.0)Manuel Diccion VirruetaAún no hay calificaciones
- Grupo - 2 - DOE - 1. OKDocumento14 páginasGrupo - 2 - DOE - 1. OKLopez HelardAún no hay calificaciones
- Práctica Silicón, Comportamiento Mecánico de MaterialesDocumento14 páginasPráctica Silicón, Comportamiento Mecánico de MaterialesIsrael GonzálezAún no hay calificaciones
- Grupo 1 Caso DerechoDocumento3 páginasGrupo 1 Caso DerechoRaul ArapaAún no hay calificaciones
- Competir Mediante Analisis de DatosDocumento2 páginasCompetir Mediante Analisis de DatosJuanCReyesDAún no hay calificaciones
- 02 Inductores de Valor e Indicadores FinancierosDocumento3 páginas02 Inductores de Valor e Indicadores FinancierosLORISAún no hay calificaciones
- Taf 1 - Grupo 5Documento25 páginasTaf 1 - Grupo 5Leidy VZAún no hay calificaciones
- Construir Una Organización Éticamente Sólida PDFDocumento10 páginasConstruir Una Organización Éticamente Sólida PDFAdriana Patricia Correa RojasAún no hay calificaciones
- Grupo 5 - Doe 1 - Mba Hyo 17Documento14 páginasGrupo 5 - Doe 1 - Mba Hyo 17JORGE LEONARDOAún no hay calificaciones
- Balarezo Dalessio Lisung Ojeda Envase PDFDocumento296 páginasBalarezo Dalessio Lisung Ojeda Envase PDFccrj0601Aún no hay calificaciones
- Acústica Del PianoDocumento4 páginasAcústica Del PianoJosé MartinezAún no hay calificaciones
- Financiamiento Externos Empresas PeruanasDocumento29 páginasFinanciamiento Externos Empresas PeruanasDaniel Calvet MejíaAún no hay calificaciones
- 02 PPT CG - PrincipiosDocumento32 páginas02 PPT CG - PrincipiosLUIS MIGUEL GUZMAN REATEGUIAún no hay calificaciones
- V-168-2018 ApelaciónDocumento5 páginasV-168-2018 Apelaciónhinfernal100% (1)
- PRONOSTICOSDocumento6 páginasPRONOSTICOSPimentel AndreaAún no hay calificaciones
- Analisis de Un Perfil Aerodinamico NacaDocumento9 páginasAnalisis de Un Perfil Aerodinamico NacaAnonymous MWWWI1xNNFAún no hay calificaciones
- Caso 02 Engranajes Martínez - Grupo 02Documento12 páginasCaso 02 Engranajes Martínez - Grupo 02Jacqueline Correa MárquezAún no hay calificaciones
- CL2 - 09 02 2023Documento1 páginaCL2 - 09 02 2023juanckicAún no hay calificaciones
- Informe 4 - Grupo 4Documento12 páginasInforme 4 - Grupo 4Henry Gabriel Fernandez RiveraAún no hay calificaciones
- Oic-Examen Optimización-Pinedo MoriDocumento6 páginasOic-Examen Optimización-Pinedo Morileif pinedoAún no hay calificaciones
- Acero Arequipa-Adn Emprendedor-Grupo 1Documento23 páginasAcero Arequipa-Adn Emprendedor-Grupo 1JESAM100% (1)
- Modulo 07Documento34 páginasModulo 07Joel Fank Diaz Yopla100% (1)
- Cobertura de RiesgoDocumento76 páginasCobertura de RiesgoRodrigo CarizAún no hay calificaciones
- Modulo 03 ContabilidadDocumento4 páginasModulo 03 ContabilidadYero Garay DiazAún no hay calificaciones
- Caso Planeamiento de Producto, Literatura Adicional - Cap7 Planeamiento Del Producto DAlessio PDFDocumento17 páginasCaso Planeamiento de Producto, Literatura Adicional - Cap7 Planeamiento Del Producto DAlessio PDFPercy Luis Nima AlvaradoAún no hay calificaciones
- Caso BenihanaDocumento23 páginasCaso BenihanaRosemary Quispe100% (1)
- Modulo 01 Sistemas de Informacion FinancieraDocumento8 páginasModulo 01 Sistemas de Informacion FinancieraEDDIEAún no hay calificaciones
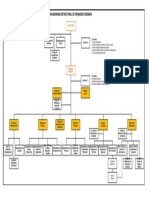
- Organigrama Financiera CREDINKA V02. PúblicoDocumento1 páginaOrganigrama Financiera CREDINKA V02. PúblicoJoaquin HernandezAún no hay calificaciones
- Solución Caso Práctico WACCDocumento6 páginasSolución Caso Práctico WACCShelsy POAún no hay calificaciones
- G3 - Resolución Caso 1 - Gerencia de OperacionesDocumento9 páginasG3 - Resolución Caso 1 - Gerencia de OperacionesJorge VidalAún no hay calificaciones
- Caso - Comprendiendo La Estructura de Un Informe Financiero - Doc 23Documento2 páginasCaso - Comprendiendo La Estructura de Un Informe Financiero - Doc 23LucreciaAún no hay calificaciones
- Paúl Lira Briceño - Evaluación de Proectos de Inversión: 2.2.2. Los Requerimientos de Capital de Trabajo Del ProyectoDocumento21 páginasPaúl Lira Briceño - Evaluación de Proectos de Inversión: 2.2.2. Los Requerimientos de Capital de Trabajo Del ProyectoSaul M JaureguiAún no hay calificaciones
- Liderando Con Visión y Propósito-2Documento1 páginaLiderando Con Visión y Propósito-2Liz AltamiranoAún no hay calificaciones
- Ejercicio - Cosumer Research, InCDocumento12 páginasEjercicio - Cosumer Research, InCRamon Garcia ValenciaAún no hay calificaciones
- Administración de Las Operaciones ProductivasDocumento26 páginasAdministración de Las Operaciones ProductivasDaniela Araya Viza100% (1)
- D Alessio, F. (2004) - Clasificacion de Las Empresas Segun Sus OperacionesDocumento19 páginasD Alessio, F. (2004) - Clasificacion de Las Empresas Segun Sus OperacioneseisaacmaxAún no hay calificaciones
- Banco Centenario e Solucion1Documento22 páginasBanco Centenario e Solucion1Thalia Figueroa RodríguezAún no hay calificaciones
- Kuty CaliDocumento72 páginasKuty CaliJhorman Aldana100% (1)
- Taller Colas 2Documento4 páginasTaller Colas 2SMAIKEL CAUSADOAún no hay calificaciones
- El GolfistaDocumento1 páginaEl GolfistaJesus FanningAún no hay calificaciones
- Control de Lectura 2Documento2 páginasControl de Lectura 2Johanssen Renzo CordovaAún no hay calificaciones
- Caso Pio Pio FinalDocumento8 páginasCaso Pio Pio FinalMUL2DOCAún no hay calificaciones
- Caso Alimentos Nakamura Sa Noviembre 2020Documento2 páginasCaso Alimentos Nakamura Sa Noviembre 2020Jose CabreraAún no hay calificaciones
- Estilos de LiderazgoDocumento16 páginasEstilos de LiderazgoHernan Ramos HernandezAún no hay calificaciones
- Desarrollo Del Hank KolbDocumento4 páginasDesarrollo Del Hank KolbLorena Acosta100% (1)
- TRABAJO Nro 2 CASO BANCO ESTADO RAUL SALFATE JOSE HERNANDEZDocumento7 páginasTRABAJO Nro 2 CASO BANCO ESTADO RAUL SALFATE JOSE HERNANDEZRAUL SALFATEAún no hay calificaciones
- Metodos CuantitativosDocumento14 páginasMetodos CuantitativoschechilicoAún no hay calificaciones
- Control 3 FinanzaaDocumento5 páginasControl 3 FinanzaaIlán Antoni Horna GomezAún no hay calificaciones
- ManualDocumento36 páginasManualManuel SotomayorAún no hay calificaciones
- Prueba OnlineDocumento4 páginasPrueba Onlinejhonnier ortizAún no hay calificaciones
- Ballena - Arroyo - Diagnostico - Alfa Laval PDFDocumento177 páginasBallena - Arroyo - Diagnostico - Alfa Laval PDFCristhianVilchez100% (1)
- 8790 Liderazgo - ¿Mito o RealidadDocumento19 páginas8790 Liderazgo - ¿Mito o RealidadPabloe Cancino MarentesAún no hay calificaciones
- Análisis de Balances El Caso de N & M, SA: Año 1 Año 2 Var ActivoDocumento2 páginasAnálisis de Balances El Caso de N & M, SA: Año 1 Año 2 Var ActivoIván MoraAún no hay calificaciones
- Gobierno Corporativo en Instituciones Financieras IslámicasDe EverandGobierno Corporativo en Instituciones Financieras IslámicasAún no hay calificaciones
- Caso 4 - Engranaje MartinezDocumento5 páginasCaso 4 - Engranaje MartinezJuan CardozoAún no hay calificaciones
- Caso 4 - Engranje MartinezDocumento5 páginasCaso 4 - Engranje MartinezRonaldCorderoAún no hay calificaciones
- Caso Lo Engranjes MartinezDocumento13 páginasCaso Lo Engranjes MartinezHAROLD DANIEL AYBAR HUAMANAún no hay calificaciones
- CASO 3 Engranje MartinezDocumento8 páginasCASO 3 Engranje MartinezLuis Angel NamocAún no hay calificaciones
- Caso K - Plantilla Analisis de Estados Financieros 2018Documento1 páginaCaso K - Plantilla Analisis de Estados Financieros 2018walomAún no hay calificaciones
- EJERCICIO CLASE - Impuesto DiferidoDocumento5 páginasEJERCICIO CLASE - Impuesto DiferidowalomAún no hay calificaciones
- Caso de Clase KASA Plantilla Humberto Zuniga CastanedaDocumento4 páginasCaso de Clase KASA Plantilla Humberto Zuniga CastanedawalomAún no hay calificaciones
- Caso 2 - Grupo 2Documento16 páginasCaso 2 - Grupo 2walomAún no hay calificaciones
- Caso 2 - Grupo 2Documento16 páginasCaso 2 - Grupo 2walomAún no hay calificaciones
- Caso H, Caso Patrimonio Neto ArenitaDocumento1 páginaCaso H, Caso Patrimonio Neto ArenitawalomAún no hay calificaciones
- Caso Amazon Grupo#2Documento2 páginasCaso Amazon Grupo#2walomAún no hay calificaciones
- 02 Centrum Preguntas La Martina PoloDocumento1 página02 Centrum Preguntas La Martina PolowalomAún no hay calificaciones
- Control 2 Online 32Documento2 páginasControl 2 Online 32walomAún no hay calificaciones
- Mapa Conceptual HmaDocumento3 páginasMapa Conceptual Hmawalom50% (2)
- Mapa Conceptual HmaDocumento3 páginasMapa Conceptual Hmawalom50% (2)
- Gobierno y Gerencia en Salud - Manual de Aseguramiento UniversalDocumento245 páginasGobierno y Gerencia en Salud - Manual de Aseguramiento UniversalwalomAún no hay calificaciones
- Optimización (Diseño de Experimentos) - Mauro DueñasDocumento5 páginasOptimización (Diseño de Experimentos) - Mauro DueñaswalomAún no hay calificaciones
- Proyecto SustentableDocumento1 páginaProyecto SustentablePantheritha PinkAún no hay calificaciones
- Ndir Sensores de GasDocumento3 páginasNdir Sensores de GasFreddy Porras RincónAún no hay calificaciones
- Diagrama de ViscosidadDocumento3 páginasDiagrama de ViscosidadRoque BanegasAún no hay calificaciones
- Da 0000 05 LR 00001Documento7 páginasDa 0000 05 LR 00001Rosalinda LozanoAún no hay calificaciones
- Gabarito 1º Examen Final 5jul2022 RM1Documento14 páginasGabarito 1º Examen Final 5jul2022 RM1Martín UzabalAún no hay calificaciones
- Lab2 Ley de OhmDocumento5 páginasLab2 Ley de OhmLinda S. HernándezAún no hay calificaciones
- B3.Inter Electrom - Electrostatica 22-23.enunciadosDocumento2 páginasB3.Inter Electrom - Electrostatica 22-23.enunciadosRosaAún no hay calificaciones
- Ejercicios de RefuerzoDocumento20 páginasEjercicios de RefuerzoAndré CalderónAún no hay calificaciones
- Examen U2 CN Rocha Vichy Diego ArturoDocumento7 páginasExamen U2 CN Rocha Vichy Diego ArturoDiego RochaAún no hay calificaciones
- Plan Lector 3 Semana Junio.Documento7 páginasPlan Lector 3 Semana Junio.Erick L. VegaAún no hay calificaciones
- MOXF6 Manual de Referencia PDFDocumento163 páginasMOXF6 Manual de Referencia PDFAlbertoAún no hay calificaciones
- Mecanica Ejercicio 2 y 3Documento1 páginaMecanica Ejercicio 2 y 3SandraLuciaAún no hay calificaciones
- Clase IV y v. Temple - Miriam (Modo de Compatibilidad)Documento39 páginasClase IV y v. Temple - Miriam (Modo de Compatibilidad)Jhonathan TiradoAún no hay calificaciones
- Informe de Calculo de Bobinado IV SemestreDocumento16 páginasInforme de Calculo de Bobinado IV SemestreEdson Franco Condori UscamaytaAún no hay calificaciones
- Ficha Tecnica Luminaria ExterioresDocumento19 páginasFicha Tecnica Luminaria ExterioresMario RamírezAún no hay calificaciones
- Protocolo de Medición de Niveles de Presión Sonora de InmisiónDocumento9 páginasProtocolo de Medición de Niveles de Presión Sonora de InmisiónDaniel DamonteAún no hay calificaciones
- Copas y Terminales FGEL - File - 3 PDFDocumento48 páginasCopas y Terminales FGEL - File - 3 PDFjairoherna0% (1)
- Práctica de Laboratorio II Soldadura Por Arco Protegido GmawDocumento8 páginasPráctica de Laboratorio II Soldadura Por Arco Protegido GmawKevin CruzAún no hay calificaciones
- Mecánica Cuantica - Grupo 1Documento61 páginasMecánica Cuantica - Grupo 1RUIZ HURTADO ARIANA STHEFANYAún no hay calificaciones
- El Cálculo Vectorial o Análisis Vectorial Es Un Campo de Las Matemáticas Referidas Al Análisis Real Multivariable de Vectores en 2 o Más DimensionesDocumento6 páginasEl Cálculo Vectorial o Análisis Vectorial Es Un Campo de Las Matemáticas Referidas Al Análisis Real Multivariable de Vectores en 2 o Más DimensionesRebeca Mishelle Lauro ApazaAún no hay calificaciones
- TAREA de ANALISIS 1 Estructural Metodo DDocumento4 páginasTAREA de ANALISIS 1 Estructural Metodo DReynerio Er Tanchiva CahuazaAún no hay calificaciones